Сварка алюминия в домашних условиях: Как сваривать алюминий в домашних условиях
Содержание
Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0.8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.

При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
- Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное.
- В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
 Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
 Такое соединение слабое и не герметичное.
Такое соединение слабое и не герметичное.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Сварочный полуавтомат ANDELI MIG-200PE (220 В)
39 700 руб
Купить
Быстрый просмотр
Аргонодуговой аппарат TSS TOP TIG/MMA-250P AC/DC (220 В)
Цена по запросу
Запросить цену
Быстрый просмотр
Сварочный инвертор NEON ВД-183
19 900 руб
Купить
Быстрый просмотр
Сварочный полуавтомат РЕСАНТА САИПА-135
17 290 руб
Купить
Быстрый просмотр
Прутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
5 кг)
1 155.30 руб / кг
Купить
Быстрый просмотр
Сварочный инвертор FUBAG IQ 200 (220 В)
7 510 руб
Купить
Быстрый просмотр
Аргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Быстрый просмотр
Сварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
II Росс. (220 В)
21 150 руб
Купить
Быстрый просмотр
Сварочный инвертор РЕСАНТА САИ-190
7 190 руб
Купить
Быстрый просмотр
Баллон аргоновый 5 -150У (новый, 5 л пустой)
3 450 руб
Купить
Быстрый просмотр
Рукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
Купить
Быстрый просмотр
Редуктор аргоновый БАРО-5МГ, БАМЗ
3 269 руб
Купить
Быстрый просмотр
Прутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5)
890 руб / кг
Купить
хит продаж
Быстрый просмотр
Сварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В)
29 690 руб
Купить
Быстрый просмотр
Проволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг)
900 руб / кг
Купить
Быстрый просмотр
Электроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм
2 839 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 2 кг
- пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
- Риметалк
- Спецэлектрод
- ЗЗСМ (Зеленоград)
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
 В результате после остывания расплава внутри и на поверхности остается много микропустот.
В результате после остывания расплава внутри и на поверхности остается много микропустот.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов.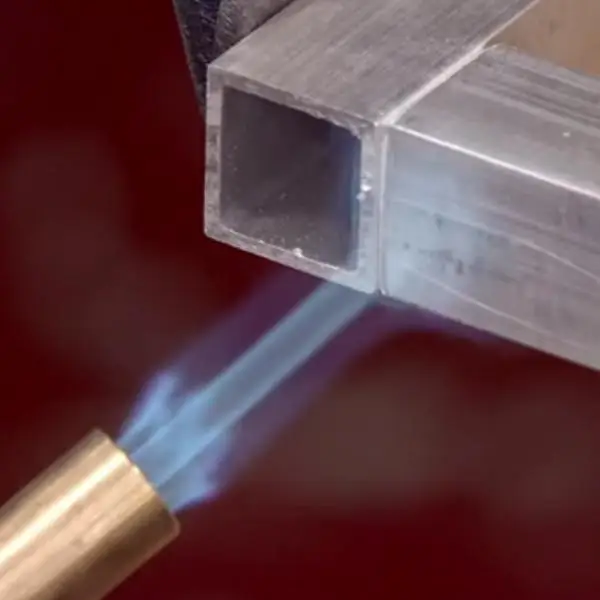 Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.

Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 64, Средняя: 2
Как сварить алюминий в домашних условиях >> Подробное руководство для начинающих
Сварка алюминия значительно проще, чем вы можете себе представить. Сварка — это процесс соединения металла с помощью тепла, прикладываемого при температуре, достаточно высокой для расплавления и сплавления металла. Так как алюминий тоньше, чем нержавеющая сталь (и, следовательно, выше вероятность прожечь дыру насквозь), процесс должен выполняться осторожно и медленно.
Чтобы сварить алюминий в домашних условиях, выполните следующие действия:
| Шаги | Требуемые действия |
|---|---|
| 1 | Отполируйте латунной щеткой или наждачной бумагой, чтобы удалить окисление. |
| 2 | Защитите свой алюминий |
| 3 | Нагрейте источник тепла до 730 градусов по Фаренгейту (точка плавления алюминия). |
| 4 | Аккуратно проткните алюминий прутком для пайки |
| 5 | Создание желаемой формы или соединения |
| 6 | Не прикасаться, пока не остынет |
Правильный сварной шов достигается за счет понимания химии и технологии. Даже если вы уже сварили нержавеющую сталь, с алюминием процесс будет другим.
Используйте это краткое руководство, чтобы узнать, как сварить алюминий в домашних условиях , понять свой материал, как с ним обращаться, а также некоторые творческие идеи, которые помогут вам сварить!
Прежде чем вы продолжите чтение, вот статья, которую мы написали о том, сколько времени нужно, чтобы научиться сварке, и вот самые высокооплачиваемые сварочные работы.
Содержание
Как сварить алюминий в домашних условиях
В навыках сварки так много аспектов и деталей. С целыми книгами по этому предмету и курсами, на которые сварщики оттачивают свои навыки годами, мы не ожидаем, что вы станете опытным сварщиком за одну ночь,
, но необходимые шаги для сварки алюминия заключаются в следующем:
| Шаги | Действия |
|---|---|
| 1 | Соберите кусочки алюминия |
| 2 | Отполируйте их, чтобы удалить все окисления, используя медную щетку или наждачную бумагу. Делайте это тщательно, чтобы мусор не мешал чистой линии сварки |
| 3 | Надежно соедините две детали (при использовании двух) и убедитесь, что нет зазоров, прежде чем приступать к сварке. Вам нужна четкая, прочно сросшаяся леска, так что подгоните их плотно |
| 4 | Поместите керамическую плитку с обеих сторон алюминия, почти как захват вокруг алюминия, над которым можно затянуть зажимные тиски. |
| 5 | Плотно зажмите плоскогубцы вокруг прутка для пайки |
| 6 | Начинайте нагревать алюминий, но периодически гасите огонь |
| 7 | Аккуратно проткните алюминий прутком для пайки (надежно удерживая острогубцами). Если тыкаешь в него и ничего не происходит, значит он еще недостаточно горячий. Температура, которую вы хотите достичь, составляет около 730 градусов по Фаренгейту (390 градусов Цельсия). Если вы достигли этой температуры, вы проткнете алюминий прутком для пайки и увидите, как начнет появляться лужа алюминия. По сути, это означает, что алюминий достаточно горячий (и им можно манипулировать). Например, если вы свариваете вместе два куска алюминия, вы должны провести стержнем прямо по линии, которая проходит между двумя отдельными частями. Вы бы нагрели его, проткнули, а затем позволили металлу остыть как единое целое. Когда алюминий горячий, это единственный раз, когда вы сможете придать ему желаемую форму, которую планируете |
| 8 | После того, как вы довели материал до желаемого соединения или разделения, пока не прикасайтесь к алюминию, так как он, вероятно, все еще имеет температуру выше 500+ градусов по Фаренгейту. Даже если вы все еще в перчатках, не трогайте его Даже если вы все еще в перчатках, не трогайте его |
| 9 | С множеством сварных швов вы возьмете свое творение и окунете его в прохладную воду, чтобы сварной шов затвердел. Однако с алюминием этого не требуется. Вам не нужно окунать свое творение в воду; просто дайте ему остыть самостоятельно и не прикасайтесь к нему в течение нескольких часов |
Понимание выбранного вами материала
Каждый свариваемый вами материал будет иметь свой список уникальных требований , препятствий и ограничений.
Несколько ключевых моментов, которые помогут вам лучше понять алюминий:
- Он имеет более высокую точку проводимости , чем нержавеющая сталь.
- Он имеет значительно более низкую температуру плавления , чем нержавеющая сталь (около 1200 градусов по Фаренгейту для алюминия и ближе к 2500 градусов по Фаренгейту для стали).
- Более реагирует на окисление и воздействие воздуха.
- Этот слой окисления похож на броню вокруг алюминия. Его температура плавления будет ближе к 3700 градусов по Фаренгейту и защитит алюминий от коррозии.
- Во время работы вы должны помнить о оксидном слое и его изоляции, так как он снижает ваши сварочные способности. Из-за этого вам нужно будет:
- Смахните щеткой перед сваркой

(И возможно)
- Смахните в процессе сварки (если заметите, что слой окисления отделяется от собственно алюминия).
Это связано с тем, что температура окисления и плавления этого верхнего слоя иногда плавится быстрее, чем сам алюминий. Вы будете использовать проволочную щетку или наждачную бумагу, чтобы очистить алюминий заранее и, возможно, в середине работы. Слой окисления необходимо удалить , чтобы получить чистый сварной шов.
- Ваш алюминий станет прочнее, чем больше вы сварите ; наоборот, стали не будет.
- Для вашего алюминия потребуется сварочный аппарат с более высокой силой тока (или напряжением), так как это создаст более высокую скорость. Наоборот, со сталью труднее «прожечь» материал, потому что он намного толще алюминия.

изображение предоставлено: 6601.com
Что вам понадобится
Основные элементы и требования к основному проекту сварки алюминия включают (но не ограничиваются):
| №. | Предметы и требования |
|---|---|
| 1 | Сварочная маска |
| 2 | Кожаные перчатки |
| 3 | Очки |
| 4 | Латунная щетка или наждачная бумага |
| 5 | Источник тепла |
| 6 | Инвертор для дуговой сварки |
| 7 | Припой |
| 8 | Плоскогубцы с иглами |
| 9 | Керамическая плитка (дополнительно) |
- Сварочная маска
- Кожаные перчатки – это стандарты безопасности для сварщиков.
- Защитные очки – предназначены специально для сварки или могут выдерживать экстремальные температуры.
- Латунная щетка или наждачная бумага – полезна для очистки алюминия от окисления перед началом сварки. После использования на алюминии сохраните его для этой цели и всегда используйте чистую щетку.
- Источник тепла – Матовый газ горит чуть горячее, чем пропан, и нагревается быстрее, но можно использовать и пропан.
- Инвертор для дуговой сварки — Ваш источник тепла, (ищите источник с высокой мощностью и напряжением, которые потребуются для алюминия), или Паяльная лампа (сварочный электрод).
- Пруток для припоя – Пруток, используемый для сварки деталей, почти как малярная кисть.
- Плоскогубцы с иглами — Для удержания пылающего стержня на месте и дополнительного контроля, чтобы вам не приходилось держать пылающий стержень в руках.
- Керамическая плитка (дополнительно) — помещается между тисками (которые будут удерживать алюминиевую деталь) и керамической плиткой, которая будет удерживать алюминий на месте. Цель состоит в том, чтобы создать тепловой барьер, в котором алюминий подвергается воздействию тепла (керамика не поглощает тепло), и, следовательно, тиски не перегреваются. Это удерживает тепло сосредоточенным на алюминии. Можно использовать любой материал, не являющийся проводником тепла.


Заключительные советы для начинающих
Опять же, чтобы полностью погрузиться в сложное искусство сварки, могут потребоваться годы; тем не менее, мы все знаем, что практика делает совершенным! Несколько советов для вашего первого практического проекта:
- Будьте осторожны, двигайтесь медленно – Вы хотите избежать растрескивания алюминия, которое может произойти, когда изделие остывает и сварка затвердевает. Медленное движение сохранит материал в достаточно прочном состоянии, чтобы более эффективно противостоять колебаниям температуры.
- Имейте в виду, что алюминий это :
- Проводимость намного выше, чем у стали
- Склонен к отделению или непровару сварного шва
- Потребуется больше тепла, чем сталь

- Изучите свой присадочный материал . Если вы добавляете в свое творение любой другой тип металла или материала, перед началом сварки убедитесь, что вы понимаете:
- Температура плавления
- Слабые стороны
- Совместимость с алюминием
Вы не хотите испортить свой алюминиевый проект, поэтому заранее убедитесь, что эти два материала будут работать вместе.
- Для хранения Храните свое творение в помещении, чтобы защитить его от влаги, плесени, грибка и т. д.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные — как их избежать
Идеи, что сварить из алюминия
Напоследок, чтобы вас вдохновить, вы уже мечтали о том, что собираетесь сваривать из алюминия? Сварной алюминий обычно используется для криогеники и транспортировки природного газа (вероятно, , а не , что вы будете делать по дому).
Несколько идей для сварки алюминия в вашем доме:
- У вас может быть предмет домашнего обихода из алюминия (включая приборы, трубы и т. д.), который нуждается в ремонте.
- Лодка
Изображение предоставлено:lincolnelectric.com
- Стол с алюминиевой основой. Вы также можете оставить верхнюю часть открытой, чтобы установить сверху кусок стекла для стильной отделки.
Изображение предоставлено: lincolnelectric.com
Вы ограничены только своим воображением. Получайте удовольствие и экспериментируйте, потому что чем больше проб/ошибок вы испытаете, тем более умелым вы станете!
В заключение
Реакция алюминия на сварку совершенно иная, чем у обычных стальных материалов , так что не вступайте в процесс с предвзятыми представлениями. Алюминий потребует более высокого теплового индекса, чем сталь, и он склонен к растрескиванию, если вы торопитесь.
Терпеливо сваривайте, надевайте надлежащую защиту для сварщиков (включая защитные очки для защиты от глаз сварщика), и у вас должно получиться красивое творение в кратчайшие сроки!
Другие статьи о сварке
Самый простой способ научиться сварке и сколько времени это займет?
Хорошо ли зарабатывают сварщики?
Можно ли сваривать сталь и алюминий?| Все, что вам нужно знать
Каковы преимущества и ограничения плазменно-дуговой обработки?
Тяжелая ли сварка? | Все факты, которые вам необходимо знать
Сварка алюминия MIG >> Обучающее видео
Как правильно сварить алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили для грузовиков рельсовые транспортные средства, материалы для космических путешествий — алюминий — это САМЫЙ материал, когда речь идет о снижении веса и сохранении стабильности. Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Что делает сварку алюминия такой сложной
Алюминий обладает одним свойством, которое затрудняет сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу неповторимый серебристо-серый цвет. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже многим химическим веществам. Он защищает алюминий, так сказать. Эта защита должна быть в первую очередь буквально «расколота», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения между дугой и сварочной ванной.
Оксидный слой имеет температуру плавления 2050°С, сам алюминий плавится при ок. 660°С. Так что вам пришлось бы приложить к поверхности температуру в три раза выше, чтобы расколоть оксидный слой одной лишь сваркой. При такой высокой подводимой энергии существует большой риск того, что алюминий расплавится, как только разрушится оксидный слой. По этой причине очень важно, чтобы алюминий был подготовлен к процессу сварки: необходимо снять оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы все делаете правильно при сварке алюминия
1. Подготовьте надлежащим образом
Прежде чем добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. Для сварки алюминия основным требованием для хорошего результата сварки является чистая поверхность заготовки . Лучше всего использовать ткань из микрофибры, предварительно пропитанную такими растворителями, как бутанол, ацетон или растворитель для краски.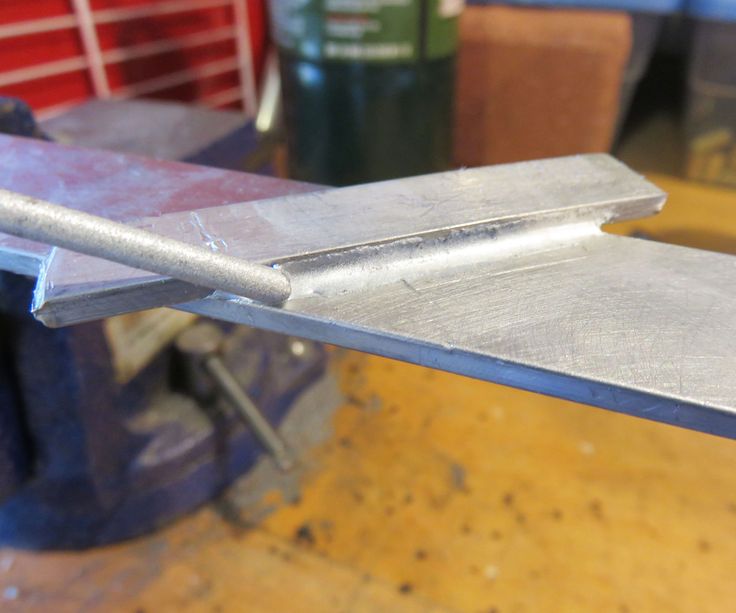 Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.
Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.
После того, как вся консистентная смазка и остатки смазки будут удалены, можно приступить к удалению слоя оксида алюминия . С одной стороны, это хорошо получается кистью или начесом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и тоже некрасиво выглядят. Вместо этого мы рекомендуем использовать синтетическое волокно, содержащее частицы, связанные с синтетикой, с помощью которого слой можно удалить сравнительно аккуратно. Поскольку через несколько минут алюминий снова окисляется, в зависимости от условий окружающей среды вам, возможно, придется пройти всю процедуру подготовки несколько раз. Черные, закопченные остатки после сварки на металле указывают на примеси газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, где происходит смена положительных и отрицательных полуволн. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
В частности, при сварке переменным током необходимо учитывать еще одну вещь: электродом вы привариваете шарик на передней части, так называемую калотту. При этом вы можете проталкивать расплавленный оксидный слой вперед, как комки, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые листы алюминия – чуть более 10 мм – мы рекомендуем предварительный нагрев заготовки. Без предварительного нагрева во время сварки в заготовку будет выделяться слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать различными способами, а именно TIG, MIG и плазмой. Сварочный процесс TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью Сварочный процесс MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью Сварочный процесс MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Еще один совет: При сварке алюминия с помощью сварочной горелки MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу работать лучше и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать с использованием лазерного процесса и гибридного процесса лазер-MIG. Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG/MAG:
Не следует забывать и о оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия. Распространенной ошибкой является использование вкладыша из стали. Однако, если бы проволока была подана, она бы терлась о сталь футеровки и непреднамеренно попадала бы частицы стали в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальную гильза изготовлена из углеродистого ПТФЭ , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
В процессе сварки ВИГ:
При сварке алюминия на переменном токе в процессе ВИГ важно правильно выбрать вольфрамовый электрод , так как в нем могут отсутствовать оксиды. По этой причине следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнить основной материал, вызывая накопление небольшого количества остатков в сварном шве. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, для сварки алюминия необходимо использовать не только специальные изнашиваемые детали, но и специальные транспортировочные ролики 9.0005 для подачи проволоки от сварочного аппарата. Они должны иметь U-образный паз, чтобы предотвратить риск деформации. Алюминиевую проволоку трудно транспортировать на расстояние более трех и более метров. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
В зависимости от основного материала и желаемых свойств соединения выбирается дополнительный материал. Сплавы AlMg обладают более высокой прочностью, чем, например, присадочная проволока AlSi.
5. Правильный защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется до толщины листа ок. 12,5 мм. В случае более толстого материала аргон смешивают с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25 % до 75 % в зависимости от рекомендации.
Еще одно замечание о газе:
Всегда следует помнить о точке росы защитного газа. Для сварки в основном используется аргон 4.6, который имеет чистоту 99,996 % и, следовательно, точку росы -62 °C. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Наши рекомендации для сварки алюминия
После установки сварочного поста для сварки алюминия мы рекомендуем оставить его настроенным исключительно для сварки алюминия и настроить еще один пост для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро переключиться со стали на алюминий без необходимости все менять и перенастраивать. Вы просто меняете рабочее место.
И после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень закалки которого можно влиять.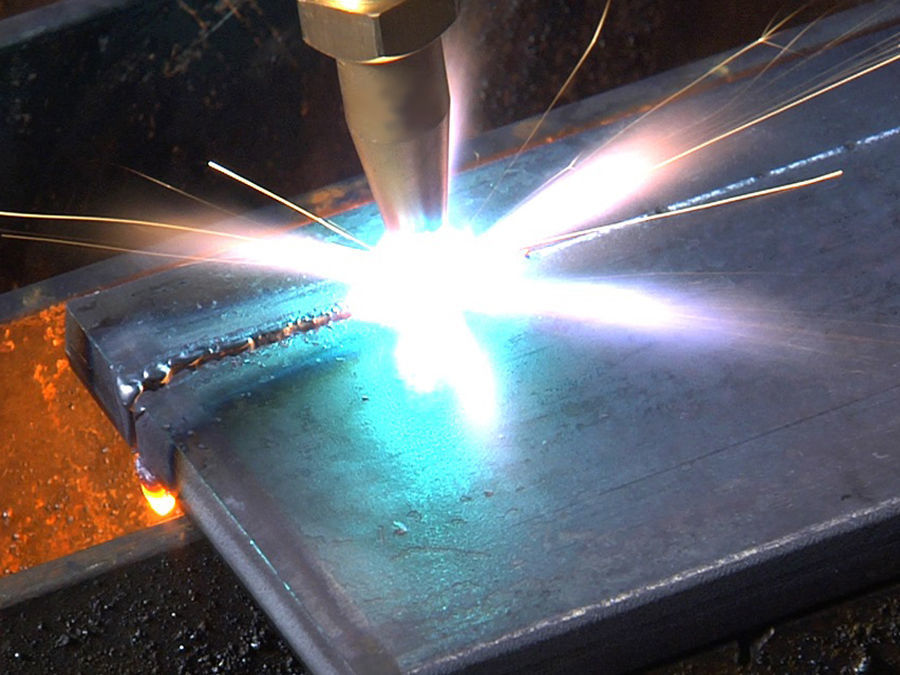 Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки.
Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки.