Какое сечение сварочного кабеля для инвертора что бы удлинить? Провода сварочные для инвертора
виды, типы, сечение, выбор проводов для качественной и безопасной работы
На рынке сварочного оборудования предлагается широкий ассортимент трансформаторного, выпрямительного и инвертного оборудования. Наиболее широкое распространение получили сварочные инверторы - они компактны, мобильны, удобны в работе, обладают доступной стоимостью, легко подключаются и могут использоваться как опытными, так и начинающими специалистами. Для функционирования устройства требуется специальный кабель. О том, какой провод нужен для сварочного инвертора и как его выбрать, рассказано ниже.

Строение сварочного кабеля
Нормальное функционирование сварочного инвертора возможно только при использовании медного провода, поскольку именно медь лучше всего проводит электрический ток. Рабочий процесс значительно упрощается при условии использования гибкого кабеля.
Провод сварочного инвертора состоит из:
- Токопроводящей медной жилы, выполненной из тонких проволок сечением не более 0,2 мм.
- Покрытия кабеля, которое выполнено из резины либо бутадиенового или натурального каучука.
- Слипание жил и покрытия предотвращается при помощи разделительного слоя, выполненного из прозрачной пленки.
Характеристики кабелей
Провода для сварочного инвертора должны обладать достаточной гибкостью и соответствовать определенным характеристикам:
- Устойчивость к механическому воздействию, разрывам и ударам.
- Стойкость к температурным колебаниям, обеспечивающая возможность эксплуатации инвертора при низких и высоких температурах.
- Устойчивость к воздействию влаги и прямых солнечных лучей.
- Невосприимчивость к грибку, плесени.
- Минимальный риск возникновения изгибов.

Виды проводов
Специально для выполнения сварочных работ создано небольшое количество марок кабелей, однако приведенным выше требованиям соответствуют только две - КГ и КОГ.
Мастера при ответе на вопрос о том, какой провод для сварочного инвертора подходит лучше всего, называют кабель гибкий (КГ). Он применяется для подключения передвижных приборов к сетям частотой 400 Гц, максимальным переменным напряжением 660 В и постоянным - 1000 В.
Аналогом КГ является кабель особо гибкий - КОГ, использующийся при работе в труднодоступных местах и обеспечивающий свободу действий сварщика и мобильность инвертора. С его помощью полуавтоматические и автоматические установки подключаются к сетям с частотой 50 Гц, максимальным постоянным током 700 В и переменным 220 В.
Подвиды кабелей
Перечисленные марки подразделяются на несколько видов:
- КОГ-ХЛ/КГ-ХЛ. Холодостойкие провода для сварочного инвертора, которые могут эксплуатироваться при температуре до -60 градусов.
- КОГ-Т/КГ-Т. Тропические кабели, устойчивые к образованию плесени, высоким температурам до +55 градусов.
- КГн оснащен негорючей изоляцией и используется при работе в пожароопасных условиях.
- КОГ-У. Может применяться в температурном диапазоне от -45 до +40 градусов.

Какое сечение провода для сварочного инвертора выбрать?
При выборе кабелей для сварочных приборов их сечение является одним из основных параметров, от которого зависит проводимость, и как итог - качество создаваемого сварного шва и скорость выполнения работ.
Для небольших сварочных инверторов оптимальным вариантом являются кабели с сечением до 7 мм2.
Для работы с приборами инверторного типа подходят кабели с сечением 10, 16 и 26 мм2.
Использование для сварочных инверторов проводов неподходящего сечения может привести к перегреву, короткому замыканию или возгоранию, способным спровоцировать выход прибора из строя.
Подключение кабелей к сварочному инвертору
Подсоединение к оборудованию проводов осуществляется с учетом нескольких правил:
- Кабели подключаются к инвертору при помощи специальных наконечников, все соединения обязательно изолируются.
- Провода для сварочного инвертора объединяются посредством опрессовки.
- Обязательное требование - соблюдение полярности при подключении к электродержателям и разъемам.
- Мощность кабелей должна соответствовать сварочному аппарату.

Требования к сварочным проводам
Кабели для сварочных инверторов должны подводить к месту дуги ток с минимальным потерями, в связи с чем их изготавливают из меди, обладающей максимальной проводимостью среди всех металлов. Большое сечение предохраняет провод от перегрева.
Во время работы сварщику приходится совершать электродом сложные движения либо держать его под разными углами. Соответственно, провод не должен мешать. Зачастую сварка осуществляется в труднодоступных местах на сложных промышленных и строительных объектах, в связи с чем кабель должен обладать гибкостью, а изоляционный материал - быть упругим и эластичным.
Сварочные работы проводятся среди металлических конструкций, являющихся отличными проводниками тока, что требует от изоляционного слоя длительного срока эксплуатации, устойчивости к высоким температурам и напряжению. К тому же подобная изоляция должна обладать стойкостью к агрессивным условиям, экстремальным температурам, кручению, сдавливанию и скручиванию.
Оптимальным комплектом проводов для сварочного инвертора является многожильный медный кабель большого сечения с изоляционным слоем, выполненным из маслобензостойкой резины. Он соответствует всем требованиям, предъявляемым подобным проводам.

Маркировка сварочных кабелей
Буквенно-цифровое обозначение проводов для сварочного инвертора начинается с аббревиатуры, обозначающей категорию. К примеру, КС обозначает кабель сварочный, при этом буква К означает медную токопроводящую жилу.
Марка КГ обладает практически идентичными техническими характеристиками и применяется для сварки в домашних условиях.
Полимерный защитный слой обозначается литерой "П". Морозостойкие провода маркируются буквами "ХЛ" и могут использоваться при температуре до -60 градусов благодаря дополнительному полимерному слою, предотвращающему его растрескивание на морозе.
Кабели в тропическом исполнении обозначаются литерой "Т". Изоляция таких проводов выполнена из материалов, способных работать при температуре до +85 градусов и состоящих из антибактериальных и антисептических препаратов. Изоляция не теряет своей эффективности при эксплуатации в широком температурном диапазоне.
Под аббревиатурой КОГ подразумевают кабели повышенного уровня гибкости. Благодаря таким жилам можно проводить сварочные работы в труднодоступных местах без снижения мобильности устройства и комфорта для сварщика, выполняющего сложные швы.

Адаптированные для высокочастотных токов жилы маркируются литерами ВЧ и применяются как для профессиональных, так и для бытовых сварочных инверторов.
Повышенная водонепроницаемость обозначается маркировкой КГ. Кабели такого типа позволяют проводить подводные работы с обязательной полной гидроизоляцией всех разъемов.
Огнестойкие и негорючие кабели маркируются литерами ГН. Такие провода используются при "горячих" работах на промышленных предприятиях, когда свариваются термообработанные детали и заготовки.
Количество жил обозначается соответствующими цифрами. Сечение токопроводящей жилы указывается в квадратных миллиметрах.
Маркировка импортных кабелей для сварочных инверторов осуществляется по другим системам обозначений. С таблицами соответствия параметров иностранных и отечественных проводов можно ознакомиться при покупке жил.
fb.ru
Какое сечение сварочного кабеля для инвертора что бы удлинить?
Я бы для начала все же попытался сделать длиннее питающие провода, например удлинителем хорошего сечения, дабы минимизировать потери напряжения. А сам инвертор поднес по ближе к месту сварки. Такое решение вопроса будет и надежнее и дешевле. Удлинитель можно смотать и использовать инвертор без него, а вот таскаться с десятками метров сварочного кабеля постоянно (даже там где это не нужно) гораздо хлопотнее. Да и как раз там где не нужна такая длина, сварочные кабеля часто просто лежат не размотанными в кольце, повышая индуктивность (та же катушка) теряя напряжение и нагреваясь.
Наибольшая, не напрягающая, длина сварочных кабелей - масса 4 метра, держак 6 метров.
Но уж если так сильно приспичило, наростить (удлинить) сварочные кабели можно. Только имейте в виду, во сколько раз наращиваете, во столько же раз и увиличивайте сечение провода, что бы не было потерь.
Для инверторов бытового применения достаточно 25-ти квадратов сечения. Вполне подойдет например многожильный медный кабель КГ 1*25 Но опять же(!) этого сечения более или менее хватит что бы наростить сварочный кабель до шести метров. Если нужно длиннее, берите сечение уже на 35 квадратов.
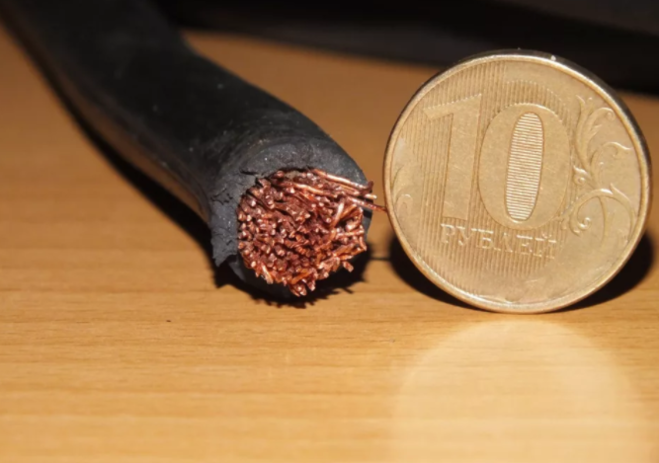 А вообще для сварочных кабелей лучше брать многожилку с самыми тонкими жилками, как например КОГ1 1х25 или КОГ1 1х35.
А вообще для сварочных кабелей лучше брать многожилку с самыми тонкими жилками, как например КОГ1 1х25 или КОГ1 1х35. 
Расшифровывается как "кабель силовой, особо гибкий, одна жила общим сечением мелких жил 25 мм2 (35 мм2) Такой кабель очень мягкий и с ним удобно будет работать.
Многие, из продавцов сварочных инверторов, строго запрещают наращивать штатные сварочные кабели (или вообще ставит вместо них другие - длиннее) Спрашиваешь "почему?" ответить не могут. Мол "не знаш - и не спрашивай!"
У меня инвертор Прораб 160-тый, верой и правдой пашет уже лет десять. Вот на него, в замен родных ставил кабеля из КОГа по 25 квадратов каждый. Массу делал 6 метров, держак 10. Потерь значимых не ощутил, нагрева кабелей тоже. Но еще раз уточню, даже если вы варите длинными кабелями не далеко от инвертора, всегда разматывайте и раскладывайте кабели, не держите их смотанными!
www.remotvet.ru
Как правильно удлинить сварочный кабель? Что будет при удлинении?
Июнь 17, 2015
Обычно длина сварочного кабеля у инверторного сварочного аппарата небольшая – менее двух метров. С таким кабелем бывает не очень удобно работать, особенно на высоте. Удлинять кабель большинство производителей не рекомендуют.
С чем это связано? Дело в том, что во время обрыва сварочной дуги ток резко падает до нуля, а напряжение на выходе наоборот, возрастает скачкообразно из-за ЭДС самоиндукции. Это скачкообразное увеличение напряжения может пробить выходные диоды.

Можно подключить дроссель
Первоначально в инверторных аппаратах для борьбы с этим явлением использовался выходной дроссель. Задача дросселя — накапливать энергию, а затем сразу же ее отдавать для образования сварочной дуги, в момент, когда транзисторы ключа закрыты и ток по первичной обмотке сварочного трансформатора не протекает. Но в последнее время большинство производителей (даже самых известных торговых марок), с целью экономии и снижения себестоимости продукции исключают из конструкции своих аппаратов выходной дроссель. Его роль выполняют сварочные кабели, за счет своей индуктивности.
На первый взгляд кажется, что ничто не мешает в такой ситуации наращивать длину кабеля до любого нужного размера. Однако, не все так просто. Кабель обладает и активным и реактивным сопротивлением, поэтому на нем происходит падение выходного напряжения (и, соответственно, тока, протекающего через кабель) от выхода инвертора до сварочной ванны.
Инвертор — это довольно сложный аппарат, в его состав входят такие системы как:
- быстрое зажигание дуги,
- защита от прилипания электрода к свариваемой детали,
- устройство стабилизации тока на заданной величине.
Так вот работают эти системы по принципу обратной связи, то есть ключевое значение имеет величина выходного напряжения и тока. Причем, именно на выходных клеммах аппарата, а не на держателе электрода. Поэтому изменение длины кабеля и связанное с этим изменение его реактивного сопротивления и индуктивности может нарушить работу всей системы, вплоть до выхода сварочного аппарата из строя.
Те не менее практика показывает, что увеличение длины кабелей до трех метров возможно и проходит вполне безболезненно. К тому же, при этом получается более «мягкая» сварочная дуга, но, правда, такой дугой труднее управлять.
electrod.biz
Подбор длины кабеля для сварочного инвертора
Кто дома на даче часто пользуется сварочным инвертором или самоделкой иногда хотят удлинить силовые кабеля. В быту обычно используют сварочный кабель КГ с сечением 16mm^2. Стандартный по длине не больше 2 метра. Потери мощности падают на узлах по площади сечения. Когда вставляем провод в гнездо аппарата и на клеммах зажима электрода, массы. Чем меньше площадь соприкосновения тем выше сопротивление. Общее падение напряжение не должно превышать 5% по длине силовых проводов.
- Удельное сопротивление меди на 1 метр составляет 0,0175 Ом обозначается буквой (p).
- Силу тока возьмем максимальную 200А на аппарате (I).
- Холостой ток 80 вольт (U).
- Сечение провода 16mm^2 (s).
- Пока общая протяженность силового кабеля составит 4 метра (L).
- Сопротивление проводника обозначу (R).
Рассчитаю сопротивление проводника по его длине и его сечением по формуле R=p*L/S. Подставляю свои значения R=0.0175*4/16=0.0044 Ом.
- Потеря напряжения по длине проводника обозначается (dU) в моем случае.
- Вычисляется по формуле dU= R*I.
Подставляю свои значения по силе току и полученному сопротивлению проводника dU=0.0044*200=0,88. Дальше мне необходимо узнать падение напряжение в процентах. Буду определять по формуле( dU/U)*100%. подставлю свои результаты (0,88/80)*100%=1,1%<5%. Ответ удовлетворяет требования.Все сварочные аппараты рассчитывают длину силового кабеля не превышающую падение напряжение на 1% процент.
Возьмем общую длину кабеля к примеру 15 метров. Произведем заново расчеты. R=0.0175*15/16=0.0164 Ом, dU=0.0164*200=3.28, (3,28/80)*100%=4,1%<5%. Учтем что это только падение на кабеле. Еще можно накинуть процентов 2% с узлов соединения и держателя электрода с массой. Получится общее 6% *80= 4,8 вольта. Пересчитаю мощность в двух случаях.
- Мощность в ваттах и обозначим (P).
Буду использовать формулу P=U*I. В первом случае 80 вольт умножим на 1,1% получим 0,88 вольт. Отнимем от номинала 80-0,88=79,12U. Подставляю в формулу P= 79.12*200=15824 ватт. По второму 80-4,8=75,2U напряжение с просадкой по длине провода. Вставляем в формулу P=75.2*200=15040. Ответ в разнице по мощности 15824>15040.
Остальное все зависит от температуры провода, сварочного аппарата и его стабильности при падении напряжения по сети. У нас не всегда 220 вольт. Без нагрузки одно значение а при включении сварочного агрегата может просесть на 80 вольт. Естественно инверторного типа уходят в защиту. Такие сварочные очень сильно нагружают сеть. Обычно для дачи и дома даже бюджетный агрегат может тянуть электрод диаметром 3mm. Есть марки электродов где указывают номинальное напряжение для стабильности дуги. Бывает такое что амперов хватает а электрод не зажигается. Под нагрузкой напряжение падает не только по силовому кабелю но и внутри сварочного. Как упоминалось выше температура повышается и сопротивление растет. С большим сопротивлением элементы внутри сварочного прибора раскаляются и не успевают остывать. После этого поломка и выход из строя с заменой деталей.
Так что при удлинении провода пользуйтесь формулами. Определили максимальную длину к своему сварочному агрегату и делайте короче на одну третью. Так будет запас и убережет от поломки.
weldingmedia.ru