Преимущества инвертора при сварке нержавеющей стали. Сварка нержавейки электродом видео
Как варить нержавейку инвертором в домашних условиях?
Ноябрь 26, 2015
Нержавеющая сталь отличается от обычной углеродистой наличием легирующих элементов — металлов хрома, никеля, молибдена, марганца, титана в различном процентном соотношении. Чаще всего используется хром (Cr), его в составе нержавейки может быть до 20%, хром и никель в пропорции, соответственно, 3 – 5% хрома и столько же никеля.
Хромоникелевые стали одни из самых распространенных и лучше всего поддающиеся обработке. Марки стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т широко применяются в машиностроении, пищевой и химической промышленности, чаще всего они встречаются и в домашних мастерских.
Для начинающих сварщиков нержавеющая сталь — материал довольно сложный. Проще всего варить нержавейку инвертором – полуавтоматом в аргоновой атмосфере. Шов в таких случаях получается чистым и ровным, при достаточной тренировке, естественно, а само соединение прочным и герметичным. Но успешно сваривать нержавеющую сталь можно и покрытыми электродами, если знать особенности настройки инвертора и правила работы с нержавейкой.
Особенности нержавеющей стали при сварке

У высоколегированных сталей теплопроводность значительно ниже, чем у обычных углеродистых. При работе электрической дуги тепло хуже отводится из зоны сваривания, что у неопытных сварщиков приводит к сквозному прожиганию металла. Для сваривания нержавейки ток инвертора уменьшается на 20 – 25 %. Уменьшить риск перегрева можно и установив детали для сваривания, особенно небольшой толщины, на медную пластину, обладающую высокой теплопроводностью. Часть тепловой энергии уходит по ней, и область сварного шва находится в безопасном для металла тепловом режиме.
Второй особенностью нержавеющих сталей является значительный коэффициент теплового расширения, превосходящий этот показатель обычной стали и большинства металлов, пригодных для сварного способа соединения. Между свариваемыми деталями необходимо оставлять небольшой зазор, чтобы при остывании шов не разрушался. Ширина зазора тем больше, чем массивнее деталь. Внутренние напряжения могут достигать предела прочности, и деталь будет деформироваться — изгибаться, коробиться и т.д.
Стали с высоким содержанием хрома подвержены и другой опасности — потере антикоррозионных свойств в зоне шва. При нагревании до высокой температуры (около 13000 С) хром превращается в карбид (Cr23 C6), который слабо связан с соседними зернами. В зоне карбидообразования возникает нарушение технологической прочности металла. К тому же, карбид хрома постепенно растворяется в агрессивных средах, например, кислотах, щелочах, обычной воде. Со временем сварной шов может разрушиться.
Межкристаллитная коррозия — появление на границах зерен стали посторонних соединений — карбидов, как правило, легко растворимых. В результате значительно уменьшается прочность и пластичность локальных участков, особенно в зоне контакта перегретого металла с относительно холодным.
Итак, как правильно варить нержавейку? Избежать снижения прочности можно несколькими способами.
- Выбирать для сваривания сталь с низким содержанием углерода, кремния и никеля. Они усиливают межкристаллитную коррозию. Напротив, стали с легированием вольфрамом, молибденом, марганцем и ниобием значительно меньше подвержены риску образования очагов коррозии.
- Второй способ — охлаждение зоны сваривания. Если вы работаете с нержавеющей сталью довольно часто, то необходимо изучить температурные режимы для сваривания той или иной марки стали.
Техника сварки нержавеющей стали

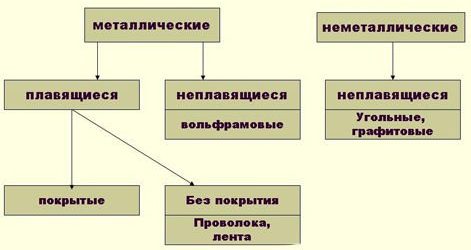
Чем можно варить нержавейку? Электроды для сварки конструкций из нержавеющей стали применяются особые, созданные для этого вида металла. Для ручной дуговой сварки ММА используются отечественные ЦЛ-11, НИИ-48Г или ОЗЛ-8. Помимо их неплохих качеств, эти электроды нетрудно купить по доступной цене. Их состав рассчитан на работу с хромоникелевыми сталями и обеспечивают условия сварки с минимальным образованием очагов межкристаллитной коррозии.
Шведские электроды от компании ESAB (ОК61.30.) намного лучше, как для профессионалов, так и для новичков, но цена их значительно выше.
Эти электроды предназначены для сварки на постоянном токе обратной полярности. Покрыты они фтористым кальцием или карбонатом кальция (основные покрытия). Выбирать электроды по толщине следует исходя из размеров свариваемых деталей. Для массивных деталей, которые в бытовых условиях свариваются довольно редко, можно использовать электроды диаметром 3 мм. Для тонких листов нержавейки нужны короткие электроды — до 35 мм, диаметром 1,6 – 2 мм.
Перед сваркой зону контакта необходимо тщательно зачистить металлической щеткой и промыть растворителем, для удаления масла или иных жиров. Как и все металлы, нержавейка при сварке очень чувствительна к чистоте поверхности. Ток выбирается согласно инструкции к сварочному инвертору определенной модели, но в любом случае, он должен быть ниже, чем для работы с углеродистыми сталями.
Зажигается дуга несколько в стороне от основного шва и медленно подводится к нему. Дугу следует держать по возможности короче. Формирование шва производится короткими движениями, стараясь не прерывать дуги. Варить можно в любом положении, зависимо от конфигурации детали.
Если вы не уверены в маркировке стали и никогда не работали с нержавейкой, то лучше потренироваться на коротких обрезках, чтобы подобрать оптимальные настройки инвертора и отработать технику сварки. Нержавеющая сталь различных марок сваривается по-разному, поэтому проверить ее особенности, как и возможности аппарата не помешает никогда.
Выбор инвертора
Особенных требований к инвертору для работы с нержавейкой нет — у него должен быть режим ММА/TIG, предусмотрена возможность работы, как с переменным, так и постоянным током (AC/DC) а диапазон тока находится в пределах 20 – 200 А. если вы не собираетесь работать с инертными газами, то достаточно режима ММА.
Для начинающих сварщиков, да и для бытового использования вообще, очень хорош инверторный аппарат дуговой сварки Ресанта САИ 220. Он может работать в сетях со значительными перепадами напряжения — 140 -260 В, диапазон регулировок сварочного тока 10 – 220А, ПВ= 70%. В наличии функции «Горячий старт» и «Антиприлипание». Удобные органы управления и небольшой вес аппарата повышают удобство его применения. Для сварки нержавейки в домашних условиях подходят практически все современные инверторы бытового и профессионального типа.
вернуться к меню ↑Итог
Надеемся, после изучения данной статьи вам станет понятно как можно сварить нержавейку. Также мы выяснили различные нюансы работы с металлом, какие электроды нужны, особенности пайки нержавейки с медью.
electrod.biz
Видео сварка нержавейки электродом
Новости
Где купить объектив на телефон
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Купить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard
В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия
Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия
 Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер
Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды
Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды Состояние систем центрального водоснабжения в нашей стране не выдерживает никакой критики. Под час из крана льется какая-то жижа или подкрашенная ржавчиной вода, пить которою нельзя ни в коем случае.Металлочерепица купить в Алматы
Состояние систем центрального водоснабжения в нашей стране не выдерживает никакой критики. Под час из крана льется какая-то жижа или подкрашенная ржавчиной вода, пить которою нельзя ни в коем случае.Металлочерепица купить в Алматы
 Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия
Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должности
Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиk-svarka.com
Сварка нержавейки инвертором
Сварка нержавейки инвертором производиться при помощи специальных электродов. Данные сварочные электроды, в основном, производятся на крупных промышленных предприятиях, таких, к примеру, как «СпецЭлектрод». Далее, представлены наиболее часто используемые сварочные электроды, применяемые для сваривания нержавейки: ЦЛ-11, ОЗЛ-8, ЦТ-28, ЦТ-15, ЭА-400/10У и т.д.
Сваривание при помощи электросварки производиться таким образом, что дуга возбуждается на расстоянии от плоскости детали, которую следует сварить, до электрода. Чтобы результат сварки был успешным, достаточно соблюдать простые правила, благодаря которым сварка нержавеющих деталей будет очень качественной и быстрой.

К свариваемой поверхности, прикрепляют кабель, выходящий из сварочного аппарата. Второй кабель, с электродом, следует приблизить к свариваемой поверхности, вследствие чего, произойдет образование сварочной дуги.
Чтобы сварка нержавейки инвертором получалась надежной, следует пользоваться правилами сварки при помощи электродов. Оптимальное расстояние между кончиком электрода и свариваемой деталью лежит в пределах от 2 до 6 мм. Вследствие влияния высоких температур происходит оплавление металла и заполнение канавки, образуемой во время воздействия дуги на поверхность свариваемого металла. При правильном перемещении электрода, произойдет заполнение всей канавки, и качество сварки будет высоким.

Чтобы результат сварочных работ был хорошим, следует обратить внимание на выбор электродов для сварки. У сварочных электродов, используемых для сваривания нержавейки, должна быть хорошая ударная вязкость и вязкость сварного шва, а кроме этого. Кроме этого, немаловажный фактор в таком деле как выбор электродов для сварки – это то, что диаметр электрода и толщина детали, которую требует сварить, должны находиться в правильном соотношении.
Чтобы сваривание было удачным, положение электрода во время сварки должно иметь правильный угол. Это важно для осуществления полного контроля за сварочным процессом. Значение угла наклона должно равняться примерно 80-ти градусам. Наклон должен производиться к дуге. Дуга зажигается за счет того, что электрод черкает поверхность свариваемой детали или же за счет ударов со средней силой по свариваемой поверхности.
Сварка нержавейки инвертором видео
Помимо всего сказанного, стоит помнить, что сварка нержавейки инвертором предполагает то, что сила тока имеет требуемое значение. Если значение силы тока будет слабым – будет происходить постоянное затухание электрода, и сварка будет плохой. Если значение силы тока будет больше чем необходимо, то будет происходить прожигание металла, а это тоже отрицательно скажется на качестве сварки.
sdelaj-sam.com
Видео сварка нержавейки электродом
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Купить дизель генератор 30 квт в Москве Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиk-svarka.com
Сварка нержавейки современным инвертором с электродами
Сварочный инвертор
Сварочный инвертор – это устройство являющееся источником питания для электрической дуги сварочного аппарата. Главная задача инвертора – обеспечить стабильную сварку, горение дуги и легкий поджиг. Сварочный процесс зависит от нескольких параметров.
Самый важным фактор – устойчивость к помехам и колебаниям. Сварочная дуга может питаться от выпрямителя, инвертора или трансформатора. Инверторный тип аппарата появился в 20 веке и стал невероятно популярным, благодаря своим рабочим показателям. Об известности инвертора можно судить по видео в сети Интернет. Каждый современный сварщик использует компактный инвертор.

Профессионалы, тщательно подбирают оборудование, для каждой работы
Принцип действия инвертора
Он достаточно прост: сетевое напряжение подается на выпрямитель, в котором преобразуется в постоянный ток с большей частотой. Сварочная дуга на постоянном токе становится более устойчивой и удобной для процесса сварки. Преимуществом использования инвертора для нержавейки, является уменьшение габаритов аппарата и улучшение динамических показателей дуги. Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.
Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей. В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие. Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.
- Коэффициент линейного расширения больше, чем у других металлов. Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
- Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.

При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей. За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки. Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода. Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чтобы сохранить коррозионную стойкость тонкой или толстой детали нержавейки, нужно производить охлаждение. Для этого используют медные подкладки, а если нержавейка является хромоникелевой аустенитной сталью, то можно использовать воду.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва. Самый главный показатель сварного шва нержавейки – это его герметичность. Из-за плохой теплопроводности металла, в сварном шве получаются раковины и поры. Они получаются в результате вскипания металла. Чтобы избежать этого явления, достаточно использовать специальные электроды для нержавейки.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
zavarimne.ru
Сварка нержавейки электродом
 Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется от 12 до 20%.
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется от 12 до 20%.
Так в состав нержавеющей стали входят химические элементы (марганец, никель, титан, молибден и др.), которые придают материалу определённые физико-механические свойства. Именно поэтому перед началом сварочных работ с нержавеющими изделиями, необходимо уточнить природу материала и его химический состав.
Сварка нержавейки электродом – это достаточно трудное занятие, которое зависит от разных факторов. Наиболее значимым из данных параметров является свариваемость – способность создавать сварное соединение. Для этого механические свойства одной детали должны быть аналогичные или близкие к механическим свойствам другой детали.
Основные параметры, влияющие на свариваемость нержавейки
- коэффициент линейного расширения, а также ощутимая линейная усадка, которая возникает из-за расширения. Из-за этого увеличивается способность металла к деформации в процессе сварки и после неё.
Когда при сваривании отсутствует достаточное расстояние между свариваемыми деталями (особенно если свариваются толстостенные изделия), потом могут возникать сильные трещины;
- из-за теплопроводности, которая у нержавеющей стали в 1,5-2 раза выше, нежели у низколегированных сталей, может возникнуть усиленное проплавление металла в зоне соединения двух свариваемых деталей.

Из-за высокой теплопроводности иногда приходится уменьшать силу тока на 20-15% в сравнении со сваркой деталей из обычной стали;
- склонность высокохромистой стали к снижению антикоррозийных свойств во время неправильного использования в термических условиях (межкристаллитная коррозия).
При нагревании свыше 500оС по краям собираются молекулы хрома и карбида железа, которые потом и приводят к коррозии. Поэтому нержавеющую сталь пытаются быстро охлаждать, причём любым способом;
Для того чтобы стабилизировать электрическое сопротивление выпускают электроды с хромоникелевыми стержнями не длиннее 35 см.

Подготовительные работы перед сваркой
Перед началом проведения сварочных работ с нержавеющей сталью, кромки нужно обязательно обработать, так же, как и при сварке низкоуглеродистых сталей.
ВАЖНО: есть одно очень важное условие. Сварка нержавейки электродом подразумевает обеспечение свободной усадки шва (т. е. сварной стык, где планируется прокладываться шов, должен быть с зазором).
Кромки поверхностей обязательно должны быть зачищены до блеска и промыты растворителем (ацетоном или авиационным бензином). Зачистить кромки деталей можно с помощью обычной стальной щётки. Промываются края свариваемых деталей для того, чтобы обезжирить изделия, так как именно жировые сегменты могут привести к снижению устойчивости дуги и появлению пор внутри шва. Только после выполнения всех подготовительных работ разрешается сварка нержавеющей стали электродами.

Основные способы сварки нержавейки
Процесс сварки нержавеющей стали может проводиться разными способами, но чаще всего используется три вида операций:
- Полуавтоматическая сварка (для образования шва используется проволока для сварки нержавейки).
- Электросварочные работы с применением покрытых электродов (режим MMA).
- Аргонная сварка с применением вольфрамовых электродов (режим DC/AC TIG).
Сварка нержавейки, цена напрямую зависит от применяемого способа соединения деталей.
Во время полуавтоматического способа сварки сварщик может использовать одну из известных техник:
- работа короткой дугой;
- импульсная работа;
- работа со струйным переносом.

Сварку со струйным переносом применяют в основном для соединения толстостенных деталей, а сварку короткой дугой – для работы с тонким металлом. Импульсная полуавтоматическая сварка – это наиболее управляемый процесс, так как сварочная проволока поступает к детали посредством подаваемых импульсов.
Сварка с применением покрытых электродов (режим MMA) обеспечивает высокое качество шва практически в любой ситуации. Сварка нержавейки (видео можно посмотреть на нашем сайте) таким способом осуществляется посредством электродов марок ОЗЛ-8, ЦЛ-11, НИАТ-1 и др. Обычно сварочные работы с использованием покрытых электродов осуществляются с подключением постоянного тока обратной полярности.
Сварка аргоном нержавейки, видео которой обычно очень помогает начинающим сварщикам, применяется только в тех случаях, когда нужно сварить детали из очень тонкого металла. Сварка нержавейки электродом проводится без применения колебательных движений, так как это может нарушить защитную зону сварки, и впоследствии окислиться шов.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru