Большая Энциклопедия Нефти и Газа. Комбинированная сварка
Комбинированная сварная конструкция - Большая Энциклопедия Нефти и Газа, статья, страница 1
Комбинированная сварная конструкция
Cтраница 1
Комбинированные сварные конструкции из разнородных сталей являются перспективными, так как в них достигается наиболее рациональное распределение материала в соответствии с условиями работы каждого из участков изделия. В энергетических установках находят применение сварные узлы, в которых требуется как соединение сталей одного структурного класса, но разного легирования, так и соединение сталей разных структурных классов. [1]
Преимущества комбинированных сварных конструкций, в которых использованы одновременно заготовки, полученные различными способами ( отливки, поковки, листовой и сортовой прокат), прежде всего проявляются при изготовлении тонкостенных протяженных деталей. [3]
Применение комбинированных сварных конструкций из литых кованых, штампованных деталей, а также из проката значительно уменьшает трудности получения качественных изделий больших размеров, создает возможность для более широкого применения наиболее прогрессивных высокопроизводительных методов литья, ковки и штамповки, повышает качество и долговечность изделий, уменьшает затраты металла, снижает трудоемкость и сокращает сроки изготовления изделий. При этом сочетание благоприятных свойств различных технологических процессов, как например, хорошее формообразование при отливке, высокая степень чистоты поверхности при штамповке и других положительных качеств, приводит к тому, что комбинированные сварные конструкции являются наиболее технологичными. [4]
Изготовление комбинированных сварных конструкций из разнородных сталей позволяет резко снизить стоимость изделия, в первую очередь за счет экономии высоколегированной стали. Для ряда изделий, например, сварных роторов, использование подобных конструкций из разнородных сталей позволяет ( глава VII) повысить несущую способность изделия по сравнению с аналогичными роторами из высоколегированной аустенитной стали. [5]
В комбинированных сварных конструкциях из разнородных сталей высокотемпературных установок находят применение стали разного уровня жаропрочности. По сочетанию свариваемых сталей они могут быть разделены на конструкции из сталей одного структурного класса, но разного легирования ( конструкционные с теплоустойчивыми сталями, аустенитные стали разного уровня жаропрочности) и конструкции из сталей разного структурного класса, среди которых наиболее распространены соединения перлитных сталей с аустенитными и мартенситными или ферритными высокохромистыми сталями. [6]
Металлы, используемые в комбинированных сварных конструкциях. [7]
В экскаваторе ЭКГ-5 широко применены комбинированные сварные конструкции. На сварно-литые вместо цельнолитых переведены, например, гусеничные рамы, ковш, корпуса редукторов подъемной лебедки. [8]
Примером более удачного решения данного узла является комбинированная сварная конструкция клапана автоматического затвора турбины К-300-240 ЛМЗ из хромистой жаропрочной стали ( фиг. [9]
Приведенными примерами далеко не исчерпываются все возможности применения комбинированных сварных конструкций, однако сказанное свидетельствует о том большом значении, которое эти конструкции должны иметь в нашей промышленности. [10]
Значительные перспективы использования электрошлакового процесса имеются при изготовлении комбинированных сварных конструкций из проката, литья и поковок. В этом случае избирательно используются экономические и технологические преимущества фасонного стального литья, кузнечно-прессовых заготовок и толстолистового проката. Обработка сравнительно мелких элементов сварной детали имеет меньшую трудоемкость и может быть выполнена на среднем станочном оборудовании. Необходимость в уникальном оборудовании возникает только при окончательной обработке детали после сварки. [12]
Если стенки постоянного сечения свыше 30 мм сочетаются со сложными фасонными профилями переменного сечения, то следует применять комбинированные сварные конструкции из литых заготовок и листового проката. [14]
Цилиндры низкого давления, характерными особенностями которых являются большие габариты и относительно малые толщины стенок, как правило, выполняются в виде комбинированных сварных конструкций из листового проката с наличием в отдельных узлах кованых или литых элементов. [15]
Страницы: 1 2
www.ngpedia.ru
Комбинированная сварка
М S8433
Класс 2&, 301в
СССР
ОГ С НИЕ ИЗОВРКТКНИя
Н ЗАВИСИМОМУ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Г. П. Михайлов
КОМБИНИРОВАННАЯ СВАРКА
ЗаЯвлено 16 июнЯ 1949 г. за Лo 400885 в Гостех пкУ CCC.l
Основное авт, св. ЛЬ 55130 От 30 шоня 1939 г, на имя . Михайлова 11 Я. Л, Ларионова
В основном авт. Св. № 55130 описан способ сварки с примененисм трехфазного тока, подключенного и двум электродам и свариваемому изделию.
Предлагаемая комбинированная сварка является более совершспНОЙ п Отличается От известных TBII, что постоянпый т01 поделIОчается и тем же двум электродам и одним пз полюсов к свариваемой детали.
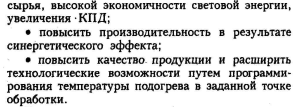
На чертеже показана схема для осуществления прсдлагаомого способа.
К электродам 1 и 2 п свариваемому изделию 3 подведен трехфазный переменный ток от оощего источника. Кроме этого электроды 1 и
2 подключаются к источнику постогншого тока D черсз сопротнвлепие Ri и дроссели Si n Sa. Ha свариваемое изделие также подается постоянное напряжетите от источника D через сопротивление R n дроссОль Sg.
При применении этой схемы происходит комбинированная сварка трехфазной дугой с дополиительттьтм питанием дуги от постоянного тока.
Предмет изобре т ения
Комбинированная сварка с применением трехфазного тока, подключенного к двум электродам и свариваемому пзлелито по авт. св. X. 55130 и дополнительным питанием трехфазной дуги от ттсточника постоянного тока, отличающаяся тем, что, в целях получения технологических и экономических преимуществ, постоянный ток подклн1чен к тем же двум электродам и одним пз полюсов к свариваемой дета III.
Комитет Во делам изобретений и открытий при Совете Министров СССР
Редактор А. Л. Березовскаи
Гр. 98
D р. Алатырь, тппография л е 2 Мпппстсрства
Информационно-издательский отдел.
Объем 0,17 п. л, Заказ 4068.
Поди. к неч. 27/VII- 3960 г. Тираж 250. Цена 25 кои.


Похожие патенты:

Изобретение относится к области воздействия лазерного излучения на поверхность материала и может быть использован при производстве мебели


Изобретение относится к технике электроискровой обработки металлов и может найти применение при поверхностном легировании, разметке листов, для маркировки изделий и выполнении художественных рисунков

Изобретение относится к области электрохимической и электрофизической обработки и используется при электрохимической маркировке токопроводящих материалов, в том числе и на криволинейных поверхностях

Изобретение относится к электрохимической обработке и может быть использовано для электрохимического маркирования изделий из токопроводящих материалов

Изобретение относится к различительной маркировке объектов

Изобретение относится к области машиностроения и может быть использовано при растровом нанесении информации знаками с переменной шириной контура штриха
Изобретение относится к области конструирования и производства штучного огнестрельного оружия и может быть использовано для идентификации ствола нарезного стрелкового оружия, выпускаемого малыми партиями
Изобретение относится к области конструирования и производства штучного огнестрельного оружия и может быть использовано для идентификации ствола нарезного стрелкового оружия, выпускаемого малыми партиями
Комбинированная сварка
www.findpatent.ru
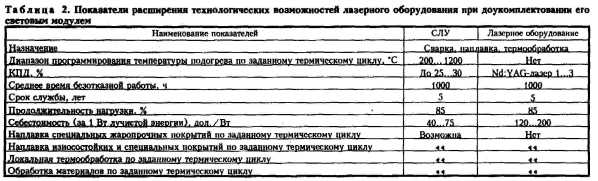
Светолазерная сварка и другие комбинационные виды сварки.
Использование комбинированных способов лазерной сварки даёт отличные результаты.
Лазер+дуга, лазер+плазма, лазер+лазер, лазер+светолуч - эти комбинированные способы позволяют решать многие технологические проблемы.В настоящее время отработаны технологии сварки металлов малых и средних толщин до 5…12 мм - с одной стороны (как одним, так и совмещённым излучением) и до 16 мм - с двух сторон.
Лазерную сварку следует рекомендовать к применению, когда необходимо получить следующие требования к изделию:- получение прецизионной конструкции и размеры которой практические не должны меняться;- малой зоны термического влияния;- минимальных остаточных напряжённых состояний;- высокой коррозионной стойкости, а также других требований другие технологии изготовления сварной конструкции не могут выполнить данные условия.
Эффективным оказалось использование лазера для изготовления дисковых пил. Ножевые полотна, вырезанные лазером, реже выходят из строя, имеют более длительный срок службы и больший период времени между заточками по сравнению с полотнами, полученными механическим способом. ЗТВ, образующаяся после лазерного воздействия на кромках реза, способствует повышению стойкости зубьев пилы.Широко используется лазерная резка в судостроении, в химической промышленности (изготовление ножей грануляторов), в производстве самолётов, космических летательных аппаратов (изготовление деталей из титановых сплавов, алюминия).
В строительной индустрии используются главным образом виды и способы сварки, относящиеся к термическому классу. Это ручная дуговая сварка штучными (покрытыми) электродами, в защитном газе, порошковой проволокой, под флюсом, электрошлаковая, газовая и термитная сварка. Наряду с этим получили определенное распространение также виды и способы сварки, относящиеся к термомеханическому классу (контактная сварка, газопрессовая сварка) и механическому классу (холодная сварка, сварка трением).
Термический класс. К нему относятся процессы сварки, осуществляемые с использованием только тепловой энергии. Сварка происходит с обязательным местным расплавлением соединяемых деталей.Термомеханический класс. К классу относятся процессы сварки, выполняемые с использованием тепловой энергии и давления. При сварке соединяемые детали нагреваются, как правило, до весьма высоких температур; некоторые способы сварки проходят с нагревом металла до температуры плавления.Механический класс. К классу относятся процессы сварки, осуществляемые с использованием только механической энергии, например давления.В свою очередь каждый класс подразделяется на виды сварки, физическими признаками которых служит вид конкретного источника энергии, непосредственно используемого для образования сварного соединения. Так, например, для дугового вида сварки, относящегося к термическому классу, источником тепловой энергии является электрическая дуга, для газовой сварки – газовое пламя и т.д.
В приборостроении лазерная точечная сварка применяется с целью обеспечить фиксацию одной детали относительно другой. Из-за малых размеров в этом случае не пригодны традиционные методы фиксации с помощью штифтов, шпонок, посадок с большим натягом. Типичные примеры таких соединений – фиксация деталей типа вала и втулки по торцу, фиксация зубчатых колес на оси в точных приборах (например, часах), предварительная сварка (прихватывание) соединяемых деталей пред дальнейшей шовной лазерной сваркой или сваркой другими методами.
По схеме сварки можно выделить сварку встык, внахлест, угловая и прочие варианты, отличающиеся взаимным положением деталей и лазерного луча.
Кроме того, используются целый ряд комбинированных видов сварки, например, лазерно-дуговая сварка.
Здесь идея состоит в том, чтобы большую часть энергии вкладывать не через лазерный луч, а через дуговой разряд. Эта технология чрезвычайно эффективна для высокоскоростной сварки небольших толщин металла. Известно, что при высоких скоростях дуга сама по себе ведет себя нестабильно, поэтому лазерное пятно нагрева является специальным "стабилизатором дуги", так как создает устойчивую точку привязки дуги к металлу. За счет такой комбинации удается уменьшить капитальные затраты на оборудование в несколько раз.
Похожие статьи:
poznayka.org