Как сделать инверторный сварочный аппарат своими руками. Самые простые сварочные инверторы
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение - 220 В;
- сила тока на входе - 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора - преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме "косого моста" . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую - может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй - ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Сварочный инвертор своими руками
- Устройство, принцип работы и схема сварочного инвертора
- Намотка проводников трансформатора
- Другие конструктивные элементы
- Настройка систем инвертора
- Видео
Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
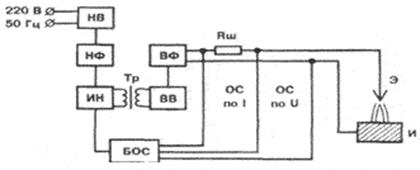
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.
В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.
Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.
С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.
Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.
Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.
electric-220.ru
схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Оцените статью: Поделитесь с друзьями!elektro.guru
Сварочный аппарат инверторный своими руками: принцип работы
В сварочных работах применяют специально приспособленные для определенных целей устройства. Схемы отдельных аппаратов разительно отличаются по строению. Среди самых практичных и широко распространенных, можно выделить инверторную схему. Аппарат, собранный по данной схеме, плавно и точно настраивается, компактен, для мастеров, которые работают на выезде, он просто незаменим.

Схема устройства сварочного инвертора.
Схема инверторного аппарата одна из самых простых, все необходимые элементы плат и транзисторы без труда можно найти в магазинах радиодеталей, а схемы сборки — у мастеров. Задача собрать такой сварочный аппарат своими руками вполне по силам людям, умеющим работать с паяльником.
Принцип работы инверторного сварочного аппарата
Сам по себе данный прибор является подобием мощного блока питания, аналогичного импульсным блокам типа АТ и АТХ, которые устанавливают в персональных компьютерах. Порядок изменений исходных параметров электрического тока в этих двух устройствах идентичен. В инверторе электрическая энергия проходит через ряд преобразований:
- Переменное напряжение бытовой сети преобразуется в постоянное.
- Постоянный ток преобразуется в переменный с высокой частотой.
- Значение напряжения понижается.
- Ток со сниженным вольтажом выпрямляется с сохранением заданной частоты.
Все перечисленные преобразования объясняются необходимостью уменьшить вес и габариты силовых трансформаторов сварочных аппаратов.

Схема работы сварочного инвертора.
Принцип работы старых аппаратов сводился к снижению напряжения от питающей сети и росту значения силы тока на вторичной обмотке до нескольких десятков, а то и сотни ампер — значения необходимого для дуговой сварки. Чтобы обеспечить нужное соотношение по снижению вольтажа и росту величины силы тока, у вторичной обмотки задавалось меньшее число витков и большее сечение провода. Потому старые сварочные трансформаторы были с большими габаритами и массой. Производство трансформаторной обмотки требовало крупных затрат медного провода, из-за чего стоили сварочные аппараты совсем не дешево.
Поправить положение позволили инверторные схемы. Посредством увеличения частоты тока на рабочей обмотке до 60-80 кГц и выше получилось уменьшить размеры и вес всей конструкции. За счет 4-кратного увеличения рабочей частоты преобразования габариты аппарата уменьшились вдвое. А в нашем случае речь идет о тысячекратном увеличении частоты.
Столь высокие значения частоты переменного тока достигаются установленными в инверторной схеме транзисторами переключения, которые сообщаются между собой с частотой 60-80 кГц. Ток к транзисторам приходит постоянный, от выпрямителя. Переменное напряжение выпрямляется мостовой схемой из диодов и выравнивается конденсаторами. На выход из выпрямителя и конденсатора поступает постоянное напряжение 220 В. Такова первая ступень схемы.
Высокочастотные транзисторы инверторной цепи передают переменный высокочастотный ток на понижающий трансформатор. Так как рабочая частота уже в 1000 раз ниже частоты питающей сети, трансформатор представляет собой очень компактную катушку.
Вернуться к оглавлению
Компоненты схемы сварочного аппарата

Электрическая схема сварочного инвертора.
Инверторная схема рассчитана на значение тока питающей сети до 32 А и напряжение 220-230 В. Значение тока на выходе из преобразователя достигает 250 А. Такая величина гарантирует создание прочного шва при сварке электродом на расстоянии до 1 см. Блок питания инверторного аппарата включает такие компоненты:
- Трансформатор с основанием из ферритного сердечника 7х7 или 8х8.
- Первичная обмотка, насчитывающая 100 колец из провода диаметром 0,3 мм.
- Внутренний заход вторичной обмотки на 15 оборотов проводом толщиной 1 мм.
- Средний заход вторичной обмоткой на то же количество витков проводом меньшей толщины (0,2 мм).
- Наружный заход вторичной обмотки на 20 оборотов провода с толщиной 0,35 мм.
Вернуться к оглавлению
Сборка трансформатора

Схема обмотки трансформатора.
Перед тем как навивать провода на сердечник трансформатора, его оборачивают медью. Ширина полос составляет 40 мм, высота ленты — 0,3 мм. Вместе с медной лентой сердечник обматывается термобумагой. Для этой цели хороша кассовая лента и любая другая тонкая и прочная бумага, которой удобно будет обтянуть сердечник. Провод круглого сечения на первичную обмотку не годится, потому что он легко перегревается. Из-за этого токи перенаправляются на внешнюю сторону обмотки, а внутренние слои остаются ненагруженными.
Вторичная обмотка укладывается в 3 слоя проводов, между которыми вставляют прокладки из фторопласта. Для этих целей не подходят стандартные провода с диаметром 0,5-0,7 мм. Из-за круглого сечения в обмотке они плохо прилегают друг к другу, оставляя зазоры, тем самым ухудшают теплообмен.
Накручивая обмотку, обращайте внимание, чтобы провод завивался без промежутков вокруг сердечника. Только так напряжение будет стабильным. Типичная схема инверторного прибора подразумевает наличие двух трансформаторов с частотой 41 кГц, но подойдут и на 55 кГц. Затем устанавливаются изолирующая прокладка и дроссель с маркировкой L2. Сбоку платы дополнительно ставят вентилятор для обдува, его электрические характеристики 0,13 А и 220 В.
Вернуться к оглавлению
Пайка инверторной платы
На составление схемы сварочного аппарата инверторного типа идут кулеры и радиаторы, которые встречаются в компьютерных блоках питания. Их можно извлечь из старой техники или обратиться в магазин радиодеталей за новыми.
Радиаторы ставятся вверху и внизу концов косого моста.
Диоды крепятся к радиаторам на предварительно заготовленную прослойку из слюды.

Для сборки инвертора потребуется кулер.
Когда для распределения потоков применяется мост IRG4PC50W, следует использовать термопасту вместо слюды.
Направление выводов транзисторов и диодов выставляется навстречу друг другу. В промежутке между радиаторами монтируется плата, которая соединит все участки цепи питания сварочного прибора с промежуточными элементами моста. Имейте в виду, что расчетное напряжение цепи питания 300 В. Мощности, сбрасываемые трансформатором, должны уходить в цепь, для чего на плату припаивают конденсаторы на 0,15 мкФ. Установка после трансформатора снабберов и конденсаторов гасит нежелательные перенапряжения от бросков на выходе из вторичной обмотки.
Вернуться к оглавлению
Настройка и отладка работы инвертора

Схема внутреннего устройства инвертора.
Завершив сборку, надо непременно настроить работу инверторного модуля. Подключите к ШИМ напряжение в 15 В и запитайте вентилятор. Затем через резистор R11 осуществите подключение реле К1. Все это делается для того, чтобы предотвратить скачки при подсоединении к сети 220 В. Проконтролируйте своевременное включение реле и через 10 секунд подайте рабочее питание на ШИМ. После срабатывания реле прямоугольных участков в диаграмме ШИМ не должно наблюдаться.
Затем мост подключается к источнику напряжения в 15 В. При работе вхолостую инвертор потребляет ток в пределах 100 мА. Если замер показывает допустимую величину, то схема собрана правильно. Дополнительно необходимо убедиться, что фазировка обмоток не перепутана.
На ШИМ снижается установка частоты до тех, пока на нижней части графика не вырисовывается загиб, что будет означать перенасыщение узла. Данное значение частоты делим на 2 и прибавляем к рабочей частоте платы ШИМ и непосредственно трансформатора. Схема соединена правильно в том случае, если при настройке реле выдает сигнал при 150 мА. Если световой сигнал нечеткий и слабый, то плата соединена неправильно или одна из обмоток пробивает. Убрать ненужные помехи получится, если укоротить все провода электропитания.
Вернуться к оглавлению
Проверка работоспособности устройства

После сборки сварочного инвертора необходимо проверить его на работоспособность.
Итак, инверторный сварочный аппарат собран и готов к использованию, теперь остается удостовериться, что он работоспособен. Включите аппарат в электросеть, плавно задавайте большую силу тока и сверяйтесь с показаниями осциллографа по напряжению. Напряжение в нижней петле осциллограммы приемлемо в пределах 500 В, в условиях выброса допускается превышение до 550 В. В корректно скомпилированной схеме указанная цифра не превысит 350 В.
Когда проверяете работоспособность прибора, убедитесь, что гул от шины не нарастает при увеличении нагрузки. Чтобы подать максимальный ток, фоновый шум должен оставаться неизменным.
Затем приступаем к самой сварке. После запуска надо выждать 10 секунд и проверить температуру охладителей. На протяжении первых 20 секунд они должны оставаться холодными, в течение следующей минуты — чуть теплыми.
После этого берем 2 электрода для нужного вида сварки и на пробном материале раскраиваем шов, пока они полностью не выгорят. Закончив, контролируем температуру трансформатора: он к этому времени успеет разогреться, но не раскалиться добела. Чрезмерный нагрев будет указывать на недочеты схемы сборки.
Радиаторы успевают серьезно нагреться после непрерывной работы на 3 электродах. Поэтому понадобится дать им остыть 2 минуты. Этого достаточно, чтобы кулер понизил температуру до нормального уровня и можно было продолжить работу без потери качества.
Процесс сборки сварочного аппарата своими руками, весьма кропотливый, проявите как можно больше сосредоточенности и внимания к нему. Тщательно изучите выбранную вами схему, разберитесь с последовательностью соединения деталей в ней, сосчитайте точное число составных частей и проводов. По окончании сборки изобретение обязательно проверяется на исправность и безопасность. Организуйте сварочные работы со всеми необходимыми условиями для безопасного труда: на руках носите плотные перчатки, лицо закрывайте сварочным щитком.
moiinstrumenty.ru
Как сделать сварочный инвертор своими руками: особенности
Практически все сварочные аппараты сделаны по одному и тому же принципу. Применяется инверторная схема, в которой силовыми переключателями являются полевые транзисторы большой мощности. Благодаря такой схеме произошло уменьшение веса сварочного аппарата, снизились размеры самого устройства. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.

Схема сварочного инверторного полуавтомата.
В магазинах и на рынке предлагается большой ассортимент таких сварочных аппаратов. Все они имеют одинаковый принцип действия, но стоимость такого сварочного инвертора довольно высока. Поэтому появляется вопрос: как сделать сварочный инвертор своими руками? Прежде чем ответить на него, необходимо разобраться в его устройстве и в работе внутренней схемы.
Виды сварки и сварочные аппараты
Технологический процесс сварки имеет несколько разновидностей:
- дуговую;
- электрошлаковую:
- плазменную;
- электронно-лучевую;
- лазерную;
- газовую;
- контактную;
- ультразвуковую;
- точечную.
Для работы в домашних условиях, на своем приусадебном участке хватает самой обыкновенной электродуговой сварки. Для такого вида сварочных работ изготавливаются два типа сварочных аппаратов:
- трансформаторные;
- инверторные.

Классификация видов сварки.
Трансформаторный сварочный аппарат может работать практически на любом виде тока. У такого устройства нескольких положительных характеристик:
- надежность;
- простота обслуживания;
- долговечность;
- большой вес.
Однако такой сварочный аппарат реагирует на скачки напряжения. При падении напряжения, когда оно менее 200 вольт, все работы практически прекращаются, так как очень сложно получить дугу и удерживать ее постоянно.
Инверторный сварочный аппарат является изобретением последних десятилетий. Он значительно облегчает работу сварщика. За счет применения современной электронной начинки намного уменьшилась масса аппарата.
Теперь она не превышает 5 кг. Сварочный аппарат инвертор способен стабилизировать ток. Он может функционировать, когда в сети происходит падение напряжения. Такой аппарат тонко чувствует повышение температуры и сильный нагрев. Работа на инверторе требует особых навыков, аккуратности и осторожности.
Вернуться к оглавлению
Подготовка основы для изготовления самодельного инвертора

Конструкция сварочного инвертора.
Базой сварочного инвертора может стать обыкновенный трансформатор от домашней микроволновой печи. В состав трансформатора входят:
- катушки;
- медный провод;
- железо;
- эмаль.
Одна катушка играет роль первичной обмотки, другая, естественно, вторичной. Цветной медный провод намотан на сердцевину, сделанную из железа, и покрыт эмалью.
Каждая катушка имеет определенное число витков. Электрическая сеть работает в паре с первичной обмоткой. Благодаря индукции происходит образование тока во вторичной обмотке. Он имеет напряжение намного ниже того, которое возникло в первичной обмотке. Зато амперный показатель намного выше.
Для работы инвертору нужен постоянный ток, который можно регулировать.
Максимальное значение тока может достигать 130 ампер. На первичной обмотке максимальным будет 20 А. Чтобы получить качественное сварное соединение, применяются электроды, диаметр которых не превышает 3 мм. Включение сварочного напряжения выполняется тумблером, расположенным на электрододержателе. Сварочный аппарат такого типа способен выполнять сварку при обратной полярности. В результате можно сваривать тонкие стальные листы.
Вернуться к оглавлению
Убавление числа витков

Схема генератора сварочного инвертора.
Уменьшение количества витков просто необходимо, так как трансформатор СВЧ печи дает напряжение более 2000 вольт. Поэтому он требует усовершенствования. Для нормальной работы необходимо сделать следующее:
- увеличить значение тока;
- уменьшить напряжение.
Каждый профессиональный сварщик хорошо знает, что очень маленький ток отрицательно сказывается на качестве сварки. Если будет иметь место большая сила тока, не только произойдет горение электрода, но и будет испорчен сам металл.
Для хорошей работы нужно перемотать вторичную обмотку. Каждый виток должен иметь плотное соприкосновение с последующим, однако провод намотки уже другой. Для этого применяется провод, покрытый эмалью. Перед началом работ разрезается старая обмотка и удаляется из катушки. Работу нужно делать аккуратно и осторожно, чтобы не испортить первичную обмотку.
Новый провод должен иметь конкретное сечение, а намотка выполняется с определенным числом витков. Все эти параметры зависят от вида трансформатора. Поэтому невозможно точно сказать, каким конкретно должны быть эти данные. Все расчеты сделать очень просто, достаточно заглянуть в школьный учебник физики или воспользоваться услугами специального онлайн-калькулятора.
После изготовления новой обмотки ее нужно обязательно закрыть токоизоляционным лаком.
Вернуться к оглавлению
Монтажные работы: рекомендации
Для самодельного сварочного инвертора необходимо подобрать корпус, в который будут вставляться все детали. Желательно, чтобы такая емкость была компактной и удобной в транспортировке.

Схема сварочного инвертора.
Трансформаторы должны крепиться последовательно, один за другим. Тогда произойдет уменьшение тока до 50 ампер. Первичные обмотки устанавливаются параллельно, вторичные можно размещать последовательно. Такой монтаж позволит получить:
- 60 ампер при работе с нагрузкой;
- 38 вольт на выходе.
Детали электрической схемы монтируются на заводской плате. Монтаж схемы блока питания, его платы и драйверов осуществляется отдельно. Металлическим листом от платы отделяется силовая часть. Лист подсоединен к корпусу инвертора. Управляющие проводники соединяются попарно. Их нужно припаять рядом с ножками транзисторов. Размер таких проводников обычно не больше 15 см, диаметр провода значения не имеет.
Когда выполняются сборочные работы, необходимо обязательно сделать армирование силовых дорожек. Простого лужения здесь не хватит, необходимо пропаять все дорожки медной проволокой. Простой припой может расплавиться, в результате сгорят все транзисторы.
Чтобы более качественно происходил отвод тепла от мощных тринисторов, их устанавливают на специальный радиатор, крепящийся к плате. Габариты радиаторов, интенсивность обдува сильно влияют на эксплуатационные характеристики сварочного инвертора. Чем они лучше, тем дольше будет работать аппарат. Материалом для платы является тонкий текстолит, толщина которого не превышает 1,5 мм.
Вернуться к оглавлению
Система охлаждения: особенности

Схема дросселя сварочного инвертора.
В корпус самодельного сварочного инвертора устанавливают два вентилятора, с каждой стороны по одному. Они вытягивают воздух и работают от блока питания обыкновенного компьютера. Для поступления воздуха в корпус инвертора снизу делаются сквозные отверстия, которых может быть несколько десятков.
Чтобы система охлаждения была более надежной и сильной, устанавливают еще один дополнительный вентилятор. Он монтируется прямо в корпус инвертора.
Выполнять сварочные операции с таким инвертором гораздо легче, чем использовать трансформаторный агрегат. Качество шва получается намного выше. Таким аппаратом можно варить:
- черный металл;
- цветной металл;
- нержавейку;
- тонкие стальные листы.
Чтобы собрать сварочный инвертор, необходимо заранее подготовить:
- блок питания;
- драйверы;
- скотч;
- силовые агрегаты.
Для регулировки блока питания подбирается сопротивление, которое могло бы создать питание в 20 вольт. Очень важно, чтобы входные выпрямители имели мощные радиаторы.

Электрическая схема сварочного инвертора.
Внутрь корпуса устанавливается термический датчик, так как он будет улавливать максимальную температуру нагрева.
В качестве блока управления сварочного инвертора устанавливается ШИМ-контроллер. Он пользуется только одним каналом настройки. От него зависит, какой будет дуга, насколько стабильно она будет гореть. Установленный конденсатор определит напряжение контроллера. Именно он влияет на величину сварочного тока.
Держак, массу кабеля и другие аксессуары можно приобрести в любом специализированном магазине, их стоимость доступна каждому потребителю.
Вернуться к оглавлению
Основные неполадки и их ремонт
Изготовленный самостоятельно сварочный инвертор нужно не только правильно эксплуатировать, его нужно уметь ремонтировать. В случае неисправности необходимо быстро обнаружить причину и провести ремонтные работы.
Сначала сварочный инвертор необходимо осмотреть визуально. Если причиной неисправности был обнаружен плохой контакт, требуется разъединить детали, хорошо зачистить поверхность и восстановить соединение.
При высоком токе, слабом контакте возможно повышение температуры до критического значения. В результате детали могут разрушиться и полностью выйти из строя.
К другим неисправностям инвертора относится:
- плохая настройка сварочного тока;
- внезапное отключение;
- обрыв сварочной дуги;
- низкий ток;
- большой шум;
- лишнее потребление тока, когда отсутствует нагрузка.
Когда в сети отсутствует нагрузка, а сварочный инвертор все равно потребляет большой ток, это говорит о том, что произошло замыкание витков. Для ремонта потребуется перемотка катушки или замена изоляционного слоя.
При постоянном исчезновении сварочной дуги, когда невозможно зажечь ее повторно, имеют место пробои обмотки. В это время сварочная цепь постоянно будет иметь избыточное напряжение. При вторичном зажигании дуги наблюдается большое искрение.
Выше была описана система изготовления собственного сварочного инвертора самостоятельно. В основном достаточно иметь несколько самых обыкновенных вещей. Домашний мастер сможет из них создать неплохой сварочный аппарат — инвертор. Нужно только желание и стремление добиться успеха.
moiinstrumenty.ru