







Станок для гибки металла – выбираем оборудование разумно! Гибка металла листового
Гибка листового металла, Гнутые листовые изделия, Оборудование для гибки металла, методы гибки, гибка в штампе, проектирование гибочных штампов, проектирование изделий из листового металла
Главная страница » Гибка листового металла
Гибка листового металла
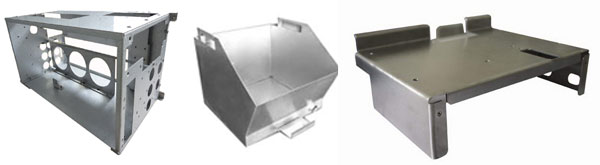
Гибка листового металла сегодня одно из ведущих направлений в машиностроении. Этот метод деформации металла применяют повсеместно для получения различных деталей. Такую популярность гнутые детали получили благодаря высокому показателю прочности и минимизации коррозии. Ведь в таких деталях нет сварочных швов и значительных дефектов. Все детали получаются монолитными, но при этом сложной конфигурации.
Где используют детали по технологии гибки
Гнутые листовые изделия применяются во всех отраслях и их актуальность весьма востребована. Путем гибки изготавливают детали для: автомобилей, кораблей, самолетов, резервуаров и прочих изделий.
При кажущейся легкости – это очень сложный технологический процесс, требующий точных расчетов и внимания.Гибка листового металла – это операция придания листовому металлу объемной формы, методом холодного деформирования.
Раньше гибка металла производилась только вручную, с помощью слесарных инструментов и тисков. Сегодня, машиностроительная отрасль шагнула вперед и для таких процессов теперь применяют высокоточное и технологичное оборудование, позволяющее создавать детали с высокой точностью и большой производительностью.
Оборудование для гибки металла
Для гибки металла используют различное гибочное оборудование от самого простого, которое позволяет даже в домашних условия производить швеллеры и уголки, до высокотехнологичного.
Виды промышленного оборудования:
— ротационное – в нем листы сгибаются в процессе перемещения между валками. Они бывают стационарными и мобильными. Основная сфера применения – это изготовление длинных и объемных деталей, где минимальный радиус изгиба равен радиусу валка станка. Чаще всего получают обечайки цилиндрической и конической формы, но возможно получение и совершенно различных конфигураций прокатываемого листа.


— Поворотное – лист металла сгибается между гибочными балками и плитами, одна из которых расположена снизу и неподвижная, а вторая поворотная находится сверху, хотя компоновки могут быть различными. Такие станки применяют для небольших изделий с легким рельефом.

— Гидравлические и пневматические прессы – их используют для серийного производства мелких деталей. Лист сгибается в них между пуансоном (верхний инструмент) и матрицей (нижний инструмент).

Современные гидравлические станки самостоятельно определяют силу для выполнения сгиба.
Суть технологии гибки листового металла
Процесс сгибания металлического листа заключается в том, что заготовка помещается между валами или плитами станка и подвергаются деформации под усиленным прессом или давлением. При этом не нарушается сплоченность металла, а лист приобретает задуманную геометрическую форму. При желании металл можно согнуть даже в закрытый профиль. Методом гибки получают полноценные изделия не требующих больших объемов сварки, что делает изделие монолитным, надежным, жестким, экономичным и эстетичным.

Основные методы гибки
У каждого метода гибки металла есть свои недостатки и преимущества, а значит и оптимальные сферы для их применения. Предлагаю рассмотреть основные три способа холодной прямолинейной гибки:
— Профилировка – это формовка на профилегибочных станках, когда лист прокатывается между валками от контура которых зависит форма будущего изделия.


— Гибка в штампе (чеканка, калибровка) – это гибка на штамповочном прессе, лист зажимается между пуансоном и матрицей и приобретает их форму.
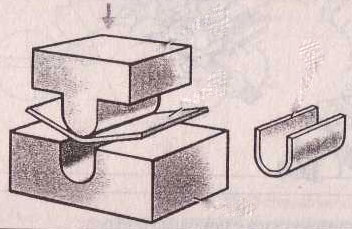
— Свободная гибка (воздушная) – металлический лист пуансоном вдавливается в V-образную выемку матрицы. Это гибка листа по трем точкам, по краям лист касается ручья матрицы, а по линии сгиба лист касается пуансона. Этот метод называют «гибка в воздухе», т. к. после гибки между листом и V-образным вырезом матрицы остается воздушное пространство.

Первые два метода применяются в массовом производстве для одинаковых металлических изделий. Третий метод удобен на производстве разнообразных гнутых листов в мелкосерийном производстве.
Проектирование гибочных листовых изделий
Актуальной темой для промышленности была и остается — проектирование гнутых изделий из листового металла. Эти изделия занимают «львиную долю» среди деталей для машиностроительной отрасли.
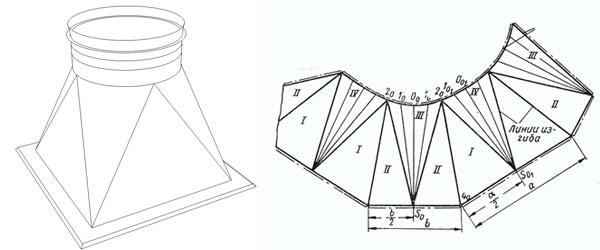
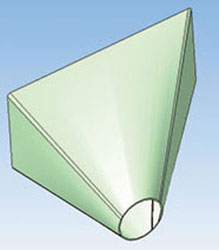
При проектировании гибочных изделий требуется построение их развёрток. Например, частой задачей является изготовить переход из трубы в квадрат путем гибки листового металла. Для ее решения необходимо построение развертки, по которой будет изготовлена заготовка с размеченными линиями сгиба, а после ее сгиба по этим линиям мы получим, нужное нам, изделие. Больше о построении разверток можно посмотреть здесь.
Построение развертки возможно вручную, что достаточно трудоемкий процесс, долгий и включает большую составляющую человеческого фактора, т.е. велика вероятность получения ошибочной развертки и соответственно бракованной детали.
Для упрощения этого процесса и минимизации получения брака данные развертки строятся в автоматизированном режиме в различных CAD-системах, таких как NX, Catia, SolidWorks, Компас-3D. Как правило, в состав таких CAD-систем входит модуль «Листовое тело», с помощью которого проектирование гнутых деталей и их разверток осуществляется быстро, точно и безошибочно. Существуют и более специализированные программы, заточенные на построение разверток.
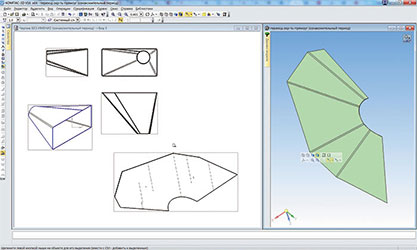
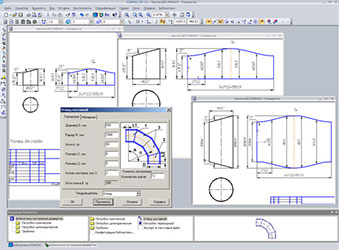
Кроме того, такие задачи, как построение развертки для представленного перехода, являются типовыми, они ежедневно встречаются на различных предприятиях. Для решения таких распространенных задач в CAD-системе присутствуют специальные библиотеки, задав в которых параметры будущего изделия (высота, диаметр, толщина листа и т.д.) библиотека сама построит чертеж развертки.
Не все случаи охватывают данные библиотеки, только наиболее часто встречающиеся, но тем не менее такая возможность здорово экономит время и силы.
Практически все CAD-системы позволяют проводить проектирование гнутых деталей несколькими методами, каждый выбирает для себя наиболее удобный.
Существуют два основных метода:
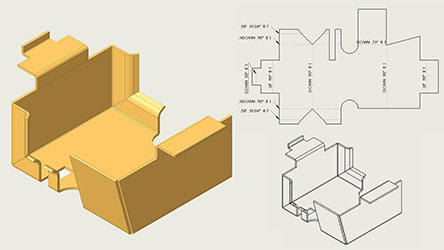
— проектирование твердого тела, то есть деталь проектируется сразу в согнутом состоянии, а разверстку можно получить только, развернув все сгибы;
— проектирование конструкций из листа – сначала делается чертеж развертки с линиями сгиба, а затем она последовательно сгибается под нужным углом и с нужным радиусом.
В результате мы видим, как развертку, так и 3D модель будущей детали, с помощью которых также быстро и точно выпускается качественная конструкторская документация.
Проектирование гибочных штампов
Очень востребовано проектирование штампов, пуансонов и матриц. Этот процесс очень трудоемкий и требует множество расчетов исполнительных размеров штампа. К штампам предъявляется целый ряд различных требований, такие как экономия расхода материала, энергии, времени, трудовых усилий и других ресурсов. Штамп должен быть экономичным в изготовлении, надежным и долговечным, а также простым в наладке, использовании и хранении. Штампы должны соответствовать ГОСТам и другим нормативным документам.
Автоматизированное проектирование штампов значительно сокращает сроки и трудоемкость выпуска конструкторской документации штампа. Многие CAD-системы имеют на своем «борту» специальные библиотеки проектирования штампов. Здесь не требуется проводить расчеты, система сделает все сама.
Тема проектирования штампов весьма широкая и интересная, однако уже выходит за рамки данной статьи, думаю она будет рассмотрена в будущих статьях более подробно. До встречи на страницах нашего блога.
Подводим итоги
Проектирование и изготовление гибочных изделий из листового металла – является делом ответственным и сложным, требующим технических знаний и навыков, умения проводить математические вычисления и всевозможные расчеты. А проектирование штампов является делом еще более сложным.
Если для простых деталей этот процесс довольно прост, особенно используя автоматизированное проектирование, то для сложных требуется более тщательная проработка конструкции для обеспечения ее надежности, жесткости, экономичности, технологичности и т. д.
Похожие записи:
vys-tech.ru
делаем станок для гибки листового металла
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.

Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.

Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.

Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
 Подготавливаем петли и балки
Подготавливаем петли и балки  Соблюдая соосность, подгоняем выемки
Соблюдая соосность, подгоняем выемки  Привариваем петли с двух сторон
Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами Привариваем гайку болта к укосинам
Привариваем гайку болта к укосинам  Привариваем крепежную пластину
Привариваем крепежную пластину  Устанавливаем пружину
Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org
Станок для гибки листового металла – как работает, каким бывает? + видео
Гибка листового металла представляет собой особую технологическую операцию, дающую возможность получать требуемые по конфигурации заготовки. Если для ее выполнения используется станок либо иное специальное оборудование, весь процесс происходит с минимальными усилиями со стороны человека.
1 Какие есть приспособления для гибки?
Гибка металла своими руками чаще всего производится посредством элементарных конструкций. В быту для этих целей применяют обычный автомобильный домкрат. Он позволяет без серьезных затруднений изгибать тонкие трубы и листы, стержневую арматуру небольшого сечения. Еще проще использовать для гибки листового металла киянку, которая имеется у любого хозяина, и металлический уголок. Такое приспособление работает по простейшему принципу. Вы укладываете лист на уголок и загибаете его свободную часть ударами киянки.

Домашний станок для гибки металла
Рекомендуем ознакомиться
Если в быту имеется необходимость в более-менее регулярном изгибании металлических изделий, можно создать самостоятельно даже простой станок. Его делают из струбцины, металлической прочной балки и уголка. Такое приспособление справляется с тонкими листами. Но для работы с прокатом большой толщины оно не подходит. На промышленных предприятиях, а также в небольших мастерских для гибки металла используют другое оборудование. Оно может быть пневматическим, электромеханическим либо гидравлическим. Производственный станок (иначе говоря – пресс) дает возможность работать с материалами любой твердости, толщины и прочности.
Оборудование для изгибания листового проката функционирует по разным принципам. Если используется пневматический станок, его узлы приводятся в действие давлением воздуха, электромеханический работает за счет специального механизма (кривошипно-шатунного). А гидравлическое оборудование функционирует благодаря напору жидкости. При этом любой пресс для гибки создает определенное усилие, которое и позволяет сгибать заготовку. Основным элементом подобной конструкции является траверса – балка укороченного типа, изготовленная из прочного металла. Она управляется специальными системами, в состав которых входят датчики.
А листогибочное оборудование последних модификаций и вовсе контролируется компьютерами. Последние программируют до миллиметра позицию траверсы и скорость ее хода. За счет этого станок с программным управлением гарантирует получение точно выверенных углов изгиба.
2 Гибочный пресс – 3 разновидности
Оборудование для работы с металлом на профессиональном уровне принято делить на три типа. Согласно принятой классификации, станок для гибки металла может быть:
- Поворотным – оснащается подвижной и неподвижной плитами, а также особыми балками. Это оборудование используется для работы с заготовками сравнительно малых размеров и с несложным рельефом.
- Ротационным – снабжается вальцами, между которыми и происходит изгибание заготовки. Такой пресс идеален для обработки крупных по геометрическим параметрам изделий. Обычно его применяют для выпуска небольших объемов заготовок. Важный момент! Ротационный станок может быть переносным либо стационарным. Небольшие мастерские и предприятия, как правило, приобретают мобильное оборудование. Оно занимает меньше места и стоит дешевле стационарных агрегатов.
- Стандартным – оснащенным гидро- либо пневмоприводом. Подобные установки имеют в своей конструкции пуансоны и матрицу. Сгибание листового металла производится между этими узлами. Стандартный пресс оптимален для изготовления больших партий однотипных изделий. Отметим, что на современных предприятиях большей популярностью пользуются гидравлические листогибы. По сравнению с пневматическими агрегатами они намного надежнее и проще в эксплуатации.

Процесс гибки металлических листов
Стандартный гибочный пресс (и пневматический, и гидравлический) требует постоянного присутствия оператора. Все операции на нем выполняются человеком. Оператор настраивает станок для гибки, подает на него заготовки, следит за их правильным положением во время работы агрегата. Поворотный пресс (как и ротационный) в этом плане намного удобнее в эксплуатации. Такое оборудование является автоматизированным. От оператора требуется лишь задать конкретный алгоритм процесса, все остальное сделает станок.
3 Популярное оборудование – обзор востребованных агрегатов
Многие предприятия используют гибочные машины немецкого производителя ThyssenKrupp. Любой пресс с маркировкой MetalMaster LBM обеспечивает качественное выполнение работ. Такое оборудование выпускается в трех разновидностях:
- LBM 300 – пресс для заготовок большой (до 315 см) длины. Он без проблем обрабатывает алюминий толщиной 1,3 мм, нержавеющую сталь 0,5 мм, кровельный металл 0,8 мм.
- LBM 250 – работает с изделиями не длиннее 265 см. По техническим возможностям идентичен вышеописанному агрегату.
- LBM 200 – пресс для заготовок протяженностью не более 215 см. Используется для гибки алюминия толщиной 1,7 мм, кровельной стали 1 мм и нержавейки 0,7 мм.

Станок MetalMaster LBM
Под брендом MetalMaster выпускаются и более современные агрегаты для гибки металла. Они оснащаются программным управлением и дают возможность обрабатывать листы большой толщины (до 15 мм) и длины (до 15 м). На такие листогибы устанавливаются сменные инструменты (разные комплекты матриц и пуансонов), за счет чего на них можно изгибать широкую номенклатуру заготовок. Наиболее известным поворотным и ротационным оборудованием ThyssenKrupp признаются модели серии HPN, CNC и HPJ-K.
Достойным конкурентом немецких агрегатов на российском рынке считаются гидравлические установки Ermaksan. Эти листогибы созданы для скоростной, качественной и высокоточной гибки. На них монтируется превосходное ЧПУ, которое значительно упрощает работу с большим количеством различных заготовок. На данный момент совсем не сложно найти те листогибочные приспособления, которые идеально подойдут для нужд различных потребителей.
tutmet.ru
технологии, оборудование и инструменты :: SYL.ru
Гибка металла – чрезвычайно распространенная операция на машиностроительных производствах. Свойство металлов сохранять остаточную деформацию было открыто еще древними людьми. И сегодня данная особенность железоуглеродистых сплавов и других металлических материалов активно используется не только для придания листовому материалу необходимой формы с использованием высокотехнологичного современного оборудования, но и при проведении некоторых видов работ в домашних (кустарных) условиях.
Общие положения
Гибка металла заключается в изменении формы исходного материала (лист стали, пруток проката и т.д.). Причем современные технологии позволяют выдавливать из тонколистового материала невероятно сложные поверхности (например, элементы кузова автомобилей).
На предприятиях данные работы осуществляются специальными станками для гибки металла. Подобное оборудование имеет очень высокую производительность и способно выпускать огромное количество изделий в единицу времени.
Следует отменить, что не каждая сложная поверхность обязательно получена гибкой металла. Наряду с данной технологией известны и давно применяются в промышленности также и обработка металла резанием, литье в песчаные формы и в кокиль, так называемое экструдирование, прокат и другие методы формирования объемных поверхностей.
Технология гибки металла: основные положения
Данный процесс позволяет получать сложные по форме поверхности без применения сварочных соединений, что значительно улучшает ряд важных эксплуатационных показателей изделия (прежде всего сопротивление коррозии и отсутствие протекания процессов разупрочнения и развития отпускной хрупкости для ряда материалов), а также положительно сказывается на экономических показателях производства.
При проведении ремонтных работ дома также часто возникает необходимость в придании листовому материалу или прутку необходимой формы. Принцип и физические основы процесса не отличаются, но в быту применяется примитивное оборудование.
К недостаткам данной технологии относится ограничение по толщине изгибаемого листа стали, а также определенные ограничения по химическому составу материалов и предварительной термической и химико-термической обработки изделий. Так, для гибки металла с толстыми стенками его необходимо предварительно разогреть, чтобы материал «потек». Температура, при которой сталь и сплавы на основе железа становятся податливыми и хорошо деформируются, для каждого материала разная. Существуют специальные марки сталей, которые устойчивы к воздействию высоких температур и сохраняют высокие механические свойства.
Технологические возможности оборудования
На рынке представлено огромное количество всевозможных приспособлений и станков для осуществления процесса гибки стальных материалов. Они позволяют получать из стального листа профили сложных форм.
Все виды оборудования для гибки металлов можно классифицировать следующим образом:
- ротационные машины: ровный лист запускается между вращающимися валками и изгибается;
- поворотные станки: один конец листа жестко крепится к неподвижной балке, а другой – к поворотному механизму; поворотная балка приводится в движение, и лист изгибается;
- пресс с гидравлическим (реже с пневматическим) приводным механизмом: листовой материал кладется на нижнюю форму, а сверху со значительным усилием прижимается вторая полуформа; в результате лист выдавливается и приобретает очертания формы.
Гибка металла в условиях промышленного производства. Особенности
На современном этапе технологического развития общества в изготовлении практически любого сложного и не очень изделия в той или иной степени применяется гибка металла: металлические трубы, элементы стального каркаса зданий, автомобили, пружины, рессоры и т.д.
Оборудование для осуществления гибки отличается большим разнообразием, в том числе и по принципу действия: от высокотехнологичных высокоскоростных прессов выдавливания до известных уже несколько сот лет валиков.
В основном на промышленных производствах реализована гибка металлов прессом. Гидравлический агрегат способен развивать очень большое усилие и изгибать даже толстостенные изделия. Работа на таком прессе сопряжена с риском получения травм и даже с риском для жизни. Поэтому одну единицу станочного оборудования обслуживают минимум два человека. А рабочий ход может осуществляться лишь в том случае, если оба рабочих нажмут на соответствующие кнопки.
Гибка в домашних условиях
Для придания металлу нужной формы наличие сложного и дорогостоящего оборудования совсем необязательно. Если толщина стали сравнительно небольшая (до 3 миллиметров) и в ней содержится немного углерода, то из нее можно получить изделие сложной формы и в домашней мастерской. В качестве станка для гибки металла можно использовать обыкновенные слесарные тиски с молотком, а для завивки спиралей из прутка или тонкой полосы пользуются так называемой улиткой. Конструкция улитки не отличается сложностью. Ее можно изготовить самостоятельно.
Рекомендации опытных мастеров
Холодная деформация сопровождается возникновением огромного числа дислокаций, что приводит к появлению значительных напряжений. Для изделий, которые не испытывают значительных нагрузок в процессе эксплуатации (кровля, жестяные трубы и другие элементы) это не критично. А вот для ответственных изделий, узлов агрегатов подобные напряжения могут послужить концентратором разрушающих сил. Поэтому изделия такого типа в обязательном порядке должны подвергаться рекристаллизационному отжигу, который нормализует структуру и снимает пагубные напряжения.
Величина напряжений и образующихся пустот и пор между зернами металла напрямую зависит от радиуса кривизны, а значит, и от применяемого инструмента для гибки металла. Этот параметр относится к категории справочных данных и зависит от химического состава стали, а также от толщины листового материала. Если радиус кривизны не превышает допустимого значения, то изделие допускается к работе после испытаний на прочность контрольного образца.
www.syl.ru
инженер поможет - Гибка листового металла
Нагрев листового металла часто используется для гибки труб или листового металла изготовленного из цветного металла, например из меди и её сплавов. Для этой цели лучше всего использовать сегментный нож или загибающий нож, который состоит из набора сегментов разной ширины, для повышения качества гибки. Различные его комбинации позволяют гнуть фрагменты совершенно разной ширины. Такой вид гибки очень хорошо себя зарекомендовал для предварительно нагретых листов из медных сплавов. На современном производстве пресса для металла гнут гидравликой. Несколько раз вил гибочные станки которые использовали энергию махового колеса, и пару раз наблюдал работу пневматических ножниц построенных по тангенциальному типу.

Нагрев таких сплавов, как аллюминий приводит к его старению.В случае, когда старение изделия связано с изменением его геометрических размеров,то нужно его (изделия) искусственное старение,которое можно получить с помощью нагрева(отпуска).Нагрев перед гибкой применяется также для снятия напряжений в трубе перед гибкой (обычно требуется после волочения). Состояние покрытия будет зависеть от температуры прогрева.
При гибке детали, очень важно до начала работы определить правильность размеров конечной продукции. При расчете длины заготовки нужно учитывать радиус гибки листа. Для заготовок гнущихся только под прямым углом без появления с внутренней стороны листа скругления, припуск листа на изгиб должен быть от 0,5 - 0,7 от толщины металла заготовки.
Очень важной характеристикой гибочного оборудования-это система безопасности. Наличие ограничителей у станка существенно уменьшает травмоопасность при производстве. В последнее время на производствах вижу станки оснащенные лазерными датчиками, которые при появлении чего-то постороннего в зоне работы экстренно прекращают работу оборудования
Станки для гибки по способу работы разделяются на типы:
станки используемые матрицу и пуансоно;поворотные станки используемые гибочную балку;ротационные станки используемые валки.
Теперь рассмотрим маленький пример. Для гибки стального листа S=05-5мм подогрев металла не требуется, но важно правильно выбрать оборудование и оснастку.Для гибки стального листа с покрытием можно применять защитную технологическую пленку,сцелью сохранения покрытия.Подогрев будет только повреждать покрытие и абсолютно не влияет на процесс гибки листового материала.

Технологии гибки металла.
Существует два способа гибки металла: ручной и автоматизированный.
Ручной способ гибки металла это сложный и трудоемкий технологический процесс. Металл при использовании этого способа зажимается с помощью тисков, а потом обрабатывается молотком и плоскогубцами. При ручной способе гибки металла толщина листа не должна быть больше 0,6 мм.
Гибка металла автоматизированным способ основана на применении листогибочного пресса, вальцов или роликового листогибочного станка. При этом способе уменьшается трудоемкость процесса гибки металла и количество получаемого при производстве брака.
Выбор технологии гибки, как и в любом виде обработки, в значительной степени определяется применяемым материалом и от требованиями к получаемой при обработке продукции. При гибке обязательно перед началом работы дополнительно нужно производить расчеты усилия гибки металла с помощью формулы и на наименьший внутренний радиус изгиба, для предотвращения образования трещин. Но самым важным правилом при такой обработке это чтобы внутренний радиус листового металла не был больше толщины самого сгибаемого листа.
Виды станков для гибки металла
Гибка металла осуществляется на станках которые бывают роликовые, дисковые, валковые, шпиндельные и ползунные.
От расположения валов на гибочных станках зависит возможность обработки листов разной толщины. Ассиметричные станки позволяют гнуть тонкие и средние листы, а симметричные толстые листы.
При помощи оборудования с 4 валиками можно получить изгибы с абсолютно любой кривизной без деформирующей силы, что невозможно сделать на симметричном станке с тремя валиками.

Профилегибочное оборудование
По принципу работы похож на листогибочный станок для металла , но имеет другое расположение роликов. Оси валков станка могут быть расположены как вертикально так и горизонтально, и даже под наклоном. Регулировка такого станка производится с помощью электрического привода. Для этого типа профилегибочных станков применяется асимметричное расположение роликов для гибки металла.
Кстати, оборудование для гибки металла с ручным механизмом оптимальный вариант для бытовых работ. Эти станки не требуют высокой квалификации и подойдут для обычной домашней мастерской

engcrafts.com
Гибка листового металла: технология, станок, обработка
 Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.
Металлоконструкции произведенные на листогибной установкеГибка листового металла – неэнергоёмкая операция листовой штамповки. Поэтому во многих случаях, когда не требуется высокая производительность, её выполняют на оборудовании с ручным приводом. Это снижает затраты на подготовку и организацию производственных площадей, упрощает управление станками, удешевляет производимые изделия.При этом, ввиду высокого качества листогибочных агрегатов, точность гибки остаётся на прежнем уровне.
Особенности ручной гибки плоских листовых заготовок
Любой изгибаемый металл обладает упругими свойствами. Поэтому в процессе приложения к заготовке кратковременного деформирующего усилия пластические характеристики материала заготовки не успевают реализоваться должным образом. В результате имеет место пружинение – частичное восстановление формы согнутой заготовки после отвода рабочего инструмента в исходное положение. К сожалению, обработка листового металла гибкой с использованием механических прессов не предоставляет возможности увеличить время контакта пуансона с заготовкой.
Гибка листового металла
Виды различных конструктивных и технологических приёмов, при помощи которых можно компенсировать пружинение металла, следующие:
Станки для гибки, оснащённые ручным приводом, таких проблем не создают, ибо время выдержки металла под давлением задаётся самим оператором.
 Вальцовочный станок
Вальцовочный станокВ практике выполнения гибочных операций на подобном листогибочном оборудовании чаще встречаются такие его разновидности, как гибочный и вальцовочный агрегат. Технологическое отличие между ними заключается в том, что гибочный станок производит последовательное деформирование по всей поверхности контакта инструмента с заготовкой, а вальцовочный – лишь по части такой поверхности. Вальцовка требует для своей реализации меньшего усилия, чем гибка, зато её рабочий цикл – длиннее.
Разновидности технологических операций при ручной гибке
Поскольку крутящий момент с применением мускульной силы ограничен физическими возможностями оператора, то чаще всего применяется гибка листового металла по следующим схемам процесса:
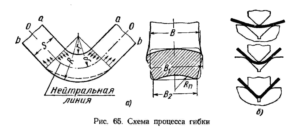 Схема процесса гибки
Схема процесса гибки- Свободная гибка непрофилированным инструментом, когда заготовка фиксируется на двух противоположно размещённых опорах и деформируется пуансоном, имеющим строго определённый радиус рабочей части. Способ применяется преимущественно для одноугловой V-образной гибки. Такая технология отличается минимально необходимым для этого усилием;
- Калибрующая гибка, при которой деформация листовой заготовки происходит в матрице. Гибочный станок, предназначенный для этих целей, должен обладать более жёстким столом и, соответственно, станиной;
- Гибка с одновременным растяжением – применяется при деформировании малопластичных сплавов (например,
 Гибка калибрующим ударом
Гибка калибрующим ударомалюминия с марганцем), а также сталей с содержанием углерода более 0,4%. Данная технология предполагает приложение к заготовке растягивающих усилий от её краёв, что усложняет привод агрегата, и увеличивает требующуюся нагрузку;
- Гибка в роликовых (вращающихся) матрицах: применяется при локальном формообразовании, в частности, при профилировании листового или широкополосового металла. В частности, любой вальцовочный станок должен иметь возможность для установки роликовых матриц. Усилие при данном способе гибки – наименьшее из возможных.
Обработка листового металла с использованием операций гибки выбирается в зависимости от следующих факторов:
- Возможностями, которыми обладает станок для гибки металла.
 Гибка металла
Гибка металла - Марками применяемого в производстве листового проката.
- Требуемой производительностью оборудования (необходимо учитывать, что, кроме самой гибки, часто требуется выполнять ещё отрезку, пробивку отверстий и другие операции).
- Максимальными усилиями, которые потребует для своего управления гибочный или вальцовочный станок.
- Точностью процесса, что определяется конструкцией фиксирующих приспособлений, которыми обладает гибочный агрегат.
Оборудование для выполнения ручной гибки листового металла
Гибочный станок с ручным приводом чаще встречается в условиях мелкосерийного производства, где часто требуется оперативная переналадка оборудования с одного типоразмера выпускаемой продукции на другой. Обработка листового металла на ручных листогибочных установках экономит производственные площади, и в большинстве случаев не требует использования дорогого специализированного инструмента – штампов.
Как сделать листогибочный станок своими руками
Ввиду резкого увеличения прилагаемого усилия и момента, толщина листовых заготовок для гибки и последующей резки стали не должна превышать 1,2…1,5 мм, а для более пластичных сплавов, например, алюминия – 2…3 мм. Этих ограничения вполне допускают, чтобы такая технология использовалась при производстве стальных строительных элементов – скосов, жёлобов, распределительных коробок, а также при производстве доборных элементов кровли зданий. При производстве данных элементов из полосы станки должны иметь боковые ножи для резки дефектных краёв изделия.
 Ручной листогибочный станок
Ручной листогибочный станокПреимуществом ручных листогибочных установок является то, что при низких скоростях деформирования не происходит отслаивания предварительного защитного покрытия заготовок. Поэтому технология ручной гибки вполне допускает наличие на исходном металле цинкового покрытия, либо слоя краски.
Виды станков для холодной гибки классифицируются по следующим признакам:
- По ширине рабочего стола, что определяет предельные габариты деформируемого изделия;
- По наличию дополнительного инструмента, в частности, ножа для роликовой резки кромок;
 Листогиб ручной
Листогиб ручной - По максимальной величине момента, прилагаемого к рукоятке привода гибочного ползуна;
- По виду привода: гибочный ползун может перемещаться либо поворотом рукоятки, либо педалью (возможен и комбинированный вариант).
- По кинематике движения ползуна – он может перемещаться возвратно-поступательно, либо по дуге. Последнее исполнение делает гибочный агрегат более компактным;
 П-образный винтовой прижим
П-образный винтовой прижим - По способу прижима: для малогабаритных заготовок достаточно обычного винтового прижима, но для более мощных и универсальных агрегатов, где, наряду с гибкой, необходимо выполнение операции резки, потребуется гидравлический прижим. Иногда в конструкции имеется и боковой прижим, более всего удобный именно для осуществления резки.
Следует отметить, что ведущие производители ручных листогибов часто оснащают их и дополнительными опциями.
Одним из наиболее авторитетным производителем данного оборудования считается американская фирма Tapco (Тапко). Станки данной компании позиционируются производителем как агрегаты, которые должны заниматься выпуском наружных кровельных элементов конструкций зданий, а потому обязаны работать преимущественно вне помещений. Поэтому узлы такого оборудования выполняются исключительно из сталей с антикоррозионным покрытием.
Технология гибки на станке Tapco предусматривает возможность выполнения следующих переходов:
- Резки исходной заготовки в размер (все данные станки – проходного типа, при котором перемещение заготовки производится только в одном направлении).
- Последующей профилированной или сегментной гибки (определяется видом инструмента, который установлен на гибочный ползун).
- Обрезки кромок с одновременной калибровкой готовой детали.
 Ручной листогиб Tapco
Ручной листогиб TapcoСтанки легко разбираются и обслуживаются, поскольку производитель собирает их по методу модульной сборки. По этой же причине станки от «Тапко» отличаются лёгкостью при своей транспортировке на новое место использования. Вместе с тем применение высококачественного металла для изготовления инструмента и деталей таких станков соответствующим образом сказывается на их цене.
Реклама партнеров
Видео: Ручной станок листогибочный
Похожие статьи
promtu.ru
Гибка металла
Гидравлический гибочный пресс Durma AD-R 30220
Гибка листового проката толщиной до 16мм и длиной до 3000мм.
Мы используем автоматизированное оборудование в виде гидравлического гибочного пресса DURMA AD-R-30220, усилие 220т и длиной рабочей зоны 3000 мм. Благодаря этому мы можем создавать детали с большим количеством сгибов, приданием объема и сложной конфигурации без сварки или с минимальным её использованием. ПАРАМЕТРЫ ГИБА Максимальная длина гиба: 3000мм Максимальная толщина гиба: 16мм Автоматическая калибровка и точность позиционирования до 0,01 ммЧТО ТАКОЕ ГИБКА МЕТАЛЛА Гибка стальных листов представляет собой процесс деформации листового металла, при помощи которого выполняется конфигурирование изделий. В процессе работ происходит растяжка наружного слоя заготовки и сжатие внутреннего слоя. При таком методе выполнения получается лишенная швов монолитная конструкция, сам же полученный элемент сохраняет все антикоррозийные характеристики и прочность.
При выполнении операции гибки металла, наиболее важной из всех характеристик, считают придаваемый радиус сгиба. На специальном листогибочном оборудовании его нельзя получить меньшим, чем толщина самого листа.
Наибольшей эффективности удается достигнуть при работе с тонколистовым прокатом. Все необходимые работы производятся опытными специалистами нашего предприятия. Для решения вопроса стоимости следует принимать во внимание определенные характеристики заказа. Окончательная цена определяется в зависимости от того, какова толщина листа заготовки и прочих характеристик — объема заказа, сложности исполнения. Для более точных расчетов рекомендуется обсудить вопрос с нашими специалистами.
Гибка металла на сегодняшний день считается одной из наиболее востребованных операций. Она позволяет получать высококачественные изделия с требуемыми характеристиками без создания швов. В нашей организации специалисты выполнят гибку металла с полным соблюдением всех требуемых размеров и форм.
Современное оборудование, которым мы располагаем, а также высокий профессионализм сотрудников помогают выполнить операцию гибки металла в наилучшем качестве.
| ПРАЙС-ЛИСТ НА ГИБКУ ЛИСТОВОГО МЕТАЛЛА | ||||||
| Толщина, мм | Длина гиба, мм | |||||
| до 500 | до 1000 | до 1500 | до 2000 | до 2500 | до 3000 | |
| 0,5-0,8 | 20 | 34 | 44 | 57 | 69 | 83 |
| 1-1,5 | 21 | 35 | 45 | 58 | 70 | 85 |
| 2 | 22 | 35 | 48 | 59 | 75 | 90 |
| 2,5 | 22 | 36 | 51 | 61 | 80 | 100 |
| 3 | 23 | 38 | 57 | 63 | 85 | 120 |
| 4 | 25 | 45 | 67 | 75 | 115 | 160 |
| 5 | 30 | 50 | 80 | 110 | 150 | 200 |
| 6 | 40 | 60 | 90 | 125 | 170 | 235 |
| 8 | 60 | 130 | 200 | 280 | - | - |
| 10 | 80 | 180 | 280 | - | - | - |
| 12 | 100 | 250 | - | - | - | - |
| Цены на гибку листового металла указаны с учетом НДС 18%. | ||||||
| Цена гибки ориентировочная и не является публичной офертой | ||||||
| Сложные гибы (например: гибка с предварительными гибами, гибка с последующим разгибом , гибка с ребрами жесткости, гибка с большим количеством переворотов, гибка крупноформатных изделий и т.д.) требуют специальных расчетов и рассчитываются индивидуально. | ||||||
| Стоимость гибки рифленой стали – коэфф. 1,5 от базовой цены | ||||||
| Минимальный объем заказа – 3000 руб, без учёта стоимости материала. | ||||||
nmpnn.ru










