Сварочные роботы CLOOS QIROX®, Германия. Роботы сварочные
Сварочные роботы CLOOS QIROX®, Германия
Пять сварочных роботов CLOOS QIROX® со множеством преимуществ
Как один из ведущих специалистов в области разработки и производства высококачественных сварочных роботов для промышленного применения, фирма CLOOS использует для непрерывного развития накопленный десятилетиями опыт и инновационные технологии. Благодаря интеграции роботизированных и сварочных технологий, сварочные роботы нового поколения QIROX® предлагают дополнительную потребительскую ценность и преимущества в производстве.
Среди основных моментов сварочных роботов QIROX® стоит отметить полный пересмотр дизайна и внедрение дополнительной седьмой оси. Оба новшества способствуют значительному увеличению гибкости и динамики сварочных роботов QIROX®. В результате, автоматизированные процессы сварки могут быть настроены более эффективным образом.
Роботизированное решение для сварки "из одних рук"
Фирма CLOOS предлагает роботизированные системы для сварки, включающие в себя систему управления, датчики, периферийные модули, источники сварочного тока QINEO®, а также технологическое «ноу-хау». Фирма CLOOS разрабатывает техническое и программное обеспечение с характеристиками, которым нет аналогов в мире.
Сварочный робот QIROX® QRC в классическом исполнении
Сварочный робот в классическом исполнении. Новое поколение роботов QIROX®: улучшенный дизайн, модульная конструкция и бережное ведение кабелей
Сварочный робот QIROX® QRH с полым валом шарнира руки
C полым валом шарнира руки. Встроенный в руку робота механизм подачи проволоки. Шлангпакет горелки при движении - не закручивается вокруг руки робота.
Инновационная 7-ая ось
Увеличенный радиус действия с опциональной седьмой осью. Инновация для повышения эффективности
Система управления
Обычно принятые в робототехнике функции программного обеспечения дополнены широким набором полезных опций
Принадлежности
Система QIROX® располагает разнообразными возможностями подключения других устройств и является, таким образом, весьма гибкой в эксплуатации
Система смены инструмента
Различные процессы сварки, как например, MIG/MAG, WIG (TIG) или “ТАНДЕМ” могут быть применены на одном или нескольких изделиях при использовании одного робота
Дополнительные функции
Механическая очистка сварочной горелки, автоматическая система замены расходных частей сварочной горелки QIROX SpareMatic и многое другое
Какие отрасли промышленности являются заказчиками? Например, автомобильная промышленность во всем её многообразии, судостроители, приборостроители, производители строительного оборудования, рельсовых транспортных средств, авиационная промышленность и многие другие отрасли. И это далеко не полный перечень наших клиентов.
Фирма CLOOS обладает уникальным качеством внедрять, комбинировать и координировать современные новейшие технологии и создавать из их многообразия новые производственные циклы, учитывая специфическое для каждого производства «ноу-хау».
У фирмы CLOOS имеется свой центр обучения. Здесь заказчики могут ознакомиться с новейшими разработками в области сварочных технологий.
Примеры применения сварочных роботов в различных областях промышлености:
Возможные сварочные процессы в применении со сварочными роботами CLOOS QIROX®:
Нестандартные и индивидуальные решения – задачи, которые CLOOS решает каждый день. Глубокие знания во всех отраслях металлообрабатывающей промышленности всегда приводили к успеху, к передовым технологиям, что в свою очередь ставило перед нами новые задачи. Компетентность лучше всего подтверждается деталями.
Мы никогда не стоим на месте. Вот уже многие десятилетия мы являемся пионерами в области новаторских сварочных технологий. Наши усовершенствования получили мировое признание.
Сварочные роботы фирмы CLOOS – гарант вашего оптимального системного решения
Задайте вопрос по подбору оптимального решения для Вашей задачи по телефону (812) 309-74-80
Сделайте запрос в письменной форме и скачайте опросный лист на разработку проекта роботизированной сварки
www.smart2tech.ru
Сварочный робот - роботизированная сварка от Rus-Robot

Промышленные роботы – машины предназначенные для выполнения программно заданных траекторий. Сварочный робот полноценно оснащается для реализации всех основных технологий: электрическая дуговая, точечная контактная, плазменная резка и пр . В стандартном подходе промышленный робот удерживает инструмент, который пропускает ток через две соединяемые металлические детали, робот выполняет траекторию в которой кроме линейных перемещений программно заложены значения колебательных движений, необходимых для формирования шва.
Во время роботизированной сварки робот перемещает сварочный пистолет по заданной траектории, контролируя технологические параметры и реагируя на их изменения, двигаясь с очень высокой точностью, стабильной (оптимальной) скоростью.
Дополнительными элементами робототехнических сварочных комплексов являются позиционеры, задающие вращательное движение для заготовки, линейные направляющие, позволяющие совершать роботизированную сварку с помощью продольных перемещений, увеличивающих рабочую зону робота и позволяющие организовать несколько сварочных постов используя одного робота либо производить сварку крупногабаритных деталей и конструкций.
Так же в состав робототехнических систем могут входить несколько роботов, работающих синхронно. При этом они могут служить позиционерами т.е. производить манипуляции с заготовками или основным технологическим оборудованием т.е. выполнять сварку.
Наибольшее распространение современные промышленные сварочные роботы получили в автомобилестроении. Это не удивительно, ведь изготовление кузовов требует высокого качества и производительности. Но применение сварки роботом целесообразно не только на автоконцернах. Везде, где предприятию необходимо повысить производительность и качество, при этом оптимизировать свою зависимость от квалифицированных рабочих требуется или в ближайшей перспективе потребуется внедрение сварочных РТК. Тем более, что современные роботы стали доступны для российских покупателей по стоимости и упрощенному интерфейсу.


rus-robot.com
Промышленный сварочный робот. Из чего состоит, Принцип работы, система управления.

Промышленным сварочным роботом называют автоматический манипулятор с программным управлением, который может быстро переналаживаться для выполнения различных операций, выполняемых обычно вручную. Основное отличие такого типа автоматической машины от других автоматов — это применение принципов ручного труда и универсальности. Робот позволяет освободить человека от монотонного, тяжелого, утомительного, вредного и опасного труда. Его отличают быстродействие, точность позиционирования, возможность перемещения больших масс.
Промышленный сварочный робот состоит из механической части (собственно робота) и системы управления. Механическая часть робота имеет подвижную руку и шарнирную кисть, в захвате которой закрепляется рабочий инструмент. Промышленный робот, предназначенный для производства сварочных работ — сварочный робот, дополнительно комплектуется необходимым сварочным оборудованием. Например, сварочный робот для дуговой сварки в защитном газе имеет сварочную горелку, механизм подачи проволоки, кассету, газовую аппаратуру, источник питания сварочного тока. В этом случае в качестве рабочего инструмента робота используется сварочная горелка (при дуговой сварке) или сварочные клещи (при контактной точечной сварке).
Сварочные роботы имеют от трех до семи управляемых движений (степеней подвижности). Большинство из них имеет пять движений: три движения руки и два движения кисти. Комбинирование движений, набор которых может быть различным (вращательных, угловых, продольных, поперечных), позволяет установить сварочный инструмент в любую точку пространства в пределах действия робота. Движения робота осуществляются с помощью независимо перемещающихся механизмов — исполнительных органов, каждый из которых снабжен собственным приводом: электромеханическим или электрогидравлическим.
Система управления сварочным роботом является его и мозгом. Она содержит запоминающее устройство, в котором хранится вся программа перемещений робота и параметров режима сварки. В соответствии с этой программой из системы управления поступают командные сигналы на исполнительные органы робота, включая органы сварочного оборудования. Запись программы может производиться по методу обучения с предварительным прохождением с участием оператора всей траектории сварочного инструмента вручную. В роботах, предназначенных для дуговой сварки, дополнительно программируют скорость сварки, а при сварке швами конечной длины — команды о начале и окончании сварки.
Существенным недостатком сварочных роботов первого поколения — а именно к ним относятся роботы, работающие по жесткой, заранее заданной программе, — является требование высокой точности сборки свариваемых деталей и их расположения в рабочем пространстве. В последнее время созданы и уже находят применение в промышленности роботы второго поколения, которые имеют более совершенные системы управления, способные производить выбор определенной программы, корректировать перемещение сварочного инструмента, изменять режим сварки и т. д. Такие самонастраивающиеся сварочные роботы оборудованы датчиками, обеспечивающими, например, автоматический обход встречающихся на пути элементов сборочно-сварочных приспособлений. Наряду с совершенствованием обычных промышленных роботов создаются роботы, действующие в экстремальных условиях: в агрессивных средах, в космосе, при действии радиации.
Похожие статьи
mastrerkon.ru
Каковы преимущества сварочных роботов? | Belfingroup
Всем известно, что ручная электродуговая сварка - достаточно сложный и ответственный процесс, который требует от человека особых знаний и большого опыта.
При осуществлении ручной сварки, специалист (сварщик) должен обладать определенными навыками для выполнения сразу нескольких операций. К примеру, электрод, необходимо перемещать вдоль оси для поддержания постоянной длины дуги и одновременно вдоль шва для заполнения его расплавленным металлом. Кроме того, при сварке широкого шва, требуется еще и движение электрода поперек шва, чтобы полностью заполнить его металлом. Такая тяжелая и монотонная работа, в значительной степени зависит от человеческого фактора. С этими и другими, непростыми задачами с блеском справится СВАРОЧНЫЙ РОБОТ. Робот в комплекте со сварочным оборудованием для автоматизированной сварки, является сварщиком высочайшей квалификации, так как роботизированная сварка осуществляется с высокой точностью и постоянной сварочной скоростью, а так же с необходимыми сварочными параметрами и возможностью изменения этих параметров непосредственно во время сварки. Контроллер сварочного робота обеспечивает важнейшие функции для задания параметров сварочного процесса.
Для каждого сварного шва, в зависимости от его длины и толщины детали, вида шва и расположения в пространстве могут быть установлены и модифицированы параметры:
- задание последовательности начала сварки;
- задание сварочных состояний в течение времени от образования дуги до начала сварки;
- задание времени подачи защитного газа до начала сварки и после окончания сварочного процесса;
- задание различных видов данных, для автоматического освобождения проволоки при приварке;
- задание скорости подачи и оттягивания проволоки в начале сварки и в конце;
- разрешение или запрещение включения сварки в проверочном режиме;
- задание последовательности окончания сварки; - задание различных видов данных для корректировки геометрии шва;
Каждая рабочая программа Сварочного робота имеет набор определенных параметров, продиктованных требованиям к сварке конкретного изделия.
Обучение робота и создание рабочих программ для роботизированной сварки – это не сложное мероприятие. Системные интеграторы (поставщики роботизированных технологий сварки) обучают специалистов заказчика, после чего они самостоятельно могут создавать все новые и новые программы, что позволяет расширять ассортимент свариваемых изделий и увеличивать библиотеку рабочих программ сварки. Автоматизация сварочного производства на основе внедрения роботов наиболее перспективное решение.
Робот это механизм, отличающийся универсальностью действий, высокой скоростью переходов на выполнение новых операций, и во многом превосходящий физические возможности человека. Роботизированные технологи, принципиально отличаются от обычных традиционных средств, так как имеют многоцелевое назначение. Они легко перестраиваются на выполнение самых разнообразных операций и интеллектуальных действий, в том числе и в меняющейся (непредсказуемой) обстановке.
Но необходимо знать, что роботизированная сварка рассчитана на качественный заготовительный участок, обеспечивающий высокоточную предварительную сборку и повторяемость изделий. Конечно, существуют технологии технического зрения, датчики слежения за швом и лазерные сканеры, которые значительно расширяют возможности Сварочного Робота в тех случаях когда качество предварительной сборки не отвечает нормативным.
Но все это приводит к увеличению итоговой стоимость Роботизированного Комплекса Сварки (РТК Сварки) Другими словами, наличие качественного заготовительного участка, позволит экономить средства при создании РТК Сварки.
Иногда имеет смысл, начать именного с модернизации заготовительного участка с последующей закупкой Сварочного Робота.
belfingroup.com
Сварочные роботы
Сварочные роботы, установленные на производстве, применяются в качестве вспомогательного или основного технологического оборудования. В первом случае сварочный робот подразумевает собой интегрированный промышленный робот, служащий подъемно-транспортным средством при обслуживании стационарных сварочных машин и автоматов, обеспечивая сборку и установку свариваемых деталей в рабочую зону машины и съем готового изделия. При этом сварочный робот или оснащается широкодиапазонным захватным устройством, позволяющим манипулировать как отдельными деталями, так и сварным изделием, или имеет автоматическую смену захватных устройств. Во втором случае сварочный робот выполняет непосредственно сварку и оснащается рабочим инструментом: для точечной сварки — сварочными клещами, а для дуговой — сварочной горелкой с плавящимся или неплавящимся электродом. В состав комплекса могут одновременно входить два сварочный робота: для подачи деталей и сборки их под сварку и для сварки.
Сварочный робот целесообразно использовать для сварки изделий в условиях средне- и крупно-серийного производства, так как при единичном и мелкосерийном производстве много времени затрачивается на программирование сварочного робота. При мелкосерийном производстве механизация и автоматизация сварки могут быть реализованы на основе применения групповых технологических процессов с использованием автоматизированных участков сварки, составленных из ряда роботизированных комплексов, которые объединены общей транспортной системой. В каждом комплексе (на роботизированной позиции) сварочный робот выполняет ограниченную номенклатуру типовых (и сходных между собой) сварочных операций.
При группировании сварочных роботов в группы по однотипным признакам следует выделять следующее: материал сварной детали; сортамент заготовки; форму и массу сварной детали; тип сварных соединений. Первый и второй признаки позволяют группировать детали и группы сварочных роботов по технологическим особенностям сварочных работов, устанавливают взаимосвязь между технологическими операциями заготовительных и сборочно- сварочных работ и определяют организацию и структуру производства. От формы сварной детали зависят специфика и технологический процесс сборочных работ под сварку, а также выбор средств механизации и автоматизации сборочных операций. Масса сварной детали определяет грузоподъемность манипулятора, входящего в состав сварочного робота, тип сварного соединения — технологию и средства автоматизации сварочных работ.
Наиболее объективным и стабильным классификационным признаком является форма сварной детали. Конструкционные характеристики сварных узлов, взаимное расположение элементов и масса деталей, а также тип сварных соединений позволяют определить код любой рассматриваемой конкретной сварной металлоконструкции, установить типовой технологический процесс для сварочного робота и выбрать технологическое оборудование.
Сварные узлы должны иметь ясно выраженные базы и места ориентации, позволяющие без дополнительной выверки устанавливать их в приспособлении, где для базирования и закрепления таких узлов должна применяться универсальная технологическая оснастка. Конструкционно-технологические параметры сварных узлов должны способствовать унификации оснастки и применению группового метода организации производства.
К сварным узлам, отвечающим перечисленным выше требованиям, относятся узлы с одной опорной плоскостью, с перпендикулярными опорными плоскостями, узлы типа рычагов, вилок, ограждений, кузовов, шкафов, а также узлы типа обечаек, штуцеров, ниппелей и шнеков.
www.alfa-pet.ru
Применение роботов в сварке - Сварка металлов
 Применение роботов в сварке
Применение роботов в сварке Категория:
Сварка металлов
Применение роботов в сварке Промышленный робот представляет собой автоматическое устройство с программным управлением, быстро переналаживаемое для выполнения различных операций, обычно его рабочим органом является механическая ручка с тремя — шестью степенями свободы, т. е. количеством допускаемых независимых перемещений (продольных, поперечных, вращательных, угловых и т. п.).
Робот-манипулятор является универсальным устройством и может использоваться в различных производственных линиях в отличие от традиционных автоматических манипуляторов, которые
разрабатывают и изготовляют применительно к одной конкретной производственной установке.
В сварочном производстве нашли преимущественно применение роботы, перемещающие сварочные клещи для контактной точечной сварки. Это связано с более низкими требованиями к перемещению клещей между точками при контактной сварке по сравнению с перемещением электрододержателя или горелки в процессе дуговой сварки. Роботы, предназначенные для дуговой сварки, должны осуществлять непрерывное движение электрода при регулируемых величинах перемещения, скорости и ускорения. Это усложняет его конструкцию и требует значительно большего объема памяти программирующих устройств.
Робот, изображенный на рис. 1, используют в качестве носителя сварочных клещей для контактной сварки в автомобильной промышленности. В запоминающее устройство робота вводят программу. Программирование выполняет вручную оператор, который на первом экземпляре изделия с помощью пульта управления осуществляет необходимую последовательность перемещений сварочных клещей и выполнение сварки всех точек. Положение каждой свариваемой точки на рабочем пути фиксируется в программе. Вся программа начинает действовать по сигналу о том, что изделие заняло заданное положение относительно робота, после чего робот в соответствии с заложенной программой производит необходимые манипуляции. Одним из основных преимуществ роботов наряду с автоматизацией процесса является возможность легкой и быстрой смены программы в зависимости от свариваемого изделия.
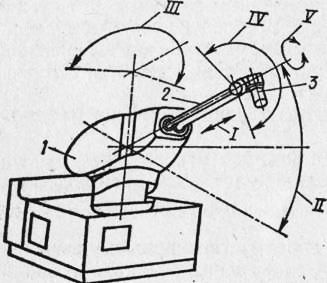
Рис. 1. Схема исполнительных механизмов робота: 1 — корпус, 2 — рука, 3 — запястье; 1 — вытягивание — втягивание, II — подъем — опускание, III — поворот, IV — изгиб, V — вращение
В целом применение роботов наиболее целесообразно в мелко-и среднесерийном производстве. В массовом производстве более целесообразны специализированные автоматические установки ввиду их большей производительности, например многоточечные контактные машины при большом объеме сварки. В единичном производстве рациональнее применение ручного управления сварочным процессом.
Существенным недостатком роботов первого поколения является требование высокой точности сборки свариваемых деталей и их расположения в рабочем пространстве робота. В настоящее время создаются сварочные роботы второго поколения с системами обратной связи, с помощью которых рабочая программа и манипуляции робота будут автоматически корректироваться при изменении положения изделия или его отдельных элементов. Такие роботы, оборудованные специальными датчиками, смогут, например, обеспечить автоматический обход встречающихся на пути элементов зажимных приспособлений. Наряду с совершенствованием обычных промышленных роботов создаются роботы, действующие в экстремальных (сложных, труднодоступных, опасных для человека) условиях — в агрессивных средах, под водой, в космосе.
Читать далее:
Основные дефекты сварных соединений и классификация методов их контроля
Статьи по теме:
pereosnastka.ru