







Выбор сварочного аппарата. Компакт 145. Какой сварочный аппарат выбрать для гаража
особенности выбора, характеристики и отзывы :: SYL.ru
Технологи автомобильной промышленности стараются разрабатывать все новые, более доступные по цене и организационным возможностям методы выполнения кузовного ремонта. Так сформировалось целое направление неразрушающих способов восстановления геометрии корпуса, которые может использовать практически любой автолюбитель в своем гараже. Но если дело касается серьезных повреждений, то без специального оборудования с глубоким вторжением в структуру металла не обойтись. Здесь-то как раз и пригодится сварочный полуавтомат. Для кузовных работ теоретически можно использовать и более традиционные подходы к расплаву металла наподобие газовых или дуговых аппаратов с ручным направлением, но практика давно доказала их низкую эффективность именно в сфере авторемонта.
Какие задачи позволит решить полуавтомат?
Автомобильные корпуса могут иметь разные характеристики, отличаясь по толщине, свойствам металла, геометрии и другим параметрам. Полуавтоматическое оборудование для сварочных операций позволит выполнять работы с тонкими и толстыми сплавами – соответственно, в диапазонах до 1 мм и более 4 мм. В зависимости от модели аппарата может предусматриваться и обработка участков толщиной более 10 мм. Самые распространенные элементы конструкции, которые подвергаются ремонту таким оборудованием, это крылья, пороги и лонжероны. Но чем полезен полуавтомат при кузовных работах с точки зрения эксплуатационных качеств? В первую очередь оптимизированным процессом самого производства работ. Отсутствие необходимости направления электрода, электронная регулировка параметров сварки, возможность применения бытовой сети на 220 В, и при этом физическая эргономика при осуществлении соединений – главные преимущества этого решения. Казалось бы, упрощенные версии сварочного оборудования должны ограничиваться по сферам применения, но кузовной ремонт предполагает выполнение работ с распространенными металлами, поэтому даже бюджетные полуавтоматы могут рассматриваться как универсальный инструментарий. В частности, их можно использовать для алюминия, никеля, титана и т. д.
Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Характеристики для подбора оборудования
Первоначально опираться следует на показатели мощности и силы тока. Они покажут, какой будет производительность оборудования, выносливость и надежность. Что касается мощностного потенциала, то он варьируется от 2,5 до 7,5 кВт в среднем. Причем основной диапазон находится в секторе до 4-5 кВт. Разве что в профессиональных средах задействуют модели на 7,5 кВт, а для ремонта в бытовых условиях можно ограничиться аппаратом на 3 кВт. Другой вопрос – как правильно выбрать сварочный полуавтомат для кузовных работ по силе тока? В данном случае следует сопоставлять рабочий показатель с конкретными задачами. Сила тока варьируется от 55 до 160 А. Модели до 100 А подходят для сварки участков кузова толщиной до 3 мм. Но если планируется выполнение сложных стыковых узлов толщиной порядка 8-10 мм, то минимальный показатель по этой характеристике должен составлять 140 А. На возможности сварки материалов с разными размерными параметрами влияет и диаметр проволоки. Он варьируется от 0,6 до 1 мм в среднем и по мере увеличения толщины расширяются возможности по сварке массивных элементов конструкции.
Что еще учесть в выборе?
Особое внимание следует обращать на функциональные компоненты – горелку и проволоку. Сварочная горелка предназначена для подачи газа, формирующего защитную зону. В этой части следует учитывать защищенность устройства от повышенных температур, брызг расплава и физических ударов. Некоторые аппараты комплектуются специальным пистолетом для подачи газа. Это решение удобно широкими возможностями направления, но одна из рук будет занята, что тоже не всегда допустимо. Не менее важно определиться и с характеристиками проволоки, с которой будет работать сварочный полуавтомат для кузовных работ. Какую выбрать? Расходники со сплошным сечением изготавливаются из алюминия, меди и стали. Они хороши минимальными выбросами расплава, стабильностью горения и относительно высоким качеством шва. Порошковая проволока скорее будет уместна для работ в особых условиях мастерской, когда нужно выполнить ремонт на специальных основах высокоуглеродистых сплавов.
Подготовка к работе
Перед началом ремонтных мероприятий следует проверить аппарат на работоспособность, а электросеть – на соответствие нагрузке. Как уже отмечалось, большинство полуавтоматов работают от 220 В с допуском небольшого отклонения. Сеть должна обеспечивать стабильные характеристики тока, после проверки которых можно подключать оборудование. Инверторный сварочный полуавтомат для кузовных работ в этом отношении наиболее надежен и способен работать даже в просаженных цепях, но и он будет неэффективен, если уровень напряжения находится ниже 150 В. И, независимо от типа оборудования, после подключения следует оценить качество его функционирования – рабочий процесс не должен сопровождаться вибрациями, треском и выпуском дыма до начала сварки.
Подключение газового баллона
Сразу надо отметить, что подобные ремонтные операции рекомендуется выполнять именно в защитной среде. Использовать сварочный полуавтомат для кузовных работ без газа допускается только в редких случаях, когда нужно реализовать небольшие соединения, скорректировать стыки и т. д. В таких ситуациях используется проволока с горелкой, имеющей средние рабочие показатели.
В остальных случаях не обойтись без монтажа редуктора от баллона с углекислым газом. Сам редуктор подключается к емкости гайкой с подходящим типоразмером. Чтобы исключить риск утечки, в комбинации с крепежной фурнитурой следует использовать и прокладку. Затем можно вводить в созданную инфраструктуру и сварочный полуавтомат для кузовных работ. Своими руками не составит труда соединить редуктор и аппарат с помощью специального шланга подачи газа. Подключение чаще всего осуществляется через штуцер, который дополнительно следует зафиксировать хомутами.
Регулировочные мероприятия
Первым делом регулируется напряжение. Его настройку выполняют посредством пластиковой гайки, установленной на катушке аппарата. Затем можно перейти к регулировке силы ролика, прижимающего проволоку к устройству подачи. В этой части главное, чтобы расходник проходил в канал шланга подводки даже при условии наличия прогибов. На заключительной стадии следует настроить полуавтомат сварочный для кузовных работ по объему подачи газа. Расход регулируется посредством вентиля, установленного на баллоне. Оптимальное его положение – поворот на 1-2 оборота.
Отзывы о производителях оборудования
Универсальным решением для бытового применения может стать «Энкор-140». Владельцы аппарата подчеркивают его эффективность в работе с инертными и активными газами, плавность регулировок и возможность обслуживанию низкоуглеродистых и нержавеющих сплавов. Если нужен полуавтомат сварочный для кузовных работ на открытом воздухе без применения защитного газа, то выбирать стоит Fubag TSMIG 180. Это мощное оборудование, которое и в мастерской, и в частном гараже проявляет себя с лучших сторон как в показателях качества шва, так и в скорости выполнения операции. Хорошие отзывы также получает комбинированный аппарат Blue Weld 152 и модель STURM AW97PA14, которую, в частности, хвалят за стабильность рабочего процесса даже в условиях резкого падения напряжения в сети.
Отзывы о полуавтоматической сварке кузова
Конечно, перед выбором конкретной модели будет нелишним убедиться, что данная технология ремонта в принципе годится для исправления дефектов автомобильного кузова. Мастера, которые используют данный подход, отмечают высокое качество результата. Подручными средствами добиться столь же надежного, плотного и внешне аккуратного стыка практически невозможно. Но обратной стороной такого ремонта будет сложность применения сварочного полуавтомат для кузовных работ. Отзывы подчеркивают, что контроль за техникой выполнения операции, постоянное управление характеристиками защитной среды и выдержка оптимальной длительности сеанса требуют наличия специальных навыков у исполнителя.
Заключение
Данное оборудование все же нельзя назвать самым сложным в сегменте сварочной техники. Производители стремятся его упрощать, наделяя новыми и более эргономичными средствами управления. Какой сварочный полуавтомат выбрать для ремонта в бытовых условиях? Новичкам и просто домашним мастерам, которые нечасто сталкиваются с подобными задачами, желательно обращаться к моделям с электронным контролем. Это устройства, рабочие параметры которых можно настраивать через цифровые дисплеи. Но самое важное – это присутствие индикаторов систем защиты, которые при отклонении отдельных показателей от норматива подадут соответствующий сигнал пользователю.
www.syl.ru
Как выбрать сварочный полуавтомат новичку.
Как выбрать сварочный полуавтомат из множества моделей на рынке? Таким вопросом задаются многие начинающие мастера, которые наконец отложили определённую суму денег и решили наконец то его приобрести. Ведь в мастерской, в которой занимаются ремонтом или тюнингом машин (мотоциклов), без сварочного полуавтомата делать нечего. В этой статье, предназначенной именно для новичков, мы рассмотрим, как выбрать сварочный углекислотный аппарат (полуавтомат), какие они бывают, а так же рассмотрим плюсы и минусы некоторых аппаратов.
 Подробно, что из себя представляет углекислотный полуавтомат (и не только он), да и вообще основные преимущества сварки металла в среде защитного газа (углекислоты) перед обычной сваркой, я написал в статье про способы и виды сварки, и советую прочитать её новичкам, кликнув вот по этой ссылке.
Подробно, что из себя представляет углекислотный полуавтомат (и не только он), да и вообще основные преимущества сварки металла в среде защитного газа (углекислоты) перед обычной сваркой, я написал в статье про способы и виды сварки, и советую прочитать её новичкам, кликнув вот по этой ссылке.
Там же я написал про свой полуавтомат и некоторые полезные нюансы, которые отличают его от других моделей, позволяя производить более качественную сварку. И после прочтения статьи, новичкам будет немного проще определиться с выбором полуавтомата. Но и в этой статье я кое что напишу о том, что поможет новичкам сделать правильный выбор.
Какие бывают сварочные полуавтоматы.
Для начала рассмотрим, какие бывают сварочные полуавтоматы по своему устройству. Они делятся на два основных типа: трансформаторные и инверторные.
- Трансформаторные сварочные аппараты (полуавтоматы) изготавливаются очень давно, и основа их конструкции это трансформатор и выпрямитель (диодный мост или специальный тероидный трансформатор).
 Такие аппараты несмотря на свою довольно древнюю конструкцию, очень надёжны, долговечны и неприхотливы (полуавтомат, изображённый на фото слева, у меня работает уже восьмой год и ни разу не ломался). А если что то выйдет из строя, то такие аппараты не сложно отремонтировать.
Такие аппараты несмотря на свою довольно древнюю конструкцию, очень надёжны, долговечны и неприхотливы (полуавтомат, изображённый на фото слева, у меня работает уже восьмой год и ни разу не ломался). А если что то выйдет из строя, то такие аппараты не сложно отремонтировать.
Основной их недостаток — это больший вес, чем у аппаратов инверторного типа. Но слово недостаток здесь не особо подходит, если вы покупаете аппарат только лишь для гаражного использования, а не для работ на выезде. А если и нужно будет переместить аппарат по гаражу, то все трансформаторные полуавтоматы имеют колёсики. Ну а чтобы не таскать за аппаратом углекислотный баллон, следует соединить баллон и аппарат более длинным шлангом.
К тому же следует учесть ещё один важный нюанс — при выборе трансформаторного полуавтомата из моделей с равными техническими характеристиками (например сила тока) следует всегда выбирать более тяжёлый вариант, не смотря на неудобство лишнего веса. Почему?
Ну во первых то, что многие производители (особенно азиатские) часто завышают мощностные характеристики своих изделий, экономя на трансформаторном железе и дорогой меди. Ведь физику не обманешь и более тяжёлый аппарат, будет больше соответствовать заявленной в паспорте мощности, чем более лёгкие аппараты (которые якобы более лёгкие благодаря новым технологиям — всё это чушь).
Во вторых, у более тяжёлого трансформаторного полуавтомата, бóльшая толщина и вес электротехнической стали и меди, гарантирует более стабильные (качественные) показатели сварочного тока (запас мощности по току).
Ну и ещё один для некоторых немаловажный плюс трасформаторных аппаратов- это их меньшая цена, по сравнению с инверторными полуавтоматами, о которых ниже.
- Инверторные сварочные полуавтоматы появились гораздо позже, чем трансформаторные, и в них использованы новые технологии, позволяющие отказаться от тяжёлого трансформатора, тем самым значительно облегчив их вес.

Так же в инверторах как правило больше дополнительных функций, но часто про них забывают и не пользуются, так как в большинстве случаев они не нужны. Хотя наличие цифрового индикатора, показывающего силу тока и другие параметры не помешает.
A при желании, цифровой индикатор (вольтметр, амперметр) можно установить и на трансформаторный аппарат. А на некоторых фирменных трансформаторных полуавтоматах, уже с завода установлен и индикатор и множество дополнительных функций, которых почти не меньше, чем на инверторе.
Из основных минусов инверторных полуавтоматов следует отметить, что при выходе их из строя (а дешёвые азиатские модели часто ломаются), их сложнее отремонтировать, так как некоторые радиодетали приобрести не так то просто. Да и чтобы их заменить, желательно обратиться к специалисту, которого в глубинке не так то просто найти.
Так что же лучше выбрать — инвертор или трансформатор? Скажу главное, есть и среди инверторов и среди трансформаторов достойные модели, например от американских или европейских фирм (о фирмах чуть позже), но как правило стоят они не дёшево, а инвертор всегда дороже.
Но при покупке следует руководствоваться основным правилом: лучше приобрести трансформаторный полуавтомат из средней ценовой категории, чем покупать самый дешёвый инверторный аппарат.
Тем более, что основные преимущества инвертора — это более лёгкий вес для работ на выезде, а работы на выезде у некоторых мастеров бывают довольно редко, или вообще не бывают. Да и о каком лёгком весе можно говорить, если приходится постоянно возить с собой углекислотный баллон??? Можно конечно заправить маленький баллончик (есть такие кислородные медицинские) но его надолго не хватит, а иметь несколько баллончиков довольно хлопотно.
Можно использовать проволоку, которая позволит варить без баллона с углекислотой, но на аппарате должен быть для этого специальный переключатель полярности, да качество сварки будет несколько хуже (об этом подробнее ниже).
Ну и последнее, на мой взгляд главное преимущество инвертора — это возможность более точной электронной регулировки и контроля сварочного тока и от этого большее число различных сварочных программ (например импульсный режим). Хотя для новичков эти функции как правило не нужны, и эти функции более полезны на аргонно-дуговых аппаратах.
На какие параметры следует обращать внимание при выборе полуавтомата.
Первым параметром, на что следует обратить внимание при покупке, это конечно же величина напряжения и количество фаз, на которые рассчитан сварочный аппарат. Конечно же более качественные и мощные профессиональные аппараты как правило рассчитаны на трёхфазную сеть в 380 (400) вольт, но такого напряжения и трёх фаз, в большинстве гаражных кооперативов нет.
Питающая сеть 380 или 220? Сварочные полуавтоматы, рассчитанные на трёхфазную сеть (380в) как правило более мощные (а запас мощности никогда не помешает) и они позволяют вести более стабильный сварочный процесс. И если у вас в гаражном кооперативе имеется возможность подключиться к трёхфазной сети (или вы арендуете бокс на каком нибудь предприятии, на котором трёхфазная сеть обычное явление). Ну а если кроме работ с листовым металлом, вы рассчитываете варить какие то металлоконструкции из более толстого профильного материала, то вам следует покупать именно более мощный полуавтомат, рассчитанный на трёхфазную сеть.
К тому же следует учесть, что сейчас на рынке имеются аппараты, имеющие и тот и тот вольтаж, то есть способные работать как на однофазной сети 220 вольт, так и с трёхфазной на 380 (400 вольт). Нужный вольтаж на таких аппаратах включается одним щелчком соответствующего переключателя.
Если же вы решили купить полуавтомат только лишь для выполнения кузовного ремонта и работ только с тонким листовым металлом, да к томуже напряжение вам доступно только лишь однофазное (на 220 вольт) то смело покупайте аппарат, рассчитанный только для однофазной сети. К тому же такие аппараты имеют силу тока до 200 Ампер и вполне способны проварить не только тонкий листовой металл, но и трубу, уголок, пруток и другие не слишком толстые детали.
Например мой углекислотный полуавтомат, имеющий силу тока всего 180А и рассчитанный только на однофазную сеть в 220 вольт, позволил мне нормально проварить очень массивную и тяжёлую камазовскую балку (пример её можно увидеть вот в этой статье).
Конечно же мне пришлось нагреть балку и проваривать её в несколько проходов, но всё же проварить массивную деталь вполне возможно и не слишком мощным полуавтоматом. Только при этом следует делать перерывы в работе, так как запаса по току нет (об этом подробнее ниже).
Конечно же если вам нужно варить такие массивные детали довольно часто, и при этом не затрачивать на сварку (и перерывы в работе) много времени, то лучше покупать более дорогой и мощный трёхфазный аппарат (полупрофессиональный или профессиональный — о них ниже), если же от случая к случаю, то переплачивать нет смысла и поэтому покупайте обычный однофазный полуавтомат, мощностью примерно 200 ампер и не ошибётесь.
Погрешности питающей сети. Ещё на что следует обратить внимание при покупке полуавтомата, так это погрешность питающей сети. То есть у каждого аппарата, в паспорте заявлена величина, при которой аппарат способен нормально работать при падении напряжения. Например в паспорте написано 220±15 вольт — это значит, что такой сварочный полуавтомат способен нормально работать при падении или повышении напряжения в сети аж на 15 вольт.
И чем больше число погрешности, чем лучше. Ведь очень часто в наших розетках напряжение падает довольно ощутимо. Это нетрудно замерить с помощью мультиметра. И конечно же важно, что купленный вами сварочный автомат, всё таки будет способен нормально варить даже при пониженном напряжении.
Основные группы сварочных полуавтоматов. Сварочные автоматы условно делятся на три группы — бытовой, полупрофессиональный и профессиональный и от группы зависит их цена. Точнее сказать не от группы, а от мощности сварочного тока, а каждая группа имеет соответствующую мощность.
Бытовые полуавтоматы имеют как правило не более 200 ампер максимального тока, полупрофессиональные аппараты имеют не более 300 ампер мощности, а профессиональные сварочные полуавтоматы имеют мощность более 300 ампер и способны проварить довольно толстый металл. И чем больше мощность аппарата, тем больше нужно затратить меди и другого металла на производство полуавтомата, а раз затраты производства больше, значит разумеется и цена больше.
Но названия каждой из трёх групп чисто условные и это не значит, что вы к примеру купив бытовой полуавтомат, мощностью 200 ампер, не сможете работать им профессионально. С успехом сможете, но смотря в какой области профессиональной деятельности.
Например профессионально варить кузовные детали машин из тонкого листового металла 200-амперным аппаратом можно легко, а вот для сварки металлоконструкций он уже не совсем подойдёт по мощности. Можно конечно проварить им массивные детали (и я писал об этом выше) но для этого придётся затратить больше времени, а значит это уже как бы не профессиональная деятельность на потоке.
Но всё же идеальный вариант для гаража — это полупрофессиональный полуавтомат, мощностью примерно 300 ампер, так как запас мощности никогда не помешает. К тому же лучше чтобы у аппарата был запас по току (примерно ампер 50), и тогда аппарат будет меньше греться и не придётся делать перерывы в работе.
 А чтобы новички подробнее могли понять, какой сварочный аппарат и его сварочный ток им будет нужен, чтобы нормально проварить металлические детали какой то толщины, которые они собираются варить в дальнейшем, то в этом им поможет таблица слева. Но при этом не забываем, что запас по току в 50 ампер никогда не помешает (плюсуем 50 ампер к значениям в таблице).
А чтобы новички подробнее могли понять, какой сварочный аппарат и его сварочный ток им будет нужен, чтобы нормально проварить металлические детали какой то толщины, которые они собираются варить в дальнейшем, то в этом им поможет таблица слева. Но при этом не забываем, что запас по току в 50 ампер никогда не помешает (плюсуем 50 ампер к значениям в таблице).
Механизм подачи проволоки. Полуавтоматы могут ещё отличаться друг от друга способом подачи проволоки, то есть механизмом подачи. А механизмы бывают:
- Толкающего типа (два или четыре ролика расположены в аппарате и заталкивают проволоку в боудёновскую оболочку шланга).
- Тянущий привод (механизм находится в горелке и вытягивает проволоку из аппарата — отсюда и название).
- Толкающе-тянущий механизм подачи (объединяет в себе два выше написанных способа).
Самый распространённый способ подачи проволоки — это первый способ толкающего типа, которые и установлен в большинстве современных полуавтоматов.
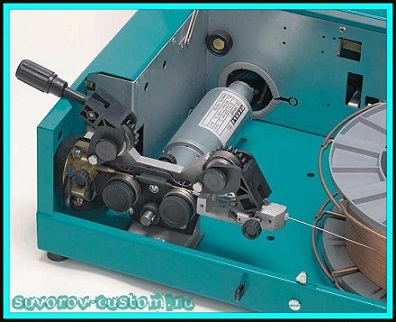 Бывают механизмы подачи проволоки с четырьмя роликами и с двумя. Если есть возможность, то покупайте с четырьмя, они работают плавнее, как утверждают многие (хотя на моём полуавтомате всего 2 ролика и они работают отлично, так как рукав моей горелки не очень длинный). Но четырёхроликовые механизмы устанавливают как правило на более дорогие полуавтоматы. И четырёхроликовые механизмы нужны для самых длинных рукавов (четырёх или пятиметровых).
Бывают механизмы подачи проволоки с четырьмя роликами и с двумя. Если есть возможность, то покупайте с четырьмя, они работают плавнее, как утверждают многие (хотя на моём полуавтомате всего 2 ролика и они работают отлично, так как рукав моей горелки не очень длинный). Но четырёхроликовые механизмы устанавливают как правило на более дорогие полуавтоматы. И четырёхроликовые механизмы нужны для самых длинных рукавов (четырёх или пятиметровых).
Дополнительные режимы работы. Многие современные полуавтоматы имеют возможность менять режим «GAS» или «NO GAS». Что это за режимы? Это режимы работы, которые вы выбираете в зависимости от того, будете ли вы работать с использованием углекислотного баллона и обычной омеднённой проволоки, или не будете использовать баллон (и соответственно углекислоту) но при этом будете применять специальную флюсовую проволоку.
Эта проволока представляет собой форму трубки, заполненной внутри специальным порошковым флюсом, который при сварке образует газовую защитную оболочку (она препятствует проникновению кислорода в сварочную ванну), которая заменяет углекислоту.
То есть при включении режима NO GAS и с использованием флюсовой проволоки, от баллона с углекислотой можно отказаться и это бывает удобно при выездных работах. Но зато флюсовая проволока стоит дороже, чем обычная омеднённая, да и полярность подключения горелки следует поменять, и на многих аппаратах как раз это и делают специальные переключатели режимов.
Так вот: покупать полуавтомат, имеющий эти два режима, или купить аппарат с обычным режимом, для использования только с обычной проволокой и углекислотным баллоном, каждый решает для себя сам. Но я скажу одно — полуавтоматическая сварка металла с использованием обычной омеднённой проволоки и баллона с углекислотой будет более качественной, чем с флюсовой проволокой. Это не только моё мнение, но и отзывы некоторых сварщиков, испробовавших оба режима.
Более качественная сварка с обычной омеднённой проволокой и с подачей газа в зону сварки получается наверное потому, что медь на проволоке ощутимо улучшает электрический контакт проволоки и горелки, а значит меньше потерь тока и различных пульсаций тока. К тому же углекислотный защитный газ подаётся в зону сварки под некоторым давлением, а из флюсовой порошковой проволоки газ получается только после начала сварки (из флюса) и без всякого давления.
Кстати, если заправить нержавеющую проволоку и подключить баллон с аргоном, то варить можно будет и нержавейку, а если подключить алюминиевую проволоку, то будет возможна сварка алюминия. Качество шва будет конечно же не такое как у аргонно дугового аппарата (TIG AC/DC), но надёжно сварить детали из нержавейки и алюминия будет вполне возможно. Но при смене проволоки, желательно поменять и штатный шланг на специальный, который имеет внутри тефлоновое покрытие, предназначенное для алюминиевой проволоки.
 Приятные мелочи. Наличие таких приятных фишек как цифровой индикатор, никогда не помешает, так как он позволяет визуально наблюдать за параметрами силы тока и напряжения. Это позволяет намного точнее настроить аппарат (особенно новичкам) на нужную мощность (в зависимости от толщины металла, согласно таблице, которая опубликована мной чуть выше).
Приятные мелочи. Наличие таких приятных фишек как цифровой индикатор, никогда не помешает, так как он позволяет визуально наблюдать за параметрами силы тока и напряжения. Это позволяет намного точнее настроить аппарат (особенно новичкам) на нужную мощность (в зависимости от толщины металла, согласно таблице, которая опубликована мной чуть выше).
Ну а такие функции, как Hot Start, Anti Stick и Arc-Force будут полезны новичкам, так как они исключают залипание электрода при поджоге дуги при сварке в режиме ММА (обычный электрод). Но такие функции бывают на инверторных аппаратах.
Ну и не помешает наличие кулера (вентилятора принудительного охлаждения), который бывает очень полезен при работе в сильную жару. У меня вмонтирован кулер в мой сварочный полуавтомат, и он очень помогает мне варить без перерыва даже в сильную жару. Кстати, если вы купите аппарат без кулера, то его совсем не сложно будет подключить самостоятельно, перед этим вырезав круглое отверстие в корпусе. А кулер можно приобрести в компьютерном магазине совсем не дорого.
 Сварочная горелка. Ну а что касается горелки, то здесь не особо стоит обращать внимание при покупке, так как горелку в любой момент можно будет заменить на более качественную. К тому же на полуавтоматах американских или европейских авторитетных фирм и горелки всегда стоят качественные. А на самых современных и дорогих полуавтоматах, горелку можно заменить очень быстро, так как она подключается быстросъёмным соединением.
Сварочная горелка. Ну а что касается горелки, то здесь не особо стоит обращать внимание при покупке, так как горелку в любой момент можно будет заменить на более качественную. К тому же на полуавтоматах американских или европейских авторитетных фирм и горелки всегда стоят качественные. А на самых современных и дорогих полуавтоматах, горелку можно заменить очень быстро, так как она подключается быстросъёмным соединением.
Но если вы планируете работать с крупногабаритными металлоконструкциями, или к примеру варить изнутри кузова микроавтобусов, то покупайте полуавтомат с более длинным рукавом горелки (например трёх метровую, или четырёхметровую, но бывают даже пятиметровые). Только следует учесть, что для более длинного рукава, предпочтительнее четырёхроликовый механизм подачи проволоки, а не двух роликовый.
Дополнительный вывод ММА. Если вы планируете в будущем вести какие то строительные работы, или например сварить виноградную арку на крыше вашего гаража, то не лишним будет и дополнительный вывод из аппарата под сварочный провод для обычного электрода (с обмазкой) — функция ММА. Ведь чтобы варить где нибудь на высоте, длины сварочного рукава (шланга с горелкой), даже пятиметрового, просто не хватит, и придётся как то подымать аппарат на крышу.
Чтобы этим не заморачиваться, купите себе более универсальный полуавтомат, имеющий вывод и под обычный электрод и имеющий соответствующий переключатель (сейчас такие уже есть, а цена их не на много больше). И подключив к нему длинный кабель с обычным держаком под электрод, вы сможете варить арматуру на высоте обычным электродом, и при этом будете экономить сварочную проволоку и газ (углекислоту).
Защита. И последнее, но важное, на что следует обратить внимание при покупке, — это защита аппарата от перегрева, перегрузок по току или от короткого замыкания. И такая защита стоит практически на всех качественных аппаратах авторитетных фирм. И если такая защита будет установлена на модели, которую вы покупаете, то как правило поломки вашего полуавтомата будут исключены, даже если вы будете сваривать толстый металл без рекомендованных перерывов в работе.
Какому производителю отдать предпочтение?
Сейчас не то что было ещё лет десять назад, и рынок завален множеством сварочных аппаратов от разных производителей. И среди этого изобилия, большинство новичков задаются более интересным вопросом: не как выбрать сварочный полуавтомат, а от какого производителя предпочесть аппарат?
Но здесь следует учесть, что большинство продавцов, возят и продают более дешёвый китайский товар (о них чуть позже), а более дорогой американский или европейский попросту не привозят (или привозят на заказ), так как такие аппараты намного дороже, и среди любителей их мало кто покупает, несмотря на их надёжность и качество.
Так вот, если вы хотите заниматься сваркой профессионально, то есть каждый день, и не иметь долгие годы ни каких проблем с ремонтом сварочного полуавтомата, то советую вам предпочесть аппарат от американского или европейского производителя.
Не смотря на то, что американцы или европейцы продают свои полуавтоматы ощутимо дороже, чем китайцы, зато у них накоплен огромный опыт качественного производства, и к тому же очень широкий выбор аппаратов с различными функциями. И каждый адекватный человек понимает, что качество стоит денег. Но и здесь можно немного сэкономить, но об этом чуть позже.
 Среди американских производителей, бесспорным лидером по качеству и количеству моделей вот уже много лет является компания «Миллер Электрик». Количество моделей их аппаратов очень большое, а качество отработано до фанатизма за долгие годы.
Среди американских производителей, бесспорным лидером по качеству и количеству моделей вот уже много лет является компания «Миллер Электрик». Количество моделей их аппаратов очень большое, а качество отработано до фанатизма за долгие годы.
Кто варил аппаратами их фирмы (фото слева), всегда с легкостью переплатит определённую сумму денег при покупке, но никогда не купит аппарат какой то азиатской конторы.
Среди европейских фирм, как правило все производят качественный товар, но следует отметить итальянские фирмы «Profhelper» и «Awelko». Последняя из них вот уже более двадцати лет производит качественное сварочное оборудование. Итальянцы тоже дотошные к качеству люди и купив аппарат от их производителей, он без проблем проработает долгие годы.
 Среди немецких компаний бесспорным лидером по качеству и количеству моделей является известная компания «EWM». И как известно немцы самые требовательные к качеству люди. И заплатив за аппарат (cм фото слева) от этой компании определённую сумму денег (зависит от модели) он будет радовать вас качественной и безотказной работой долгие годы.
Среди немецких компаний бесспорным лидером по качеству и количеству моделей является известная компания «EWM». И как известно немцы самые требовательные к качеству люди. И заплатив за аппарат (cм фото слева) от этой компании определённую сумму денег (зависит от модели) он будет радовать вас качественной и безотказной работой долгие годы.
Ну а что же делать тем начинающим мастерам, у которых не так уж много денег, но всё таки они мечтают о качественном сварочном полуавтомате? В таком случае могу порекомендовать два варианта. Первый из них, это купить сварочный полуавтомат от менее авторитетного европейского производителя, у которого цена поменьше, но качество нисколько не хуже чем у немцев или итальянцев. Такие аппараты делает к примеру чешская фирма Kuhtreiber.
 Ну и второй вариант, это купить более дешёвый китайский полуавтомат, но который имеет нормальное качество и вполне надёжен. Ведь ещё из советских времён существует такое понятие как заводской Китай, на котором имеется нормальный контроль качества и нормальная технология производства. Таких компаний конечно же не так много и многие рынки завалены китайскими товарами очень низкого качества. Но имеются и достойные изделия.
Ну и второй вариант, это купить более дешёвый китайский полуавтомат, но который имеет нормальное качество и вполне надёжен. Ведь ещё из советских времён существует такое понятие как заводской Китай, на котором имеется нормальный контроль качества и нормальная технология производства. Таких компаний конечно же не так много и многие рынки завалены китайскими товарами очень низкого качества. Но имеются и достойные изделия.
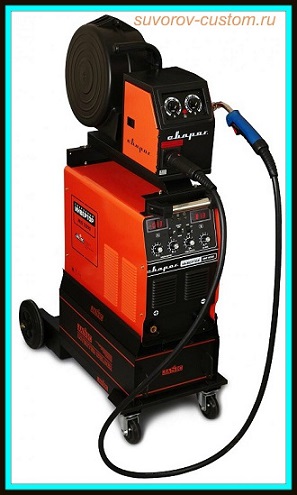
Например китайские сварочные аппараты «Сварог» (см. фото слева) имеют отличное качество сборки и отлично варят. Соотношение цена и качество у них идеальное. К тому же сейчас можно купить и отличные аргонно-дуговые аппараты Сварог, которыми пользуются многие мастерские и даже кастом-мастерские в России, и никто не жаловался на их качество сборки или сварки.
Конечно же это не изделия авторитетной американской конторы Миллер Электрик, но для не слишком богатых сварщиков новичков, да и не только для новичков, аппараты этой фирмы подойдут в самый раз.
Напоследок советую посмотреть полезный видеоролик чуть ниже, в котором я показываю и рассказываю, как изготовить простое, но очень полезное приспособление для сварки листового металла, которое позволит даже новичкам идеально сварить два стальных листа (или вварить какой то фрагмент) которые будут выставлены идеально ровно, относительно друг друга и с одинаковым зазором, по всей длине кромок. И в итоге, после сварки и шлифовки сварных швов, можно будет обойтись без шпаклёвки, или с минимальным её количеством.Вот вроде бы и всё, а если что то полезное вспомню, то обязательно допишу. В дополнение к статье, публикую под ней ещё один видеоролик на эту тему. Надеюсь, что прочитав эту статью, многие новички смогут ответить на вопрос — как выбрать сварочный полуавтомат и благодаря этому купят себе качественный аппарат на долгие годы, успехов всем.
suvorov-castom.ru
Какой сварочный аппарат. По случаю Компакт 145
Какой выбрать сварочный аппарат. Этим вопросом задаются многие начинающие ремонтники и мы часто идём через ошибки. Я тоже ошибся при выборе своего первого сварочника. Общее заблуждение наверное такое – выбрать то, что по-проще (подешевле) и обойтись без покупки “всяких там балонов с газом”.По такому принципу и покупают сварку “на электродах”.Это ошибка. Лично я начинал с того, что приобрёл сварочный аппарат хорошей фирмы Nordik. Варит электродами.Но он стоит без дела уже не первый год.Мой первый опыт сварщика – это попытка варить им переднюю стойку на своей машине Москвич 2141. Вместо старого металла – вварил толстый уголок и “обернул” его металом. Проблемы начались при сварке более тонкого метала. Уголок варил электродом 2.5мм, а другие места довольно тонкими электродами “двоечка”. Нахватался зайчиков, намучился с регулировками – и результата желаемого не получил. Тонкий метал у меня всё равно прожигается. Кроме того, работа очень трудоёмкая. Особенно проблематично через сильно затемнённую маску попадать электродом в нужную точку, кроме того, очень плохо зажигается дуга на метале со следами ржавчины и т.д. Первые разы просто мучился.Наверное у меня мало опыта и электроды у меня не те.Была вторая попытка применения этого сварочного аппарата – занимался ремонтом низа дверей на своей машине. Получилось очень грубо и с дырками.
Задался целью найти тонкие, самые лучшие электроды толщиной 1.2мм или 1.0мм. Такие нашёл (2006год). Попробовал ими варить – всё равно сварка неаккуратная и получается с дырками. Самое неприятное – если метал прожигаешь насквозь – то не можешь заварить эти маленькие дырки. Сможешь, если “сожжёшь” себе все глаза.Сделал вывод для себя самого -что для автодела такие сварочные аппараты не годятся. Они предназначены скорее для дачных дел, для сварки уголков забора, для приваривания толстого метала к толстому. Для работы с тонким металом они не годятся. На машине обычно приходится варить метал толщиной 08-09 мм. Это всё-таки тонкий метал.Ошибка номер 2 при выборе типа сварочника. Пренебрежение возможностью абсолютно “за недорого ” приобрести обычную газосварку. Это приобретение комплекта двух баллонов (с ацетиленом и кислородом), приобретение шлангов и газовой горелки с соплом номер “двойка” и “тройка”.Всё это не обязательно где то покупать, бывают случаи, когда такую газосварку удаётся приобрести просто “в дар”. Пусть баллоны будут просроченными и пустыми – это не страшно. Их придётся обменять на пунктах “заправки и обмена” на заправленные и аттестованные с доплатой. Доплата будет за переаттестацию старых, просроченных баллонов.Мне с приобретением газосварки не повезло – она мне обошлась очень дорого. Я зачем то покупал новые дорогие баллоны по 5литров, которые для больших дел оказались не практичны. Купил в магазине новые и тут же обменял их на старые, но заправленные. По другому никак. Приёмщики были очень довольны.Позже Мне пришлось перейти на большие стандартные балоны по 50 (?) литров.
Как сэкономить на приобретении малых баллонов (5 литров и 10 литров). Найти два никому не нужных старых баллона, отвезти их на пункт обмена и обменять их с доплатой на маленькие. Вас никто не спросит профессиональный вы сварщик или просто частное лицо. Взамен получите два полностью заправленных маленьких баллона (ацетилен+ кислород). По крайней мере так я поступил позже. Надо поискать такую фирму.
Даже сейчас считаю, что такое приобретение газосварки полезно каждому начинающему сварщику.Все соседи по гаражам станут вашими хорошими знакомыми – всем когда-нибудь понадобится отвернуть “закисший болт”, нагреть прикепевшую гайку и т.д.Кроме того, это универсальная сварка, чтобы про неё плохого не говорили. Хотя у неё есть свои минусы.От газосварки “ведёт” тонкий метал (метал после сварки может иметь волны). Кроме того, она варит только тогда, когда метал нагрелся до состояния “плавится” и поэтому меняется структура самого метала. Он после газосварки более подвержен коррозии.Зато газосваркой можно пользоваться во разных случаях :- Откручивать закипевшие болты-гайки (говорили)- Подгонять и изгибать любые трубы между глушителем и резонатором …- Возможна пайка любых предметов от чайника до радиатора. Используется порошок бура и специальный медный припой в виде прутков. Пробовал так же медным припоем заплавлять маленькие дырки на машине.- Можно ею вполне успешно пользоваться в неответственных местах. Мне газосварка очень нравится для сваривания полос металла “по их кромке”. Быстро и всегда аккуратно. Например иногда её использую для герметичного сваривания соединения трёх слоёв металла. Это низ порога (соединение порог-усилитель-короб).- Можно разогреть например венец для насадки на маховик т.д.- Ею “снимаются” прикипевшие шаровые и шкворня…- Можно готовить и закаливать под свои нужды различные инструменты и приспособления.
Ради объективности стоит признать, что газосваркой так и не овладел в полной мере. Например, не смогу сделать заплатку на двери размером в 10 см. Т.е наложить новый метал и приварить его без заметных швов и, главное, без искривления наружной панели двери. А такой возможно, я сам видел такую работу. Мне ставили заплатку на дверь, не разбирая внутренней пластиковой обшивки.Получалось без искривлений и без заметных швов.
Сейчас я чайники редко паяю, газосварку применяю не часто. Газ сильно подорожал (более 1000р за ацетилен) и стараюсь баллоны пореже заправлять.
Но они у меня всегда в наличии. Газ выручал неоднократно. Сейчас основное использование газосварки для меня это—обжигание старой мастики и антикора на ремонтируемой машине. Не обязательно перегревать метал, надо просто нагреть мастику или антикор “с обратной стороны” металла. Тогда она легко слезает слоями. Такое снятие антикора намного удобнее, чем счистка его кругами болгарки и т.д.Ещё поользуюсь газосварой когда надо подогнать “трудноподгоняемый ” толстый металл. При нагреве он начинает принимать нужную форму.
С газосваркой приблизительно разобрались.Теперь о том, что действительно необходимо для сварщика, который собирается ремонтировать машины.К этому приобретению вы всё равно придёте.……………Для ремонта авто предётся приобрести полуавтомат на проволоке и углекислом газе. Недорогая газосварка у вас останется для нагрева гнутого, битого металла, отогреввсего закисшего, для закалки и изготовления инструмента, для пайки медным припоем с бурой, для варки старого глушителя и ещё для десятка дел…
Cварочный аппарат типа полуавтомат это аппарат, подающий проволоку с нужной скоростью (регулируется) и подающий вместе с проволокой углекислый газ в зону сварки. Он идеально подходит для авторемонта. Метал не окисляется. Проволока “через электрическую дугу плавится ” и попадает на место сварки. Идеальный потому, что практически универсален по работе с разной толщиной металла, доступен и прост в использовании. Когда я начинал интересоваться “а не трудно ли им варить? ” мне объясняли, что им пользоваться может даже ребёнок. В принципе, так оно и есть.Почему не упоминаю про плазменную сварку и про сварку с применением воды. Никогда таких аппаратов не имел и никогда не пользовался.Так же пугает их стоимость. Мы всё-таки берём аппарат для авторемонта, а не для того, чтобы испытывать возможности аппаратата. Нам надо варить металл толщиной 0.7-2.0 мм и полуавтомата для этого вполне достаточно. Аллюминивые головки блока или чугунные выпускные коллекоры мы варить не планируем.Метал от полуавтомата не перегревается, сварка очень аккуратная, имеется возможность тонких регулировок – вплоть до заваривания минимальных (1мм) трещин и сквозных отверстий.Мне от друзей достался старинный сварочный полуавтомат под названием ” Компакт 145″ 1993 года выпуск. Другого у меня не было и поэтому не имел возможности сравнивать его качество с другими. Когда он сломался, хотел покупать что то новой. Но не стал этого делать.Прежний хозяин сказал, что Компакт участвовал в своё время на выставке и был признан одним из лучших (варил лезвие бритвы). Легенду эту не проверял, но решил свой полуавтомат восстанавливать (перестал работать мотор который тянет проволоку).Пока мой аппарат был в ремонте брал во временное пользование у знакомого сварочный полуатомат Кельвин.Чем мне например не понравился Тельвин. Своей одной очень неудобной функцией. При приближении проволоки к поверхности происходит автоматическое включение дуги (как будто сделано для удобства). Но это не нужно для ведения аккуратной аккуратной сварки (например, варим заднюю арку и не пытаемся проволокой попадать “куда попало”). Примеры как варил арки на разные машины есть на сайте.Иногда же , наоборот, требуется проволоку поместить в отверстие и и только после этого начать это отверстие заваривать, самостоятельно нажав на кнопку “пуск”. Впрочем мастера такую функцию умудряются как то отключать. Не понравился, потому, что в своей линейке он не самый дорогой (6-8т.р) и поэтому имеет мало ручных настроек. Два режима: сильный ток – слабый ток и режим 1-2. Ещё, может быть, не понравится его короткий провод “массы” (хотя его легко нарастить самому). Лучше его сделать чуть длиннее чем сам “рукав” (из которого выходят проволока и углекислый газ). Чем прямее будет натянут рукав, тем ровнее всегда будет сварка (проволока всегда идёт равномерно и легко). На моём российском режимов по-больше. Пока фото и Тельвина и какого то старинного Ставропольского (оказался с неплавными настройками). Не стал их отмывать ради фото сессии. Тельвин – абсолютно “рабочий вариант”, но хуже чем мой, который пока на ремонте. Дальше, по логике развития сюжета, должно быть показано фото моего аппарата.………..У меня сломался мой основной сварочник российской сборки 1992года выпуска (фото позже). Я бросил все силы на его восстановление. Аппаратом полуавтомат “Tельвин”, которым я сейчас временно пользуюсь мне не нравится, хотя он дороже и современнее. На примере моего старого попытаюсь объяснить свой выбор.Тем более, что он, по разговорам, побывал когда то на выставке, где сваривал два лезвия бритвы (в демонстрационных целях). Обо всём этом возможно чуть позже.
На моём российском режимов по-больше. Пока фото и Тельвина и какого то старинного Ставропольского (оказался с неплавными настройками). Не стал их отмывать ради фото сессии. Тельвин – абсолютно “рабочий вариант”, но хуже чем мой, который пока на ремонте. Дальше, по логике развития сюжета, должно быть показано фото моего аппарата.………..У меня сломался мой основной сварочник российской сборки 1992года выпуска (фото позже). Я бросил все силы на его восстановление. Аппаратом полуавтомат “Tельвин”, которым я сейчас временно пользуюсь мне не нравится, хотя он дороже и современнее. На примере моего старого попытаюсь объяснить свой выбор.Тем более, что он, по разговорам, побывал когда то на выставке, где сваривал два лезвия бритвы (в демонстрационных целях). Обо всём этом возможно чуть позже.
Позже продолжим.Пока не забыли- при выборе полувтомата обязательно надо посмотреть на длину рукава – полтора метра это не серьёзно. Это как болгарка с коротким проводом. На болгарке можно его нарастить, а на полуавтомате можно только купить новый. Я покупал отдельно длинный рукав для удобства в работе за 3 т.р. Лучше это обстоятельство сразу учесть при выборе своей покупки.………добавлено. Так получается, что возвращаюсь к добавлению не скоро. Фото моего старинного сварочника Полуавтомат сварочный Компакт-145 Так много хотел написать про него и не собрался.Хорошее дополнение – зачем столько болгарок. Пусть они недорогие и быстро ломаются. Но, их много.каждая для своего дела . Самой маленькой подтачиваю мелочи и затачиваю свёрла. От точильного станка отказался, затачиваю свёрла не отходя от машины – попробуте научиться так делать и вам понравится.Одна из интересных историй про этот очень простой сварочник. Простой потому, что двигатель для проволоки это мотор стеклоочистителя от жигулей.Один раз у меня сломалась электронная регулировка подачи проволоки ( скорость перестала регулироваться) Нашлось оригинальное решение, правда не мной.Вместо целого блока электроники мы поставили блок плавной регулировки яркости освещения табло и освещения салона от машины ВАЗ 09.
Так много хотел написать про него и не собрался.Хорошее дополнение – зачем столько болгарок. Пусть они недорогие и быстро ломаются. Но, их много.каждая для своего дела . Самой маленькой подтачиваю мелочи и затачиваю свёрла. От точильного станка отказался, затачиваю свёрла не отходя от машины – попробуте научиться так делать и вам понравится.Одна из интересных историй про этот очень простой сварочник. Простой потому, что двигатель для проволоки это мотор стеклоочистителя от жигулей.Один раз у меня сломалась электронная регулировка подачи проволоки ( скорость перестала регулироваться) Нашлось оригинальное решение, правда не мной.Вместо целого блока электроники мы поставили блок плавной регулировки яркости освещения табло и освещения салона от машины ВАЗ 09.
В очередной раз порадовался за свой сварочный полуавтомат.

Электрическая схема Компакт 145



Похожие записи
- Выбор компрессора
sergius41.ru










