Соединение деталей, трикотажные швы. Горизонтальный шов
Сварка горизонтальных швов. Технология выполнения работы.

Содержание статьи
Особенности сварки соединений по горизонтали
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
 рис. 1
рис. 1Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.

Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.

Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
Сложности, возникающие в процессе сварки
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
- Расплавленный металл может вытекать из сварочной ванны.
- Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.

Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.

Инструменты
Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы:
- Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока.
 Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
- Выпрямитель – прибор, основное предназначение которого
 заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
- Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных
 работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
Параметры тока и перемещение электрода
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.

В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
 некачественный шов
некачественный шовЕсли же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Техника безопасности
Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Технология сварки горизонтальных швов - как правильно варить?
Сварка горизонтальных швов производится на вертикальной плоскости. Со стороны она может показаться очень схожей с созданием соединений в нижнем положении, но на практике здесь встречается слишком много нюансов, которые и создают отличия в технике проведения процедуры. На самом деле действительно, если горизонтальный шов на вертикальной плоскости перевернуть на 90 градусов, то он оказывается швом в нижнем положении. Но далеко не всегда есть возможность его перевернуть, особенно если речь идет о больших конструкциях. Тогда приходится выполнять все на вертикальной плоскости, что не всегда удобно.
Сварка в горизонтальном положении шва применяется практически повсеместно, так как это один из основных типов. С его помощью создаются металлоконструкции, производятся различные корпуса для механизмов, проводятся ремонтные работы и так далее. Практически во всех случаях, когда объект оказывается не поворотным, нужно проводить дуговую сварку горизонтальных швов. Ее легче сделать, чем вертикальный шов, так как здесь имеется специальная опора в виде нижней кромки. В ином случае все было бы так же сложно.

Процесс сварки горизонтального шва
Особенности горизонтальной сварки 
Длина сварного шва при данном типе операций может быть совершенно различной, так как этот параметр не влияет на выбор способа сваривания. Также данная разновидность соединения не зависит от того, какое оборудование для сварки будет использоваться. Выбор основан лишь на потребности создавать шов именно в таком положении из-за особенностей расположения конструкции. Все остальные факторы отходят на второй план.
Главной задачей сварщика является правильный сварочный шов, чем более удобным будет положение для его создания, тем выше будет прочность соединения. Обязательным условием для создания качественного горизонтального шва становится предварительная обработка поверхности с правильным разделыванием кромок. Техника сварки горизонтальных швов предполагает наличие небольшой дополнительной опоры, которая будет сделана на нижней кромке. Ее делают подобно ступеньке, а верхнюю кромку расширяют под определенным углом. Благодаря этой ступеньке расплавленный металл не так сильно стекает, а под действием силы притяжения просто вплавляется в ее поверхность. Для того, чтобы создать соединение с верхней кромкой нужно просто захватывать данную часть сварочной ванной и постепенно вести шов в сторону с одинаковой высотой.
Сварка угловых швов в горизонтальном положении, а также других типов соединений при этом положении, обладает намного меньшим риском припыливания материала из-за низкой скорости ведения шва. Ведь основная нагрузка приходится перпендикулярно на всю толщу металлического листа, по-этому, возникает больше вероятности, что возникнут проблемы с не проплавленной верхней кромкой или растеканием металла.
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
«Важно!
Чтобы уберечься от многих сложностей при создании шва в горизонтальном положении нужно создавать склон на верхней кромке.»
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.

Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
- Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Видео. Процесс сварки горизонтального соединения
svarkaipayka.ru
Как правильно проводить сварку горизонтальных швов
 » Как правильно проводить
» Как правильно проводить
Cварка в горизонтальном и вертикальном положении шва
 Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
 Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
Сварка горизонтальных швов
Сварка горизонтальных швов. сварка одиночных валиков на вертикальной поверхности .
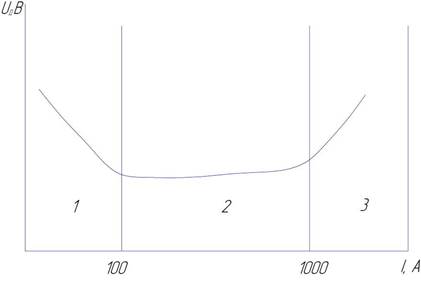
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика - 1-2 диаметра с покрытием - достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 1 а).
Другие страницы по теме Сварка горизонтальных швов :
При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».

Рисунок 1. Сварка горизонтальных швов. необходимый угол наклона .
Наплавка на вертикальной плоскости .
Каждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 2 а).
Наплавка ведется снизу вверх. Последний валик (рис. 2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1-й - корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис.3) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости. Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» - когда необходимо уменьшить проплав, и «углом назад» - когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний. При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги - в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой - когда зазор достаточный для хорошего проплавления обратной стороны корня шва. Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки. Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
Как правильно нужно класть сварочный шов
Сегодня известно очень много самых разных способов соединения металлических изделий. Их можно разделить на две группы:

Классифакация сварочных швов.
К соединениям первой группы относятся детали, которые можно разъединить, не нарушая при этом соединительных элементов, например, болт с гайкой. Именно второе соединение является самым надежным. При этом детали невозможно разъединить, не нарушив соединительную часть. Речь идет о сварочном и заклепочном соединении. Когда требуется получить качественное и надежное соединение, самым лучшим считается сварочный шов. Очень многие покупают сварочные аппараты, чтобы сварить детали, но при этом совершенно не имеют никакого опыта. После нескольких неудачных попыток у них возникает вопрос: как правильно класть сварочный шов? Для этого необходимо знать несколько основных правил.
Основные характеристики
Сварочный процесс представляет собой соединение металла с помощью электродуговой сварки. Соединяемые части плавятся при помощи электрической дуги, а также электрода, состоящего из металлического стержня со специальным покрытием. На качество и надежность сварного шва влияет очень много разнообразных факторов:
Схема сварки покрытым металлическим электродом.
- сварочный аппарат;
- регулировка силы тока;
- размер электрода;
- профессионализм сварщика.
Виды сварки, которые используются в быту и промышленности, подразделяются на несколько групп:
- газопрессовая;
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- сварка трением.
Когда используется газопрессовая сварка, применяется открытое пламя ацетилкислорода. Положительной стороной такого метода считается высокая производительность. Этот способ получил широкое распространение в газовой и нефтяной промышленности. Он часто встречается, когда прокладывают трубопроводы. Широко применяется этот способ и в машиностроении.
Контактная сварка происходит при небольшом напряжении, но высоком значении электрического тока. Таким методом можно варить точечным и стыковым способом.
Схема сварочного полуавтомата.
Для освоения технологического процесса производства сварочных работ прежде всего нужно иметь соответствующее сварочное оборудование. Можно его взять в аренду или купить. Сегодня магазины предлагают широкий ассортимент сварочных аппаратов, в которых имеется устройство, дающее возможность проводить регулировку силы тока. Домашний мастер может сам сделать сварочный аппарат. но он не сможет обойтись без преобразователя электрической энергии. Эти устройства имеют несколько разновидностей.
Некоторые разновидности устройств для качественной работы
Трансформатор. Предназначен для получения постоянного тока, когда приходится пользоваться бытовой розеткой. При покупке такого агрегата нужно всегда помнить, что недорогие модели не в состоянии поддерживать стабильную работу электрической дуги. Очень часто происходит «просаживание» напряжения. Отрицательной стороной является также их масса, они тяжелые и неповоротливые.
Выпрямитель. Это устройство, с помощью которого происходит преобразование бытового тока в постоянный. Аппарат отличается от трансформатора стабильной работой электродуги. Качество сварочного шва получается достаточно высоким.
Инвертор. Новейший преобразователь, позволяющий работать на любом виде тока. Дает всегда высокое качество сварки. Швы при этом получаются ровными и гладкими. Устройство очень компактно, имеет небольшой вес, легко зажигается. Инвертор отличается высокой производительностью и быстродействием.
Для нормальной работы электросварки должно быть стабильное горение дуги. Такое постоянство зависит от правильного выбора зазора между свариваемой деталью и покрытием электрода. Лучше всего дуга горит, когда зазор равен 5 мм.

Техника выполнения сварных швов.
Высокая температура дуги вызывает плавление детали и металлического стержня электрода. В это время происходит заливка всех углублений, которые образовались в результате плавления. При медленном передвижении электрода по поверхности шва происходит заливка пустот.
Чтобы полученным швом можно было гордиться, необходимо правильно подобрать электрод. Для этого необходимо знать состав металла детали, которую необходимо будет сварить. Подбор электрода базируется именно на этих параметрах. Электроды изготавливаются нескольких видов. Они могут быть:
По маркировке электрода можно определить вязкость получаемого шва, цифры скажут о твердости металла. Главным правилом при выборе электрода считается его размер. Он должен соответствовать толщине металла.
Практические рекомендации
Для качественной электросварки, чтобы шов выглядел аккуратным и прочным, необходимо правильно подобрать наклон электрода. Обычно этот угол равен 75 градусам относительно направления электродуги. Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву. Возникнет дуга также и при постукивании электродом по поверхности.
Чтобы получить стабильное горение дуги, требуется правильно отрегулировать силу тока. При ее недостаточности дуга очень быстро погаснет, появится «залипание» электрода. Когда сила тока имеет большие значения, происходит разбрызгивание металла во все стороны, он начинает гореть.
Во время работы электрод плавится, происходит его постепенное уменьшение в размерах. В связи с этим нужно постоянно придвигать его к детали, сохраняя нужное расстояние для стабильной дуги. Если этого не делать, дуга быстро погаснет.
Во время сварочного процесса образуется сварочная ванна, которая является жидкой смесью расплавленного металла и плавящегося металлического сердечника с покрытием. Когда происходит постоянное плавное перемещение электрода с выдержанным зазором, качество шва получится наиболее надежным, механические показатели будут на высоте. Швы будут выглядеть эстетичными.
После сварки по всей поверхности шва происходит образование шлака.
Его удаляют небольшими ударами молотка. Затем шов подвергается зачистке металлической щеткой. Чтобы научиться качественно варить металл, необходимы постоянные тренировки, желание получить отличное качество работы. Перед началом самостоятельной работы стоит посмотреть, как работают опытные сварщики.
Безусловно, сварочное дело очень сложное и непростое. Мгновенно освоить все нюансы этого дела практически невозможно. Понадобится достаточно много времени, чтобы освоить все хитрости сварки. Когда появится опыт и навыки работы, можно будет с помощью сварки получать оригинальные и красивые изделия.
Руслан Тимурович Абаев
Источники: http://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva.html, http://weldzone.info/technology/teoriya-svarki/760-svarka-gorizontalnyx-shvov, http://moyasvarka.ru/process/kak-pravilno-klast-svarochnyi-shov.html
Комментариев пока нет!
kakpravilno-sdelat.ru
Виды узловых швов
Вертикальные узловые швы бывают круговыми (циркулярными) и П-образными.
Вертикальный круговой шов заключается в проведении нити перпендикулярно к длиннику раны по окружности разного радиуса в зависимости от толщины и свойств соединяемых тканей (рис. 19). Преимущества вертикального кругового узлового шва
— Относительная техническая простота исполнения.
Рис. 19. Вертикальный круговой узловой шов.
Недостатки вертикального кругового узлового шва Значительная компрессия тканей внутри круговой нити с тенденцией к последующему прорезыванию, ишемии или некрозу; возможность деформации краев раны из-за отклонения плоскости шва от нормали к длиннику раны. Плоскость узлового кругового шва должна быть строго перпендикулярна силовым линиям раны; возможность развития послеоперационного рубца в виде «железнодорожного полотна» вследствие несовпадения стабильной жесткой конструкции кругового шва и объемных динамических свойств краев раны; при значительном отеке краев раны после наложения шва неподвижной кольцевидной конструкции возможно прорезывание нити через ткани, а при быстром спадении отека возможно расхождение краев раны и ее заживление вторичным натяжением из-за невозможности изменения параметров кругового шва. Указанные недостатки ограничивают применение кругового шва на отечных разрыхленных краях ран и могут быть скорректированы при использовании так называемого пластиночного шва (рис. 20).Рис. 20. Пластиночный шов, наложенный на рану мягких тканей бокового отдела лица.
Особенностью этого шва является возможность регулирования длины участка нити, предназначенного для скрепления краев раны. Для этого используются дробинки, надетые на концы нити. Фиксацию изменений длины нити по мере уменьшения отека тканей производят за счет расплющивания дробинок. Это позволяет сохранять точное постоянное сопоставление краев раны. Пластинки, наложенные на края раны, уменьшают удельное давление нити на ткани, препятствуя формированию грубого рубца.Вертикальный П-образный шов адаптирует края раны, точно сопоставляя их без большого напряжения тканей и формирования «мертвого пространства» (рис. 21). Относительным недостатком вертикального П-образного шва является несоответствие напряжения тканей в месте наложения шва и в прилегающих участках.
Рис. 21. Вертикальный П-образный шов
Одной из разновидностей узлового вертикального П-образно-го шва является шов Мак Миллана—Донати. Для полного исключения образования закрытой полости вблизи дна раны и повышения прочностных свойств шов накладывают таким образом, что наряду с краями раны захватывают ее дно. Особенностью этого шва является то, что поверхностная нить проходит непосредственно через толщу дермы (рис. 22).Рис. 22. Шов Мак Миллана—Донати, повышающий прочность соединения краев раны переднебоковой брюшной стенки.
Кроме того, для повышения эстетических свойств вертикального П-образного шва концы нити проводят через дерму и подкожную жировую клетчатку без выкола на поверхность кожи с одной стороны — шов Альговера (рис. 23).Рис. 23. Шов Альговера
Горизонтальный узловой шов обычно накладывают П-образно (рис. 24).Рис. 24. Горизонтальный П-образный шов
Преимущества горизонтального П-образного узлового шваПовышенное качество соединения средней части глубокой раны; небольшая трудоемкость.
Недостатки горизонтального П-образного узлового шва
Возможность расхождения краев кожи с заживлением раны вторичным натяжением; недостаточные гемостатические свойства; опасность формирования замкнутой полости с возможностью нагноения между линией швов и дном раны.
Г.М. Семенов, В.Л. Петришин, М.В. Ковшова
medbe.ru
горизонтальный шов — с английского на русский
См. также в других словарях:
горизонтальный шов — Растворный шов между опорными поверхностями камней (блоков). [Англо русский словарь по проектированию строительных конструкций. МНТКС, Москва, 2011] Тематики строительные конструкции EN bed joint … Справочник технического переводчика
Герметизация межпанельных стыков — Герметизация межпанельных стыков ремонтно строительные наружные работы составных частей панельного или блочного дома. Необходимость ремонта дефектных стыковых соединений панелей определяется жилищно эксплуатационными организациями при… … Википедия
Суста́вы — (articulationes; синоним сочленения) подвижные соединения костей скелета, которые участвуют в перемещении отдельных костных рычагов относительно друг друга, в локомоции (передвижении) тела в пространстве и сохранении его положения. Различают… … Медицинская энциклопедия
КИШЕЧНИК — КИШЕЧНИК. Сравнительно анатомические данные. Кишечник (enteron) представляет собой б. или м. длинную трубку, начинающуюся ротовым отверстием на переднем конце тела (обычно с брюшной стороны) и кончающуюся у большинства животных особым, анальным… … Большая медицинская энциклопедия
НАШАТЫРНЫЙ СПИРТ — НАШАТЫРНЫЙ СПИРТ, Ammonium са usticum solutum (правильнее Ammonia Cau stica soluta), Liquor Ammonii caustici, водные растворы аммиака (см.) различной концентрации. Официнальным является 10% ный раствор, уд. в. 0,959 0,960, представляющий собой… … Большая медицинская энциклопедия
Верхняя челюсть — Верхняя челюсть, maxilla, парная, располагается в верхнепереднем отделе лицевого черепа. Относится к числу воздухоносных костей, так как в ней находится обширная полость, выстланная слизистой оболочкой, верхнечелюстная пазуха, sinus maxillaris. В … Атлас анатомии человека
Сапожное мастерство* — Объяснение к табл. ОБУВЬ. (Коллекция обуви, составленная Жажемаром в музее Клюли в Париже). ОБУВЬ. 1. Башмак из гардероба Екатерины Медичи. Каблук красный, верх из белой кожи, вышитый розовым шелком. Вспомогательная подошва, соединяющая каблук с… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Сапожное мастерство — Объяснение к табл. ОБУВЬ. (Коллекция обуви, составленная Жажемаром в музее Клюли в Париже). ОБУВЬ. 1. Башмак из гардероба Екатерины Медичи. Каблук красный, верх из белой кожи, вышитый розовым шелком. Вспомогательная подошва, соединяющая каблук с… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
ПОЧКИ — ПОЧКИ. Содержание: I. Анатомия П.................... 65$ II. Гистология П. . ................ 668 III. Сравнительная физиология 11......... 675 IV. Пат. анатомия II................ 680 V. Функциональная диагностика 11........ 6 89 VІ. Клиника П … Большая медицинская энциклопедия
ШВЫ ХИРУРГИЧЕСКИЕ — Рис. 1. Кишечные швы. Рис. 1. Кишечные швы: 1 Ламбера; 2 Шмидена; 3 Плахотина; 4 Садовского; 5 кисетный. швы хирургические, способы соединения краёв случайных и операционных ран. Различают Ш. х. кровавые (шовный … Ветеринарный энциклопедический словарь
ШЕЯ — (collum), являясь межуточным звеном между головой и туловищем, включает ряд важных для жизни органов и тканей. Сверху Ш. ограничивается краем нижней челюсти и линией, идущей от нижнечелюстного сустава к сосцевидному отростку и далее к наружному… … Большая медицинская энциклопедия
translate.academic.ru
Соединение деталей, трикотажные швы | Укрась свой мир!
Виды швов:
1. Горизонтальный трикотажный шов: (шов "петля в петлю")
а) Используется для соединения деталей чулочного вязания за открытые петли. Не нарушает структуру вязаного полотна и сохраняет его эластичность. При сшивании швом "петля в петлю" на полотне всегда образуется дополнительный ряд. Если, например, вяжут узор с раппортом в 4-ре ряда, то на одной детали вяжут два ряда (видим готовый ряд и ряд на спице), а на второй детали вяжут только 1 ряд, петли на спицах при соединении дадут нам 4-й ряд раппорта. Открытые петли обеих деталей располагают друг против друга и сшивают их справа налево по лицевой стороне нитью того же цвета и толщины, которой вязали детали. Для этого:
- иглу вводят снизу вверх с изнаночной стороны на лицевую в 1-ю петлю нижнего ряда
- затем - сверху вниз с лицевой стороны на изнаночную в 1-ю петлю верхнего ряда и сразу же выводят ее снизу вверх в рядом стоящую 2-ю петлю верхнего ряда
- вводят иглу сверху вниз с лицевой стороны на изнаночную в 1-ю петлю нижнего ряда и сразу же выводят ее снизу вверх в рядом стоящую 2-ю петлю нижнего ряда. Затем - сверху вниз во 2-ю петлю верхнего ряда, а выводят ее в рядом стоящую 3-ю петлю и т.д.
Петли шва должны быть такого же размера, как петли полотна. Только при этом условии шов будет абсолютно незаметен. Если сшиваемые детали связаны резинкой 1х1, то при соединении можно использовать тот же способ. Для этого расположив петли друг против друга, соединяют между собой только лицевые петли, пропуская изнаночные. Затем поворачивают изделие изнаночной стороной к себе и сшивают оставшиеся петли тем же швом (по изнанке они лицевые) При сшивании со спицы ввести иглу движением снизу вверх сначала в кромочные петли нижней и верхней деталей. После этого ввести иглу движением сверху вниз в кромочную петлю нижней детали и вывести движением снизу вверх из следующей петли. Затем снять 2-ю петлю со спицы.
При сшивании со спицы ввести иглу движением снизу вверх сначала в кромочные петли нижней и верхней деталей. После этого ввести иглу движением сверху вниз в кромочную петлю нижней детали и вывести движением снизу вверх из следующей петли. Затем снять 2-ю петлю со спицы. Вводить иглу попеременно то верхней то нижней детали и выводить из следующей, лежащей на спице петли. После чего не сильно туго затягивают нить.
Вводить иглу попеременно то верхней то нижней детали и выводить из следующей, лежащей на спице петли. После чего не сильно туго затягивают нить. Петли на спице и шов образуют новый ряд на связанном полотне.
Петли на спице и шов образуют новый ряд на связанном полотне.


На деталях, связанных изнаночной гладью, петли сшивают, выводя иглу движением не снизу (с изнанки) вверх (на лицевую сторону), а сверху (с лицевой стороны) вниз (на изнанку) и наоборот.
б) по открытым петлям продольного и по кромкам поперечного полотна деталей
: 
Детали сшивают справа налево по лицевой стороне горизонтальным трикотажным швом, вводя иглу в открытые петли одного полотна и захватывая дуги петель, расположенных рядом с кромочными, другого полотна.Такое соединение используют, например при вшивании рукавов в проймы
в) по закрытым кромочным петлям

Расположить детали напротив друг друга лицевой стороной вверх и закрепить их. Выполнить шов равномерно подтягивая нить, чтобы сохранить одинаковую высоту лицевых петель у шва.
2. Вертикальный трикотажный шов (он же "матрасный шов")
Служит для соединения вязаных деталей по краям полотна. выполняется по лицевой стороне работы, что дает возможность прекрасно совместить узоры. Края перед сшиванием деталей смётывать или скалывать не надо.
- изнаночное полотно: Всегда подхватывать по одной поперечной нити с каждой стороны! Нить подтягивать потуже; на полотне образуется извилистая линия, хорошо маскирующаяся в изнаночных петлях:


3. Для соединения трикотажных деталей применяют и ручной шов "строчка" (он же "назад иголку")
4. Также для сшивания деталей применяют короткий крючок.
poleevaav.ru
Шов Мультановского.
Непрерывный обвивной шов Мультановского часто применяют для сшивания ран волосистой части головы кегтутом. При этом отпадает необходимость удалять стежки, достигаются удовлетворительный косметический эффект и быстрое восстановление микроциркуляции в краях раны (рис.3).
7
Рис. 3. Шов Мультановского.
Односторонний матрацный шов.
Вкол и выкол производят с одной стороны раны через всю толщу кожи, с другой стороны иглой только захватывают мягкие ткани на той же глубине, а на поверхность кожи ее не выводят. Применяют для фиксации отдельных особо чувствительных мест и при затруднениях в сопоставлении краев кожной раны (рис.4).
Рис. 4. Односторонний матрацный шов.
При затруднениях в сопоставлении краев кожной раны могут быть применены матрацные швы.
Горизонтальный матрацный или п-образный шов.
Его накладывают, если нужно приподнять края раны. Он отличается от вертикального матрацного шва тем, что нить на поверхности кожи ложится параллельно линии разреза (рис.5).
8
Рис.5. Наложение П-образного шва на кожу.
При наложении обычного узлового шва на глубокую рану возможно оставление остаточной полости (рис.6).
Рис.6. «Остаточная полость» при наложении кожного шва
на глубокую рану.
В этой полости может скапливаться раневое отделяемое и приводить к нагноению раны. Этого можно избежать зашиванием раны в несколько этажей (рис.7).
9
Рис. 7. При глубокой ране можно применять ее
поэтажное ушивание.
Кроме поэтажного зашивания раны в таких ситуациях применяется вертикальный матрацный шов (по Донатти) (рис. 8). Прерывистый шов, при наложении которого иглу выводят из ткани на ту же сторону края раны, где ее вводят. При этом нить ложится перпендикулярно краям раны. Следующий стежок делают на другом крае раны. Сопоставление краев раны очень хорошее. Обычно применяют вертикальные матрацные швы Мак-Миллана или Донатти. Шов Мак-Миллана отличается только тем, что, помимо подкожной клетчатки дополнительно захватывают часть глубжележащих тканей.
Рис. 8. Вертикальный матрацный шов по Донатти.
При этом первый вкол делается на расстоянии 2 см от края раны, игла проводится как можно глубже для захвата дна раны. Выкол на противоположной стороне раны делается на расстоянии 2 см симметрично вколу. При проведении иглы в
10
обратном направлении вкол и выкол находятся на расстоянии 0.5 см от краев раны так, чтобы нить прошла в слое собственно кожи. Завязывать нити при зашивании глубокой раны следует после наложения всех швов, - это облегчает манипуляции в глубине раны. Применение шва Донатти позволяет сопоставить края раны при большом их диастазе.
studfiles.net