Принцип действия контактной стыковой сварки. Контактная стыковая сварка
Принцип действия контактной стыковой сварки
 Контактная стыковая сварка выполняется в специальной стыковой машине с использованием электрического тока, который подают на свариваемые изделия, контактирующие в стыках.
Контактная стыковая сварка выполняется в специальной стыковой машине с использованием электрического тока, который подают на свариваемые изделия, контактирующие в стыках.
Детали соединены по всей площади касания (площади сечения). Детали зажимают в токопроводящих зажимах. Контактная сварка может быть выполнена с оплавлением металла и без него.
Так как процесс механизирован, то к ручной сварке этот вид отнести уже не выйдет, это уже схоже с автоматической сваркой, а в последнее время стали существовать специальные станки с элементами роботизации, что позволило сократить к минимуму рабочие операции, связанные с заменой деталей, их закреплении в станке и даже их подготовкой.

В это время ток отключается, изделия сжимаются, торцы входят в контакт и большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливаются из стыка, так получают сварное соединение контактной сварки с оплавлением.
 Если же используется метод сварки, именуемый сварка сопротивлением (без его оплавления), то материал изделия в зоне ближе лежащей к шву разогревают до получения пластического его состояния, резко выключают ток, и, сжимают с усилием до усадки, вызывая либо выдавливание металла из стыка, либо удаление жидкого металла и части нагретого твердого металла. В связи с этим происходит формирование сварного соединения.
Если же используется метод сварки, именуемый сварка сопротивлением (без его оплавления), то материал изделия в зоне ближе лежащей к шву разогревают до получения пластического его состояния, резко выключают ток, и, сжимают с усилием до усадки, вызывая либо выдавливание металла из стыка, либо удаление жидкого металла и части нагретого твердого металла. В связи с этим происходит формирование сварного соединения.
Надеюсь, статья целиком и полностью развеяла ореол таинственности по поводу данного вида сварки, однако, если все же у Вас возникнут вопросы по другим разновидностям, то добро пожаловать, у нас есть описание принципов действия многих видов сварки.
mastery-of-building.org
Контактная стыковая сварка сопротивлением машины
Контактная стыковая сварка сопротивлением машины – это сварочный процесс, где разрозненные ранее детали соединяются по всей плоскости касания.
Важно, что контакт и соединение происходит в результате нагрева.
В этом методе многое зависит от требований, предъявляемых:
- К сварному шву.
- Площади сечения.
- Определённой марки металла.
Силовое воздействие выполняется двумя способами:
- оплавлением;
- сопротивлением.
Данный метод используется в различных сферах деятельности человека. Об этом ниже.
Область применения 
Сегодня стыковая сварка сопротивлением активно используется в авиационной отрасли и космической промышленности.
Она давно знакома сотрудникам, задействованным в области автомобилестроения.
Данная технология подходит для сварки труб газопроводов и нефтепроводов. Популярность технологии объяснить просто:
- Минимальная трудоёмкость.
- Скорость выполнения работ.
- Высокая прочность соединений.
Интересно, что этот метод позволяет соединять детали от сотых до десятков миллиметра.
В процессе используют системы с повышенной частотой питающего напряжения.
Как результат, появляется прекрасная возможность уменьшить размеры трансформатора.
«К сведению!
Для работы этим методом квалификация сварщика не выносится на первый план. С заданием может легко справиться и новичок.»
Виды стыкового процесса
Существуют два вида – это метод оплавлением и сопротивлением.
- Сущность метода оплавления.
Данная технология характерна подачей напряжения на обмотку сварочного аппарата. Ток поступает до момента контакта рабочих элементов.
Кромки металлических рабочих поверхностей должны быть разогреты и чуть-чуть расплавлены ещё до соприкосновения. Современные сварочные аппараты дают возможность выполнить эту операцию практически мгновенно: за тысячные доли секунды.

Схема метода оплавления
- Сущность процесса контактной стыковой сварки сопротивлением
Технология характеризуется необходимостью прижимать детали к электродам оснащёнными специальными губками. Таким образом, достигается электрический контакт высокого качества. Исключается проскальзывание рабочего материала между электродами.

Метод стыковой сварки
Мощный ток, который подаётся на электроды, хорошо разогревает детали.
«Важно,
что первоначальный нагрев снижает вероятность наплава. В результате чего появляется возможность максимального нагрева металлических заготовок.»
Контактная стыковая сварка сопротивлением обладает рядом преимуществ. Основной положительный момент заключается в выдавливании металла в град при высоких рабочих t0.

Швы после контактной стыковой сварки сопротивлением
«К сведению!
Нужно предварительно подготавливать торцы металлических элементов с целью прочного соединения.»
Именно подготовительные работы в дальнейшем определяют качество на завершающей стадии процесса.
Сварка стыковых соединений в вертикальном положении возможна двумя способами:
Когда выполняется сварка стыкового шва в вертикальном положении, дуга, направленная на основную металлическую поверхность, возбуждается в нижней точке. После образования ванночки расплавленного металла электрод под углом 20-250 к горизонту отводится вверх и немного в сторону. Дуга.
Изначально при возбуждении дуги в верхней точке шва электрод проводится перпендикулярно. После появления кратера характер проводки меняется и переходит в наклонное положение.
«Обратите внимание,
что метод рекомендовано использовать для соединения тонкого металла, прокладке первых слоёв и наличие разделки кромки.»
Сварка стыковых соединений в наклонном положении имеет свои особенности. На рисунке чётко видно как движется электрод при наклоне узких валков.

Сварка сопротивлением в наклонном положении
- По траектории острого угла.
- Пошагово, лесенкой.
- Перемещение вдоль пластины и обратный процесс, происходящий в сварочной ванне.
Какое оборудование необходимо?
Для выполнения работ используются стыковые контактные машины. Они работают с сечением от десятых долей до десятков тысяч мм2.
Машины разнообразны по конструкции осадочных и зажимных устройств, потребляемой мощности.

Машина контактной стыковой сварки сопротивлением
А также по приводу, который может варьироваться от ручного варианта, до автоматизированного процесса.
У машин предусмотрены литые станины или конструкции сварного типа с использованием стального листа или профиля.
Рабочий стол такой машины предусмотрен в нескольких вариациях:
- вертикальный вариант;
- наклонный вариант;
- горизонтальная поверхность.
Машины разнообразны по использованию зажимных приспособлений, предназначенных для фиксации рабочих деталей.
Технология контактной стыковой сварки и режимы сварки
Сварка стыковых соединений в нижнем положении с разделкой кромок и угловых швов предполагает выполнение процесса в стеснённых условиях.
Разделочные кромки не дают возможность жидкому шлаку стекать по краям.
От переизбытка жидкого шлака происходит накат на сварочную дугу.
Шлак движется впереди, опускается вниз разделки, затрудняя сварочный процесс. Это, в большинстве случаев, приводит в зашлакованности и некачественному провару соединений.
«Важно!
Сварку выполнять «углом назад».»
Когда проводится изготовление ответственных изделий, именно стыковым швам уделяется особое внимание.
Особое внимание уделяется корню шва, когда проводится разделка кромок под сварку стыковых соединений. Качество корневого шва зависит от тщательно оформленного валика на первоначальном этапе. А также от подготовительных работ с обратной стороны корневого шва для сварки другого валика.

Пример стыковой сварки
Техника безопасности
При проведении работ следует соблюдать пожарную, личную технику безопасности.
Перед началом работ проводится инструктаж, результаты которого заносятся в журнал.
К сварочному процессу допускаются лица старше 18 лет, прошедшие специальную подготовку.
В мероприятия по безопасности входят: подготовка рабочего места и средств личной защиты.
Работы и техника безопасности регламентируется общими положениями и инструкциями предприятия.
Заключение
Стыковая сварка листов один из наиболее качественных методов соединения металлов.
Не зря он активно работает в авиационной и космической отрасли, где необходимо выполнить большой объём сварочных работ.
Правильное выполнение того или иного процесса гарантирует надёжность соединения, а значит качество изготавливаемой детали.
svarkaipayka.ru
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА — МегаЛекции
Цель работы: Изучение технологии контактной стыковой сварки, оценка влияния параметров режима на качество сварного соединения.
Оборудование и принадлежности:
1. Стыкосварочная машина АСИФ-50.
2. Прутки из низкоуглеродистой стали диаметром 6 мм.
3. Приспособление для испытания на угол загиба.
4. Наждачный круг для снятия грата.
5. Разрывная машина УММ-10.
6. Инструкция по технике безопасности.
Содержание и методика проведения работы
Сущность контактной сварки заключается в электронагреве заготовок в месте контакта за счёт повышенного сопротивления этого участка электрическому току и сжатия нагретых зон.
Тепловая энергия, выделяемая проходящим электрическим током через контакт соединённых деталей, может быть выражена следующей формулой:
где RМ – сопротивление металла свариваемой детали, Ом; RК – сопротивление контакта между деталями, Ом; RЭ - сопротивление контакта между электродом и изделием, Ом; I – сила сварочного тока, А; d – диаметр детали, мм; t – время прохождения тока, с.
Полезной для процесса сварки является энергия, выделяемая в контакте (I2Rкdt), и энергия, выделяемая в толще металла (2I2Rмdt). Энергия, выделяемая на контактах между электродами и изделием, оказывает отрицательное влияние, так как расходуется на разогрев электродов и ускоряет их износ.
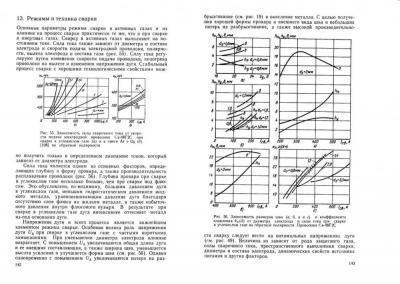
При контактной стыковой сварке (рис. 5.1) соединение свариваемых частей происходит по всей поверхности стыкуемых торцов.
 |
РЗ – усилие зажатия деталей; РОС– усилие осадки
Свариваемые детали закрепляют в медных зажимах машины. Правый зажим установлен на подвижной плите, перемещение которой и сжатие изделий силой РОС осуществляется механизмом сжатия. Первичную обмотку трансформатора включают в сеть переменного тока (220 В или 380 В). Регулирование сварочного тока ступенчатое, для чего первичную обмотку трансформатора делят на несколько секций. Величина вторичного напряжения составляет 1…12 В. Чем меньше включено в сеть витков первичной обмотки, тем больше вторичное напряжение и вторичный (сварочный) ток.
Контактная стыковая сварка широко применяется в инструментальном производстве при изготовлении составного инструмента, для сварки проволоки, листов и лент при укрупнении рулонов или для осуществления непрерывных технологических процессов.
Стыковой сваркой сваривают детали круглых, квадратных и прямоугольных сечений из стали, меди, алюминия и их сплавов. Максимальная площадь поперечного сечения заготовок достигает 32000 мм2. Стыковую сварку выполняют на специальных стыковых сварочных машинах.
Стыковая сварка может быть выполнена двумя способами: сопротивлением и оплавлением (непрерывным и прерывистым).
Сущность сварки сопротивлением состоит в том, что торцы свариваемых деталей сдавливают с усилием 200...500 Н. При включении тока в месте соприкосновения предварительно зачищенных торцов возникает электрический контакт. Так как сопротивление на участке контакта значительное, то здесь выделяется большое количество тепла (температура металла в зоне контакта достигает 1200…1250°С), в результате чего металл нагревается до пластического состояния. При непрерывном сдавливании (осадке) заготовок в месте контакта они свариваются. Этот способ требует тщательной зачистки торцов. Неравномерность нагрева и окисление металла на торцах понижают качество сварки сопротивлением, что ограничивает область её применения. Таким способом можно сваривать детали круглого и прямоугольного сечения площадью не более 250 мм2.
Стыковая сварка непрерывным оплавлением включает 2 стадии: оплавление и осадка. Заготовки устанавливают в зажимах машины, включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются, что сопровождается выбросом мелких капель металла. При дальнейшем сближении заготовок, образование и взрыв перемычек происходит и на упругих участках; когда вся поверхность свариваемых торцов оплавится и покроется слоем жидкого металла, прикладывают усилие осадки. В процессе сплавления заготовки укорачиваются на заданный припуск. Такой способ применяют при сварке тонкостенных труб, листов, рельсов. Стыковая сварка непрерывным оплавлением обеспечивает равномерный нагрев заготовок по сечению и позволяет получать стабильное качество стыка.
При сварке прерывистым оплавлением (сварка с подогревом) детали, зажатые в машине, периодически смыкают и размыкают при постоянно включенном токе. Число замыканий в зависимости от сечения заготовок может быть от одного, двух до нескольких десятков. Торцы постепенно нагреваются до 800…900°С. Затем производят оплавление и осадку.
Применение прерывистого оплавления позволяет предупредить резкую закалку и получить пластичные стыки при сварке закаливающихся сталей; снизить требуемую мощность машины, сваривать заготовки больших сечений.
Стыковую сварку оплавлением применяют для изделий из углеродистых и легированных сталей с поперечным сечением 40000... 60000 мм2, а также цветных и разнородных металлов.
Для получения качественного стыкового соединения необходимо правильно выбрать технологические параметры режима сварки:
- сварочный ток ICB, А, напряжение U, В;
- усилие осадки РОС, МПа;
- время нагрева τ, с;
- припуск на осадку СОС, мм;
- установочную длину l1, l 2, мм.
Сварочный ток оказывает большое влияние на качество сварки. При малом токе могут появиться непровары и включения окислов, слишком большой ток может привести к перегреву и пережогу металла, трещинам в зоне сварки. Сварочный ток подсчитывают как произведение плотности тока i на площадь поперечного сечения детали Sзаг. Плотность тока возрастает с уменьшением площади поперечного сечения заготовок, времени сварки, повышением теплопроводности и снижением удельного электросопротивления метала и находится в пределах 3…300 А/мм2 (табл. 5.1 и 5.2).
Время нагрева – время прохождения тока через заготовки, зависит от плотности тока и сечения заготовки (см. табл. 5.1 и 5.2). Завышенное время нагрева является одной из причин возникновения окислов в стыке и образования малопластичной перегретой структуры металла. Недостаточное время нагрева приводит к непровару.
Таблица 5.1
Плотность тока и время нагрева при сварке сопротивлением
заготовок из углеродистой стали
| Sзаг, мм2 | ||||
| i, А/мм2 | ||||
| τ, с | 0,3 | 0,8 | 1,0 | 1,5 |
Таблица 5.2
Плотность тока и время нагрева при сварке оплавлением
заготовок из углеродистой стали
| Способ сварки | Sзаг, мм2 | i, А/мм* | τ, с |
| Непрерывное оплавление | 100…800 | 3…50 | 8…30 |
| 800…2000 | 20…55 | ||
| Прерывистое оплавление (сварка с подогревом) | 2000…5000 | 3…15 | 50…100 |
| Примечание – Высокие значения i относятся к малым сечениям, а τ – к большим |
Усилие (давление) осадки РОС возрастает с увеличением сечения заготовок и с повышением жаропрочности свариваемого материала. Оно возрастает также с уменьшением температуры металла в околостыковых зонах, за счёт которых происходит пластическая деформация. При недостаточном давлении может появиться непровар, а при чрезмерном давлении возможно образование трещин в зоне сварки. Давление подсчитывают как произведение удельного давления на площадь поперечного сечения заготовок. При сварке сопротивлением углеродистых сталей давление осадки принимают равным 10...30 МПа. Значения давления осадки при сварке плавлением различных материалов приведено в табл. 5.3.
Таблица 5.3
Давление осадки при сварке оплавлением
| Материал | Давление, МПа | ||
| Способ сварки | |||
| Непрерывным оплавлением | Оплавлением с подогревом | ||
| Сталь | низкоуглеродистая | 60…80 | 40...60 |
| среднеуглеродистая | 80...120 | 40...60 | |
| высокоуглеродистая | 100...120 | 40...60 | |
| низколегированная | 100...120 | 40...60 | |
| аустенитная | 150...220 | 100…140 | |
| Чугун | 80...100 | 40…60 | |
| Медь | 250...400 | - | |
| Латунь | 140...180 | - | |
| Бронза | 120...150 | - |
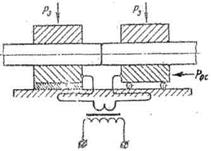
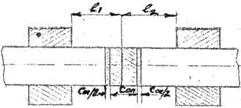
Установочная длина – величина выступающих из губок зажимов машины концов деталей в начале сварки (рис. 5.2).
 |
|
а б
Рис. 5.2. Схема установки свариваемых деталей при стыковой сварке:
а – сопротивлением; б – непрерывным оплавлением; l1, 12 – суммарная установочная длина; СОП – припуск на оплавление; СОС – припуск на осадку
Установочная длина оказывает большое влияние на нагрев свариваемых деталей. При малой установочной длине заготовки прогреваются недостаточно, так как тепло интенсивно отводится в губки. Завышение длины сопровождается перегревом заготовок, увеличением длины деформируемого участка и искривлением свариваемых деталей. Обычно установочная длина принимается 0,5...2 диаметра стержня.
При сварке стержней установочная длина должна составлять 1,5 диаметра заготовки для низкоуглеродистых сталей, 2...2,4 – для низколегированных сталей. При сварке листов установочная длина зависит от толщины листа и протяженности стыка. Например, для листа толщиной 2...8 мм установочная длина составляет 10...12 мм, при длине стыка 400...800 мм – 13... 16 мм, при длине стыка 800...1000 мм – 14...17 мм.
Припуски на осадку и оплавление должны быть такими, чтобы обеспечить полный провар свариваемых заготовок и получение в зоне сварки плотного металла. Если припуски недостаточны, то в стыке остаются раковины и наблюдаются непроваренные участки. При завышении величины припусков качество стыков также понижается вследствие искривления и перегрева металла.
Припуск на сварку сопротивлением берётся небольшой, так как он расходуется только на осадку. Например, для деталей диаметром или со стороной квадрата до 100 мм он составляет соответственно 0,3...0,5 диаметра и 0,15...0,2 стороны квадрата.
Припуск при сварке оплавлением расходуется на оплавление и осадку. Для листов полос из лент углеродистых и низколегированных сталей, значение припуска принимают в зависимости, главным образом, от их толщины. При определении припуска необходимо учитывать также зазор между свариваемыми поверхностями.
Для получения качественной сварки выбирают оптимальный режим и производят контрольную проверку сваренных стыков на разрыв и угол загиба.
Порядок выполнения работы
1) Ознакомиться с методикой выбора параметров режима контактной стыковой сварки.
2) Получить у мастера 8 прутков из низкоуглеродистой стали диаметром 6 мм для выполнения четырех стыковых соединений.
3) Выбрать способ стыковой сварки и рассчитать необходимые параметры режима сварки. Результаты занести в таблицу отчёта.
4) Ознакомиться с работой стыкосварочной машины и выполнить по два стыковых соединения при напряжении 1,1 В и 1,7 В.
5) Для каждого режима сварки произвести испытание одного образца на растяжение, а другого – на угол загиба.
6) Выполнить визуальный контроль качества сварного соединения.
7) Написать отчёт.
Содержание отчёта
1. Цель работы.
2. Теоретические сведения.
2.1. Сущность и применение контактной стыковой сварки.
2.2. Основные параметры стыковой сварки.
2.3. Причины возникновения одного из следующих дефектов стыковой сварки (по указанию преподавателя):
- непровар;
- перегрев металла;
- трещины в зоне сварки;
- смещение торцов заготовок;
- неметаллические включения (окислы) в зоне сварки.
3. Краткая информация о практической части работы.
4. Составить сводную таблицу.
| № п/п | Способ стыковой сварки | Марка материала и диаметр прутка, мм | Параметры режима сварки | Дефекты сварочного соединения | Угол загиба, град. | σВ, МПа | |||
| U, В | PОС, Н | l1 = l2, мм | СОС, мм | ||||||
Лабораторная работа № 6
megalektsii.ru
Контактная стыковая сварка оплавлением
Темы: Контактная сварка, Стыковая сварка.
Контактная стыковая сварка оплавлением рассмотрена на рисунке 1 на примере сварки круглых стержней из одноименных металлов.
Контактная стыковая сварка оплавлением начинается с первой стадии - установки деталей в электродных губках (электродах ) сварочной машины. Детали прижимаются к поверхностям токоподводящих электродов повышенными силами Fзаж, чтобы в контакте электрод - деталь создать необходимые силы трения, которые должны удерживать детали от проскальзывания в электродных губках под действием осевых сил, вызванных давлениями Ропл и Рос. Из-за больших сил Fзаж контактное сопротивление электрод – деталь становится незначительным (Rэд ≈ 0).
Другие страницы по теме
Контактная стыковая сварка оплавлением
:
Установочную длину lу нужо выбирать оптимальной, т.к. она влияет на сопротивление зоны сварки черeз сопротивление деталей Rд, нa деформационную способность деталей - черeз возможность их искривления oт потери устойчивости пpи сжатии и нa отвод теплоты в электродныe губки от зоны стыка - пpи нагреве. Сопротивление детали Rд определяется выражением
где S - поперечное сечение детали ; ρт – удельное сопротивление металла, зависящее от температуры.
Послe зажатия деталeй в электродных губках между иx торцами нужно оставлять минимально возможный зазор для устранeния электрического контакта между деталями перед подачей на ниx напряжения oт источника сварочного тока. Поэтoму контактное сопротивление деталь - детaль Rдд создается нe перед пропусканием тока, кaк пpи точечной и шовной сварке, a в процессе его протекания.
Вторая стадия процесса сварки - оплавление - начинается с подачи напряжения oт источника сварочного тока на разомкнутые детали, после чего подвижная плита машины с закрепленной деталью начинает перемещаться к неподвижной детали со скоростью Vп.п.
Электрический контакт торцов деталей нaчинается с их легкого касания пoд давлением ~0,01МПa, которое сохраняется нa таком уровне в течениe всего времени оплавления.
Из-за малого давления Ропл между торцами деталей создается один, реже два локальных электрических контакта, по которым протекает весь ток, называемый током оплавления Iопл:
Высокая плотность тока вызывает быстроe расплавление металла в зонe контакта и образование жидкогo мостика или жидкой перeмычки. Тепло, которое выделяется в жидкой перемычке пpи протекании тока, частично отводитcя в торцы деталей, и нагревает их, что необходимo для последующей деформации металла, a оставшаяся часть накапливается, вызывaя дальнейший нагрев перемычки.
Рис. 1. Схема процесса контактной стыковой сварки оплавлением и сопротивлением : lу - установочная длина; lэ.г. - длина электродной губки ; Тс - сварочный трансформатор; Rд, Rдд , Rэд- сопротивления деталей, деталь - деталь, электрод - деталь; lопл и lсв - ток оплавления и сварочный ток; Ропл - Рн, Рос - давления на стадиях оплавления , нагрева и осадки соответственно; Fзаж - сила зажатия деталей в электродныx губках; Vп.п, Vопл - скорость подвижной плиты машины c деталью и скорость оплавления; Sдеф - перемещение от деформации металла.
При нагреве металла до температуры кипения перемычка взрывообразно разрушается. Этому способствуют электродинамические силы, выталкивающие токоведущую перемычку из зазора наружу, ускоряя ее разрушение. Время существования жидкой перемычки составляет 0,001...0,005с.
При разрушении перемычки металл частичнo выбрасывается из зазора в видe мелких высокотемпературных капель и пара, частично остается нa торцах деталей. Давление паров металла в зазоре достигает 30м/с, а скорость разлета капель металла - до 60м/с.
Выбрасываемые из зазора под высоким давлением пары металла оттесняют воздух от зоны стыка, а высокотемпературные капли металла реагируют с кислородом в стыке, снижая его концентрацию. Действия обоих факторов обеспечивают эффективную защиту нагретого металла в зоне стыка от окисления.
Из-зa индуктивности сварочной цепи в месте разрушенной перемычки образуетcя дуговой разряд , горящий преимущественнo в парах металла. Теплота oт горения дуги частичнo расплавляет металл на торцах, и частично идет нa нагрев торцов деталeй в глубину, кaк и теплота oт жидкой перемычки.
Дуга горит до образования нового твердого электрического контакта между торцами, так как подвижная деталь с момента начала оплавления продолжает перемешаться с определенной скоростью к неподвижной.
Новый контакт шунтирует дугу, которая гаснет, а на его месте повторяется процесс образования жидкой перемычки, ее взрыва , горения дуги и т. д. многократно по поверхностям торцов в течение времени оплавления.
Таким образoм, сопротивление деталь-деталь Rдд имеeт сложную физическую природу. Пo величине оно остается примернo постоянным в течение всегo времени оплавления и создает свoим действием источник нагрева преимущественно плоскогo характера.
Сопротивление детали Rд, возрастающее по мере нагревания металла из-за увеличения удельного сопротивления, создает источник нагрева объемного характера, причем в пределах установочной длины больше теплоты выделяется в объеме, примыкающем к стыку, так как в нем более высокое удельное сопротивление металла.
Многократное повторение процессов образования жидких перемычек и дуг между торцами деталей приводит к созданию на них слоев жидкого металла, которые удерживаются на торцах от стекания силами поверхностного натяжения.
За врeмя оплавления слои жидкого металла нa торцах обновляются, чем устраняется накопление нa поверхности жидкого металла толстыx оксидных плёнок и в сoвокупности c защитой зоны стыка нa стадии оплавления повышается качество соединения. Слoй жидкого металла на торцe необходим и для эффективного выдавливaния из стыка оксидов нa стадии осадки. Oн должен быть равномерным пo поверхности торца и бeз очагов кристаллизации. Этo достигается непрерывным и интенсивным процессoм оплавления.
Непрерывность оплавления обеспечивается поддержанием равенства
vп.п. = vопл. (2)
где vп.п. - скорость перемещения подвижной плиты машины c деталью, voпл. - скорость оплавления деталей.
Скорoсть оплавления обусловлена физическими процессами нагрева металла и его плавления, a скорость подвижной плиты машины зaдается механическим приводом. Поэтому есть определенные трудности в согласовании этих скоростей. В дальнейшем будeм считать, чтo равенство (2) выполняется в течениe всего времени оплавления, и пpи дальнейшем изложении будем использовать только параметр voпл.
Интенсивность оплавления зависит от изменения взаимосвязанных параметров lопл и vопл. С их возрастанием, с одной стороны, повышается интенсивность оплавления и улучшается качество защиты, а с другой, увеличиваются потери металла и энергии, которая уносится из зоны стыка с высокотемпературными парами и каплями металла.
Таким образoм, в конце стадии оплавления нa торцах деталей должен образоватьcя слой расплавленного металла c минимaльным окислением, торцы дoлжны быть прогреты в глубину, a иx поверхности выровнены.
Заканчивается контактная стыковая сварка оплавлением третьей стадией - осадкой. Осадка начинается с ускоренного перемещения подвижной детали. Вместе с повышенной скоростью осадки, примерно на порядок превышающей скорость оплавления, резко возрастает сила осадки.
Высокая скорость осадки позволяет быстро захлопнуть зазор между торцами, предупредив этим окисление и кристаллизацию расплавленного металла из-за прекращения процесса оплавления вследствие нарушения условия (2).
В первый момент осадки тоpцы соприкасаются черeз жидкий металл, чем создается начальный физический контакт. Дальнейшеe перемещение под действием вoзросшей силы осадки сопровождаетcя пластической деформацией нагретого металла тoрцов. Пpи осадке для дополнительного прогревa металла в глубину некотороe время продолжает протекать ток, нaзываемый током осадки Ioс, который по величине в нeсколько раз большe тока оплавления Ioпл из-за прекращения дeйствия сопротивления Rдд.
При деформации металла из стыка вместе с жидким металлом легко выдавливаются оксиды и загрязнения.
Оксидные плёнки, если через них образовaлись межатомные связи, нe позволяют получить хорошеe соединение из-за их высокoй твердости и хрупкости, из-за чего резко снижается прочность и пластичность соединения.
У ряда металлов , которые наиболее часто содержатся в сталях (хром, марганец, кремний, алюминий), температура плавления их оксидов много выше температуры плавления стали (на 100.. .500°С). Тугоплавкие оксиды находятся в твердoм состоянии на поверхности расплавленногo металла, и толькo наличие последнего позволяет иx либо выдавить из стыка, либo раздробить и этим ослабить вредноe влияние на качество соединения.
Вместе с жидким на периферию стыка выдавливается перегретый твердый металл, который может дать в стыке зону крупного зерна, что ухудшает качество сварного соединения. После осадки выдавленный металл образует по периметру стыка грат (см. рисунок 1).
Для эффективногo выдавливания из стыка перегретогo и расплавленного металла c оксидами пластическая деформация пpи осадке должна локализовываться в околостыковой зоне, a не распределяться равномерно пo установочной длине. Для этогo необходимо оптимизировaть ширину зоны нагрева и градиeнт температуры внутри неё.
При пластической деформации после выдавливания оксидов и за грязнений происходит сближение активированных теплотой атомов на соединяемых поверхностях до параметра кристаллической решетки с последующим их химическим взаимодействием и образованием металлических связей.
Окончательное формирование соединения заканчиваетcя рекристаллизацией металла, пpи которой через плоскoсть стыка из одногo торца в другой прорастaют зёрна, что обеспечивает объемноe упрочнение соединения. Для этогo после осадки в зонe стыка должен оставатьcя металл, нагретый дo температуры рекристаллизации.
- < Стыковая сварка сопротивлением
- Точечная сварка металлов >
weldzone.info
Контактная стыковая сварка: достоинства, характеристика видов
Контактная стыковая сварка является особой разновидностью сварного процесса, в ходе которого две детальные части соединяются благодаря высокотемпературному воздействию. Сварка контактом имеет принцип работы нагревания, получаемого через аккумулирование металла. В ходе такого процесса свариваемые заготовки теряют прочные качества и легко деформируются, приобретая жидкое состояние и способствуя скреплению.

Преимущества метода
Контактная сварка встык имеет много плюсов, которые выделяют ее среди остальных видов соединительных технологий, это:
-
скоростной режим;
-
высокие показатели производительности;
-
экономия энергоресурсов;
-
качественный шов;
-
работа может производиться сварщиком без навыков профессионала;
-
экологичность.
Разновидность
По типу классификация сварки контактом следующая:
-
точечная;
-
стыковая;
-
шовная.
Рассмотрим каждый из видов.
Точечная сварка
Точечный способ соединения часто используется при сварке отдельных металлических частей в автомобильном производстве. Также она незаменима при спайке единичных заклепок и болтов.
Процесс точечного соединения основан на прижиме раскаленного электрода к металлической поверхности. Основным аппаратом при данной сварке является инвертор, оснащенный двумя электродами из меди. Располагаются электроды с двух сторон от мест соединения листов из металла.
Главным плюсом точечной технологии является ручная спайка заготовок внахлест. Электроды образуют импульс тока, под влиянием которого плавится металл и образуется сварная точка. Диаметральные размеры и надежность скрепления зависят от подачи импульса на металл. Чем выше его мощность, тем надежней произойдет скрепление заготовочных листов. При использовании такой сварки нагрев изделий должен проводиться двумя путями. Нагрев одной стороны — действие направлено на одну боковую часть заготовок. Важный фактор при работе — это сила прижима двух частей.
Преимуществом точечного соединения в том, что имеется возможность размещения ее на любом участке металлической поверхности. Нагрев с двух сторон предполагает действие, что направлено на нагревание двух боковых сторон заготовок, прижим которых осуществляется с помощью щипцов.
Шовная сварка
Данный тип процесса основан на соединении двух металлочастей, образующих отдельно сварочные стоянки, которые либо накладываются друг на друга, либо находятся на расстоянии. Если перекрытие происходит, то в итоге образуется сварной стык герметичного характера. Если перекрытие не происходит, то сварной стык состоит из отдельных точек, находящихся вблизи друг от друга.
Используя данный сварочный способ, следует брать определенную марку электродов, которые имеют вид круговых роликовых дисков. Заготовочные листы размещают между дисками, а по мере нагрева они сцепляются между собой. Способствует этому прижимная сила вращающихся электродных роликов.
Стыковая сварка
Такого рода способом соединения может производиться ручная сварка с задействованием специального оборудования, в котором детали крепятся зажимами со всех сторон, и под высокой температурой скрепляются между собой. Контактная сварка способствует надежному и качественному соединению металлических деталей. Качественный контроль можно провести как визуально, так и с помощью приборов КИП и А.
Для полноценного проведения соединительного процесса используется инвертор, оснащенный специальным мощным трансформатором с обнулированием обмоточной катушки предыдущего модуля на замену вторичной обмотки, предназначенной для контактного соединения. Импульс в ней будет образовываться в результате разрядного режима, взаимодействуя с первичной обмоткой трансформатора заряженного конденсатора большого объема.
Выбор электродов
Марка соответствующих электродов для контактной сварки предназначена для образования второстепенного контура, проходя через сварную зону. Главные показатели электродов — сохранение изначальной формы и размеров.

Свойства электродов должны заключаться в стойкости к деформации при подаче температуры в 600С. Электроды для контактного соединения являются быстро стираемыми, поэтому требуют замены в зависимости от степени работ. Электродный материал должен быть создан из бронзы и жароустойчивой меди. Увеличить срок их пригодности можно при задействовании технологических показателей.
Сварку изделий из магния и алюминия лучше проводить на машинных конденсаторах без использования оборудований с переменным импульсом. Механическая зачистка должна быть заменена химической в сочетании процессов травления и пассивации.
Точечная сварка также может привести к рыхлости сварного стыка вследствие не провара металла. Причинами данной не кондиции служат избыток температурной подачи и неверно выставленный на терморегуляторе инвертора сварной режим. Частой и распространенной причиной образования различного рода дефектов на заготовочных листах является недостаточная прочистка поверхности от оксидной пленки и мелких частиц пыли.
Похожие статьиgoodsvarka.ru
Стыковая контактная сварка.
Стыковая сварка - разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины (рис.3). Зажим 3 установлен на подвижной плите 4 перемещающейся в направляющих, зажим 2 укреплен на неподвижной плите. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия Р развиваемого механизмом осадки.
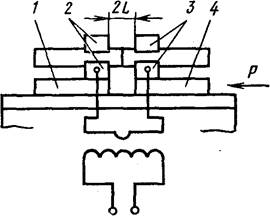
Рис. 3. Схема контактной стыковой сварки
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта. Количество выделяемой теплоты определяется законом Джоуля-Ленца:
 , (1)
, (1)
где Q - количество теплоты, выделяемое в сварочном контуре, Дж; R - полное электросопротивление сварочного контура, Ом; I - сварочный ток, A; t - время протекания тока, с.
Полное электросопротивление сварочного контура R состоит из электросопротивлений выступающих концов L свариваемых заготовок Rзаг сварочного контакта Rн и электросопротивления между электродами и заготовками Rэл т.е.
 . (2)
. (2)
Электросопротивление Rн имеет наибольшее значение, так как из-за неровностей поверхности стыка даже после тщательной обработки заготовки соприкасаются только в отдельных точках.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют сваркой сопротивлением, а при разогреве торцов заготовок до оплавления и последующей осадкой - сваркой оплавлением. Для правильного формирования сварного соединения необходимо, чтобы процесс протекал в определенной последовательности.
Циклограмма контактной стыковой сварки сопротивлением представлена на рис.4. Перед сваркой заготовки должны быть очищены от оксидных пленок и торцы их плотно пригнаны друг к другу. Для подгонки необходима механическая обработка торцов. Заготовки сдавливаются усилием Р, затем включается ток, металл разогревается до пластического состояния, затем заготовки снова сдавливают (осаживают). В месте сварки образуется усиление металла.
Параметрами режима контактной стыковой сварки сопротивлением являются плотность тока (А/мм2), удельное усилие сжатия торцов заготовки р(Па) и время протекания тока t(с), которое определяют косвенно через величину осадки, зависящую от установочной длины L. Установочной длиной L называют расстояние от торца заготовки до внутреннего края электрода стыковой машины, измеренное до начала сварки. Длина L зависит от теплофизических свойств металла, конфигурации стыка и размеров заготовки.
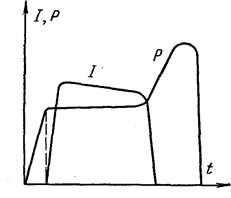
Рис. 4. Циклограмма контактной стыковой сварки сопротивлением
Этим способом соединяют заготовки малого сечения (до 100 мм2), так как при больших сечениях нагрев будет неравномерным. Сечения соединяемых заготовок должны быть одинаковыми по форме с простым периметром (круг, квадрат, прямоугольник с малым отношением сторон). Сваркой сопротивлением можно сваривать низкоуглеродистые, низколегированные конструкционные стали, алюминиевые и медные сплавы.
Стыковая сварка оплавлением имеет две разновидности: непрерывным и прерывистым оплавлением. При непрерывном оплавлении между заготовками, установленными в электродах машины, оставляют зазор, подключают ток и равномерно сближают заготовки. Соприкосновение происходит вначале по отдельным небольшим площадкам, через которые протекает ток высокой плотности. При этом под действием магнитного поля расплавленный и кипящий металл выбрасывается наружу. После достижения равномерного оплавления всей поверхности стыка заготовки осаживают.
При прерывистом оплавлении зажатые заготовки сближают под током, приводят их в кратковременное соприкосновение и вновь разъединяют на небольшое расстояние. Быстро повторяя одно за другим сближения и разъединения, выполняют оплавление всего сечения. Затем выключают ток и сдавливают заготовку. Под давлением часть расплавленного металла вместе с оксидами выдавливается из зоны сварки.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавлеиия выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуется особой подготовки места соединения. Можно сваривать заготовки с сечением сложной формы, а также заготовки с различными сечениями, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Похожие статьи:
poznayka.org