







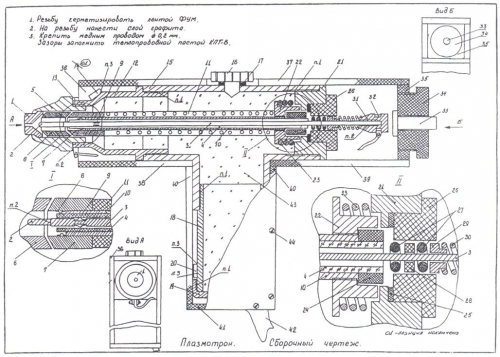
Плазменная сварка прямого и косвенного действия. Сварочный плазменный аппарат
Плазменная сварка - технология, оборудование, принцип действия
С ростом точности деталей, изготавливаемых в промышленности и на частных предприятиях, появляется потребность в новых технологиях сварки и резки металлов. Одним из таких нововведений является плазменная сварка. Несмотря на то, что метод появился относительно недавно, он уже успел получить и занять свою нишу в промышленности и в руках частных лиц. Давайте рассмотрим, что такое технология плазменно дуговой сварки?
Принцип работы плазменной сварки
Во многом, плазменные сварочные аппараты напоминают принцип действия аргонно-дуговых и имеют схожую конструкцию горелки, которая в нашем случае называется – плазмотроном. Процесс образования плазмы происходит именно в горелке (об этом далее).
Плазма – это одно из состояний газа, которое образуется, если пропустить его через дугу. В этот момент происходят сложные химические и физические процессы, газ приобретает особые свойства. Нам, в данном случае интересен тот факт, что температура вырывающейся из сопла плазмы может доходить до 30 тысяч градусов, а это в 6 раз больше самой горячей дуги.
Таким образом, сущностью плазменной сварки является ионизация газа, проходящего под давлением.
В таких условиях происходит резка металла, который расплавляется мгновенно, а часть его просто испаряется. Для сваривания используют более щадящие режимы, а также технологию контроля дуги. Плазменные резаки считаются одними из наиболее точных и эффективных методов резки различных металлов.

Схема плазменной сварки открытой и закрытой плазменной струей
Чтобы понять принцип работы плазменной сварки, нужно перейти непосредственно к аппарату. Сама плазменная сварка представляет собой небольшую, весом 5 – 9 кг установку, внутри которой расположился понижающий трансформатор, выпрямитель и набор схем управления. К ней подключается воздушный компрессор (если в сопло подается сжатый воздух) или специальные баллоны с плазмообразующим газом и инертным газом. В качестве газа для создания плазмы используют азот, кислород, аргон, воздух. На выходе устройства имеем горелку с набором газов (для сварки) или один вид газа для резки, а также плюсовую клемму (для прямого вида сварки). Так, как температура работы этого компонента очень высока, внутри горелки имеется жидкостное охлаждение.
Обратите внимание! От эффективности охлаждения горелки будет зависеть не только качество шва, но и долговечность электрода и других компонентов. Сварщик должен внимательно следить не только за ходом сварки, но и за поступлением воды.
Дальнейшее описание технологии приводит нас к двум ее разновидностям:
Плазменная сварка прямого действия
Первый и наиболее распространенный метод плазменной сварки имеет прямое действие дуги на деталь. Сваривание происходит прямой дугой, образующейся между деталью и электродом, однако сам процесс розжига плазмы имеет двухступенчатую схему.
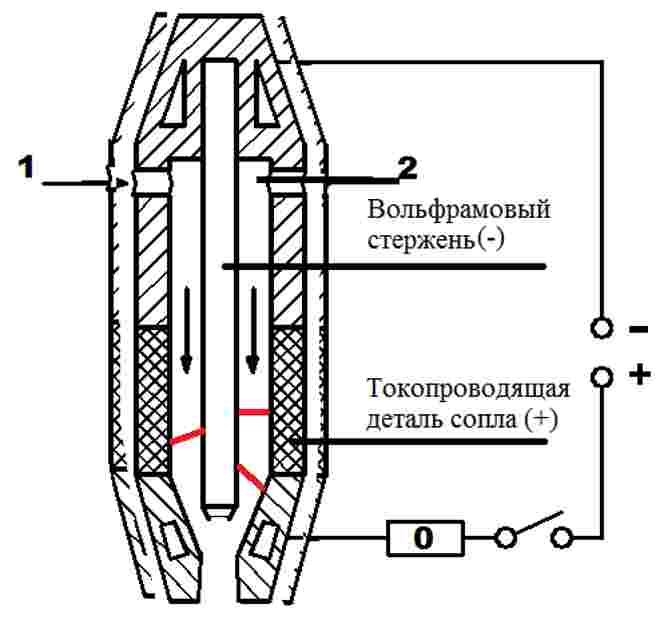
Плазменная сварка прямого действия
На первом этапе внутренний стержень плазмотрона (изображение ниже) имеет отрицательную полярность, в то время, как ближняя стенка сопла получает положительный заряд из-за замкнутого переключателя (0). Внутри сопла образуются дуги (отмечено красным), которые ионизируют проходящий газ (2) и превращают его в плазму.

Следующий этап – непосредственно сварка, для этого на деталь цепляют плюсовую клемму и подносят работающий плазмотрон. В этот момент изделие имеет лучшую проводимость, поэтому дуги концентрируются на конце вольфрамового электрода, переключатель размыкает внутреннюю цепь плазмотрона и под действием давления, а также естественного расширения газа при превращении в плазму, происходит направленный выплеск энергии. При этом плазменная дуга имеет высокую стабильность, а минимальное разбрызгивание и изоляцию сварного участка обеспечивает инертный газ, проходящий по каналу (1). Газ не только защищает плазменную дугу, но и изолирует сварную ванну.
Плазменная сварка косвенного действия
Механизм плазмообразования в данном случае схож с предыдущим методом. Главное отличие в том, что направленность плазменного потока контролируется не направленностью электрического потока, а давлением газа, созданным системой и внутренним давлением сопла. Здесь помогает тот факт, что при переходе в состояние плазмы газ начинает увеличиваться в объеме до 50 раз, поэтому при возросшем давлении естественным образом стремится вырваться из сопла.

Плазма косвенного действия
Оба описанных способа имеют место в современном мире, однако прямой метод имеет больше плюсов. Так он гарантирует более стабильную работу на малых силах тока, позволяет меньше расходовать дорогостоящий газ и имеет заметно меньшую степень разбрызгивания.Аналогичным образом происходит резка металла, только без использования инертного газа (1).
Оборудование для плазменной сварки
Современные сварочные плазменные аппараты — это компактные устройства, сравнимые по размерам с аргонно-дуговыми, инверторными или трансформаторными аппаратами. Простейшие модели имеют компактный размер и минимум настроек для удобства пользования. С их помощью можно производить сварку и резку металла.

Схема сборки оборудования при ручной плазменной резке
С ростом цены увеличивается функциональность аппаратов, так в продаже можно найти оборудование, с функцией пайки. Устройства профессионального уровня позволяют проводить операции воронения, термического оксидирования, порошкового напыления и закалки.
Ценовую политику оборудования можно разделить на несколько категорий. К стартовым, относятся устройства мощностью 8 – 12 А. Их стоимость находится в пределах 25 – 40 тысяч рублей, это самые дешевые аппараты, которые можно приобрести и они уже в разы дороже инверторов, полуавтоматов. Некоторые аппараты поддерживают функцию микроплазменной резки, другими словами работы при малых токах от 0.1А.
В средней ценовой категории расположились сварки мощностью 25 – 150А. Они имеют расширенные настройки, позволяют подключать несколько видов газов и нередко имеют расширенный функционал. Стоимость таких аппаратов от 40 до 150 тысяч рублей.
Самые дорогие из неавтоматизированных — сварки мощностью выше 150 А. В их конструкцию заложен практически весь возможный функционал плазменной технологии, но все работы производятся сварщиком. Цена начинается со 100 тысяч и может превышать отметку 1 миллион рублей.
Область применения
Благодаря работе при температурах, доходящих до 30 000 градусов, технология позволяет работать со многими видами металлов: нержавеющая сталь, углеродистая сталь, чугун, медь, латунь, бронза, титан, алюминий и другие. Вместе с высокой точностью работ, это обуславливает такие области использования технологии:
- пищевая промышленность;
- энергетическая сферы;
- химическое производство;
- ювелирное дело;
- машиностроение;
- приборостроение;
- медицинское оборудование;
- изготовление деталей высокой точности.
Преимущества и недостатки метода
Как видно, использование плазмы имеет свои преимущества, но не обошлось и без недостатков. Ниже, мы выделили основные положительные и негативные моменты.
Плюсы
- Высокое качество и скорость работ.
- Контроль глубины провара.
- Доступность технологии частным лицам.
- Безопасность работ.
- В процессе работы не остается отходов.
- Высокая точность резки позволяет дополнительно не обрабатывать кромки.
Основной положительный момент технологии – ее незаменимость. Большая часть работ может быть выполнены и другими методами, но когда речь идет о лучшей скорости, качестве и удобстве сварки, мы неизбежно приходим к плазменному методу.
Недостатки
- Дорогие аппараты и высокая стоимость работ.
- Высокие требования к квалификации сварщика.
- Необходимость качественного охлаждения из-за высоких температурных потерь.
Главный минус технологии – ее сложность. Чтобы обучить хорошего специалиста требуется время и деньги, в противном случае метод не сможет принести должных результатов. Это связанно с тем, что в процессе работ важно не только контролировать процесс сварки, но и внимательно следить за охлаждением, поступлением газов и многими другими параметрами.
Заключение
Теперь вы знаете, как работает плазменная сварка. Если стоимость оборудования вас не пугает, то технологию вполне успешно можно использовать для выполнения высокоточных работ в условиях дома или небольшого предприятия. Для создания герметичных швов и изготовления соединений высокой точности, подобные аппараты будут незаменимы, тем более, если мы говорим о промышленных масштабах. Здесь в дело вступают автоматизированные плазменные комплексы, сводящие к минимуму человеческий фактор и погрешность работ.
svarkagid.ru
Плазменная сварка - сущность и принцип работы
Технология соединения металлов с помощью плазменной дуги открывает большие возможности в области сварки. Она основана на принципе расплавления сплавов узконаправленной струей плазмы, обладающей огромной энергией. Плазменная сварка применяется при соединении некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов.
Особенности технологии
Плазменная сварка основана на технологии аргонодуговой сварки. Различие этих технологий в особенностях дуги. В отличие от обычной электрической, дуга плазмы представляет собой сжатую плазменную струю, обладающую мощной энергией. Чтобы понять сущность процесса плазменной сварки, нужно знать, что такое плазма и условия ее возникновения.
Что такое плазма и как она возникает
Плазма — это состояние газа при его частичной или полной ионизации. Это значит, что он может состоять не только из нейтральных молекул и атомов, но и из электронов и ионов , обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
, обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
Для этого должны быть созданы определенные условия, которые и были разработаны в области получения плазменной дуги.
Первое упоминание о разработке плазменной сварки было в 1950 году. В 1960 году были представлены некоторые принципы получения плазменного потока и внедрена технология и оборудование плазменной сварки. У нас в стране исследованиями в этой области и разработкой технологии занимались в Институте металлов им. А. А. Байкова, руководил проектом Н.Н. Рыкалин. После изучения физических свойств и энергии сжатой электрической дуги в среде аргона, преобразованной в плазменную струю, были определены ее технические возможности в области сварки и разработано специальное оборудование.
Схема получения плазменной струи
Плазменное преобразование достигается за счет воздействия сильного электрического поля, созданного дугой при прохождении через газ, на принудительно вдуваемый газ, поступающий через сопло горелки.
Таким образом, для преобразования электрической дуги в наэлектризованную струю плазмы, необходимо выполнить два условия:
- выполнить ее сжатие;
- провести прогон через нее специального газа для создания плазмы.
Сжатие обеспечивает специальное устройство плазмотрона. В итоге, толщина струи уменьшается, а напор — возрастает. Одновременно к дуге подается газ, который под ее воздействием нагревается и превращается в плазму. За счет нагрева происходит расширение и увеличение объема газа. В результате из сопла он устремляется с большой скоростью. При этом, если обычный электрический разряд имеет температуру порядка 5000-7000оС, то плазма может достигать 30 000оС.
Для образования плазмы используют в основном аргон с добавлением небольшого количества гелия. Электрод должен быть также защищен нейтральным аргоном. В качестве электрода выбирают вольфрамовые изделия с добавлением тория или иттрия.
Технология плазменной сварки характеризуется высокой температурой и небольшим диаметром дуги, что обеспечивает ее значительную мощность.
Основные характеристики и преимущества
Получив плазменную дугу, вы можете значительно расширить возможности сварки. Основными отличиями ее от обычной аргоновой сварки являются:
- высокая температура плазмы, достигающая 30000оС;
- малое поперечное сечение дуги;
- коническая форма дуги, характерная для аргоновой сварки, изменена на цилиндрическую форму;
- малый диаметр струи позволяет значительно увеличивать давление, с которым она воздействует на металл. Оно выше, чем при аргонной сварке почти в 10 раз.
- процесс сварки может поддерживаться небольшим током в пределах от 0,2 до 3,0 ампер.
Такие свойства плазмы обеспечивают существенные возможности этой сварки перед аргонодуговой сваркой:
- обеспечивается более глубокий проплав шва;
- уменьшается зона расплавления без разделки свариваемых кромок;
- благодаря цилиндрической форме и способности увеличиваться по длине, с помощью плазменной дуги можно проводить сварку труднодоступных мест.
Недостатки технологии
Сварка не лишена недостатков:
- во время ее проведения происходит частичное рассеивание энергии в пространство;
- возникает потребность в плазмообразующем газе и охлаждении плазмотрона водой;
- стоимость оборудования значительно выше стоимости аргонодуговых аппаратов.
Виды плазменной сварки
Плазменные устройства работают преимущественно с горелками, использующими постоянный ток.
Применяют две схемы работы:
- С использованием дуги, образованной между неплавким электродом и свариваемой поверхностью металла;
- С использованием струи плазмы, образованной между неплавким электродом и корпусом плазмотрона.
Соединение металлов с использованием плазмы разделяют также по значению величины используемого тока. Применяется следующие виды сварки:
- микроплазменный вид, проходящий в интервале тока от 0,1 до 25 ампер;
- сварка с использованием средних токов, величиной от 50 до 150 ампер;
- сварка с использованием токов более 150 ампер.
При микроплазменной сварке металл практически не прогорает. В случае использования токов большого значения достигается полное проплавление шва с разделением изделий и последующей их заваркой.
Устройство и принцип работы плазмотрона
Аппарат, выполняющий роль плазменного генератора, называют плазмотроном. Он представляет собой устройство, использующее энергию электричества для создания плазменного состояния газа и дальнейшего использования плазмы в образовании сварочной дуги.
Используют два вида конструкций плазмотронов, работающих по схеме косвенного или прямого образования дуги.
Для плазменной сварки используют преимущественно плазмотрон, работающий по прямой схеме, когда катодом служит вольфрамовый электрод, а анодом — свариваемая поверхность. Именно тогда дуга приобретает форму цилиндра.При косвенной схеме работы струя плазмы имеет обычный конический вид.
Основными узлами такого устройства являются:
- вольфрамовый электрод (катод), который образует одну связку с устройством подачи плазмообразующего газа;
- корпус устройства;
- сопло с формообразующим наконечником;
- термостойкий изолятор;
- охлаждающая система с использованием водной струи;
- пусковое устройство.
Для возбуждения основной дуги к поверхности металла от аппарата подключается положительно заряженный кабель.
Возникшая дуга ионизирует газ, поступающий из баллона или компрессора в камеру под давлением. При разогреве во время ионизации газ расширяется и выбрасывается в виде струи плазмы из камерного пространства с большой кинетической энергией.
Для того, чтобы облегчить розжиг основной дуги, в камеру плазмотрона встроен вспомогательный электрод, выполняющий роль анода. При включении плазмотрона в сеть и его запуске этот электрод получает положительный заряд, образуя дугу с вольфрамовым катодом. Возникшая плазменная струя разогревает свариваемый металл и провоцирует розжиг основной мощной плазменной дуги по схеме “вольфрамовый катод-поверхность металла”. Выполнив свою функцию, дежурная плазменная дуга гасится, а аппарат продолжает работать на основной струе плазмы.
Оборудование для сварки плазмой
Для проведения плазменной сварки в нашей стране используют аппараты отечественного производства, наиболее востребованным из которых является мобильный аппарат универсального применения «ПЛАЗАР».
Также распространены в использовании плазмотроны зарубежного изготовления «FoxWeld PLAMA 33 Vulti», «BLUE WELD BEST PLASMA 60 HF» и другие.
wikimetall.ru
Плазменная сварка дугой прямого и косвенного действия, конструкция сварочного аппарата
Одним из сравнительно новых видов соединений металлов и сплавов является плазменная сварка. Этот вид, схожий с вариантом аргонодуговой сварки неплавящимся электродом, позволяет получать более качественный результат гораздо быстрее. Технология плазменной сварки заключается в использовании электрической дуги, горящей в среде полностью или частично ионизированного газа. Газ называется плазмообразующим.

Особенности и характеристики процесса
Главной особенностью плазменного метода является очень высокая температура в зоне сваривания вследствие принудительного уменьшения размеров сечения дуги и увеличения ее мощности.
В результате происходит сварка, так называемой, плазменной струей, температура которой может доходить до 30000 °C, в отличие от 5000-7000 °C при обычной аргонодуговой сварке.
Кроме этого, дуга приобретает цилиндрическую форму, в отличие от обычной конической, что позволяет сохранять одинаковую мощность по всей ее длине. На практике это успешно используется для более глубокого и точного прогрева металла.
Давление дуги на поверхность свариваемых деталей при плазменной сварке очень велико, что позволяет воздействовать практически на любые металлы и сплавы.
Технологический процесс плазменной сварки позволяет использовать ее при малых токах величиной всего 0,2 — 30,0 А.
Все эти особенности делают плазменную сварку практически универсальной. Она может с успехом использоваться в труднодоступных местах, при соединении тонких алюминиевых листовых заготовок без опасения их прожига.
Незначительное изменение расстояния между электродом и деталью не оказывает сильного влияния на прогрев, а значит и на качество шва, как при других видах сварки.
Большая глубина прогрева деталей позволяет обходиться без предварительной подготовки их кромок. Допускается сваривание металлов с неметаллами.
В результате повышается производительность работ, уменьшается температурная деформация шва, то есть деталь не «ведет». Используя технологию плазменной сварки, плазменной струей можно быстро и качественно резать металлы и неметаллы практически в любом положении.
Как это работает
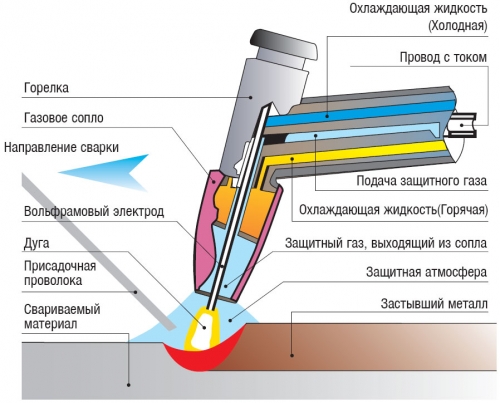
Для реализации идеи плазменной сварки, в конструкции горелки используется устройство (горелка), именуемое плазмотроном. Он представляет собой коническое сопло, внутри которого находятся охлаждающая жидкость.

Электрическая дуга в плазменной сварке возбуждается при помощи сварочного аппарата со встроенным осциллятором. Она горит внутри плазмотрона, и во время горения к ней подается плазмообразующий газ.
Как правило, это аргон с малыми примесями водорода или гелия. Газ подается под небольшим давлением, но внутри горелки он нагревается и, увеличиваясь в объеме до 30 раз, создает на выходе из сопла мощную струю.
Сама конструкция сопла наделяет газ высокой кинетической энергией, которая и реализуется в мощный поток, имеющий высокую температуру. Это и есть плазма.
Так как возбуждать дугу между электродом и свариваемой деталью затруднительно, конструкция горелки предусматривает постоянное поддержание «дежурной» дуги между электродом и соплом. Она преобразуется в рабочую при касании горелкой соединяемых изделий.
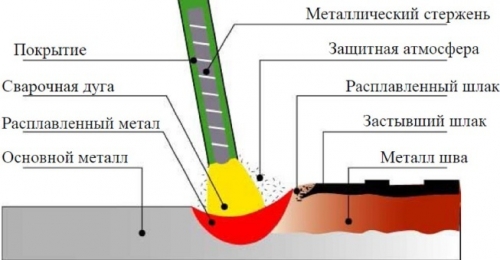
Защитный газ, а это, как правило, тоже аргон, подается в зону сварки по отдельному каналу и, как бы обволакивает струю и разогреваемую ею область металла. При этом защитный газ, вытесняя воздух из будущего шва, не допускает окисления материала соединяемых деталей и присадочного материала вплоть до образования прочного однородного шва.
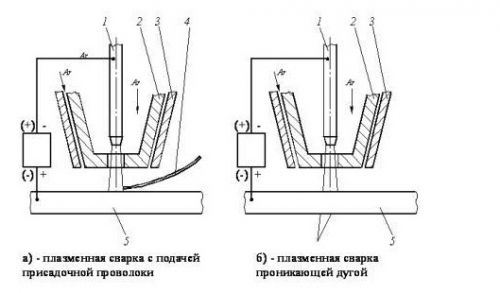
Способы подключения
В зависимости от конструкции горелки и схемы подключения к источнику тока, различают два способа плазменной сварки:

- дугой прямого действия;
- дугой косвенного действия.
Первый способ подключения заключается в подаче тока от источника питания на электрод из вольфрама и свариваемую деталь.
В этом случае дуга устойчиво горит между электродом и металлом, а ее характеристики усиливаются и доводятся до нужных значений струей плазмообразующего газа внутри сопла, которое является электрически нейтральным относительно всей системы. Способ прямого действия применяют для резки металлов, наплавки и непосредственно сварки. Его часто применяют в быту.
При втором способе ток подается на электрод и сопло. В этом случае дуга образуется между электродом и корпусом сопла, а плазмообразующий газ выдувает ее, превращая в мощную струю плазмы.
Температура дуги в косвенном методе сварки меньше, чем в прямом. Косвенный способ применяют для напыления металла, нагрева деталей. Им можно варить и резать материалы, не проводящие электричества.
При плазменной сварке и резке необходимо учитывать правильность выбора режима. Режимы должны учитывать правильную подачу тока, типы свариваемых материалов, их толщину, диаметр сопла плазмотрона. При резке разных материалов используются и разные газы.
Требования к соблюдению технологии
При кажущейся простоте процесса плазменной сварки, он очень требователен к точному соблюдению технологии и к содержанию оборудования. Основными ошибками являются:
- запоздалая замена сменных элементов плазмотрона;
- использование некачественных или дефектных деталей;
- использование некорректных режимов, которые сокращают срок службы элементов;
- отсутствие контроля за параметрами плазмообразующего материала;
- высокая или низкая скорость резки в сравнении с предусмотренной режимом;
Для успешного осуществления работ при помощи плазменной сварки необходим сварочный аппарат, обеспечивающий необходимые характеристики сварочного тока.
Понадобиться также специальная горелка с неплавящимся электродом, комплект шлангов для подачи или циркуляции охлаждающей жидкости, баллоны с аргоном и комплект газопроводных шлангов.

Как сделать плазмотрон своими руками
Ручной аппарат для плазменной сварки можно изготовить из обычного сварочного аппарата инверторного типа. Основной задачей является изготовление непосредственно самого плазмотрона, так как в остальном весь процесс схож с обычной аргонодуговой сваркой.
Анод и сопло
 Для плазмотрона понадобится бронзовая заготовка, которую предстоит обрабатывать на токарном станке. Из этой заготовки необходимо выточить две детали околоцилиндрической формы, которые, вставив одна в другую, необходимо спаять вместе, чтобы внутри образовалась полость по принципу термоса.
Для плазмотрона понадобится бронзовая заготовка, которую предстоит обрабатывать на токарном станке. Из этой заготовки необходимо выточить две детали околоцилиндрической формы, которые, вставив одна в другую, необходимо спаять вместе, чтобы внутри образовалась полость по принципу термоса.
Эта полость будет использоваться для прокачки охлаждающей жидкости. Это будет анод горелки. Он может быть и соплом в плазменной сварке. Диаметр сопла должен быть 1,8-2,0 миллиметра. Можно сделать сопло из более тугоплавкого материала и вкрутить его в анод, предварительно предусмотрев устройство резьбы на обеих деталях.
Охлаждение
Циркуляцию охлаждающей жидкости можно осуществить путем подключения через систему шлангов обычного автомобильного омывателя ветрового стекла. То есть не самого омывателя, а только бачка с перекачивающим насосом. Питание насоса напряжением постоянного тока 12 В организуется от аккумулятора или через подходящий блок питания.
Катод
Для катода можно использовать заточенный под конус стержень, изготовленный из вольфрамового электрода. Диаметр стержня должен быть 4,0 миллиметра. На тыльной стороне стержня необходимо предусмотреть резьбовое устройство, позволяющее осуществлять контролируемый ввод стержня в корпус плазмотрона.
Корпус
Сам корпус можно выполнить из неметаллического твердого тугоплавкого материала. Внутри необходимо предусмотреть возможность подачи плазмообразующего и защитного газа, для чего необходимо впаять патрубки подходящих размеров.
Возбуждение дуги
От основного источника питания, который теперь можно называть плазменным инвертором, подводится положительный заряд. Минимальная величина тока в 5-7 А должна будет поддерживать горение дежурной дуги.

Если аппарат имеет встроенный осциллятор, то возбуждение дуги не должно вызвать проблем. Если осциллятора нет, придется усложнить конструкцию плазмотрона, подпружинив катод таким образом, чтобы можно было осуществить кратковременное касание анода.
Именно в момент касания и будет зажигаться дежурная дуга. Пружину необходимо предусмотреть достаточно жесткую, чтобы контакт был как можно короче по времени, иначе катод может пригореть к аноду.
Нагнетание газа
При работе необходимо учесть существенный недостаток – в самодельном устройстве для плазменной сварки, расход аргона будет неоправданно высок. Поэтому при резке металлов или других материалов целесообразно использовать сжатый воздух или водяной пар. Но ими можно только резать, так как и воздух и пар не являются химически нейтральными к металлу и могут вызвать окисление шва.
 Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Если ресивер не использовать, то подача воздуха будет неровной и качество плазменной дуги будет низкое. Для подачи водяного пара используют различные парогенераторы.
Микроплазменные аппараты
Очень часто домашние умельцы делают аппараты для плазменной резки и пайки, в которых температура плазмы не превышает всего 8000-9000 °C. Отличительной особенностью такого микроплазменного аппарата, является то, что он использует для образования плазмы спиртоводную жидкость, которая испаряется прямо в плазмотроне.
Для этого в конструкции предусмотрен специальный резервуар. Подобные аппараты очень удобны для мелких работ ввиду своей мобильности, ведь нет необходимости транспортировать громоздкие баллоны с газом или газогенераторы.
При правильной эксплуатации сварочного оборудования и соблюдении режимов сварки, при использовании качественных расходных материалов, плазменная сварка является наиболее эффективным способом резки или соединения материалов.
В настоящее время только лазерная сварка является более технологичной, но ее стоимость и требования к оборудованию на порядок выше, чем у плазменной.
svaring.com
Плазменный сварочный аппарат своими руками открытого типа
Современные инверторные сварочные аппараты покрывают большинство потребностей для получения неразъемных соединений металлических заготовок. Но в ряде случаев куда более удобным будет аппарат несколько иного типа, в котором основную роль играет не электрическая дуга, а поток ионизированного газа, то есть плазменный сварочный аппарат. Приобретать его для периодического использования не слишком рентабельно. Можно сделать такой сварочный аппарат своими руками.

Элементы для изготовления плазменного сварочного аппарата.
Оборудование и компоненты
Изготовить микроплазменный сварочный аппарат проще всего на основе уже имеющегося инверторного сварочного аппарата. Для выполнения такой модернизации вам понадобятся следующие компоненты:
- любой инверторный сварочный аппарат для TIG сварки со встроенным осциллятором или без него;
- сопло с вольфрамовым электродом от TIG-сварочника;
- аргоновый баллон с редуктором;
- небольшой кусочек прутка из тантала или молибдена диаметром и длиной до 20 мм;
- фторопластовая трубка;
- медные трубки;
- небольшие кусочки листовой меди толщиной 1-2 мм;
- электронный балласт;
- резиновые шланги;
- гермоввод;
- хомуты;
- проводка;
- клеммы;
- автомобильный бачок стеклоочистителя с электронасосом;
- выпрямительный блок питания электронасоса стеклоочистителя.

Устройство плазменного сварочного аппарата.
Работы по доводке и изготовлению новых деталей и узлов потребуют использования следующего оборудования:
- токарный станок;
- электропаяльник;
- горелка для пайки с баллоном;
- отвертки;
- нож;
- пассатижи;
- амперметр;
- вольтметр.
Вернуться к оглавлению
Теоретические основы
Сварочный аппарат для плазменной сварки может быть одного из 2-х основных типов: открытого и закрытого. Основная дуга сварочного аппарата открытого типа горит между центральным катодом горелки и изделием. Между соплом, которое служит анодом, и центральным катодом горит только дежурная дуга для возбуждения основной в любой момент времени. Сварочный аппарат закрытого типа имеет только дугу между центральным электродом и соплом.
Сделать долговечный сварочный аппарат своими руками по 2-му принципу довольно трудно. При прохождении основного сварочного тока через сопло-анод этот элемент испытывает колоссальные тепловые нагрузки и требует очень качественного охлаждения и использования соответствующих материалов. Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему.
Вернуться к оглавлению
Практическая реализация

Принципиальная схема плазменного сварочного аппарата.
Часто при кустарном изготовлении плазменного сварочного аппарата сопло вытачивают из меди. При отсутствии альтернативы такой вариант возможен, но сопло становится расходным материалом даже при прохождении через него только дежурного тока. Его придется часто менять. Если удастся достать небольшой кусочек кругляка из молибдена или тантала, лучше сопло изготовить из них. Тогда можно будет ограничиваться периодической чисткой.
Размер центрального отверстия в сопле подбирают опытным путем. Начинать нужно с диаметра 0,5 мм и постепенно растачивать его до 2 мм, пока поток плазмы не станет удовлетворительным.
Конусный зазор между центральным вольфрамовым катодом и соплом-анодом должен составлять 2,5-3 мм.
Сопло вкручивается в полую рубашку охлаждения, которая через фторопластовый изолятор соединяется с держателем центрального электрода. В рубашке охлаждения циркулирует охлаждающая жидкость. В качестве таковой в теплое время года можно использовать дистиллированную воду, зимой лучше антифриз.

Схема блока управления плазменного сварочного аппарата.
Рубашка охлаждения представляет собой 2 полые медные трубки. Внутренняя диаметром и длиной около 20 мм располагается на переднем конце внешней трубки с диаметром около 50 мм и длиной порядка 80 мм. Пространство между торцами внутренней трубки и стенками наружной запаивают тонкой листовой медью. В рубашку с помощью газовой горелки впаивают медные трубки диаметром 8 мм. По ним поступает и отводится охлаждающая жидкость. Кроме того, к рубашке охлаждения нужно припаять клемму для подачи положительного заряда.
Во внутренней трубке делают резьбу, в которую вкручивают съемное сопло из термостойких материалов. На выдвинутом конце наружной трубки также нарезают внутреннюю резьбу. В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода.
Через стенку наружной трубки в пространство между рубашкой охлаждения и фторопластовым изолятором впаивается трубка подачи аргона такого же диаметра, как для охлаждения.
По рубашке охлаждения циркулирует жидкость из бачка стеклоочистителя. Питание на насос его электродвигателя подается через отдельный выпрямитель на 12 В. Выход для подачи на бачке уже есть, возврат жидкости можно врезать через стенку или крышку бачка. Для этого в крышке сверлится отверстие и вставляется отрезок трубки через гермоввод. Резиновые шланги циркуляции жидкости и подачи аргона соединяются со своими трубками хомутами.

Схема плазменного наплавления порошка.
Положительный заряд берется от основного источника питания. Для ограничения тока через поверхность сопла подбирается подходящий электронный балласт. Подаваемый электрический ток должен иметь постоянное значение в районе 5-7 А. Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги.
Возбуждение дежурной дуги между соплом и вольфрамовым катодом может осуществляться одним из двух способов. Встроенным в сварочный аппарат осциллятором или при его отсутствии контактным способом. Второй вариант требует усложнения конструкции плазменной горелки. Держатель центрального электрода при контактном возбуждении делают подпружиненным относительно сопла.
При нажатии на резиновую кнопку штока, соединенного с держателем электрода, острый конец центрального вольфрамового катода контактирует с конусной поверхностью штока. При коротком замыкании в точке контакта резко повышается температура, что позволяет возбудить дугу при отведении пружиной катода от анода. Контакт должен быть очень кратковременным, иначе поверхность сопла пригорит.
Возбуждение тока высокочастотным осциллятором предпочтительнее для долговечности конструкции. Но его приобретение или даже изготовление делает самодельный сварочный аппарат для плазменной сварки нерентабельным.
При работе положительный вывод сварочного аппарата соединяется с деталью без балласта. Когда сопло оказывается на расстоянии несколько миллиметров от заготовки, электрический ток переключается с сопла на деталь. Его значение вырастает до выставленного на сварочном аппарате, а образование из аргона плазмы интенсифицируется. Регулируя подачу аргона и сварочный ток, можно добиться необходимой интенсивности течения плазмы из сопла.
Вернуться к оглавлению
Дополнительные указания

Схема плазменной сварки открытой и закрытой плазменной струей.
Недостатком этой конструкции является расход аргона. Баллона хватает на несколько часов непрерывной работы. Вместо аргона можно использовать сжатый воздух или водяной пар. Такие модификации больше подходят для плазменной резки металлов. Так как эти газы не являются нейтральными и окисляют металл.
Кроме того, горение дуги в атмосфере этих газов не такое устойчивое, как в аргоне. Работа на воздухе ускоряет износ и засорение сопла. В плазмотронах заводского изготовления воздух проходит предварительное осушение и очистку.
В самодельных аппаратах для подачи воздуха используют автомобильные компрессоры на 12 В с производительностью до 50-60 л/мин. Для работы на воде нужен портативный парогенератор. Это может быть металлическая герметичная емкость с установленными внутри нее титановыми электродами. Заполнять ее нужно дистиллированной водой. Подключение электродов выполняется к сети переменного тока на 220 В.
Часто для эффективно отсечения кислорода поверх рубашки охлаждения устанавливают еще 1 кожух-сопло. На его вход подают гелий или аргон. Поток из этого сопла струится вокруг потока плазмы.
В качестве источника питания необязательно использовать инвертор или сварочный выпрямитель. Для этого можно применять любой диодный мост, выдерживающий ток от 50 А. Точное значение регулируется дополнительным дросселем.
moiinstrumenty.ru
Плазменная сварка — что такое и как работает
Апрель 16, 2017
Сегодня промышленность развивается довольно быстрыми темпами. Ежегодно появляются новые технологии сварки, которые пользуются огромным спросом в частном домостроении. Благодаря этим методикам существенно облегчаются строительные работы, при этом сварочное оборудование становится все более производительным и безопасным. К таким методикам можно отнести плазменную сварку.
Что собой представляет сварка плазмой
Итак, что такое плазменная сварка? Появление в современных технологиях новых видов металлических сплавов заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий, изготовленных из них. Так как многие современные металлы плохо поддаются традиционным техникам сваривания. В результате появился новый плазменный метод сваривания металлических образцов, который успешно используется при выполнении различных ремонтно-монтажных процессах.
Основные отличия плазменной технологии сваривания
Плазменное сваривание чем-то напоминает аргонную сварку, но характерные отличия присутствуют. Например, она отличается рабочей температурой, которая намного выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству, используя плазменную технологию сваривания, можно соединять элементы строительных конструкций, которые невозможно сварить самодельным и стандартным заводским оборудованием, температура дуги которых не превышает 5 тысяч градусов.

Принцип действия плазменной сварки
Сущность плазменной сварки: посредством воздействия на металлическую поверхность потока ионизированного газа, проводимого электрический ток, происходит плавление металла. При нагреве дуги газ подвергается ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которой характерна сверхвысокая температура, повышенная мощность, формируется из обыкновенной дуги после сжатия, вдувания в дугу, образующуюся плазмообразующим газом, в качестве которого обычно выступает аргон (редко используется водород, гелий).
Кинетическая энергия химических элементов, находящихся в газе, в процессе ионизации значительно увеличивает тепловую энергию плазменной дуги. При этом дуга, если сравнивать с обычной, имеет возможность в разы повысить на поверхность металла давление благодаря уменьшению собственного диаметра.
Преимущества плазменной технологии
- В отличие от газосварки скорость резки металла толщиной 5-20 сантиметров по плазменной методике выше в три раза.
- Высокая точность швов, получаемых в результате плавления, сварки металла, качество выполняемых работ практически исключает необходимость последующей обработки краев изделий.
- Плазменная резка и сварка применяется для обработки практически любых типов металла. Например, можно варить образцы из запорожской стали, чугуна, меди, алюминия.
- При выполнении сварки металл не подвергается деформациям даже при необходимости вырезания сложных фигур. Плазменная методика сваривания предоставляет возможность выполнять резку по неподготовленной предварительно металлической поверхности, к примеру, ржавой или покрытой слоем краски. При этом краска в рабочей зоне плазменной дуги не воспламеняется.
- Отсутствует потребность в аргоне, ацетилене, кислороде. Это существенно снижает финансовые затраты.
- Высокая степень безопасности выполнения работ, так как не используются газовые баллоны. Этот показатель говорит об экологичности процесса.
Разновидности плазменного сваривания
В зависимости от используемых инструментов, плазменная сварка бывает:
- на токах с любой полярностью;
- с проникающей/непроникающей дугой;
- точечная, импульсная;
- автомат, полуавтомат, ручная;
- с проволокой присадочной, и без.
В случае использования малых токов методика соединения называется микроплазменной, которая является наиболее востребованной. Данная схема плазменной сварки востребована при производстве конструкций толщиной до 1,50 мм – это обычно соединение тонкостенных труб, емкостей, приваривание мелких элементов к тяжелым конструкциям, изготовление ювелирных украшений, термопар, а также сваривания образцов из фольги. Тонкостенные металлические изделия также варят с использованием электрозаклепок.
Если соединение производится посредством присадочной проволоки, тогда используется цельнотянутая проволока (порошковая).
Особенности микроплазменного соединения
Сварка по плазменной схеме бывает трех вариантов, зависимо от силы тока, используемой в процессе работы:
- микроплазменная технология сваривания на токах — 0,1А-25А;
- соединение с наличием средних токов — 25А-150А;
- соединение с наличием больших токов — 150А и выше.

Первая вариация плазменной сварки более востребованная. В процессе соединения металлических образцов посредством низкоамперного тока формируется дежурная дуга. Она бесперебойно горит меж соплом водоохлаждения из меди и двухмиллиметрового сечения вольфрамовым электродом.
Основная дуга формируется после подведения плазмотрона к поверхности обрабатываемого металлического образца. Газ, формирующий плазму, подается по соплу плазмы, диаметр которого может быть 0,5-1,5 миллиметров.
Максимальный диаметр дуги плазмы 2 миллиметра. Благодаря этому показателю на относительно небольшом элементе обрабатываемого изделия формируется довольно большая тепловая энергия. Подобный тип сварочных работ, как и сварка электрозаклепками, более всего эффективен для металлических образцов, толщина которых составляет меньше 1,5 миллиметра.
Для формирования плазмы, защитной газовой среды по этой технологии применяется аргон. В зависимости из какого металла или сплава образец, дополнительно могут использоваться добавки для увеличения КПД «плазмы».
Плазменный сварочный аппарат способен соединять металлические изделия в разных режимах. Диапазон использования плазменной сварки довольно обширный:
- крепление мембран к масштабным конструкциям;
- производство тонкостенных труб, емкостей;
- сваривание фольги;
- изготовление ювелирных украшений;
- множество прочих соединений.
Сварка своими руками по плазменной технологии
Подобный тип сваривания металла в бытовых условиях первоначально не использовался, так как предполагал высокой квалификации от сварщика. На сегодняшний день благодаря совершенствованию самой методики и применяемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Методика работы очень простая. Для выполнения сварочных работ нужно приобрести соответствующее оборудование, присадочную проволоку, электроды, ознакомиться с инструкцией эксплуатации устройства.
Советы для начинающих
- Электрод предварительно необходимо заточить до конусообразной формы, при этом угол затачивания должен составлять максимум 30 градусов.
- Важно! Правильность установки электрода. Его ось должна совпасть с осью насадок для формирования газа.
- Сварочный стык подвергается аналогичной обработке, как при сварке аргоном.
- Необходимо обязательно зачистить, затем обезжирить кромки обрабатываемого изделия.
- Необходимо проследить, чтобы не было зазоров больше 1,5 миллиметра.
- Дополнительно зачищаются участки прихватки, они должны быть такого же качества, как сварной шов.
- Можно приступать к сварочным работам.
- Плазменная сварка своими руками осуществляется с использованием постоянного тока. Его величина должна находиться в установленном диапазоне.
- До начала сваривания образцов, за 10-15 секунд, подается газ, который после обрыва дуги выключается через 15 секунд.
- Плазмотрон в процессе работы должен быть расположен от заготовки на расстоянии менее одного сантиметра.
- Сварочную дугу рекомендуется держать до полного завершения шовного соединения.
- Нельзя в период сваривания перегревать металл. После достижения критической точки плазменная сварка приостанавливается, осуществляется охлаждение металлического образца, после чего сварочные работы можно возобновлять.
- Пистолет (горелку) нужно передвигать равномерно, тогда можно рассчитывать на получение высококачественного сварного соединения.
Сварочный аппарат «Горыныч»
Многофункциональная плазменная сварка горыныч – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А). Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
electrod.biz
Плазменный сварочный аппарат своими руками -
Главная страница » Своими руками » Плазменный сварочный аппарат своими руками

Практическая конструкция самодельного плазменного аппарата не фантастика. Имея хотя бы обычный сварочный трансформатор или инверторный сварочник, можно создать горелку. Она была бы неплохим дополнением к уже имеющемуся оборудованию. Предельно простая, но рабочая, конструкция изображена ниже.

Катод можно изготовить из вольфрамового сварочного электрода 4 мм. Он фиксируется в держателе стопорным винтом или приваривается. Держатель можно изготовить из стали. Ручка из изолирующего материала. Изолирующая втулка изготавливается из фторопласта, фенопласта, гетинаксовой трубки. Материал должен быть изолирующим, стойким к нагреву. Крышка из стали или латуни. Анод медный или латунный (желательно помассивнее, но без фанатизма), а сопло из чистой электротехнической меди. Катод подается винтом по мере выгорания. Сопло отвинчивается и меняется по мере износа. Сначала сопло работает хорошо в режиме реза, затем его прочищают рассверливанием, слегка зенкуют от заусенцев. Им еще можно варить и паять некоторое время. И, наконец, утилизировать, переплавив в заготовку для нового сопла.
Резьба между соплом и анодом смазывается графитом. Между держателем катода и крышкой – им же. Можно взять обычный карандаш и мелко растолочь. Такая смазка отлично проводит ток и не закоксуется.
Размеры и толщины зависят от мощности горелки. В этой горелке дуга возбуждается искрой высокого напряжения. Это очень важный момент и об этом чуть ниже. Схема горелки с контактным поджигом (подвижный катод) окажется гораздо сложнее механически: придется уплотнять подвижный шток, потребуется возвратная пружина и возникнет много побочных проблем. Зачем делать из горелки винтовку М-16? В домашних условиях проще решить задачу электрическими способами. К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.
Рабочий газ подается через штуцер. А как насчет спирто-водяной смеси? Можно сделать и это. В принципе, для этого достаточно подавать ее в парообразном состоянии от маленького перегонного куба, если вы сможете стабилизировать и регулировать давление пара. Также можно охлаждать анод, слегка распыляя на него воду прямо снаружи. Этот способ охлаждения куда эффективнее проточного. Теплота испарения воды весьма значительна.
Варианты схем осцилляторов (только принцип работы) на рисунках ниже. Красным цветом показано самодельное дополнение оборудования, черным – стандартный покупной сварочный инвертор, вторичная цепь которого упрощенно показана диодом D1 и конденсатором С1. Горелка уже обсуждалась.
 Это осциллятор последовательного типа. Генератор импульсов должен вырабатывать мощные импульсы тока для трансформатора Т2. Это связано с тем, что вторичная обмотка Т2 включена в разрыв цепи сварочного тока и вынужденно имеет малое число витков толстого провода. Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.
Это осциллятор последовательного типа. Генератор импульсов должен вырабатывать мощные импульсы тока для трансформатора Т2. Это связано с тем, что вторичная обмотка Т2 включена в разрыв цепи сварочного тока и вынужденно имеет малое число витков толстого провода. Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.
 Во второй схеме, параллельного типа, первичная обмотка Т2 возбуждается куда меньшим током, чем в предыдущем варианте. Однако, дроссель L2 также необходим как и конденсатор C2 в предыдущей схеме. Дроссель подавляет ток, ответвляемый от цепи высокого напряжения повышающего трансформатора в инвертор и защищает его. В обеих схемах частота выбирается порядка десятков кГц. Трансформаторы Т2 и дроссель L2 намотаны на ферритовом кольцевом сердечнике или сердечнике от строчного трансформатора телевизора.
Во второй схеме, параллельного типа, первичная обмотка Т2 возбуждается куда меньшим током, чем в предыдущем варианте. Однако, дроссель L2 также необходим как и конденсатор C2 в предыдущей схеме. Дроссель подавляет ток, ответвляемый от цепи высокого напряжения повышающего трансформатора в инвертор и защищает его. В обеих схемах частота выбирается порядка десятков кГц. Трансформаторы Т2 и дроссель L2 намотаны на ферритовом кольцевом сердечнике или сердечнике от строчного трансформатора телевизора.
Дуга запускается нажатием на кнопку Пуск. В сухой горелке в течение долей секунды должна загореться дуга и войти в режим горения от основного тока инвертора. После прогрева анода на воздухе в качестве рабочего газа, можно постепенно переключать воздух на водно-спиртовую или водно-ацетоновую смесь, если это у вас уже налажено.
ОСТОРОЖНО! В момент запуска на горелке присутствует высокое напряжение. Руки должны быть изолированы от цепи анода и катода. Заземление на схеме показано условно. Заземляться может и цепь анода горелки. Тогда катод оказывается под высоким напряжением.
Смотрите еще:
Оборудование для плазменной сварки
Плазменный сварочный аппарат
plazmen.ru
Плазменная сварка своми руками | Строительный портал

Промышленность на сегодняшний день развивается быстрыми темпами. Возникают каждый год новые методики сварок, которые при современном частном строительстве начинают пользоваться популярностью. Данные способы зачастую облегчают работу, но не теряют по сравнению с раньше придуманными методами, своей безопасности и функциональности. Одним из них является плазменная сварка и плавление деталей.
Содержание:
- Сущность плазменной сварки
- Принцип работы
- Преимущества плазменной сварки
- Виды плазменной сварки
- Плазменный сварочный аппарат
- Плазменная сварка своими руками
Сущность плазменной сварки
Плазменную сварку используют для пайки «нержавейки», стальных труб и других металлов. Плазменная сварка представляет собой процесс, при котором совершается локальное расплавление металла с помощью плазменного потока. Плазмой называют ионизированный газ, содержащий заряженные частицы, которые могут проводить ток.
Газ ионизируется при нагреве высокоскоростной сжатой дугой, которая вытекает из плазмотрона. Чем выше температуру имеет газ, тем уровень ионизации будет выше. Температура дуги может достигать 5000-30000 градусов Цельсия. Технология плазменной сварки похожа на процедуру аргонной сварки. Однако обычную сварочную дугу нельзя отнести к плазменной, потому что её рабочая температура намного ниже – до 5 тысяч градусов.
Из всех разновидностей воздействия на металлы наиболее распространенной считается именно плазменная сварка, потому что начали применяться в современной тяжёлой промышленности нержавеющие стали, цветной металл, специальные сплавы и некоторые сплавы цветных металлов, а для данных материалов газовая и прочие обработки считаются малоэффективными.
Плазменной дугой называют более концентрированный источник нагрева, который без разделки кромок позволяет сваривать большие толстые металлы. Из-за собственной цилиндрической формы и возможностей значительного увеличения длины подобная дуга позволяет проводить плазменную сварку своими руками в труднодоступных местах и при изменениях расстояния от изделия до сопла горелки.
Принцип работы
Для превращения обычной дуги в плазменную, для повышения мощности и температуры обычной дуги принято использовать два процесса: сжатие и процедуру принудительного вдувания в дугу плазмообразующего газа. В процессе в качестве плазмообразующего газа принято использовать аргон, иногда с добавкой водорода или гелия. Как защитный газ также необходимо использовать аргон. Материалом электрода является вольфрам, активированный торием, иттрием и лантаном, а также медь и гафний.
Сжатие дуги осуществляют за счет расположения ее в специальном плазмотроне, стенки которого в интенсивном порядке охлаждаются водой. Поперечное сжатие дуги в результате сжатия снижается и в итоге возрастает ее мощность – энергия, приходящаяся на единицу площади.
В область плазменной дуги одновременно со сжатием вдувается плазмообразующий газ, нагреваемый дугой, ионизируется и повышается из-за теплового расширения в объеме в сто раз. Кинетическая энергия ионизированных частиц, что содержаться в плазмообразующем газе, дополняет тепловую энергию, которая выделяется в дуге в результате совершающихся электрических процессов. Поэтому плазменные дуги и называют более мощными источниками энергии, чем обычные.
Кроме высокой температуры, основными чертами, которые отличают плазменную от обычной дуги, являются: меньший диаметр дуги, давление на металл дуги больше в шесть-десять раз, чем у обычной, цилиндрическая форма дуги наряду с обычной конической, возможность поддерживания дуги на малых токах – порядка 0,2–30 Ампер.
Возможны две схемы плазменной сварки: сварка плазменной дугой, в рамках которой дуга горит между изделием и электродом, и струей плазмы, когда горит дуга между соплом плазмотрона и электродом и выдувается потоками газа. Наиболее распространенной является первая схема.
Преимущества плазменной сварки
Выделяют следующие преимущества плазменной сварки и плавления металлов по сравнению с классическими способами:
- Можно использовать плазменный сварочный аппарат в работе почти со всеми металлами – чугун, сталь, алюминий с его сплавами, медь с её сплавами.
- Скорость резки металла, который имеет толщину 50 - 200 миллиметров, выше в 2-3 раза, чем при проведении газовой сварки.
- Нет необходимости в использовании ацетилена, аргона, кислорода или пропан-бутана, что существенно уменьшает цену работы плазменным аппаратом.
- Точность швов при плавлении и сварке, а также качество процедур практически исключают будущую обработку кромок.
- Металл при сварке не деформируется, даже если нужно вырезать сложную конфигурацию или форму. Технология плазменной сварки позволяет проводить процедуру резки по неподготовленной поверхности – окрашенной или ржавой. При резке крашеной конструкции не возгорается краска в области работы дуги.
- Безопасное совершение работ, потому что при использовании плазменного резака не применяются баллоны с газом. Данный фактор отвечает за экологичность подобной работы.
Виды плазменной сварки
Плазменная сварка своими силами в настоящее время считается достаточно распространенным процессом, популярность которого является вполне очевидной. Зависимо от силы тока выделяют три разновидности плазменной сварки: микроплазменная, на средних и больших токах. Выбрав определенный вид, вы узнаете, сколько стоит плазменная сварка собственными силами.
Микроплазменная сварка
Самой распространенной считается микроплазменная сварка. Благодаря высокому уровню ионизации газа в специальном плазмотроне и использованию вольфрамовых электродов, которые имеют диаметр 1–2 миллиметра, плазменная дуга способна гореть при чрезмерно малом токе, начиная с показателя 0,1 Ампер.
Специальные малоамперные источники питания постоянного тока предназначены, чтобы получить дежурную дугу, которая непрерывно горит между медным водоохлаждаемым соплом и электродом. При подведении к изделиям плазмотрона зажигается основная дуга, питаемая от источника. Подается плазмообразующий газ через сопло плазмотрона, которое имеет диаметр около 0,5–1,5 миллиметров.
Микроплазменная сварка - весьма эффективный способ сплавления изделий, которые имеют малую толщину - до 1,5 миллиметра. Диаметр плазменной дуги достигает 2 миллиметров, что позволяет теплоту сконцентрировать на ограниченном участке изделий и нагревать области сварки без повреждения соседнего участка. Подобная дуга позволяет избежать прожогов, которые характерны для обыкновенной аргонодуговой сварки тонких металлов.
Основным газом, который используется в качестве защитного и плазмообразующего, выступает аргон. Зависимо от свариваемого металла добавляются к нему различные добавки, которые увеличивают эффективность процедуры плазменной сварки металла. При сварке стали целесообразна добавка к защитному аргону 8–10% водорода для увеличения тепловой эффективности плазменной дуги. При сварке низкоуглеродистой стали к аргону можно добавлять углекислый газ, при сварке титана – гелий.
Установки для процесса микроплазменной сварки позволяют совершать сварку в разных режимах: импульсной или непрерывный прямой полярности, разнополярными импульсами, непрерывный обратной полярности. Микроплазменную сварку успешно применяют при производстве тонкостенной емкости или трубы, приварке сильфонов и мембран к габаритным деталям, изготовлении ювелирных изделий и соединении фольги.
Сварка на среднем токе
Процесс сварки на средних токах 50–150 Ампер много общего имеет с процедурой аргонодуговой сварки электродом из вольфрама. Однако она считается более эффективной из-за ограниченной площади нагрева и высокой мощности дуги. Плазменная дуга по энергетическим характеристикам занимает между обыкновенной дугой и лазерным или электронным лучом промежуточное положение.
Плазменная сварка на среднем токе гарантирует более глубокое проплавление, по сравнению с традиционной дугой, при меньшей ширине швов. Кроме энергетической характеристики, это объясняется и высоким уровнем давления дуги на сварочные ванны, в результате чего уменьшается под дугой толщина прослоек жидкого металла и улучшаются условия передачи теплоты вглубь основного металла. Принцип работы плазменной сварки позволяет осуществлять работу с использованием присадочной проволоки.
Сварка на большом токе
Сварка на токе более 150 Ампер оказывает на металл еще большее воздействие, так как плазменная дуга на токе 150 Ампер является эквивалентной дуге в 300 Ампер при сварке деталей неплавящимся электродом. Подобная плазменная сварка сопровождается абсолютным проплавлением с возникновением сквозного отверстия в ванне. Совершается как бы разрезание изделий с последующей заваркой.

С обратной стороны швов металл удерживается силой поверхностного натяжения. Диапазоны режимов являются весьма ограниченными, потому что при сварке возможно образование прожогов. Плазменная сварка нуждается в высокой культуре производства, соблюдении технологий заготовки и сборки, тщательном обеспечении условий охлаждения аппаратов плазменной сварки и требований их эксплуатации. Даже совершение небольших нарушений режима охлаждения плазмотрона из-за высокой температуры и небольшого диаметра сопла провоцируют его разрушение.
Плазменная сварка на большом токе используется при сплавлении легированных и низкоуглеродистых сталей, алюминиевых сплавов, меди, титана и прочих материалов. Эта процедура во многих случаях позволяет существенно уменьшить расходы, которые связаны с разделкой кромок, улучшить качество швов и увеличить производительность.
Плазменный сварочный аппарат
На данный момент для потребителей доступны несколько видов сварочных аппаратов. Первый из них – электросварка с применением сварочного трансформатора. Однако полагают, что этот метод уже себя изжил. Второй вид аппарата – сварочный инвертор, достаточно простой, надежный и распространённый прибор для электродуговой сварки. Третьим является продвинутый и самый технологичный аппарат плазменной резки.
Опытные специалисты и частные мастера стараются использовать только плазменный прибор для сварки и плавления металлов. Познакомиться с этой методикой можно, просмотрев видео о плазменной сварке и резке сплавов и металлов. Используя специальный плазменный сварочный аппарат в домашних условиях, вы отметите, что остается малое количество отходов и наблюдается высокая скорость работы.
Для работы плазменного сварочного аппарата необходимы только струя сжатого воздуха и электричество, а если применяется компрессор — исключительно электричество. Подобное оборудование при функционировании требует замены сопла плазмотрона и электрода, тогда как приборы для газокислородной обработки металлов необходимо периодически перезаправлять, используя переаттестованные газовые баллоны и присадки.

Плазменную дугу принято помещать в специальное устройство для плазменной сварки – плазмотрон. Поверхность плазмотрона интенсивно и беспрерывно охлаждается потоком воды. Сечение дуги после сжатия уменьшается, а количество энергии, которое тратится на единицу площади (мощность плазменного потока), - увеличивается.
Бывает плазменная струя двух типов – косвенного или прямого действия. Активные пятна цепи в первом случае располагаются на трубе и вольфрамовом электроде, во втором случае - могут размещаться на электроде из вольфрама, на внутренней и боковой поверхностях сопла. Плазмообразующие газы защищают металлические трубы от действия воздуха.
Работать с плазмофоном лучше в большом гараже или на улице, не зависимо от того, что плазменная сварка выступает одним из самых безопасных видов сварки. Единственным минусом этого метода является вес и стоимость плазменной сварки и оборудования.
Плазменная сварка своими руками
Технология плазменной сварки от других видов сварки существенно отличается. Для этого вам понадобится присадочная проволока, плазменный сварочный аппарат для работы и электроды.
Перед работой необходимо заточить электрод в форме конуса с углом порядка 28-30 градусов. Данная коническая часть электрода должна достигать 5-6 его диаметров. Острие конуса стоит притупить на 0,2-0,5 миллиметров. При установке электрода рекомендуется следить, чтобы совпадала ось его симметрии с осью симметрии плазмообразующих насадок.
Сварочный стык необходимо разделать аналогично аргонодуговой сварке. Края, кромки и торцы металла стоит зачистить с помощью стальной щетки на ширину 3 сантиметров. Если вы осуществляли резку металла плазмой, то следует зачистить поверхность реза на глубину не меньше 1 миллиметра. При наличии трещин на поверхности реза нужно зачистить его до удаления дефекта и обезжирить растворителем зачищенные участки.
В свариваемых листах металла не должны присутствовать зазоры величиной больше 1,5 миллиметров. По возможности нужно закрепить их сборочными приспособлениями и устройствами таким способом, чтобы полностью совпадали оси стыков. Покрытыми электродами проведите прихватку так, чтобы материал прихватки располагался заподлицо с главным металлом изделий. Если это нужно, зачистите участки прихватки. Качество прихваточных точек и основной сварочный шов должны быть одинаковыми.
Если вас интересует, как сделать плазменную сварку, то помните, что процедуру рекомендуется выполнять на постоянном токе. За 5-20 секунд до процесса возбуждения дуги необходимо подать в области сварки защитный газ. Выключать его можно через 10-15 секунд после процедуры обрыва сварочной дуги. Держите плазмотрон на расстоянии не больше 1 сантиметра от изделия. Не обрывайте по возможности дугу на протяжении всего процесса сварки. Если это все-таки случилось, стоит зачистить шов на расстоянии 15 миллиметров до точки обрыва. Продолжение создания сварочного шва также следует начать заранее.
При сварке не допускайте перегрева металла. Если материал все же нагрелся до температуры больше 100 градусов по Цельсию, нужно сделать перерыв или металл охладить сжатым воздухом. Чтобы достичь высокого качества сварных швов при методике сквозного проплавления перемещайте горелку равномерно и стабильно, как это делается в автомате.
Для создания швов правильной формы необходимо выполнять плазменную сварку с присадочным материалом, который имеет диаметр от 1,5 миллиметров и выше. Присадочной проволоке и горелке сообщайте определенные колебания, амплитудой 2-4 миллиметра. Контролируйте, чтобы из зоны защитного газа не выходил оплавляемый конец проволоки. Поэтому нельзя слишком резко подавать его в ванну для сварки. В конце шва рекомендуется заделать каплей расплавленного металла сварной картер, одновременно отведите или отключите дугу.
Плазменная сварка по своей сути является технологическим процессом, который основывается на выделении и применении плазмы. В ходе сварки в качестве основного источника используется газ, который с помощью воздействия высоких температур за небольшой промежуток времени способствует образованию плазмы. Цена плазменной сварки вас приятно порадует. К тому же процедура является безопасной для жизни человека, потому что не используются в процессе опасные кислородные баллоны, а сжатый воздух.
strport.ru










