Пошаговая инструкция по сварке полипропиленовых труб своими руками. Как пользоваться сварочным аппаратом для полипропиленовых труб
монтаж с помощью аппарата своими руками
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки

 Разновидности фитингов для полипропиленаДля полноценной работы потребуется следующий список инструментов.
Разновидности фитингов для полипропиленаДля полноценной работы потребуется следующий список инструментов.- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.


Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армированияСоединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
remboo.ru
как использовать аппарат для пайки: видео-инструкция
Пластиковые трубы, пожалуй, окончательно сумели заменить металлические изделия, и посему сварка полипропиленовых труб является одной из насущных проблем каждого, кто решил заиметь в своем доме новый трубопровод.
Сегодня существует целая система сборки пластиковых трубопроводов, которая, помимо прочего, включает в себя соединение труб разных диаметров, включение обводов, монтаж крепежной и запорной арматуры. Современные элементы системы позволяют осуществить сборку трубопроводной системы любой конфигурации и сложности.

Сварка полипропиленовых труб
Наверное, единственным минусом трубопроводов из полипропилена является, так сказать, их необратимость, поскольку после демонтажа сварного соединения детали не могут быть использованы повторно. По этой причине работу с полипропиленовыми трубами следует выполнять с особой внимательностью, иначе придется опять делать замену полипропиленовых труб в квартире.
Оборудование для соединения полипропиленовых труб методом сварки
Сварка труб из полипропилена проводится довольно просто:
- Сварочным аппаратом производят одновременный нагрев свариваемых деталей.
- Выполняют соединение нагретых деталей.
- Фиксируют соединенные детали до полного остывания сварного шва.
Герметичность и прочность грамотно выполненного сварного соединения довольно высоки, за счет чего полипропиленовый трубопровод способен работать при достаточно высоком внутреннем давлении.
Аппарат для сварки полипропиленовых труб довольно прост и в своем устройстве практически не имеет различий в сравнении с обыкновенным домашним утюгом. Он также состоит терморегулятора, нагревающей плиты и ручки. Нагревающая плита обычно имеет два отверстия для крепления к ней сварных элементов (насадок).
В стандартный набор для сварки полипропиленовых труб своими руками, как правило, входит четыре комплекта сварных насадок, позволяющих решать практически любые бытовые задачи (насадки 20, 25, 32 и 40 мм в диаметре). Рабочие поверхности насадок имеют тефлоновое напыление, и поэтому изготовить сварочные элементы самостоятельно нет возможности, поскольку к незащищенной нагретой поверхности будет прилипать пластик.
Внутри набора для сварки, как правило, содержится краткое руководство по ведению сварных работ, по этой причине подробно рассматривать сварочный процесс не имеет смысла. Рассмотрим часто совершаемые ошибки, характерные для новичков сварочного дела.

Сварка армированных полипропиленовых труб выполняется посредством использования такого же сварочного аппарата
Нюансы в сварке полипропиленовых труб
Обезжиривание торцов свариваемых элементов
Первым требованием, игнорируемым практически всеми, является обезжиривание торцов свариваемых элементов. Конечно, трубы сварятся и без данной процедуры, однако качество соединения будет более низким. Прежде чем начать сварку, требуется обработать спиртом внутреннюю сторону фитингового элемента и наружный конец трубы.
При этом также будут удалены частицы мелкого абразива и пыли, которые способны провоцировать повреждение тефлонового покрытия насадок сварного аппарата.
Кроме того, перед процедурой сварки необходимо тщательно осмотреть и протереть ватой, смоченной спиртом, непосредственно сами насадки – это предотвратит налипание расплавленного пластика и повреждение тефлона при механическом удалении остатков пластика с его поверхности.
Правильная разметка глубины посадки
Еще один немаловажный момент – это правильная разметка глубины посадки конца трубы в фитинг. Фитинги различного калибра обладают различной глубиной свариваемого соединения, посему перед сваркой требуется измерить ее с помощью штангенциркуля или линейки.
Это нужно для того, чтобы избежать введения трубы в отверстие сварочной насадки слишком глубоко. Игнорирование данного правила может повлечь за собой сужение сечения проходного отверстия либо привести к запайке трубы.

Сварка полиэтиленовых труб – видео о выполнении которой можно найти на нашем портале, выполняется посредством специальных сварочных машин
Специальное приспособление
Разметка труб для сварки – довольно хлопотное дело, по этой причине рекомендуется изготовление специального приспособления, позволяющего сэкономить впоследствии и время, и нервы. К примеру, данное приспособление для трубы с наружным диаметром в 20 мм можно выполнить из куска трубы 32 мм в диаметре.
- Поскольку глубина посадки трубы 20 мм в диаметре составляет 15 мм, необходимо отрезать от куска 32 мм трубы кольцо 15 мм в ширину. Подобное кольцо может быть использовано для выполнения точной разметки линии глубины установки трубы.
- Его применение довольно удобно, если необходима сварка полипропиленовых труб одного диаметра в некотором количестве. Мерное кольцо может быть улучшено приклейкой к нему пластикового или картонного дна. При этом процесс разметки будет упрощен до минимума.
Совет!
Если вы постоянно сталкиваетесь со сваркой полипропиленовых труб, то рекомендуем вам изготовить подобные мерные кольца под все диаметры труб.
Должно участвовать не менее двух человек
При сварке полипропиленовых элементов по месту их дислокации, один человек должен удерживать сварочный аппарат, а второй стыковать фитинг и трубу сперва со сварными насадками, а затем между собой.
Наиболее распространенной ошибкой считается нагревание элементов дольше положенного, из-за чего может быть сужен просвет трубы. Время нагрева и остывания для каждого диаметра указано в специальной таблице.
Несмотря не множество нюансов, сварка полипропиленовых труб не требует специальных навыков. Поэтому каждый желающий самостоятельно установить трубопровод, например при замене труб в ванной, может смело браться за достижение поставленной цели.
o-trubah.ru
видео, инструкция, какой выбрать аппарат для сварки
Пайка труб из полипропилена осуществляется с помощью специальных аппаратов, обеспечивающих точный контроль за временем и температурой расплавления деталей. Для систем холодной воды допускается использование холодной (клеевой) сварки.
Как выбрать аппарат?
По форме все устройства для сварки полипропиленовых труб подразделяются на:
- Мечевидные («утюги»): недорогие аппараты, предназначенные для сварки труб диаметром до 40 мм, с нагревательным элементом в виде пластины, в отверстия которой вставляются парные насадки – сменные муфты и дорны. Тефлоновое покрытие предохраняет пластик от прилипания к металлу. Используются в основном для периодических или разовых работ. Если выбор остановился именно на таком устройстве, кроме его мощности и способов терморегуляции, необходимо обязательно проверить устойчивость конструкции.
- Цилиндрические: полупрофессиональные и профессиональные агрегаты, нагревательный элемент в которых имеет форму прямого или бокового цилиндра. Сварочный аппарат в форме буквы «Г» с боковым цилиндром может использоваться для пайки в труднодоступных местах.
От мощности прибора напрямую зависит скорость выполнения операций. Для разовых работ лучше приобрести инструмент средней мощности. Ориентироваться следует на диаметр труб. К примеру, если он равен 40 мм, эту цифру умножают на 10, плюс добавляют 20-40% запаса. То есть, 40 x 10 + 80 = 480 Вт. Округляем цифру до 500 Вт. Для труб большего диаметра (к примеру, 16-сантиметровых) потребуется уже профессиональный дорогостоящий агрегат мощностью 1800-2000 Вт.
Уровень нагрева, информация о котором выводится на дисплее, задается термостатом. Более точными считаются аппараты с электронными или микропроцессорными терморегуляторами, позволяющие максимально точно измерять температуру. В капиллярных и биметаллических термостатах погрешность в измерениях увеличивается.
Слишком много насадок на строительный фен, применяемый в быту, не нужно – достаточно приобрести аппарат с насадками диаметром 20, 25 и 32 мм. Тем более, что ручным инструментом сварить трубы диаметром более 40-60 мм проблематично. В комплект паяльника могут входить дополнительные инструменты: фаскосниматель, резак, шейвер для зачистки армированного пластика, калибровочное устройство, торцеватель и пр. Приобрести их можно и по отдельности.
Технология процесса
В зависимости от вида соединения сварка полипропиленовых труб может осуществляться:
- Враструб: подобным способом соединяют трубы небольшого диаметра (до 40 мм) в системах отопления и водоснабжения. Центровка и сжатие обеспечиваются за счет просчитанных размеров трубы и муфты или другого фасонного изделия (тройника, переходника и пр.). В обычном состоянии диаметр трубы чуть больше внутреннего диаметра муфты, после их расплавления и применения небольшого физического усилия труба входит в муфту на глубину, равную глубине разогрева, образуя прочное и надежное крепление. Для полимеризации выдерживается определенное время.
- Стыковая: для соединения деталей одного типа и равного диаметра. Торцы труб располагаются на одной оси, то есть торец к торцу. В результате одновременного нагрева и механического сжатия деталей происходит взаимопроникновение полипропилена. Для достижения подобного эффекта требуется использование специальных станков. В бытовых условиях метод не применяется, его используют для сварки толстостенных труб большого диаметра в магистралях.
Трубы диаметром от 4 см соединять вручную и центровать очень сложно. Для таких работ используются электромуфтовые агрегаты с приспособлениями для центровки. Такие приборы работают в автоматическом режиме и относятся к высокотехнологичному дорогостоящему оборудованию.
Какая нужна температура нагрева?
Для получения прочного соединения важно определить точную температуру нагрева. При её отклонении в ту или другую сторону существует риск повреждения пластика в процессе эксплуатации и появления протечек. При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным. При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично.
Температура нагревательного элемента задается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220°С (±5), то полипропилен сваривают при более высокой температуре 260°С. Специалисты советуют при приобретении сварочного аппарата сразу же выставить нужную температуру и в дальнейшем её уже больше не менять. На старых «паяльниках» она не регулируется вовсе, но такие аппараты вполне пригодны для использования.
Время нагревания труб зависит от их диаметра. Соблюдать его необходимо точно:
- 20 мм: нагревание производится не более 6 секунд;
- 25 мм: для спайки достаточно 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современные аппараты для сварки полипропилена оборудованы системой светового или звукового оповещения. Достаточно лишь задать нужную температуру и время.
Следует обращать внимание и на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивают на 2-3 секунды. Хотя подбирать это время лучше опытным путем. При температуре воздуха ниже +5°С время нагрева увеличивается на 50%.
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Холодная сварка
Соединение полипропилена с помощью специального клея (холодная сварка) не менее прочно, чем фиксация с помощью горячего сварного метода. Однако используется оно лишь для труб, подающих холодную воду. Ведь клей под воздействием высоких температур способен размягчаться.
Процесс монтажа несложен:
- Трубы нарезают точно под углом 90° и зачищают от заусениц, пыли и грязи.
- На фитинги и трубы наносится разметка таким образом, чтобы при их соединении между упором фитинга и трубой не осталось промежутка больше 1 мм.
- Клей тонким слоем распределяется на каждую из деталей.
- Они скрепляются между собой.
- Соединение фиксируется руками в неподвижном положении в течение 15 секунд.
- Подключать воду можно спустя час после холодной сварки.

roma100471.ru
Правильная сварка полипропиленовых труб своими руками
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
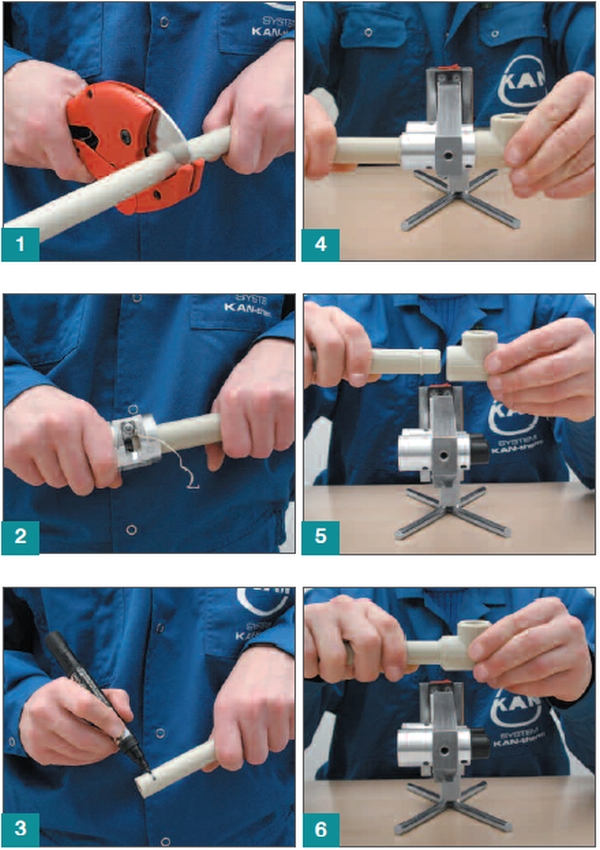
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
masterim.guru
Сварка полипропиленовых труб своими руками: ТОП методов

Надёжное отопление и водопровод, прочно укоренились в жизни людей, основным несущим материалом для движения воды являются полипропиленовые трубы, однако чтобы неожиданные проблемы не испортили комфорт в доме, необходимо знать все нюансы сварки для их надёжной герметичности.
В данной статье описаны общие понятия относительно надёжной пайки полипропиленовых труб для начинающих, на основании какого метода происходит соединение фитингов с трубами и в чём состоит его суть. Как непосредственно осуществляется операция сваривания и что должно находится под контролем сварщика.

Мнение эксперта
Филимонов Евгений
Профессиональный строитель. 20 лет стажа
Задать вопрос экспертуПеречень необходимого инструмента для качественной пайки и какие предварительные работы необходимо выполнить, чтобы качество последующих действий было на высшем уровне. Зачем необходимо проводить процедуру обезжиривания фитинга с трубной заготовкой и к чему могут привести игнорирование данной операции.
Как правильно определить глубину посадки и разметку трубного изделия и к чем ведут последствия слишком глубокой посадки трубного материала. Сколько необходимо уделить времени для нагрева пластиковых элементов, а также, какая температура считается оптимальной для выполнения работы и как избежать эффекта быстрого охлаждения нагреваемой конструкции.
Обсуждение важных нюансов грамотной пайки: основные этапы осуществления сварки полифузным методом, как протекает с использованием электрофитинга, какие критерии необходимо соблюдать во время диффуозной сварки, а также описание эффективности сварки способом в раструб и стыковым методом.
Каких моментов необходимо не допускать в течение сварки, как осуществляется укладка трубных систем и как производить разводку коммуникаций полипропиленовых труб в помещении. Какие бывают виды сварочных аппаратов и советы для их качественного выбора.
Раскрытие главных ошибок во время пайки: к чему приводит наличие воды и грязи на паяемых элементах, последствия неправильного соединения, чем грозит ошибочно выбранный материал и к чему приводит не соблюдение азов монтажа.
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Cварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Рекомендуем к прочтению
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Мнение эксперта
Филимонов Евгений
Профессиональный строитель. 20 лет стажа
Задать вопрос экспертуЕсть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Необходимый инструмент
Для того, чтобы образовалось высококачественное соединение, необходимо выбрать специальный паяльник. Его еще называют «утюг для сварки пп труб».
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Мнение эксперта
Филимонов Евгений
Профессиональный строитель. 20 лет стажа
Задать вопрос экспертуРазметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Рекомендуем к прочтению
Как долго греть
Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Как паять – описание технологии процесса для начинающих
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Мнение эксперта
Филимонов Евгений
Профессиональный строитель. 20 лет стажа
Задать вопрос экспертуНоминальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Самой частой ошибкой, которую делают малоопытные мастера, является перегрев частей. Из-за этого сужается просвет трубного сортамента.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Проведение полифузных сварочных работ
После того как нужные работы по подготовке деталей и инструментов проведены, можно начать сварку. Для того чтобы правильно все сварить, необходимо посмотреть видео, придерживаясь приведенной в нем инструкцией для начинающих.
- Наденьте фитинг на нагретую до рабочего уровня насадку. Он требует больше обычного времени на нагревание, связано это с тем что у него стенки толще, в отличие от полипропиленовых трубопрокатов.
- На вторую насадку сварочного аппарата наденьте пластиковую трубку, только после того как началось нагревание фитинга.
- Теперь дождитесь, когда обе детали прогреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного соприкосновения, то нужно провернуть их на 10 градусов во время самого процесса сваривания.
- Для того чтобы соединение было качественным, время спайки нужно рассчитать. Для этого необходимо использовать специальную таблицу, время пайки будет зависеть от диаметра.
- Когда элементы нагрелись, их надо извлечь и плавным движением соединить, вставляя трубу внутрь фитинга, согласно предварительно поставленной метке.
- Держите обе детали некоторое количество времени плотно сомкнутыми, пока соединительный шов не остынет, как на видео.
Обратите внимание, что для качественной спайки необходимо проводить точные соединения, без лишнего расплава рабочего пластикового материала. Наплыв лишнего полипропилена приведет к снижению проводимости трубопровода из за уменьшения его диаметра. И это является показателем того, что сваривание полипропиленовых труб проведена неправильно.
Пайка с помощью электрофитинга
Процесс подготовки электрофитингового аппарата для спайки полностью такой же, как и у полифузного. Но сам способ спайки немного другой.
- Необходимо заготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовьте сварочный аппарат.
- Всю поверхность нужно очистить от окислений. Так же проведите обезжиривание всех частей предназначенных для соединения.
- Теперь вставляя трубку в фитинг, делайте метку строительным маркером.
- Соединяют электро фитинг с паяльником специальными проводами.
- Чтобы начать сварку вденьте трубу в электро фитинг.
- Переключите тумблер на «Вкл» и все пройдет в автоматическом режиме.
- О том, что спайка окончена, будут свидетельствовать специальные метки на фитинге, там выйдет наружу полипропилен.
Когда сварка произведена, соединение должно пройти процесс естественного охлаждения. Когда все детали охладятся, и если вся технология была произведена без нарушений, то стык будет очень надежно.
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Сварка полипропиленовых труб враструб
Сварка пластиковых труб враструб является основным способом соединения при монтаже трубопроводов различного назначения в домах и квартирах, поскольку предназначена она преимущественно для соединения труб небольших диаметров.
Для сварки полипропиленовых труб используются фитинги (углы, тройники, отводы) из того же материала, что и сами трубы. Использование дополнительных соединительных деталей нельзя рассматривать как недостаток способа, поскольку одновременно с соединяющей функцией они также играют роль элементов, обеспечивающих изменение направления трубопроводов.
Схематично процесс сварки враструб представляет собой оплавление сопрягаемых поверхностей (внешней поверхности трубы и внутренней — фитинга) с помощью специального нагревательного инструмента, сборку нагретых деталей (вставка трубы в фитинг) и оставление их в таком положении до охлаждения.
Мнение эксперта
Филимонов Евгений
Профессиональный строитель. 20 лет стажа
Задать вопрос экспертуСоединение враструб является более надежным, чем сварка встык. Сам характер соединения (труба вставляется в фитинг) обеспечивает его повышенную прочность, не требует инструмента для центровки труб и не предъявляет высоких требований к практическим навыкам пользователя. Сварка полипропиленовых труб своими руками посильна не только любому мужчине, но и многим женщинам.
Рекомендуем к прочтению
Стыковая сварка полипропиленовых труб
Сварка пластиковых труб встык заключается в нагреве их торцов нагретым инструментом (сварочным зеркалом) до оплавления, и последующем сжатии с выдержкой под давлением до момента охлаждения шва. Этот метод технологически прост, не требует дополнительных соединительных деталей и при точном соблюдении технологии обеспечивает прочность сварного шва не ниже прочности самой трубы. Схематично процесс образования стыкового сварного шва выглядит следующим образом.
Однако, несмотря на простоту технологической схемы, практическое осуществление стыковой сварки связано с некоторыми сложностями, ограничивающими ее использование в домашних условиях.
Необходимо обеспечить точное осевое совмещение труб и их параллельность друг относительно друга (несовпадение стенок труб допускается до 10% от их толщины). В течение определенного времени необходимо прикладывать усилие, прижимающее трубы к нагревательному зеркалу во время нагрева, и друг к другу — во время образования соединения. При резке или торцовке трубы, должна быть обеспечена перпендикулярность торца. Все эти условия трудно соблюсти без специального оборудования — центратора, оснащенного ручным или электрическим приводом, создающим усилие сжатия, и торцевателем. То есть, в случаи труб небольших диаметров, оборудования и инструмента для сварки полипропиленовых труб встык требуется больше, чем при сварке враструб. А если учесть, что сварка враструб обеспечивает более высокую надежность благодаря замковому характеру соединения, становится понятно, почему ей отдается предпочтение перед сваркой встык при монтаже домашних водопроводов и отопительных систем.
Сварка полипропиленовых труб встык применяется в основном в качестве промышленного способа соединения труб большого диаметра при прокладке прямых участков трубопроводов
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
На плане определяют точные места для установки оборудования. Все измерения должны выполняться с максимальной точностью. Перед тем, как начать сваривать, нужно ознакомиться со следующими рекомендациями. Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы. Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема.
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Мнение эксперта
Филимонов Евгений
Профессиональный строитель. 20 лет стажа
Задать вопрос экспертуДомашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения. Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Видео урок по правильной сварке полипропиленовых труб для начинающих
tpaservice.ru
Как пользоваться сварочным аппаратом для полипропиленовых труб
Сварка полипропиленовых труб: инструкция
Статьи
Пластиковые трубы, пожалуй, окончательно сумели заменить металлические изделия, и посему сварка полипропиленовых труб является одной из насущных проблем каждого, кто решил заиметь в своем доме новый трубопровод.
Сегодня существует целая система сборки пластиковых трубопроводов, которая, помимо прочего, включает в себя соединение труб разных диаметров, включение обводов, монтаж крепежной и запорной арматуры. Современные элементы системы позволяют осуществить сборку трубопроводной системы любой конфигурации и сложности.
Сварка полипропиленовых труб
Наверное, единственным минусом трубопроводов из полипропилена является, так сказать, их необратимость, поскольку после демонтажа сварного соединения детали не могут быть использованы повторно. По этой причине работу с полипропиленовыми трубами следует выполнять с особой внимательностью, иначе придется опять делать замену полипропиленовых труб в квартире.
Оборудование для соединения полипропиленовых труб методом сварки
Сварка труб из полипропилена проводится довольно просто:
- Сварочным аппаратом производят одновременный нагрев свариваемых деталей.
- Выполняют соединение нагретых деталей.
- Фиксируют соединенные детали до полного остывания сварного шва.
Герметичность и прочность грамотно выполненного сварного соединения довольно высоки, за счет чего полипропиленовый трубопровод способен работать при достаточно высоком внутреннем давлении.
Аппарат для сварки полипропиленовых труб довольно прост и в своем устройстве практически не имеет различий в сравнении с обыкновенным домашним утюгом. Он также состоит терморегулятора, нагревающей плиты и ручки. Нагревающая плита обычно имеет два отверстия для крепления к ней сварных элементов (насадок).
В стандартный набор для сварки полипропиленовых труб своими руками, как правило, входит четыре комплекта сварных насадок, позволяющих решать практически любые бытовые задачи (насадки 20, 25, 32 и 40 мм в диаметре). Рабочие поверхности насадок имеют тефлоновое напыление, и поэтому изготовить сварочные элементы самостоятельно нет возможности, поскольку к незащищенной нагретой поверхности будет прилипать пластик.
Внутри набора для сварки, как правило, содержится краткое руководство по ведению сварных работ, по этой причине подробно рассматривать сварочный процесс не имеет смысла. Рассмотрим часто совершаемые ошибки, характерные для новичков сварочного дела.
Сварка армированных полипропиленовых труб выполняется посредством использования такого же сварочного аппарата
Нюансы в сварке полипропиленовых труб
Обезжиривание торцов свариваемых элементов
Первым требованием, игнорируемым практически всеми, является обезжиривание торцов свариваемых элементов. Конечно, трубы сварятся и без данной процедуры, однако качество соединения будет более низким. Прежде чем начать сварку, требуется обработать спиртом внутреннюю сторону фитингового элемента и наружный конец трубы.
При этом также будут удалены частицы мелкого абразива и пыли, которые способны провоцировать повреждение тефлонового покрытия насадок сварного аппарата.
Кроме того, перед процедурой сварки необходимо тщательно осмотреть и протереть ватой, смоченной спиртом, непосредственно сами насадки – это предотвратит налипание расплавленного пластика и повреждение тефлона при механическом удалении остатков пластика с его поверхности.
Правильная разметка глубины посадки
Еще один немаловажный момент – это правильная разметка глубины посадки конца трубы в фитинг. Фитинги различного калибра обладают различной глубиной свариваемого соединения, посему перед сваркой требуется измерить ее с помощью штангенциркуля или линейки.
Это нужно для того, чтобы избежать введения трубы в отверстие сварочной насадки слишком глубоко. Игнорирование данного правила может повлечь за собой сужение сечения проходного отверстия либо привести к запайке трубы.
Сварка полиэтиленовых труб – видео о выполнении которой можно найти на нашем портале, выполняется посредством специальных сварочных машин
Специальное приспособление
Разметка труб для сварки – довольно хлопотное дело, по этой причине рекомендуется изготовление специального приспособления, позволяющего сэкономить впоследствии и время, и нервы. К примеру, данное приспособление для трубы с наружным диаметром в 20 мм можно выполнить из куска трубы 32 мм в диаметре.
- Поскольку глубина посадки трубы 20 мм в диаметре составляет 15 мм, необходимо отрезать от куска 32 мм трубы кольцо 15 мм в ширину. Подобное кольцо может быть использовано для выполнения точной разметки линии глубины установки трубы.
- Его применение довольно удобно, если необходима сварка полипропиленовых труб одного диаметра в некотором количестве. Мерное кольцо может быть улучшено приклейкой к нему пластикового или картонного дна. При этом процесс разметки будет упрощен до минимума.
Совет!
Если вы постоянно сталкиваетесь со сваркой полипропиленовых труб, то рекомендуем вам изготовить подобные мерные кольца под все диаметры труб.
Должно участвовать не менее двух человек
При сварке полипропиленовых элементов по месту их дислокации, один человек должен удерживать сварочный аппарат, а второй стыковать фитинг и трубу сперва со сварными насадками, а затем между собой.
Наиболее распространенной ошибкой считается нагревание элементов дольше положенного, из-за чего может быть сужен просвет трубы. Время нагрева и остывания для каждого диаметра указано в специальной таблице.
Несмотря не множество нюансов, сварка полипропиленовых труб не требует специальных навыков. Поэтому каждый желающий самостоятельно установить трубопровод, например при замене труб в ванной, может смело браться за достижение поставленной цели.
загрузка...
o-trubah.ru
Технология сварки труб из полипропилена
Пайка труб из полипропилена осуществляется с помощью специальных аппаратов, обеспечивающих точный контроль за временем и температурой расплавления деталей. Для систем холодной воды допускается использование холодной (клеевой) сварки.
Как выбрать аппарат?
По форме все устройства для сварки полипропиленовых труб подразделяются на:
- Мечевидные («утюги»): недорогие аппараты, предназначенные для сварки труб диаметром до 40 мм, с нагревательным элементом в виде пластины, в отверстия которой вставляются парные насадки – сменные муфты и дорны. Тефлоновое покрытие предохраняет пластик от прилипания к металлу. Используются в основном для периодических или разовых работ. Если выбор остановился именно на таком устройстве, кроме его мощности и способов терморегуляции, необходимо обязательно проверить устойчивость конструкции.
- Цилиндрические: полупрофессиональные и профессиональные агрегаты, нагревательный элемент в которых имеет форму прямого или бокового цилиндра. Сварочный аппарат в форме буквы «Г» с боковым цилиндром может использоваться для пайки в труднодоступных местах.
От мощности прибора напрямую зависит скорость выполнения операций. Для разовых работ лучше приобрести инструмент средней мощности. Ориентироваться следует на диаметр труб. К примеру, если он равен 40 мм, эту цифру умножают на 10, плюс добавляют 20-40% запаса. То есть, 40 x 10 + 80 = 480 Вт. Округляем цифру до 500 Вт. Для труб большего диаметра (к примеру, 16-сантиметровых) потребуется уже профессиональный дорогостоящий агрегат мощностью 1800-2000 Вт.
Уровень нагрева, информация о котором выводится на дисплее, задается термостатом. Более точными считаются аппараты с электронными или микропроцессорными терморегуляторами, позволяющие максимально точно измерять температуру. В капиллярных и биметаллических термостатах погрешность в измерениях увеличивается.
Слишком много насадок на строительный фен, применяемый в быту, не нужно – достаточно приобрести аппарат с насадками диаметром 20, 25 и 32 мм. Тем более, что ручным инструментом сварить трубы диаметром более 40-60 мм проблематично. В комплект паяльника могут входить дополнительные инструменты: фаскосниматель, резак, шейвер для зачистки армированного пластика, калибровочное устройство, торцеватель и пр. Приобрести их можно и по отдельности.
Технология процесса
В зависимости от вида соединения сварка полипропиленовых труб может осуществляться:
- Враструб: подобным способом соединяют трубы небольшого диаметра (до 40 мм) в системах отопления и водоснабжения. Центровка и сжатие обеспечиваются за счет просчитанных размеров трубы и муфты или другого фасонного изделия (тройника, переходника и пр.). В обычном состоянии диаметр трубы чуть больше внутреннего диаметра муфты, после их расплавления и применения небольшого физического усилия труба входит в муфту на глубину, равную глубине разогрева, образуя прочное и надежное крепление. Для полимеризации выдерживается определенное время.
- Стыковая: для соединения деталей одного типа и равного диаметра. Торцы труб располагаются на одной оси, то есть торец к торцу. В результате одновременного нагрева и механического сжатия деталей происходит взаимопроникновение полипропилена. Для достижения подобного эффекта требуется использование специальных станков. В бытовых условиях метод не применяется, его используют для сварки толстостенных труб большого диаметра в магистралях.
Трубы диаметром от 4 см соединять вручную и центровать очень сложно. Для таких работ используются электромуфтовые агрегаты с приспособлениями для центровки. Такие приборы работают в автоматическом режиме и относятся к высокотехнологичному дорогостоящему оборудованию.
Какая нужна температура нагрева?
Для получения прочного соединения важно определить точную температуру нагрева. При её отклонении в ту или другую сторону существует риск повреждения пластика в процессе эксплуатации и появления протечек. При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным. При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично.
Температура нагревательного элемента задается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220°С (±5), то полипропилен сваривают при более высокой температуре 260°С. Специалисты советуют при приобретении сварочного аппарата сразу же выставить нужную температуру и в дальнейшем её уже больше не менять. На старых «паяльниках» она не регулируется вовсе, но такие аппараты вполне пригодны для использования.
Время нагревания труб зависит от их диаметра. Соблюдать его необходимо точно:
- 20 мм: нагревание производится не более 6 секунд;
- 25 мм: для спайки достаточно 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современные аппараты для сварки полипропилена оборудованы системой светового или звукового оповещения. Достаточно лишь задать нужную температуру и время.
Следует обращать внимание и на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивают на 2-3 секунды. Хотя подбирать это время лучше опытным путем. При температуре воздуха ниже +5°С время нагрева увеличивается на 50%.
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Холодная сварка
Соединение полипропилена с помощью специального клея (холодная сварка) не менее прочно, чем фиксация с помощью горячего сварного метода. Однако используется оно лишь для труб, подающих холодную воду. Ведь клей под воздействием высоких температур способен размягчаться.
Процесс монтажа несложен:
- Трубы нарезают точно под углом 90° и зачищают от заусениц, пыли и грязи.
- На фитинги и трубы наносится разметка таким образом, чтобы при их соединении между упором фитинга и трубой не осталось промежутка больше 1 мм.
- Клей тонким слоем распределяется на каждую из деталей.
- Они скрепляются между собой.
- Соединение фиксируется руками в неподвижном положении в течение 15 секунд.
- Подключать воду можно спустя час после холодной сварки.
roma100471.ru
Сварка полипропиленовых труб: инструкция, советы по выбору аппарата, видео
Сегодня сварка полипропиленовых труб выполняется разными способами.
Новые конструкционные материалы, в том числе и полипропилен, позволяют создавать надежные и долговечные механизмы водоснабжения, отопления и канализации.
Технология сварки полипропиленовых труб хорошо отработана.
Целенаправленно для этих нужд создано оборудование, с которым удобно обращаться. В реальных условиях выполняется сварка полипропиленовых труб своими руками с помощью паяльника.
Использование того или иного приема определяется конкретной ситуацией.
Для того чтобы качественно выполнить монтаж трубопровода, необходимо знать технические и эксплуатационные характеристики изделий из полипропилена.
Особенности полипропиленовых труб
Первое, что следует отметить, полипропиленовая труба является сложным техническим изделием.
В настоящее время промышленностью выпускается три вида этих изделий:
- для холодного водоснабжения;
- для горячего водоснабжения;
- для систем отопления.
По сравнению с трубами из металла, полипропиленовые изделия имеют меньший вес при равной прочности. Соединение элементов между собой совершается с помощью сварки.
Аппарат для сварки полипропиленовых труб позволяет выполнять монтаж протяженных коммуникаций.
Сварочный аппарат имеет компактные размеры, что позволяет вести работы в труднодоступных местах.
На внутренней поверхности полипропиленовых труб не образуется ржавчина, известковые отложения, грязь и не возникает коррозия. Из армированных труб прокладывают отопительные магистрали.
На видео показан процесс соединения отдельных элементов, когда выполняется монтаж системы отопления в частном доме.
Видео:
Технология сварки полипропиленовых труб проста и доступна для применения в домашних условиях. Набор для сварки полипропиленовых труб содержит все необходимые для работы инструменты.
В некоторых случаях применяются паяльник и такое устройство, как утюг для сварки полипропиленовых труб. С трубами из металла такое обращение невозможно.
Элементарные расчеты показывают, что полипропиленовые детали использовать гораздо предпочтительнее, чем изделия из металла. Это касается и труб большого диаметра, и наиболее ходовых размеров.
Для того чтобы выбрать подходящий тип изделия, нужно знать их классификацию и маркировку.
При изготовлении на трубу наносится обозначение PN и цифровым кодом указывается степень максимального давления, которое выдерживает изделие.
Делать выбор нужно со знанием предмета, и тут же приобретать прибор для сварки. Чтобы выполнять монтаж труб самостоятельно, потребуется специальное оборудование.
Инструменты для сварки
Прежде чем приступить к монтажу трубопровода из полипропиленовых деталей, необходимо должным образом подготовиться.
Сварочный прибор надо выбрать после того, как разработана техническая документация на систему трубопроводов.
Выбор определяется техническими параметрами и экономическими соображениями:
- предельным размером;
- эргономичностью прибора;
- стоимостью аппарата.
Монтаж изделий малого диаметра, до 63 мм, можно успешно выполнять ручным аппаратом. Если требуется выполнить соединение изделий большого диаметра, от 63 мм, то применяются механические аппараты.
Такой комплект для сварки полипропиленовых труб используется при прокладке протяженных магистралей.
В комплект инструментов для сварки входят специальные ножницы, которые предназначены для резки полипропилена и насадки разного диаметра.
Специальное устройство для зачистки поверхности изделия перед сваркой. Поверхность деталей нужно обязательно обезжирить. Для этих целей используется этиловый или изобутиловый спирт.
Ацетон применять нельзя, поскольку он разрыхляет полипропилен. Температура разогрева достигает без малого трехсот градусов. Поэтому при работе нужно использовать перчатки.
На видео представлен ручной прибор для сварки труб и последовательность действии при работе. Соединение элементов в частном доме удобнее выполнять с его помощью.
Видео:
Ручной прибор
По своей конструкции прибор представляет собой компактное изделие, которое занимает мало места. Основной элемент устройства – это нагревательное зеркало, на которое крепится насадка.
В обиходе такой аппарат называют паяльник или утюг. Для того чтобы устанавливать определенный уровень температуры, сварочный прибор оснащен контрольно-регулировочным блоком.
На панели имеются светодиодные индикаторы и клавиши включения-выключения прибора. Рабочая температура для сварки деталей из полипропилена варьируется от 260 до 280 градусов.
Правила эксплуатации прибора такие же, как и любого другого электрического устройства.
Основными параметрами, по которым нужно выбирать прибор при покупке являются:
- мощность;
- количество насадок на зеркале;
- наличие подставки.
Чем больше мощность тепло-нагревательного элемента, тем быстрее разогревается насадка. Этим параметром определяется производительность аппарата.
На паяльник может крепиться одна насадка или несколько. Количество варьируется в зависимости от конструкции прибора и размеров паяльника.
Практика показывает, что выполняя соединение системы в своем доме, достаточно будет двух насадок. Для таких систем используются трубы диаметром 20 и 25 мм.
Соединение и разводка трубопровода выполняется с использованием соединительных элементов, которые называются фитинги. Эти изделия имеют разную конфигурацию – уголок, тройник, крестовина.
Обращаться с фитингами нужно так же как с полипропиленовыми трубами.
При сварке армированных деталей в труднодоступных местах нужно строго выдерживать установленный отрезок времени для разогрева и фиксации соединения.
Специально для монтажников, которые работают в своем доме, составлена таблица, и в ней указаны оптимальные режимы для нагрева и соединения двух элементов.
На видео показан фрагмент соединения деталей в неудобном для работы месте.
Видео:
Механический аппарат
Сварочные агрегаты механического типа предназначены для того, чтобы обеспечить соединение труб большого диаметра.
Механический прибор имеет более сложную конструкцию, чем ручной вариант.
Сварочный агрегат собран из следующих узлов:
- каркас опорный;
- блок контрольный;
- захват для труб;
- вкладыши выравнивающиеся;
- пила для торцевания труб;
- зеркало нагревательное.
Прибор, несмотря на сложную структуру, имеет компактную конструкцию. Монтаж трубопроводной магистрали выполняется по принципу стыковой сварки.
Инструкция по эксплуатации предписывает определенную последовательность действий. Вначале выполняется зачистка торцов у соединяемых деталей.
Затем трубы нагреваются, и температура их должна достичь порога плавления. На завершающем этапе трубы соединяются и плотно прижимаются одна к другой.
Оборудование для прижима поставляется вместе аппаратом.
Сварочный агрегат, имеющий такое приспособление, позволяет выполнять сварку полипропиленовых труб в полевых условиях при укладке магистралей отопления.
На видео показан аппарат для сварки труб большого диаметра из полипропилена.
Видео:
Технология сварочных работ
Оборудование для сварочных работ и монтажа систем отопления или водоснабжения следует готовить заранее. Технология сварки отработана до мельчайших деталей.
Весь процесс складывается из трех простых этапов. Вначале надо выполнить подготовку соединяемых деталей. Затем нагреть их до состояния расплава. Температура плавления зависит от типа материала.
И третий этап – соединение двух отрезков. На видео показано как это делается. Практика показывает, что чем больше диаметр трубы, тем дольше ее нужно прогревать.
Для соединения изделий малых размеров применяется паяльник. Интервал нагрева должен быть такой, какой предписан инструкцией.
Прежде чем включить сварочный агрегат, следует приготовить отрезки труб и фитинги. Устройство системы отопления нужно отобразить метками на стенах в местах крепления.
Видео:
Маркером помечаются и те детали, которые будут свариваться. Все элементы, которые предстоит соединить, нужно просушить и обезжирить. Затем они вставляются в аппарат и разогреваются.
Паяльник должен иметь соответствующую температуру. После нагрева детали снимаются с насадок и соединяются равномерными движениями. Без вращения.
Выбор сварного устройства
При подготовке к монтажу трубопровода, встает вопрос, какой агрегат для сварки выбрать?
Принимать решение нужно после оценки фронта работ. Важно рассчитать мощность устройства и количество насадок, которые крепятся на паяльник.
Время сварки полипропиленовых труб определяется мощностью.
Надо обязательно брать в расчет и стоимость сварочного аппарата. Лишнего переплачивать нет смысла.
Но и с маломощным агрегатом работы могут неоправданно затянуться.
stroyremned.ru
Пошаговая инструкция по сварке полипропиленовых труб своими руками
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много.
Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками.
В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей.
Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду».
Методика сварки труб
1) Подготовка всех деталей
Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть.
2) Разогревание паяльника
На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора.
3) Нагрев «деталей»
Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ.
4) Cоединение «деталей»
Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/
5) Зачистка места соединения
Производится после остывания шва.
Советы по сварке
Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях.
Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится.
Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов.
masterim.guru
www.samsvar.ru
инструкция, как сваривать своими руками, видео
 При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
Преимущества труб из полипропилена
Сварка полипропиленовых труб своими руками позволяет получить конструкцию высокого качества, долговечную и надежную. Происходит это потому, что и сам материал обладает очевидными достоинствами:
- Невосприимчивость к коррозии — пластик не ржавеет и не разрушается.
- Отсутствие токсичных компонентов — в составе полипропилена нет экологически опасных компонентов, а следовательно, они могут применяться для создания питьевых водопроводов без ограничений.
- Малый вес — полипропиленовые трубы очень легкие, ощутимо легче металла.
- Длительный эксплуатационный период — до 50 лет.
- Легкость монтажа — технология сварки полипропиленовых труб доступна даже начинающему мастеру.
- Экономичность — такие трубы не требуют окраски или других затрат на профилактическое обслуживание.
Важно: Единственным ограничением на использование полипропиленового водопровода является температура среды, которая не должна превышать 95 градусов.
Во всей конструкции местом с недостаточной прочностью могут оказаться стыки — а их качество зависит от того, насколько точно будет соблюдена технология сварки. Естественно, потребуется также правильно выбрать соответствующие назначению трубопровода элементы и фитинги.
Что потребуется для сварки полипропиленовых труб
Инструкция по самостоятельной сварке полипропиленовых труб подразумевает и правильный выбор комплектующих. В зависимости от типа трубопровода можно выбрать следующие трубы:
- PN10 — для холодной воды или систем теплого пола (при температуре транспортируемой среды +20 или +45 градусов соответственно), диаметром 20-110 мм, рабочее давление в пределах 1 МПа;
- PN20 — для систем холодного и горячего водоснабжения, диаметром 20-110 мм, выдерживают температуру воды до +80 градусов и давление до 2 МПа;
- PN25 с армированием алюминиевым слоем, стекловолокном или композитом может использоваться в системах горячего водоснабжения и отопительных магистралях. Температура — до 95 градусов, давление — до 2,5 МПа.
Также для сварки понадобятся фитинги. Они могут быть монохромные (полностью полимерные) или комбинированные (дополненные металлической вставкой с резьбой). Последние используются в случае, когда полипропилен нужно соединить с металлом. Также создание трубопроводов предусматривает и использование запорной арматуры (кранов).

Сварка полипропиленовых труб своими руками также подразумевает использование следующего инструмента:
- рулетка;
- карандаш;
- ножницы для резки труб;
- специальный сварочный аппарат;
- приспособление для зачистки — шейвер (если в трубах предусмотрен армированный слой).
Как правило, сварочный аппарат комплектуется и ножницами для резки, и специальными тефлоновыми насадками, которые следует использовать при работе с различными диаметрами трубопровода. Стоимость такого комплекта не слишком высока, но если вы планируете разовые работы, то инструмент можно и арендовать.
Особенности технологического процесса сварки
 для сварки полипропиленовых труб") Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадкамиОсталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы. Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима.
 Шейвер для зачистки армирования
Шейвер для зачистки армированияТрубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых трубПрогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь. Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр. Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное времяЧтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
 О том, как соединить пластиковую трубу с металлической, читайте в отдельной статье. Там есть информация о соединении полипропиленовых труб.
О том, как соединить пластиковую трубу с металлической, читайте в отдельной статье. Там есть информация о соединении полипропиленовых труб.
Как выбрать аппарат для сварки труб из полипропилена читайте в нашей статье-обзоре.
О соединении труб из металлопластика с помощью пресс-фитингов мы рассказали на этой странице http://okanalizacii.ru/truby/fitingi/pressphitingi-dlya-metalloplastikovyh-trub.html
Сварка полипропиленовых труб видео
А здесь вы можете посмотреть видео по теме нашей статьи.
okanalizacii.ru