Сварка с аргоном: Особенности аргонодуговой сварки | Лига Сварки
Содержание
Аргонодуговая сварка WIG/TIG | Рудетранс
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия:
- РАД – ручная аргонодуговая сварка неплавящимся электродом,
- ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
- ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
- TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
- GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия.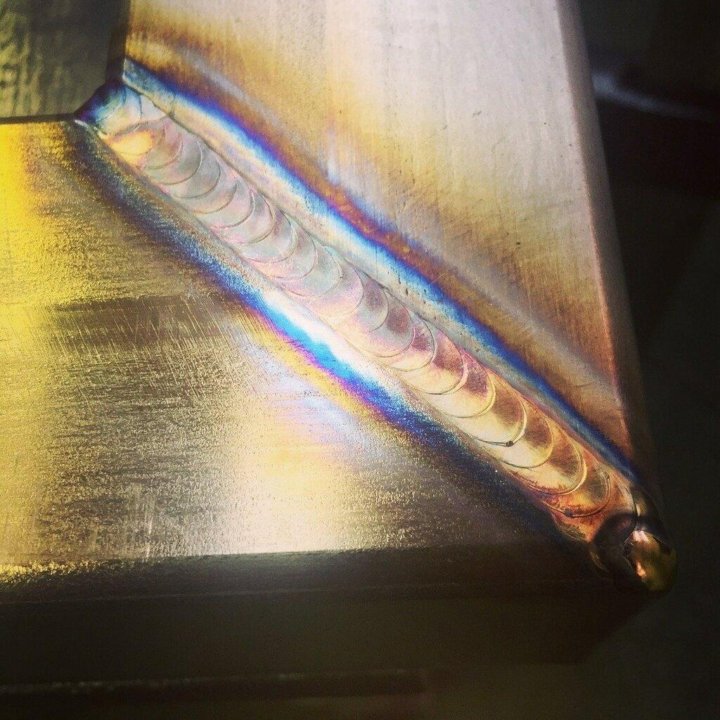 Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Содержание страницы
- 1 Особенности аргонной с варки
- 1.1 Техника сварки аргоном
- 2 Режимы аргонной сварки
- 3 Преимущества и недостатки
- 4 Принцип работы сварочного оборудования
- 5 Виды сварочного оборудования
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения.
 Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей. - Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
 Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
 Та же самая зависимость напряжения дуги и ее длины.
Та же самая зависимость напряжения дуги и ее длины.Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.

Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.

Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
https://www.youtube.com/watch?v=TlFlVegc40U
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.

Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Сварка MIG с защитным газом, состоящим из 100 % аргона
Можно ли сваривать сталь MIG с использованием 100 % аргона?
С этим вопросом рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон. Но это не идеально. И нержавейка не рекомендуется.
И…
Кажется, всегда есть но, или два, или три. Однако в этом случае вам нужно знать, что стоит за этими «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может использовать 100% аргон для сварки стали методом MIG.
Необходимость.
Нехватка газа бывает у каждого сварщика. Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть баллон со 100% аргоном в магазине для других видов сварки, вы можете использовать его и продолжать работу. Нет перерыва, чтобы броситься за пополнением баллона с газовой смесью MIG.
Использование чистого аргона — это просто вопрос изобретательности и продуктивности в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Чем отличается 100% аргон?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допустить проникновения этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также оказывают значительное влияние на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG.
Некоторые характеристики, которые вы почувствуете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга менее стабильна.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей ванны. Другими словами, расплавленный металл будет жестким и трудным для обработки.
- Аргон имеет более низкую теплопроводность, а внешние края дуги остаются холодными. Это означает, что вы получаете узкое, уменьшенное проникновение с меньшим сплавлением.
- Наполнитель располагается поверх стали в виде узкого высокого валика.
- MIG с использованием чистого аргона склонны к подрезке.
- Опыт показывает, что сварка MIG стали с использованием чистого аргона теряет пластичность. В результате при изгибе или скручивании жесткий сварной шов может треснуть или сломаться.
Сварные швы

Сравнение профилей сварного шва 100 % аргона и смеси 75 % / 25 % CO2 для сварки в среде инертного газа
Таким образом, можно склеить сталь, используя хороший сварочный аппарат MIG со 100% защитным газом аргоном. Но в итоге вы получите некачественный, слабый, ломкий сварной шов.
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки нержавеющей стали MIG.
В приведенном ниже видео на YouTube представлена полезная информация и наглядные материалы о сварке стали методом MIG со 100% аргоном.
Связанные : Что такое GMAW?
Использование 100% аргона для сварки стали методом MIG
Если вы оказались в незавидном положении, когда вам приходится сваривать сталь методом MIG с использованием чистого защитного газа аргона, есть несколько советов, которые могут вам помочь.
- Скошить края соединения. Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Заставить шарик сидеть ровно, вероятно, будет трудно или невозможно.
Кроме того, аргон обеспечивает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые основные металлы, для которых может потребоваться использование 100% аргона в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее ⅛ дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых более низкий провар делает сварку MIG со 100% аргоном выгодной при сварке стальных листов.
В этом случае чистый аргон может снизить вероятность проплавления тонкого основного металла. Но вы, вероятно, все равно получите высокую узкую бусину.
Прочтите также : Газы для сварки ВИГ (с таблицей)
Смеси CO2/аргон лучше подходят для сварки стали методом МИГ и решает проблемы, связанные со 100% аргоном.
 Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.
Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.
Эта газовая смесь обеспечивает текучую, работоспособную лужу и лучшее проникновение. Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон/CO2 газ маркируется с указанием количества CO2, добавленного в аргон.
Например, «C25» представляет собой защитный газ, состоящий из 25 % CO2 и 75 % аргона. Сварка со 100% CO2 будет иметь маркировку C100.
Подняв концепцию смешивания газов на новый уровень, используя тримиксный защитный газ (например, 90 % гелия, 7,5 % аргона и 2,5 % CO2), можно получить наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен для сварщика-любителя. Но для качественных сварных швов на нержавеющей стали поиск тримиксной смеси может стоить затрат и усилий.
Связанное чтение : Какой размер газового баллона для MIG / TIG
Почему 100% аргон подходит для сварки стали TIG?
Сварка МИГ и сварка ВИГ отличаются применением присадочного материала и типом используемого электрода. Это влияет на дугу и характеристики сварного шва.
Это влияет на дугу и характеристики сварного шва.
При сварке МИГ в качестве электрода используется присадочная проволока, поэтому проволоку необходимо постоянно подавать к наконечнику по мере ее расхода.
В противоположность этому, при сварке TIG используется неплавящийся вольфрамовый электрод, а наполнитель подается в дугу отдельно. Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Родственные : Сварка MIG и TIG
Таким образом, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки. Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает поддерживать чистоту вольфрамового электрода.
Таким образом, для сварки TIG стали с аргоном можно использовать, тогда как для сварки MIG стали лучше использовать смесь аргона/CO2.
Читайте также:
Стоимость аргона – сколько и где купить
Типы сварочных газов и для чего они используются
Можно ли сваривать МИГ малоуглеродистой стали с использованием чистого или 100% аргона (прямой аргон)?
Сварка MIG, или сварка металлов в среде инертного газа, является предпочтительным методом сварки с момента его разработки во время Второй мировой войны. Он был разработан заводскими рабочими, чтобы значительно увеличить скорость производства и сохранить однородность сварного шва по всей конструкции.
Он был разработан заводскими рабочими, чтобы значительно увеличить скорость производства и сохранить однородность сварного шва по всей конструкции.
Сварка MIG намного быстрее и дешевле, чем другие виды сварки, но это также один из самых простых способов сварки для изучения. Как говорят некоторые люди, это очень похоже на использование клея с несколькими дополнительными шагами.
Можно ли сваривать мягкую сталь MIG в прямом аргоне? Да, вы можете использовать 100% аргон для сварки стали методом MIG, но у этого сварочного газа есть много плюсов и минусов. Лучше всего использовать комбинацию сварочных газов MIG, чтобы получить наилучшие результаты для вашего конкретного проекта.
Аргон — один из четырех газов, используемых при сварке MIG. Принимая решение о том, следует ли использовать аргон для сварки MIG, вы должны учитывать конкретные качества вашего проекта, такие как толщина металла, качество, необходимое для сварки, и бюджет.
В этой статье мы обсудим плюсы и минусы сварки MIG с аргоном, а также ответим на вопрос, который волнует большинство людей, которые только начинают работать в сварочной отрасли или никогда не слышали о процессе сварки MIG: что такое сварка MIG?
Содержание
Сварка MIG с аргоном 100
Аргон широко используется в качестве инертного газа при сварке MIG, т. е. дополняет другой газ. Argon обеспечивает сварщику большее проплавление, стабильность дуги и меньшее разбрызгивание.
Аргон — инертный газ, что означает, что он не реагирует с другими материалами без значительного количества энергии.
Газ не вступает в реакцию с другими материалами или газами, что делает его идеальным газом для использования в процессе защиты.
Связанное чтение: Какие газы используют сварщики MIG >> Сварочный защитный газ | Полное руководство
100 Аргон для MIG можно использовать сам по себе, но только в крайнем случае, поскольку он оставляет очень хрупкий и некрасивый сварочный валик, узкий и неравномерный.
Причина этого в том, что 100%-й аргон не обладает высокой теплопроводностью, поэтому снаружи газового потока намного холоднее, чем в середине потока. Это создает небольшую узкую полость в металле, которая склонна к разрушению и имеет много брызг.
Прямой аргон для MIG
Использование 100 Argon для MIG допустимо для завершения проекта, если у вас закончился газ, или в крайнем случае, но в долгосрочной перспективе использование чистого Использование аргона для процесса сварки MIG не рекомендуется, так как он делает сварной шов более хрупким и менее привлекательным.
Сварка МИГ с 100 аргоном >> Посмотрите видео ниже
Сварка МИГ
Сварка МИГ считается одной из самых простых форм сварки, которая сегодня широко используется в сварочной промышленности. Он завоевал свою популярность благодаря своей простоте, экономической эффективности, скорости и возможности легкой настройки в соответствии со спецификой проекта, над которым вы работаете.
Что такое сварка MIG, а именно то, как работает процесс сварки MIG:
«Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя вместе два основных материала.
Защитный газ также подается через сварочную горелку и защищает сварочную ванну от загрязнения».
Источник: Miller Electric Mfg. LLC
Связанное чтение: 9 различных типов сварочных процессов и их преимущества
Отличие сварки MIG от других форм сварки в том, что она дает огромное преимущество в том, что она непрерывно подает проволоку. через сопло, чтобы обеспечить непрерывную сварку без замены проволоки.
Вы можете думать об этом как о пистолете для горячего клея, в котором у вас есть только определенное количество клея в пистолете в любой момент времени.
Если вы замените клеевой стержень на двадцатифутовый стержень клея, вы сможете использовать этот клеевой пистолет в течение более длительного периода времени.
Чем сварка МИГ не отличается от других видов сварки, так это тем, что при ней трудно получить хорошие сварные швы, когда сталь ржавая или не идеально чистая.
Если вам нужна скорость, качество и эффективность сварки MIG, вы должны убедиться, что металл, который вы планируете сваривать, чистый.
Лучше всего это сделать с помощью шлифовальной машины или металлической щетки, чтобы перед сваркой избавиться от всех загрязнений, находящихся на металле.
Связанное чтение: Сколько зарабатывают сварщики MIG? Средняя заработная плата сварщика MIG
Сварочные газы MIG
Процесс сварки MIG основан на использовании защитных газов для предотвращения контакта сварочной ванны с газами в атмосфере.
Защитные газы также направляют дугу и проволоку в одно место, что сводит к минимуму разбрызгивание. При выборе газа или комбинации газов для сварки MIG необходимо учитывать:
- Стоимость газа
- Свойства готового шва
- Подготовка
- Очистка после сварки
- Основной материал
- Процесс переноса сварки
- Производительность
90 Полный контроль над всеми этими аспектами процесса сварки при использовании сварки МИГ.
Сварка MIG с аргоном
Для сварки MIG используются следующие четыре газа:
- Аргон
- Гелий
- Углекислый газ
- Кислород
Каждый из этих газов обладает особыми свойствами, которые имеют как преимущества, так и недостатки при использовании их в процессе сварки MIG. Чаще всего в процессе используется комбинация двух этих газов.
Связанное чтение: Как использовать сварочный аппарат MIG без газа | Подходит ли безгазовая сварка MIG?
Двуокись углерода
Двуокись углерода является наиболее распространенным из этих газов, которые используются при сварке MIG. Кроме того, это единственное средство, которое можно эффективно использовать и которое обычно используется в чистом виде.
Углекислый газ также является наименее дорогим из этих газов, что делает его более привлекательным для использования по сравнению с другими газами.
Чистый диоксид углерода обеспечивает глубокое проплавление при сварке, что идеально подходит для более толстых металлов, но дает больше брызг и менее стабильную дугу, если не смешивается с другими газами.
Тем, кто уделяет особое внимание качеству сварки, для достижения наилучших результатов следует использовать комбинацию углекислого газа и аргона. Большинство из них считают смесью от 75 до 95 процентов аргона, а остальную часть составляет чистый углекислый газ.
Эта комбинация обеспечивает уникальное сочетание стабильности дуги, контроля сварочной ванны и меньшего разбрызгивания, чем если бы вы использовали только углекислый газ.
Вы также можете выполнить перенос распылением, что приведет к увеличению производительности и повышению качества сварного шва.
Аргон
Аргон создает более узкую полость провара, что идеально подходит для угловых и стыковых сварных швов. Кроме того, если вам нужно сварить цветной металл, металлы, содержащие железо, такие как; алюминий, магний или титан, аргон для сварки MIG необходим, чтобы сварной шов приклеился.
Кислород
Кислород является сверхреактивным газом; таким образом, он используется в меньших концентрациях, обычно ниже девяти процентов. Кислород используется для улучшения текучести сварочной ванны, проплавления и стабильности дуги в низколегированных сталях.
Кислород, однако, непосредственно вызывает окисление металлов, что ослабляет общую стабильность металла, что означает, что его нельзя использовать с металлами, склонными к окислению.
Связанное чтение: Является ли сварочный кислород таким же, как медицинский кислород?
Гелий
Гелий, как и аргон, используется для цветных металлов, но также может использоваться для нержавеющих сталей. Гелий также обеспечивает широкую и глубокую полость проникновения, что означает, что он идеально подходит для более толстых металлов.
Гелий обычно используется в соотношении от 25 до 75 процентов гелия и от 75 до 25 процентов аргона.