







Строительный справочник | материалы - конструкции - технологии. Может ли сварщик устранять мелкие поверхностные дефекты в корневом шве
Дефекты сварных швов и соединений. Способы их устранения
От качества сварки зависит дальнейшая эксплуатация конструкции, поэтому дефекты сварных соединений не допускаются. Возникновению дефектов способствует множество факторов, например:
- нарушение технологии работ;
- халатность;
- невысокая квалификация сварщика;
- применение неисправного оборудования;
- производство работ без надлежащей подготовки, в неблагоприятных погодных условиях.
Различают допустимые и не допустимые значения дефектов сварных швов от степени снижения технических параметров изделия по прочности. При допустимых нарушениях исправление дефектов сварки не производится, во втором случае их устранение необходимо. Пригодность изделия к эксплуатации, определение соответствия шва нормам производится по ГОСТ 30242-97.
Виды дефектов сварки
Правильный сварочный шов подразумевает однородность состава основного и присадочного материала, образование нужной его формы, отсутствие трещины, непровара, наплыва, наличием чужеродных веществ. Различают следующие виды дефектов сварных соединений:
- наружные;
- внутренние;
- сквозные.
Что собой представляют наружные дефекты?
Наружные дефекты сварных швов и соединений обнаруживаются визуально. Нарушения режима сварки, не соблюдение точности направления и движения электрода из-за спешки или безответственности сварщика, колебания напряжения электричества при производстве сварочных работ приводят к образованию шва неправильного размера и формы.
Характерными признаками наружного вида брака являются: различие ширины продольных швов и катетов угловых, резкость перехода от основной стали к наплавленной.
При ручном способе сварки нарушения происходят вследствие ошибок в подготовке кромок, пренебрежения режимом и скоростью сварки, отсутствия своевременного контрольного обмера. Дефекты сварных швов и причины их образования при ведении автоматического или полуавтоматического способа сварочных работ кроются в чрезмерных скачках напряжения электричества, ошибках в режиме. Различают следующие наружные виды дефектов сварных швов:
Трещины швов бывают горячие и холодные, продольные, поперечные, радиальные. Первые из них имеют место при применении высоких температур от 1100 до 1300°С, воздействующих на свойства металла в плане снижения пластичности, появления деформаций растяжения. Этот вид дефектов сварных швов сопровождается увеличением в составе стали нежелательных химических элементов. Холодные трещины могут появляться при температуре до 120°С во время остывания, позже – под воздействием нагрузок во время эксплуатации. Причиной данного вида брака может стать снижение прочности стали из-за сварочных напряжений или присутствие растворенных атомов водорода.
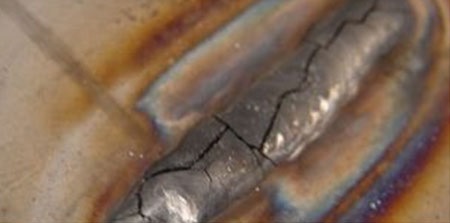
Трещина в сварочном шве
Подрез характеризуется наличием углубления между сплавленной и основной сталью. Этот вид дефекта сварочного шва встречается больше других. Увеличение напряжения дуги при быстрой сварке, приводит к утончению толщины стали, снижению прочности. Более глубокая проплавка одной из кромок является причиной стекания жидкой стали на другую поверхность, из-за чего канавка сварки не успевает заполниться. В данном случае, дефекты сварки и способы их устранения определяются визуально. Недостатки в работе устраняются путем зачистки, с последующей переваркой.

Подрез сварочного шва
Наплыв возникает, когда сплавленный металл натекает на поверхность основной стали без образования однородной массы с ним. Этому виду брака характерно образование очертания шва без обретения достаточной прочности, что сказывается в общей выносливости металла. Причина брака в применении низкого напряжения дуги, наличие окалин на кромках частей, натекание проплавленной стали при сварке горизонтальных швов, когда поверхность свариваемых конструкций вертикальна. Чрезмерно медленная сварка также приводит к образованию наплывов, из-за появления излишек расплавленного металла.
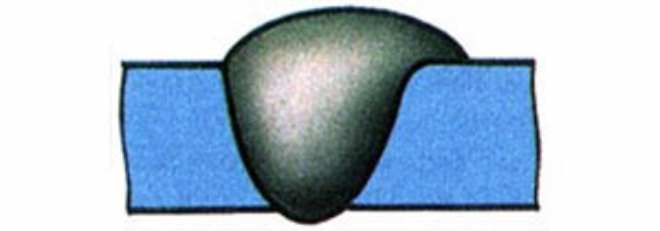
Наплыв
Кратеры появляются из-за резкого отрыва дуги. Они имеют вид углублений, где может образоваться непровар, рыхлость материала с усадочным свойством, приводящим к появлению трещин. Кратеры возникают из-за погрешностей сварщика. Так как кратер обычно является причиной появления трещин, из-за чего не допускается, при его обнаружении следует зачистить, затем заваривать повторно.

Образовавшийся кратер в сварочном шве
Свищи имеют вид воронок с углублением на теле шва. Они образуются из раковин или пор достаточно больших размеров, при недостаточной подготовке поверхности элементов сварки и присадочной проволоки. Данный вид дефекта также можно увидеть при визуальном осмотре и подлежат немедленному устранению.

Типичные воронки свища
Внутренние дефекты сварочных швов
Внутренние недостатки сварки визуально обнаружить невозможно. Обычно появляются из-за нарушения технологического процесса сварки и не надлежащего качества материала. При внутренних дефектах также могут появиться трещины, но они не видны или малы, но со временем могут раскрыться. Скрытые трещины опасны тем, что их трудно обнаружить, а напряжение может возрастать постепенно, и может привести к скоротечному разрушению конструкции, поэтому чрезмерно опасны. Причиной брака могут быть огромные напряжения, быстрое охлаждение при использовании углеродистых и легированных сталей. Наиболее распространенные виды данного рода дефектов следующие:
Непровар происходит при недостаточном сплавлении свариваемых частей шва на местах. Причина кроется в ненадлежащей подготовке кромок, связанных с наличием ржавчины, окалины, недостатком зазора и притуплением кромок. Кроме этого, спешка и быстрая скорость ведения сварки, малая сила тока или смещение электрода от оси шва тоже могут привести к непровару шва. Из-за уменьшения сечения сварного шва появляется концентрация напряжений, что отражается в снижении прочности соединений, которая составляет при вибрационных нагрузках до 40%, а большие участки непроваров – до 70%. При превышении допустимых значений требуется зачистка шва и ее переварка.
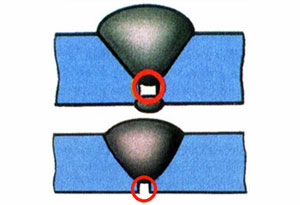
Непровар и незаполнение
Поры – это свободные пространства сварного шва, заполненные газом, преимущественно, водородом. Причиной этого вида брака является наличие чужеродных примесей в свариваемых материалах, сырость, недостаточная защита сварочной ванны. При превышении допустимых концентраций пор сварочный шов подлежит переварке.
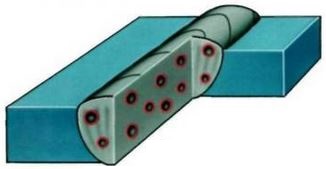
Поры в сварном шве
Кроме этого, можно отметить шлаковые, вольфрамовые, оксидные включения, также возникающие при нарушении технологии сварочного процесса.
Сквозные дефекты
Этот вид брака подразумевают наличие пор, проходящих через всю толщину сварки, также обнаруживаются визуально. Преимущественно возникают при ведении сквозной сварки. При данном виде дефекта возможно появление прожогов и трещин.

Прожог
Прожог возникает от применения большого тока и медленной сварки. Причина – чрезмерная открытость зазора у кромок, неплотное прилегание подкладок, вследствие чего происходит утечка сварочной ванны. Проверка шва на наличие брака проводится визуально, при его превышении допустимой нормы, требуется зачистка и переварка сварки.
Методы обнаружения, контроля и устранения дефектов
Чтобы обнаружить дефекты сварного шва применяются следующие способы:
- визуальный осмотр – проводится с применением увеличительных приборов;
- цветная дефектоскопия – основан на изменении цвета специального материала при соприкосновении с текучим материалом, например, с керосином;
- магнитный метод – измерение искажения магнитных волн;
- ультразвуковой метод – применение ультразвуковых дефектоскопов, измеряющих отражение звуковых волн;
- радиационный метод – просвечивание сварных швов рентгеном и получение снимка со всеми деталями дефекта.
Для обеспечения качества сварного шва проводится маркировка и клеймение. Каждый сварщик ставит свое клеймо на своем участке сварки.
При обнаружении брака необходимо провести устранение дефектов сварки. Для этого применяют следующие виды работ:
- заварка – используют для ликвидации крупных трещин, предварительно подготовив трещину сверлением и зачисткой при помощи зубила или абразивного инструмента;
- внутренние мелкие трещины, непровары и включения подлежат полной зачистке или вырубке с повторной сваркой;
- неполные швы и подрезы сварного шва устраняют наплавкой или заваркой тонкими слоями;
- удаление наплывов производят механическим путем с помощью абразивного инструмента;
- перегрев металла устраняют путем термической обработки.
svarkagid.ru
Дефекты сварных соединений, контроль сварочных швов и устранение недостатков
Сварка относится к числу основных процессов большинства машиностроительных производств. Кроме того, сварка часто применяется в быту для соединения металлических конструкций, поскольку имеет преимущества перед другими способами.
К плюсам метода стоит отнести:
- Обеспечивает лучшую герметичность при соединении трубопроводов, чем резьбовые соединения.
- Снижает материальные затраты на закупку метизов при изготовлении оград, лестниц и прочих металлических конструкций.
- Органично смотрится в составе сборных металлических изделий, поскольку качественно выполненный сварной шов всегда аккуратен. За счет этого сварка широко применяется при производстве высокохудожественных металлических конструкций, в том числе для соединения элементов, выполненных с помощью художественной ковки.
Но сварные швы не всегда бывают выполнены качественно. Это становится особенно заметно, если в сварке одного изделия вместе принимали участие мастер с большим производственным опытом и новичок. Профессионально выполненный шов при визуальном осмотре никогда не вызовет вопросов, в отличие от свисающих наплывов или непроваренных участков шва, сделанного новичком. А ведь это только внешняя картина. Важно и то, в каком состоянии находится металл внутри. От этого очень сильно зависит прочность сварного соединения и другие характеристики.
Рассмотрим дефекты, которые могут возникать в сварных швах, причины их возникновения, способы недопущения их появления, а также варианты устранения.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
- Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Виды дефектов сварных швов
Дефекты сварных соединений принято делить на две группы:
- Внешние, наличие которых становится очевидным при осмотре шва невооруженным глазом.
- Внутренние, выявление которых требует применения специальных приборов контроля.
В некоторых источниках сквозные дефекты выделяют в отдельную группу, однако с научной точки зрения они относятся к внешним, поскольку выявляются при осмотре.
Внешние недостатки
Поскольку внешние дефекты являются видимыми, они связаны с нарушением геометрии шва и прилегающих участков материала. При ручной сварке в подавляющем большинстве случаев брак связан с низкой квалификацией сварщика или небрежностью при выполнении работ. Часто можно наблюдать ошибки в направлении электрода и его перемещении. При автоматической сварке брак может быть вызван работой на неисправном сварочном оборудовании.
Наиболее часто встречаются следующие виды внешних дефектов:
- Отклонение по ширине и высоте. В качестве основных причин возникновения обычно выступают плохая подготовка свариваемых кромок и неудовлетворительная их подгонка, неравномерное перемещение электрода, отступление от необходимых режимов. Данный дефект не только портит внешний вид изделия, но и снижает механические характеристики, ведь наплавленный металл остывает неравномерно, что может приводить к возникновению внутреннего напряжения и даже пластическим деформациям.
- Наплывы. Являются основной проблемой многих новичков, недавно освоивших профессию сварщика. Возникают в процессе чрезмерного натекания металла электрода на стыкуемые поверхности без сплавления. Возникновению наплывов способствует наличие окалины на свариваемых элементах, что свидетельствует о плохой подготовке поверхностей. При недостаточной скорости перемещения электрода образуются излишки расплавленного металла, который затвердевает без соединения с основным материалом. Низкое напряжение дуги, длинная дуга, завышенный ток также могут стать причиной появления наплывов. Даже смещение электрода относительно оси выполняемого сварного шва может привести к этому распространенному дефекту. Стоит отметить, что наплывы не всегда влияют на механические свойства и герметичность соединения. Поэтому в отдельных случаях допускается эксплуатация сварных соединений с наплывами, если внешний вид изделия не имеет особой важности.
- Подрез — дефект, который можно считать противоположным наплыву. Представляет собой канавку по обе стороны от сварного шва. В результате происходит местное снижение толщины, отрицательно сказывающееся на прочностных характеристиках изделия. Подрез может возникать при завышении скорости сварки, большом напряжении. Если при выполнении углового шва между горизонтальной и вертикальной поверхностями сместить электрод выше оси шва, расплавленный металл будет интенсивно стекать вниз, а выше оси возникнет подрез.
- Непровар — еще один распространенный вид дефекта, возникающий чаще всего по вине неопытного сварщика. Непровар заключается в отсутствии сплавления между стыкуемыми элементами или между наплавленным металлом и основным материалом. При многослойной сварке возможно возникновение непровара между отдельными слоями. Основными причинами появления этого брака являются плохая подготовка поверхностей, наличие ржавчины или окалины, заниженный зазор между стыкуемыми поверхностями, завышенная скорость сварки, смещение электрода относительно выполняемого шва, заниженная сила тока. Непровар резко снижает прочность сварного соединения, а для герметичности часто является критичным.
- Незаплавленные углубления. Их называют кратерами. Представляют собой углубления, образующиеся обычно в местах резкого отрыва дуги. Могут сопровождаться усадочными рыхлостями, которые становятся причиной образования трещин.
- Наружные трещины. Могут располагаться как продольно, так и поперечно. Образуются не только в наплавленном, но и в основном металле. В последнем случае они располагаются в зоне термического влияния сварки, то есть близко к шву. Причиной образования трещин могут стать напряжения, возникающие при неравномерном нагреве и охлаждении. Наличие пор и непроваров может спровоцировать возникновение трещин.
- Прожог — сквозное проплавление, сопровождающееся вытеканием жидкого металла с изнаночной стороны выполняемого шва. Возникают прожоги обычно ввиду больших значений тока, увеличенного зазора между стыкуемыми кромками или плохой их подгонки, низкой скорости перемещения электрода.
Внутренние дефекты
Наличие в сварном шве внутренних дефектов не всегда является очевидным. Скрытый брак особенно опасен, поэтому все сварные соединения должны подвергаться тщательному контролю.
Рассмотрим основные виды внутренних дефектов:
- Поры. Появляются при поглощении расплавленным металлом водорода, окиси углерода и других газов, которые не успели выделиться на поверхность металла при его застывании. Поры представляют собой пузырьки, заполненные газом. Обычно возникают при неправильно подобранных электродах или их хранении во влажной среде, наличии в месте стыковки ржавчины или окалины.
- Окислы и включения шлака. Образуются при чрезмерно длинной дуге. Существенно снижают прочностные характеристики шва. В ответственных конструкциях допускаются лишь единичные включения.
- Непровар корня или кромки шва. По своей сути сходен с внешним непроваром, но визуально незаметен, так как находится в толще металла.
- Внутренние трещины. Механизм появления аналогичен возникновению наружных трещин.
- Перегрев. Суть дефекта — в крупнозернистом строении. Крупные зерна имеют меньшую поверхность сцепления между собой, вследствие этого снижаются прочность и пластичность. Иногда этот дефект поддается исправлению термообработкой.
- Пережог — появление окисленных зерен, сцепление которых между собой существенно ослабевает, что резко увеличивает хрупкость. Пережог, в отличие от перегрева, является неисправимым браком.
Методы контроля
Для предупреждения появления дефектов должен проводиться систематический контроль на всех этапах производства: до, в процессе сварки, и после окончания.
- Перед сваркой проверяется подготовка стыкуемых поверхностей, их геометрия.
- В процессе — тщательно контролируется соблюдение всех параметров технологического процесса, в том числе режимов сварки.
- После сварки следует контроль готового изделия.
Основные способы выявления дефектов сварных швов:
- Визуальный осмотр и проверка геометрии. Предполагается использование лупы для обнаружения мелких поверхностных трещин и пор. Участок металла зачищается наждачной бумагой и протравливается раствором азотной кислоты. Образуется матовая поверхность, на которой трещины более заметны. После осмотра остатки кислоты удаляют.
- Испытание механических свойств. Вместе с изделием производят сварку образцов, которые направляют в лабораторию для определения временного сопротивления, относительного удлинения, ударной вязкости.
- Контроль макроструктуры. Проводится на образцах, прошедших шлифовку и протравливание.
- Контроль микроструктуры. Проводят на образцах с применением микроскопа. Данный метод исследования позволяет обнаружить пережог, окислы границ зерен, изменение структуры металла, микротрещины.
- Гидравлические и пневматические испытания. Применяются для контроля сосудов и трубопроводов.
- Рентгеновский контроль. Просвечивание рентгеновскими лучами позволяет выявить поры, непровары, трещины, шлаковые включения.
- Ультразвуковой контроль. Производится с помощью ультразвукового дефектоскопа. Высокочастотные колебания проникают в металл и отражаются от трещин, пор и других дефектов.
- Контроль на наличие межкристаллитной коррозии. Проводят только для изделий, подвергающихся воздействию агрессивных сред.
Способы устранения дефектов
Зачастую выявленные дефекты сварочных швов не подлежат устранению и ведут к браковке изделия. Разумеется, никто не будет выбрасывать секцию ограды с наплывами, но для ответственных деталей контроль всегда необходим жесткий.
Некоторые дефекты вполне можно устранить:
- Наплывы удаляют механическим путем с применением абразивного инструмента.
- Крупные трещины подлежат заварке. Место появления трещины засверливается и зачищается с помощью абразива.
- Мелкие трещины и непровары ликвидировать сложнее. Обычно требуется полное разрушение выполненного шва, новая тщательная зачистка и повторная сварка.
- Подрезы устраняют наваркой тонких слоев металла.
- Перегрев возможно устранить при определенных режимах термической обработки.
После устранения всех недостатков деталь подлежит повторному, еще более тщательному контролю, который позволит удостовериться, что дефекты отсутствуют. В случае повторного обнаружения недостатков допускается произвести дополнительные исправления. Однако повторять такие процедуры можно не более трех раз, иначе высока вероятность резкого снижения механических свойств материала.
Зачастую трудно выполнить сварку совсем без дефектов. Однако постоянная практика и неукоснительное соблюдение технологии позволят свести их количество к минимуму. А знание теоретической базы поможет правильного организовать технологический процесс с целью получения изделий высокого качества.
tokar.guru
Дефекты сварных швов - виды и способы устранения
Соединение металлических деталей сваркой — сложный физико-химический процесс, где при высоких температурах взаимодействует сам металл, газы атмосферы, продукты горения электрода. Каждый из компонентов вносит свой вклад в общий итог процесса сваривания. Некоторые из воздействий приводят к некачественному свариванию, образуются так называемые дефекты сварных швов.
Они могут образоваться в результате различных ситуаций, например, при излишне большом или слишком слабом сварочном токе, повышенной влажности, наличии загрязнений в зоне сваривания. Существует определенная классификация дефектов и причин их появления, общий обзор которых будет приведен в этой статье. Также вы узнаете, каким образом можно устранить дефекты и в каких случаях это возможно.
Классификация дефектов сварных соединений
Большинство дефектов сварного шва возникают при нарушении технологии сваривания. Только в некоторых случаях дефекты вызваны непредвиденными ситуациями. При сварке плавлением большое значение имеют:
- предварительная подготовка и сборка соединения;
- режим термической обработки;
- правильный подбор свариваемых материалов;
- качество аппарата и расходных материалов.
 Классифицируются дефекты по различным признакам — размеру, форме, расположению в линии шва, степени опасности относительно возможности разрушения соединения. Нормативно дефекты классифицируются согласно международного документа — «Классификация, обозначения и определения. Дефекты соединения металлов при сварке плавлением». Все требования сборника собраны в ГОСТ 30242-97.
Классифицируются дефекты по различным признакам — размеру, форме, расположению в линии шва, степени опасности относительно возможности разрушения соединения. Нормативно дефекты классифицируются согласно международного документа — «Классификация, обозначения и определения. Дефекты соединения металлов при сварке плавлением». Все требования сборника собраны в ГОСТ 30242-97.
По этому документу все дефекты сварных соединений подразделяются на 6 основных групп:
- трещины;
- нарушение формы шва;
- полости, кратеры и раковины;
- несплавленные кромки и непроваренные участки;
- наличие твердых вкраплений и включений;
- остальные дефекты, не вошедшие в первые 5 групп.
Каждый из дефектов имеет свое цифровое обозначение, которое проставляется в зоне сварного шва при осмотре. По международной классификации дефекты сварных швов могут обозначаться еще и буквами. Но, в любом случае, определение дефектов по российской и международной классификации совпадают по основным характеристикам.
Трещины
 Такие нарушения возникают как на самом шве, так и в близлежащей зоне. Причиной их может быть неравномерное охлаждение металла или действие нагрузок до момента полного остывания. Трещины бывают поперечными, радиальными и продольными, обозначаются, соответственно, 102, Eb, 103, E и 101 Ea. Существует еще несколько видов трещин, в том числе и те, которые обнаруживаются только при микроскопическом исследовании (микротрещины 1001).
Такие нарушения возникают как на самом шве, так и в близлежащей зоне. Причиной их может быть неравномерное охлаждение металла или действие нагрузок до момента полного остывания. Трещины бывают поперечными, радиальными и продольными, обозначаются, соответственно, 102, Eb, 103, E и 101 Ea. Существует еще несколько видов трещин, в том числе и те, которые обнаруживаются только при микроскопическом исследовании (микротрещины 1001).
Полости

Полости в сварном шве
Образуются скоплением газов в расплавленном металле. Полости могут быть как сферическими, так и бесформенными. Но, в любом случае, они приводят к снижению прочности соединения. Полости располагаются хаотично, цепочкой, скоплением, равномерно. Маркируются цифрами 2012, 2013 и т д. Открытые полости, образованные расширяющимся газом, который покинул пределы шва и ушел в атмосферу, называются свищами.
Раковины и кратеры образуются в зоне полостей и свищей, когда металл еще не остыл, а внутреннее давление газов снизилось ниже критического. Остывая, металл сжимается и как бы проваливается внутрь шва.
Твердые вкрапления
Общий индекс твердых включений — 300. Такие дефекты сварных соединений представляют собой частицы шлака, металлов или неметаллов, оставшиеся в зоне шва и вплавленные в металл, но не составляющие с ним одного целого. Такими включениями могут быть флюсы, частицы вольфрама, меди, оксидов по той или иной причине оказавшиеся в шве.
Несплавления
Участки сварного шва, в которых между металлом и швом, внутри шва или по боковой и корневой части наблюдаются зоны, где металл недостаточно расплавился и не соединился в целостную структуру. Это явление возникает в результате слишком быстрого перемещения электрода или недостаточной силе сварного тока. Маркируются дефекты индексом 400.
Разновидностью несплавления являются непровары — участки шва, где металл недостаточно расплавился, чтобы проникнуть в корневую часть шва и заполнить весь зазор между деталями.
Нарушения формы шва
Таких дефектов можно насчитать несколько десятков. Наиболее распространенные:
- подрезы;
- линейные и угловые смещения;
- натеки;
- прожоги;
- неравная ширина;
- нарушение профиля.
В дефектоскопии такие нарушения маркируются цифрами от 500.
Устранение дефектов
Во многих случаях выявленные при дефектоскопии нарушения целостности шва можно устранить. Наружные дефекты, то есть те, которые можно увидеть визуально, без применения специального оборудования. Внутренние — видимые при использовании рентгеноскопического аппарата или механической обработки, при которой снимается часть наплавленного металла. Также дефекты проявляются при ультразвуковом исследовании.
 Устранение дефектов возможно в большинстве случаев, кроме пережога, когда нарушается структура металла. Часто, с целью ликвидации последствий неудачного процесса сварки, часть шва удаляется механическим путем, и сваривание производится снова.
Устранение дефектов возможно в большинстве случаев, кроме пережога, когда нарушается структура металла. Часто, с целью ликвидации последствий неудачного процесса сварки, часть шва удаляется механическим путем, и сваривание производится снова.
Устранить можно практически все дефекты, если это технически можно решить и процесс оправдан экономически. В некоторых случаях деталь лучше отбраковать и пустить на переплавку, чем тратить время на исправление сварного шва.
Дефекты сварки на легированных сталях устраняются только после отпуска деталей — специального процесса термообработки при температурах 450-650 °С. Без этого этапа подготовки устранение дефектов может привести к еще большим нарушениям целостности соединения и возникновению внутренних напряжений в металле.
Дефектоскопия
Таким термином определяется последовательность действий, направленная на обнаружение дефектов сварных соединений, которые могут привести к нарушению герметичности, разрушению конструкций или частичным их деформациям. Дефектоскопия сварных швов производится различными методами, которые ни в коем случае не нарушают целостности шва и самого металла.
Начальный этап — визуальный и измерительный контроль. При нем выявляются практически все внешние и ряд внутренних дефектов — нарушение геометрии, непровары, пережоги, трещины, наплывы. Часто для детализации визуального контроля необходимо обработать поверхность шва реактивами — спиртом или азотной кислотой (становятся видимыми мелкие трещины и поры).
 К внешнему визуальному осмотру относится и применение оптических средств — луп, микроскопов, ламп прямого и бокового освещения. Также в этом процессе применяются измерительные инструменты — штангенциркули, линейки, щупы, шаблоны. С их помощью определяются геометрические размеры дефектов и возможность их классификации на допустимые и недопустимые (в зависимости от требований к конкретному изделию).
К внешнему визуальному осмотру относится и применение оптических средств — луп, микроскопов, ламп прямого и бокового освещения. Также в этом процессе применяются измерительные инструменты — штангенциркули, линейки, щупы, шаблоны. С их помощью определяются геометрические размеры дефектов и возможность их классификации на допустимые и недопустимые (в зависимости от требований к конкретному изделию).
Капиллярный контроль производится с помощью специальных жидкостей, пенетрантов. Проникая в поры и трещины, жидкость окрашивает их и делает хорошо видимыми. Поверхностные дефекты окрашиваются и заметить их намного легче. Цветная дефектоскопия, как правило, позволяет увидеть большинство внешних дефектов, но внутренние проявить таким образом невозможно.
Для глубинного исследования применяется магнитная дефектоскопия, ультразвуковая и рентгенографическая. Эти исследования требуют применения сложных приборов, но в большинстве случаев это оправдано, особенно на сложных и ответственных объектах.
Как правило, в самом начале производится визуальный и измерительный контроль. Все остальные способы диагностики применяются только после того, как исправление дефектов сварки, обнаруженных при осмотре, выполнено, и этот метод не приносит больше результатов.
Каждый сварщик имеет в своем арсенале собственные методы определения дефектов и знает способы их устранения. Если у вас есть собственный опыт в этой области — поделитесь им на страницах нашего сайта. Практические методы работы со сваркой — одна из наиболее интересных тем для наших читателей.
wikimetall.ru
Дефекты сварочных швов и причины их образования | Строительный справочник | материалы - конструкции
Все отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварочных швов могут быть наружными и внутренними.
Наружные дефекты сварочных швов
К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Подрез — дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Наплыв — проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы.
Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать - завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
 |  |
| Рис. 1 Наружные дефекты сварных швов, выявляемые внешним осмотром: А — подрез; Б — наплыв; В — прожог; Г — незаваренный кратер; Д —свищ. | Рис. 2. Трещины в сварном шве и околошовной зоне: А — продольная горячая трещина; Б — холодная трещина в околошовной зоне. |
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции. Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой.
build.novosibdom.ru
Дефекты сварки, образуемые в сварочном шве, их выявление и удаление
В ходе сварных работ, как и при любых других способах обработки металлов не исключены дефекты сварочных швов, образующихся по целому ряду причин.
Перечень факторов, влияющих на качество сварного соединения очень обширен, однако основной причиной дефектов являются неуправляемые химические процессы, происходящие в пограничных областях зоны сварки.

Классификация
Причиной деффектов может быть кристаллизация металла, его химическая неоднородность, а также взаимодействие расплавленной массы с твердым материалом заготовок или с окружающими газами и шлаками. Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от категории сварочных работ. Это объясняется технологическими особенностями того или иного процесса.
Различие достаточно отчётливо проявляется во всех основных её видах, а именно – при электродуговой обработке металлов, контактном сваривании листовых заготовок и, наконец, в газовой сварке.
Электродуговой метод
 К основным причинам образования дефектов при электродуговой сварке можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
К основным причинам образования дефектов при электродуговой сварке можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
Сварочные дефекты, возникающие во втором случае, чаще всего проявляются в виде прожогов, непроваров и нарушений геометрических размеров шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими нагрузками на шовное соединение. Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Вообще же в теории электродуговой сварки рассматриваются самые различные нарушения структуры сварного соединения. Помимо так называемого «холодного» растрескивания к таким дефектам причисляют «горячие», макроскопические и микротрещины.
Все перечисленные отклонения от нормы со временем приводят к расширению зоны действия дефекта и аварийным разрушениям некачественно проваренной конструкции. По этой причине исследованию качества образующихся при дуговой сварке швов уделяется повышенное внимание.
Газосварка
Основные причины дефектов, проявляющихся при газовой сварке, чаще всего те же, что и в перечисленных ранее случаях, касающихся других категорий сварочных работ.
Это те же нарушения в технологии подготовки заготовок перед сплавлением и ошибки, допущенные во время формирования шва (по причине использования нестандартных расходных материалов, например).
 Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
По доступности выявления нарушений при газосварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типовые непровары, значительные по размеру наплывы, а также вогнутости, прорезы, кратеры, образующиеся на основании (в корне шва).
Сюда же следует отнести недопустимое смещение линии стыка (неправильная их разделка), резкие перепады по толщине и поверхностные трещины.
К скрытым и, как правило, трудно выявляемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные вкрапления.
Этот список может быть продолжен такими нередко возникающими нарушениями структуры свариваемых заготовок, как малозаметные непровары между слоями и внутренние микротрещины.
Точечный контактный метод
К дефектам контактного сваривания принято относить следующие визуально различимые (наружные) нарушения в структуре соединений:
- наблюдаемые невооружённым глазом трещины;
- точечные прожоги;
- наружные выплески;
- разрывы металла с поверхностным проявлением структуры;
- нарушения формы контакта и многие другие.
 Основными причинами появления таких отклонений в структуре контакта являются неправильное выставление параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
Основными причинами появления таких отклонений в структуре контакта являются неправильное выставление параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
К дефектам приводит некачественная подготовка обрабатываемых поверхностей перед сваркой, близкое расположение контактной точки к краю точечного соединения.
Среди других причин – недостаточная величина нахлеста заготовок, недопустимый перекос сочленяемых деталей, износ электродов и многое другое.
Основным скрытым дефектом при сварке контактными методами является «слипание» листовых заготовок, при котором между ними образуется лишь кажущийся, чисто внешний контакт. Данный дефект может проявляться не только при сварке под давлением, но и при других известных видах точечного сваривания.
Обнаружить визуально этот вид дефектного образования обычными методами физического контроля практически невозможно. Предупредить его удаётся только путём строгого соблюдения технологии и поддержания в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимого усилия сжатия).
Исправление и предотвращение
 Наличие дефектов при любом типе сварки не всегда приводит к непоправимому результату и выбраковке заготовки. Существует определённый набор нарушений техпроцесса или отклонений от нормы, которые могут быть исправлены сразу же по завершении процесса.
Наличие дефектов при любом типе сварки не всегда приводит к непоправимому результату и выбраковке заготовки. Существует определённый набор нарушений техпроцесса или отклонений от нормы, которые могут быть исправлены сразу же по завершении процесса.
Простейшим и кардинальным способом исправления любого огреха при сварке является вырубка забракованного участка и повторное его заваривание (с учётом обнаруженной неисправности, конечно). Для исключения или исправления ряда дефектов вполне достаточно скорректировать положение рабочего инструмента с электродом.
При использовании этого приёма следует помнить о том, что сварка методом «на подъём» способствует перераспределению расплавленного металла в зоне ванны, а работа по способу «углом вперед» позволяет снизить глубину проплавления.
Поскольку на исправление брака потребуются дополнительные расходы – желательно так организовать сварочный процесс, чтобы исключить необходимость повторных работ.
Один из наиболее эффективных способов предотвращения дефектов – это добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполняемости шва и предотвращает возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающей заполнение корневой части шва, достаточно нагреть предварительно место сварки до определённой температуры посредством специальных добавок (флюсов).
Достичь требуемого эффекта нередко удаётся и за счёт увеличением силы тока. При этом тщательная зачистка сварных кромок и удаление с их поверхности окисных плёнок также снижают вероятность нарушения режима сварки.
Разделка трещин
 Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Такие уловители выполняются в виде небольших отверстий, просверленных на удалении порядка 1,5 см от краёв образования, способных замедлить или полностью прекратить его рост.
Ремонт трещин предполагает определенный порядок операций, учитывающий необходимость тщательной подготовки к повторному свариванию. На этом этапе подготавливаемые к восстановлению кромки сначала разделываются под углом 60 °.
Для проведения этой операции используется либо обычное зубило, либо специальный разделочный электрод, посредством которого края реза полностью очищают от всех мешающих сплавлению образований и неровностей.
Просверленные ранее ограничивающие отверстия-ловушки удалять совсем необязательно.
Наличие дефектов сварки, как правило, приводит к снижению прочностных показателей подготавливаемого соединения, и, как следствие – к нарушению работоспособности конструкции (её повышенной аварийности). Именно поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
svaring.com
Дефекты сварного шва: классификация и способы устранения
Сварка – один из наиболее важных производственных процессов. С ее помощью выполняется соединение стальных деталей в самых разнообразных конструкциях. Как и в случае прочих производственных процессов, иногда встречается брак. Под ним подразумеваются дефекты сварного шва, которые могут резко снизить качество готового изделия, а то и вовсе сделать его эксплуатацию смертельно опасной.
Классификация
 Кстати, а как их можно разделить? Все дефекты сварного шва делятся на три большие группы:
Кстати, а как их можно разделить? Все дефекты сварного шва делятся на три большие группы:
- Наружные.
- Внутренние.
- Сквозные.
Наружные дефекты сварного шва зачастую являются наиболее многочисленной категорией. В нее входят: излишне малые размеры, а также смещение линии шва, различные наплывы, «надрезы», раковины усадки и не заделанные в процессе сварки кратеры, пористость или трещины. Неравномерная ширина шва также относится к этой разновидности. Считается, что внешние дефекты сварных швов относятся к наименее опасной категории.
Соответственно, к внутренним относятся: поры, многочисленные включения шлака, не полностью проваренные места, а также трещины в толще сваренного металла. Что касается сквозных дефектов, то это свищи, проходящие через всю толщину детали трещины, а также пережог.
Основные причины возникновения сварочных дефектов
- Практически всегда они появляются в случае, когда стараются использовать исключительно дешевые и низкосортные материалы.
- То же самое можно сказать в отношении низкокачественного сварочного оборудования. Кроме того, частота возникновения дефектов нередко возрастает после некачественного ремонта используемых специалистами приборов.
- Разумеется, подобное сплошь и рядом происходит при нарушениях технологии работы.
- Серьезные дефекты сварного шва нередко встречаются у неопытных специалистов с низкой квалификацией.
 Несложно понять, что наиболее качественные изделия получаются в случае использование полностью автоматизированного оборудования. Не стоит забывать и об удобстве рабочего пространства. Так, крупная чешуйчатость шва и нарушения его ширины очень часто встречаются в тех случаях, когда сварщик (пусть даже опытный) работает в неудобном положении.
Несложно понять, что наиболее качественные изделия получаются в случае использование полностью автоматизированного оборудования. Не стоит забывать и об удобстве рабочего пространства. Так, крупная чешуйчатость шва и нарушения его ширины очень часто встречаются в тех случаях, когда сварщик (пусть даже опытный) работает в неудобном положении.
Собственно, не случайно в требованиях к выполнению сварочных работ имеются пункты, которые особо оговаривают полноценное оснащение рабочего места, предусматривающее его качественную эргономику.
Немаловажное замечание
Даже начинающим сварщикам прекрасно известно, что для обеспечения максимальной прочности шов должен иметь небольшое усиление высотой порядка 1-2 мм. В то же время те же сварщики нередко допускают грубую ошибку, когда делают усиление высотой 3-4 мм. В принципе, в простых случаях ничего страшного в этом нет, но не тогда, когда дело касается изделий, постоянно находящихся в состоянии динамической нагрузки. Все это приводит к концентрации напряжений и резкому повышению вероятности поломки.
Подрезы
Как мы уже и говорили, дефекты сварных швов и соединений крайне опасны. Нетрудно представить себе, что произойдет в случае, если они будут иметься в детали, предназначенной для установки, к примеру, в опорную конструкцию железнодорожного моста. Особенно они опасны в случае сварки деталей из легированной стали, которые будут эксплуатироваться в условиях постоянных перепадов температур.
Наиболее опасными являются подрезы, так как они являются естественным «аккумулятором» напряжений, которые будут концентрироваться в наиболее слабом месте шва. Кроме того, они значительно уменьшают его рабочее сечение, что также крайне отрицательно сказывается на прочности всего соединения.
Как правило, эти наружные дефекты сварных швов в большинстве случаев не исправляются. Связано это с тем, что металл (чаще всего) все равно будет иметь малозаметный брак, который может привести к весьма существенным последствиям.
Как возникают подрезы?
Основной причиной является выставление слишком большой силы тока. В сочетании с длинной дугой этот фактор дает практически стопроцентную вероятность их появления. Кроме того, в некоторых случаях подрезы возникают при излишне быстром перемещении источника нагрева над поверхностью металла.
 Если конструкция хоть сколь-нибудь важная, даже мельчайшие дефекты сварных швов и соединений этого типа совершенно недопустимы. Исправляют их при помощи аккуратной наварки тонкого шва. В случае наличия таковой возможности деталь все же лучше полностью заменить (заметим, что последнее замечание относится ко всем дефектам).
Если конструкция хоть сколь-нибудь важная, даже мельчайшие дефекты сварных швов и соединений этого типа совершенно недопустимы. Исправляют их при помощи аккуратной наварки тонкого шва. В случае наличия таковой возможности деталь все же лучше полностью заменить (заметим, что последнее замечание относится ко всем дефектам).
Участки непроваренного металла
Если таковой участок располагается прямо в толще шва, это крайне опасно. Во-первых, отыскать такой дефект можно только при помощи дефектоскопа. Во-вторых, они опять-таки являются аккумулирующими местами естественных напряжений в металле. В сочетании с нарушением сварной структуры все это приводит к риску преждевременной поломки детали. Особенно часто такие внутренние дефекты сварных швов возникают в случае использования легированной стали и плохого сварочного оборудования.
Пористость (вне зависимости от ее локализации) резко снижает прочностные характеристики до недопустимых величин, приводит к «расслоению» металла, то есть к нарушению его естественной структуры. Детали даже с незначительной пористостью в несколько раз чаще разрушаются под нагрузкой даже в начале эксплуатации. Возникают поры по вине газов, которые попросту не успевают выйти из слоя расплавленного металла.
Как и все виды дефектов сварных швов, они чрезвычайно часто возникают в случае использования некачественных сырых электродов. Нередко бывает так, что пористость возникает по причине каких-то посторонних примесей в защитных газах. Как и в прошлом случае, этот тип дефектов также может наблюдаться при излишне высокой скорости сварки, когда банально нарушается целостность газовой защитной «ванны».
Включения шлака
 Включения шлака в значительной степени портят однородность металлической структуры. Классическая причина образования – небрежная зачистка поверхности шва от остатков ржавчины и окалины. Вероятность их возникновения стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти ОТК.
Включения шлака в значительной степени портят однородность металлической структуры. Классическая причина образования – небрежная зачистка поверхности шва от остатков ржавчины и окалины. Вероятность их возникновения стремится к нулю при условии сварки в слое защитных газов. Редкие включения округлой формы опасности не представляют, изделия с ними могут пройти ОТК.
Заметим, что если при сварке использовался вольфрамовый электрод, то в деталях могут быть обнаружены частицы этого металла. Степень их опасности – как и в предыдущем случае (т. е. это допустимые дефекты сварных швов).
Трещины
Бывают поперечными и продольными, идущими как по самому шву, так и по металлу вдоль или около него. Они крайне опасны тем, что в некоторых случаях снижают механическую и вибрационную прочность изделия практически до нуля. В зависимости от свойств свариваемого материала, трещина может как сохранять свою изначальную локализацию, так и распространиться на всю длину обрабатываемой детали за очень короткое время.
Неудивительно, что это наиболее опасные дефекты сварных швов. ГОСТ в большинстве случаев требует немедленной отбраковки таких деталей вне зависимости от ее предназначения (за исключением совсем уж маловажных изделий).
Неравномерность швов
Так называется грубое несоответствие геометрических параметров соединений требуемым в нормативных документах характеристикам. Проще говоря, если сварка идет «змейкой», наискосок и т. п., речь как раз идет о подобном типе дефектов.
Чаще всего они появляются при работе неопытных сварщиков, а также при значительных скачках напряжения, некачественном оборудовании и банальной спешке. Опасен этот дефект тем, что зачастую комбинируется с недоваром, который уже куда опаснее. Если отклонение от осевой линии соединения незначительно и не вызывает снижения прочности изделия, деталь может быть допущена к эксплуатации.
 В этом случае всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавления, тем хуже становится механическая прочность свариваемого изделия. Конечно же, при изготовлении каких-то бытовых конструкций (каркас теплицы, к примеру) в условиях недостаточного напряжения обойтись без неравномерности швов просто нереально. Впрочем, в таком случае они и не представляют особой опасности.
В этом случае всегда следует помнить одну простую вещь: чем меньше угол перехода от основного металла к слою наплавления, тем хуже становится механическая прочность свариваемого изделия. Конечно же, при изготовлении каких-то бытовых конструкций (каркас теплицы, к примеру) в условиях недостаточного напряжения обойтись без неравномерности швов просто нереально. Впрочем, в таком случае они и не представляют особой опасности.
Основные способы устранения, исправления дефектов
Сразу скажем следующее: в большинстве случаев способы устранения дефектов сварных швов обсуждать не имеет смысла, так как в условиях более-менее строгого ОТК все изделия с какими-то изъянами попросту бракуются. Но порой действительно бывает так, что дефект не слишком серьезный, а потому его можно устранить. Как это делать?
В случае со стальными конструкциями испорченную поверхность срезают (плазменно-дуговая сварка), тщательно зачищают место неудачного соединения, а затем повторяют попытку. Если имеются незначительные внешние дефекты сварных швов (неравномерность соединения, неглубокие оспины), то их можно попросту зашлифовать. Конечно же, при этом не стоит увлекаться и снимать слишком большой слой металла.
Важное замечание
Если речь идет об изделиях из легированной стали, которые должны пройти обязательную термическую обработку, то исправление дефектов сварных швов должно производиться только (!) после отпуска в температурном диапазоне от 450 до 650 °С.
Исправление прочих разновидностей
 Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим – с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна!
Проще всего исправлять наплывы и механическую неравномерность шва. В таком случае место соединения просто зачищают (о чем мы уже писали). Об исправлениях подрезов мы уже говорили выше, но еще раз заметим – с такими дефектами деталь более целесообразно сразу выбраковать, так как ее эксплуатация может быть опасна!
Если имеется прожог (что встречается не так часто), то устранение дефектов сварных швов провести довольно просто: сперва поверхность как следует зачищается, а затем ее повторно проваривают. Приблизительно так же поступают и с кратерами.
Основные условия «косметического ремонта»
При устранении дефектов нужно соблюдать определенные технологические условия. Во-первых, нужно следовать простому правилу: длина дефектного участка должна соответствовать его ширине, плюс 10-20 мм стоит оставить «на всякий случай».
Важно! Ширина сварочного шва после его повторной проварки не должна превышать двукратного его размера до начала работ. Не ленитесь перед исправлением огрехов хорошо подготовить поверхность. Во-первых, это предотвратит попадание в металл кусочков шлака. Кроме того, данная нехитрая мера поможет ускорить работу и повысить качество ее результатов.
Очень важно подготовить выборку под вновь заделываемый участок. Если вы используете УШМ («болгарку»), то лучше взять диск самого маленького диаметра. Боковые грани выборки нужно делать как можно более ровными, без заусениц и прочих выступающих частей, которые в процессе сварки могут превратиться во все тот же шлак.
Если речь идет о соединениях алюминия, титана, а также сплавах этих металлов, то к делу стоит подойти еще более ответственно. Во-первых, при устранении дефектов в этом случае допускается использовать только (!) механические методы, применение же дуговой сварки недопустимо. Предпочтительнее всего вырубать испорченный участок, зачищать и заново заваривать шов.
Замечание по исправленным дефектам
 Места с исправленными - повторно заваренными соединениями, должны вновь пройти процедуру ОТК. Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.
Места с исправленными - повторно заваренными соединениями, должны вновь пройти процедуру ОТК. Если дефект в той или иной степени сохранился, его можно попробовать устранить опять. Важно! Количество исправлений зависит от марки стали и характеристик самого изделия, но в нормальных условиях переделывать работу можно не более двух-трех раз, так как в противном случае наблюдается резкое снижение прочностных качеств детали.
Вот мы и обсудили основные виды дефектов сварных швов.
fb.ru
Непровар корня сварного шва: причины дефекта, метод устранения
В технологическом процессе сварочных работ появляется непровар сварного шва, который ухудшает технологические свойства материала. Оценка приёмки работы требует проверки сварных соединений, где необходимо высокое качество обработки поверхности соединяемых плоскостей. Все образования на поверхности, имеющие неоднородную структуру и форму, именуются как дефект сварного шва непровар. В свою очередь существует разделение степени и уровни непровара, которые имеют следующие характеристики дефектов:
- Горячие или холодные микротрещины.
- Горячите или холодные макротрещины.
- Непровар корня сварного шва.
- Явные поры.
- Включения различных групп.
В целом, сварочные работы, в независимости от уровня и сложности, допускают появление непроваров, но при этом, необходимо устранить имеющиеся дефекты доступными средствами и технологиями.

Пример непровара сварного шва
Способы проверки появления дефектов 
Визуально определить место можно только в том случае, если сварщик имеет достаточный опыт работы в данной сфере и знает причины непровара сварного шва. Появление дефектов возможно в любом месте, и мастеру необходимо своевременно устранить проблему, используя разрешённые методы для сварочной технологии. Наличие дефекта может в дальнейшем вызвать разрушение, снизить сопряжение сварных участков, а также привести к выходу из строя конструкционного элемента.
Основные причины непровара сварного шва возникшей проблемы, выглядят следующими критериями:
- Сварочный ток имеет малые показатели.
- Электрод перемещается достаточно интенсивно и с большой скоростью.
- Очень большая длина размерного ряда дуги.
- Для кромок имеет место малого угла скоса.
- В кромках есть явные изъяны большого угла притупления.
- Свариваемые элементы для кромки или перемещены неправильно, или значительно смещены.
- Между расположенными кромками имеет место малой величины зазора.
- В процессе сварки используют электрод с большим диаметром, не предназначенный для проведения этапа сварочных мероприятий.
- Между свариваемыми кромками происходит затекания шлака.
Таким образом, непровар сварного шва это дефект который представляет особую угрозу и опасность при проведении дальнейших работ с конструкционными изделиями.
Терминология непровара
В среде специалистов существует особые трактования, указывающее на что это такое непровар сварного шва – это видимый или скрытый участок места соединения, где отсутствует эффект сплавления, который обязателен в данной ситуации. Чаще всего конструктивный непровар сварного шва можно встретить в корневой части места соединения, в кромках между соединениями, между смежными параметрами слоёв наплавляемого шва по кромке.

Видимый непровар на детали
Далее, определение непровара сварного шва указывает на то, что значительно уменьшается рабочее сечение конструкционного соединения шва. В свою очередь это приводит к естественному снижению работоспособности имеющегося сварного соединения.
Технологическая просветка сварных швов, признана своеобразным концентратором напряжений, вследствие чего появляются трещины различной глубины и жёсткости. Выявляется снижение коррозийной стойкости готового сварного соединения.
Пористость, основные моменты дефектов
Не менее важным элементом дефекта допуска непровара сварного шва является выявление ее пористости. Появление этой структуры вызвано маленькими пузырьками, которые образуются в виде газов в металле. Как правило, структура имеет сферическую, или близкую к этой форме круглую структуру. Для углеродистых сталей непровары в этих местах имеют не сферическую, а трубчатую форму исполнения. Первоначально, сферические образования появляются в жидком металле во время проведения сварочных работ. В течение определённого времени сварки, а точнее интенсивного газообразования, не все задействованные пузырьки технологического процесса успевают выйти на поверхность. Какая-то часть остаётся внутри конструкции сварного соединения. Габаритные объёмы и размеры таких «шариков» колеблются в различных диапазонах, начиная с микроскопических, и заканчивая полноценными большими сферами в диаметре 2-3 мм. Если проходит диффузия газов, сферы начинают еще больше расти внутри сварного соединения до момента полного затвердевания.
Такие дефектные явления могут образовывать цепочки, группы и прочие фактуры. В целом, чтобы правильно использовать рекомендуемый метод устранения непровар сварного шва, обращаем внимание на следующие причины возникновения проблемы:
- Наличие газовых соединений, которые не успевают выйти, и происходит кристаллизация структуры.
- Взаимодействие окиси железа с углеродом, вследствие чего возникает углекислый газ и окись углерода.
- Есть влага во флюсе или в процессе автоматической сварки.
- Возникновение ржавчин, как на концах сварных технологических соединений, так и на проволоке.
Появление трещин
Это дополнительный дефект непровара, критерий связан, прежде всего, с образованием микроскопических или макроскопических компонентов межкристаллического разрушения, вследствие чего образуются малые полости с микроскопическими параметрами раскрытия. Наличие остаточных явлений напряжений на соединяемых участках приводит к тому, что в дальнейшем трещины с небывалой скоростью могут расширяться до невиданных размеров. Это процесс очень опасный, и в ряде случаев может привести к печальным последствиям эксплуатации значимых металлических узлов и компонентов. Причины возникновения трещин:
- Есть место повышенного усадочного напряжения, где происходит превышение предела прочности металла.
- Происходит жёсткий режим закрепления свариваемых элементов металла.
- В металле возникает так называемый эффект мартенсита, характерный для явления структурного напряжения.
- Во всех металлах есть место повышенное содержание серы, фосфора, а также углерода.
- Сварочные мероприятия проходили при очень низких температурах.
- На одном участке сосредоточено большое количество швов, которые вызывают комплексное сопряжение.
Группы непровара по ГОСТ
Существует единая классификация стандартов непровара дефектов сварных швов которые отражены в действующем регламентом положении ГОСТ 30242-97, где определено 6 основных групп или зон, характерные для каждого процесса и металла
Номер группы | Характер непровара |
1 | Трещина |
| 2 | Пора, а также полости |
3 | Включения твёрдой группы |
| 4 | Эффект несплавления или непровара по техническим параметрам |
5 | Техническое нарушение формы шва |
| 6 | Дефекты и группы, которые не включены в вышеназванные критерии дефектов. |

Виды непровара сварного шва
В техническом стандарте также даётся подробное описание того, как маркируется тот или иной тип непровара или технологического дефекта, связанные со сварочными работами. Все дефекты маркируются цифровыми значениями или маркировкой МИС (буквенное). Каждый дефект имеет собственную маркировку, причём группа маркировки зависит от номера группы в диапазоне от 1 до 6. Цифровое значение имеет 3 или 4 знака, буквенное значение 1-2 литеры английского алфавита, или отсутствует буквенное значение (числовое обязательное присутствует в списке). Для визуального определения варианта исполнения дефекта, в регламенте присутствует подробный рисунок, с объяснениями и разъяснениями дефектов непровара. Неполный провар имеет числовое значение 402, а буквенный ряд D.
Видео: описание непровара сварного соединения
svarkaipayka.ru









