







Сварка инвертором для начинающих: учимся правильно варить. Как работать сварочным аппаратом
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
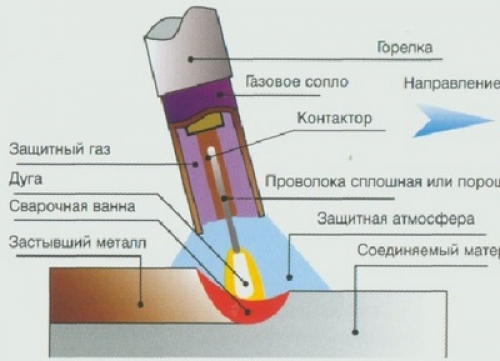
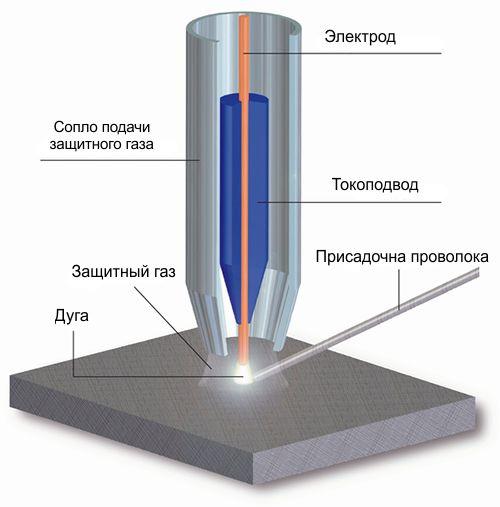
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
semidelov.ru
как научиться варить начинающим сварщикам, сравнение инвертора и трансформатора для сварки
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки — инверторы.
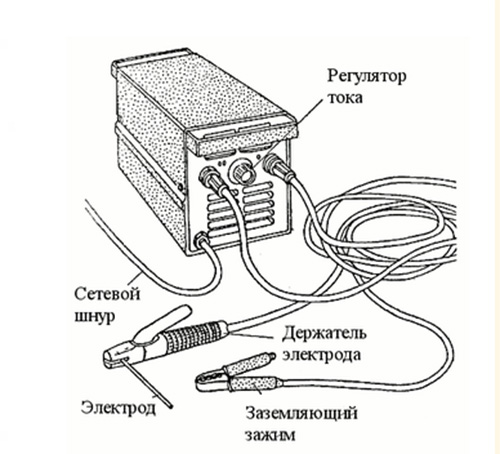
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе, в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше, чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
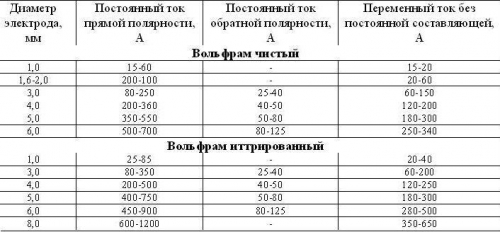
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
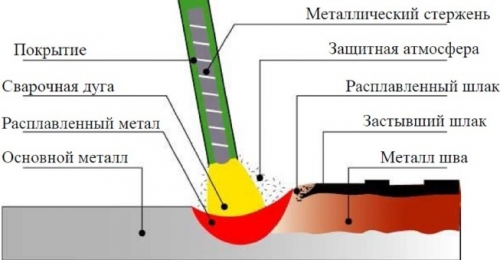
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты, чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
- Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
- У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться, при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги, которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов, при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
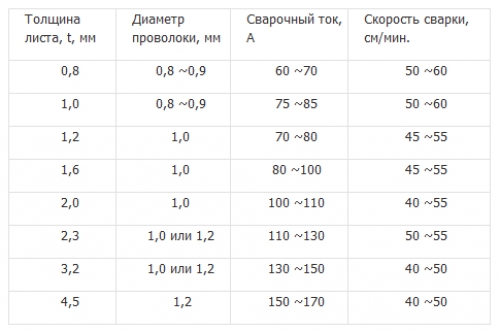
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
Оцените статью: Поделитесь с друзьями!elektro.guru
Как пользоваться и варить сварочным аппаратом: подготовка к сварке
Технология сварки известна человечеству сравнительно недавно, но вместе с этим работа со сварочным аппаратом совершила настоящую революцию в технике, строительстве и производстве. Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
- Сварщик должен до начала работы с рабочим оборудованием детально изучить устройство, а также технику безопасности проведения сварочных работ.
- Рабочее место сварщика должно быть полностью освобождено от предметов и вещей, которые имеют свойство воспламеняться или представляют прямую угрозу для работы с технологическим оборудованием.

Необходимо убрать рабочее место перед сваркой
- Помещение должно иметь высокий уровень вентиляции и проветриваться в определённых условиях эксплуатации оборудования.
- Прежде чем понять, как варить сварочным аппаратом, в шаговой доступности должны располагаться доступные и эффективные средства пожаротушения.
Применение сварочного аппарата 
Прежде чем приступить к работе, специалист рабочего оборудования должен знать и уметь все правила использования техники и как правильно варить сварочным аппаратом с использованием различных материалов металла и пластика. Мастер должен знать некоторые нюансы:
- Технологические основы производства сварочной технологии.
- Конструктивную часть оборудования, режимные настройки работы сварки, при помощи которой будет осуществляться технологическая основная часть работы.
Регламент производственных работ для сварщика предусматривает выполнение следующих операций:
- Для каждой конкретной работы подбирается соответствующая модель оборудования, а также расходных материалов (электродов по типу и по количеству).
- Необходимо умение правильно обеспечить рабочий процесс всей технологии сварки, обработки поверхности свариваемых деталей.
- Грамотное и правильное применение теории как работать сварочным аппаратом, для создания ровных и идеальных швов.
Помните, мастер может обеспечить достойное качество работы, если правильно будет подобран аппарат для сварки и на практике реализована теоретическая часть производственных работ.

Начало работы сварочным аппаратом
Категории сварочного оборудования и их предназначение
Для дугового варианта сварки используются специальные аппараты с плавящимися электродами. Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.

Сварка плавящимся электродом
Основные преимущества работы полуавтоматических аппаратов
Полуавтоматика остаётся приоритетным оборудованием для тех, кто хочет знать, как научиться варить сварочным инвертором, при этом положительные стороны такого оборудования в следующем:
- Высокий КПД по параметрам производительности труда.
- Сварные швы имеют идеально ровную поверхность.
- Свариваемые поверхности не должны подвергаться коррозии.
- Допускается сварка металлов, с тонкими размерными данными по толщине.
Устройство полуавтомат для проведения промышленных работ, включает в себя такие узлы и компоненты:
- Для преобразования тока используется выпрямитель.
- Мощная горелка прямого действия.
- Вилка и электрический удлинитель для подключения к обще сети электропитания.
- Комплект сварочных кабелей для присоединения источника подаваемого тока к свариваемой части поверхности, в комплект входят держатели и зажимы.
- Механизм, который приводит в действие эффект подачи плавящегося элемента.
- Баллонная конструкция для газа.
- Для подключения баллона к источнику инертного газа в конструктивной части используется рукав.
- Для общей настройки рабочего режима сварки используется встроенный блок управления.
Компоновка и прочие характеристики сварочного оборудования
Далее, чтобы понять, какой полярностью варить инвертором, укажем типы полуавтоматического аппарата по способу формирования швов:
- Для инертного газа, в т.ч. аргон, гелий и другие варианты.
- Подвид работы в сфере инертных газов — порошковая проволока.
- Под слоем компонента флюса (применяется очень редко).
Компоновка промышленного оборудования также имеет различные варианты исполнения, и как пользоваться сварочным аппаратом для полипропиленовых труб и фитингов, скажем, что есть однокорпусный вариант исполнения, который включает в себя стандартную сборку. Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип — не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
По основным характеристикам подводимого к аппарату источника питания, подразделяют на однофазные и трёхфазные варианты исполнения. Непосредственно ток подачи имеет характеристики — пульсирующий, а также импульсный или постоянный тип.
«Важно!
Полярность подключения также имеет разный вариант исполнения, чаще всего используют прямой тип полярности, а обратная схема по полярности используется крайне редко.»
Подготовительные работы для аппарата сварки
Если мы хотим узнать, как правильно варить сварочным инвертором, рассмотрим имеющиеся варианты способа подачи плавящегося компонента устройства, который может быть представлен одним из вариантом:
- Тянущийся, проволока подаётся к основному источнику плавления из специально встроенной катушки.
- Толкающийся. Проволока встроена в катушку, механизм толкания продавливает проволоку в горелку.
- Комбинированный тянуще-толкательный механизм. Устанавливается не на всех типах сварочного оборудования.
Процесс начала работы на производственном оборудовании, предусматривает проведение следующих операций:
- Настройка оборудования, согласно технического паспорта и прочим регламентам положениям обеспечения безопасности эксплуатации сварочного оборудования. Правильно устанавливаем соответствующие параметры силы тока для устройства.
- Регулируем скоростной режим подачи инертного газа, в соответствии с техпаспортом устройства.
- Настраиваем требуемый уровень подачи газа. Неправильная настройка вызывает неровный шов поверхности обрабатываемого изделия.
- Устанавливаем механизм регулятора подачи плавящегося варианта электрода в рабочее положение.
- Выбираем способ защиты обработки поверхности (емкость, порошковый материал, флюсовый компонент, открываем клапанный механизм подачи инертного газа).
- Выполняем сварочный процесс по шву: подводим на определённое расстояние к требуемому места возможного шва до 4 мм и нажать на механизм запуска « пуск» (данную опцию необходимо держать включённой до конца процесса не более 3 сек)
- Для алюминиевых материалов используем иные рабочие настройки сварочного оборудования.
Для работы с инверторной и иной сваркой, необходимо соблюдать высокие требования безопасности, которые включают в себя:
- Подготавливаем рабочее место, используем меры предосторожности проведения сварочных работ, путём размещения поблизости гасящих материалов.
- Используем специальную одежду, и обувь, которые не подвержены продуктам горения сварочного оборудования.
- Проверяем исправность оборудования перед началом работы, выявляем проблемы до того, как начнётся процесс сварки.
Запрещено осуществлять сварочные работы в дождливую и снежную погоду. Используем специальную маску с защитными стёклами, которые сохраняют зрение и лицо от эффекта горения пламени сварки.
Видео: рекомендации по использованию сварочного аппарата
svarkaipayka.ru
Как пользоваться сварочным инвертором: инструкция
Все чаще, для того чтобы соединять металлические детали, используют сварочный инвертор. Преимуществом данного аппарата перед трансформаторными моделями является то, что он имеет небольшие габаритные размеры и небольшой вес, поэтому является мобильным и удобным. Работать инверторным сварочным аппаратом просто, поэтому освоить его сможет даже новичок, который ранее никогда не выполнял сварочных работ.

Конструкция сварочного инвертора.
Немного об инверторных сварочных аппаратах
Преимущество указанного оборудования не только в том, что оно имеет небольшие размеры и вес, но еще и в том, что при помощи такого аппарата можно выполнять работы, для которых ранее требовалась сложная и дорогостоящая техника.
Инвертор пользуется большой популярностью среди начинающих сварщиков и профессионалов.

Схема работы сварочного инвертора.
Принцип работы такого сварочного аппарата отличается от традиционного трансформаторного устройства тем, что во время работы не происходит большого потребления электроэнергии. При использовании трансформаторного сварочного аппарата часто бывает, что из-за скачков напряжения происходит отключение питания в сети. Инвертор имеет накопительные конденсаторы, за счет чего накапливается энергия, поэтому не происходит скачков напряжения в сети и мягко разжигается дуга.
Чем больше вы используете диаметр электрода, тем больше необходима сила тока сварочного аппарата. Это правило действует как на обычные агрегаты, так и на инвертор. Для определенного диаметра электрода соответствует максимальная сила тока, при которой с его помощью можно выполнять работу. Если сила тока будет большой, а диаметр электрода меньше рекомендуемого, то электроды начнут сгорать, и работать будет неудобно.
Вернуться к оглавлению
Основные правила работы
Как уже было сказано раньше, инверторы пользуются популярностью среди начинающих мастеров. Для того чтобы они научились правильно и эффективно пользоваться таким аппаратом, есть определенная инструкция, с которой им необходимо ознакомиться.
Для начала работы вам необходимо иметь следующее оборудование и защитные элементы:
- инвертор;
- электроды;
- кабель для подключения;
- перчатки;
- маску;
- грубую куртку и ботинки.

Преобразование тока в сварочном инверторе.
Перед началом выполнения сварки необходимо провести настройку аппарата. Для этого надо определиться с толщиной деталей, которые вы будете варить. В основном для выполнения работ используются электроды диаметром 2-5 мм. В зависимости от выбранного диаметра электрода выставляем на приборе силу тока. Обычно на нем есть таблица соответствия, согласно которой и надо действовать.
После установки электрода к одной из свариваемых деталей необходимо подключить массу, данная клемма имеет красный цвет. Теперь необходимо включить аппарат. Резко подносить электрод к детали нельзя, так как это может привести к его залипанию. Электрод наклоняют под небольшим углом и резкими движениями несколько раз дотрагиваются к детали, это делают для активации электрода.
Когда вы увидите, что аппарат работает, необходимо поднести электрод к детали на небольшое расстояние. Оно приблизительно должно соответствовать его диаметру. Начинайте правильно вести электрод вдоль будущего шва. После получения шва на нем образуется окалина, ее необходимо убрать при помощи небольшого молоточка, после чего можно будет проконтролировать качество шва.
Для того чтобы шов получился правильным, необходимо научиться поддерживать постоянный зазор между деталью и электродом во время работы. Если он будет слишком маленьким, то шов выйдет выпуклым, по бокам появится несплавленный металл, так как он не будет успевать прогреваться до необходимой температуры.
При большом зазоре металл будет укладываться криво, а дуга окажется нестабильной. Только нормальный зазор гарантирует получение надежного и красивого шва.
Вернуться к оглавлению
Возможные дефекты шва

Схема сварки тонкого металла при помощи инверторной сварки.
Если вы будете проводить быстрые движения электродом, то шов получится с дефектами. Если будет интенсивное проникновение дуги внутрь детали, то она будет выталкивать расплавленный металл из ванны, и шов получится неправильным. Во время работы надо следить за тем, чтобы шов был на одном уровне со свариваемым металлом.
Для того чтобы шов получился идеальным, специалисты рекомендуют выполнять круговые и зигзагообразные движения. При выполнении таких движений можно равномерно распределить шов.
В том случае когда недостаточно металла электрода, формируется подрез, поэтому надо следить, чтобы не образовывалась боковая канавка, а если это случается, то заполнять ее новым металлом. Во время выполнения наклона электрода металл из ванны толкается, а не тянется. Чем ровнее вы будете его держать, тем менее выпуклым будет получаться шов. Это объясняется тем, что все тепло получается под электродом, за счет чего происходит прогрев металла и ванна вдавливается вниз.
При наклоне электрода тепло направляется назад и получается как бы подмывание шва, за счет чего он получается выпуклым. Если наклон очень большой, то теплота направляется не внутрь, а вдоль шва, что не позволяет нормально прогреть металл и получить качественный шов. Для красивого плоского шва электрод надо держать под углом 45-90 градусов и регулировать его в процессе работы, постоянно наблюдая за ванной.
Вернуться к оглавлению
Особенности соединения тонких листов

Схема источника питания инверторного сварочного аппарата.
Работать инвертором можно при прямой и обратной полярности. В первом случае получается узкая и глубокая зона расплавления, за счет того что ввод тепла в металл сниженный. Во втором случае снижен ввод тепла в изделие, поэтому получается широкая, но не глубокая зона расплавления.
При работе инвертором к детали и электроду подключают положительный и отрицательный заряд. Перед началом работы надо определиться, что куда подключать.
Если подключить положительный кабель к детали, то она будет сильнее нагреваться, если его подключить к электроду, то будет наоборот.
Обратная полярность используется в том случае, когда проводится сварка тонких листов, так как их легко прожечь. Это преимущество имеет инвертор и не имеют обычные трансформаторные агрегаты. Поэтому если необходимо соединить при помощи инвертора тонкие листы металла, то положительный заряд подключают к электроду, а отрицательный — к детали.
Если вы используете обычный аппарат, то на нем новичку достаточно сложно научиться держать дугу, происходит постоянное залипание электрода. При работе инвертором такого не возникает, так как при касании к детали сила тока мгновенно падает и залипания не происходит. Наличие функции «горячий старт» позволяет повышать силу тока в начале работы, что дает возможность легко зажигать дугу даже новичку.
Но не стоит думать, что инвертор является универсальным аппаратом, в нем также есть и недостатки. Одним из основных недостатков является его высокая стоимость. Иногда выходит из строя управляющая плата, но в этом чаще всего виноваты пользователи, которые нарушают правила эксплуатации агрегата. Так как прибор электронный, то работать им в морозную погоду не рекомендуется.
moiinstrumenty.ru
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.

Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.

В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом

Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током. Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
- Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
invertor.ksio.ru
Как правильно варить дуговой сваркой

Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
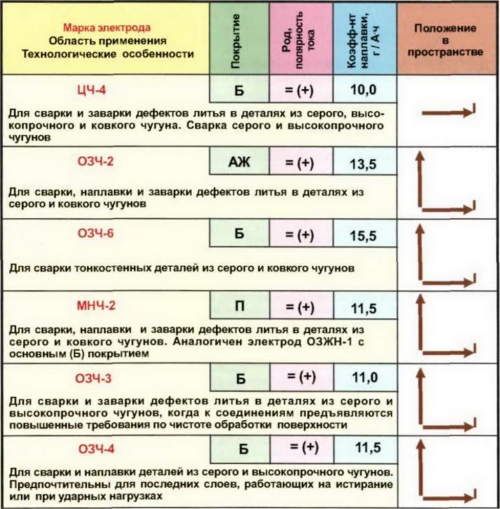
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
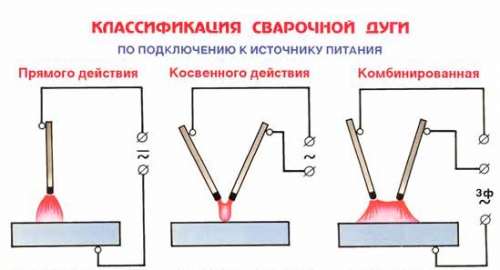
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
![]()
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
![]()
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
![]()
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее - сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
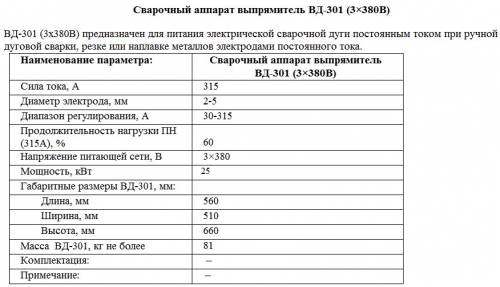
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты - инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.

Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.

В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса - подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе - это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.

Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.

Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
strport.ru
Сварочные работы своими руками. Особенности работы со сварочным аппаратом
Вряд ли кто-то будет сомневаться в важности сварочных работ. Они используются во всех отраслях промышленности. Продвинутые сварочные аппараты позволяют делать невероятно прочные и устойчивые соединения, а опытные сварщики делают шов ровным и надежным. Но не обязательно быть квалифицированным специалистом, для того чтобы выполнять сварочные работы своими руками у себя дома. Простенький инвертер, чуть-чуть теории -и можно приступать. Давайте об этом и поговорим.
Немного общей информации
Отличный сварщик тот, который в совершенстве владеет сварочным оборудованием. Для того чтобы уметь делать качественные сварные соединения, вовсе не обязательно заканчивать какое-либо учебное заведение, достаточно лишь постоянно практиковаться. В принципе, здесь, как и в любом другом деле, важно пробовать и учиться на собственных ошибках. В целом же производить сварочные работы своими руками в домашних условиях не только интересно, но еще и полезно. При желании вы сможете изготовить поделку, подварить авто и многое другое. Тем не менее, не все настолько просто, как может показаться. Необходимо уметь правильно подобрать режим сварки, скорость, тип электрода и т. п. важные детали. Все это непосредственно влияет на качество сварного соединения. Прежде чем приступать к выполнению работ, желательно ознакомиться с теорией. Давайте начнем с самого простого.
О технике безопасности
Сварочное оборудование - детям не игрушка, это нужно понимать. Даже взрослый должен подходить к инвертеру во всеоружии.
- Во-первых, у вас должна быть спецодежда. Ткань должна быть плотной, защищающей открытые участки тела. Кроме того, вы работаете с высокой температурой, поэтому материал не должен воспламеняться на теле.
- Во-вторых, берегите свои руки. Купите специальные перчатки, так как в процессе работы вам нужно будет придерживать горячую арматуру. И делать это голыми руками, скажем так, болезненно.
- Не работайте во влажных помещениях или там, где есть контакт с водой. Еще со школы мы знаем, что вода и электричество несовместимы.
- Ну, и последнее требование – покупка маски. Сетчатка глаза во время сварки подвергается серьезным нагрузкам, позаботьтесь о своих глазах. Маски обычно бывают разных типов и отличаются по цене. Конечно, удовольствие недешевое, но это обязательный атрибут.
Сварочные работы своими руками: инструкция
Получая свой первый опыт, не используйте те детали, которые вам еще пригодятся. Найдите где-нибудь у себя в гараже кусок металла, который вам не нужен. Это как раз то, что идеально подойдет для первых сварочных работ. Наберите ведро воды и поставьте недалеко от себя, немного позже вы поймете, для чего это нужно. Кстати, варить на деревянном верстаке запрещено, так как может возникнуть пожар. Установите зажим «заземление» на обрабатываемую деталь и заправьте кабель в держатель. После этого выставляйте мощность тока. Этот параметр должен соответствовать диаметру электрода.
Настал один из самых ответственных моментов – поджог дуги. Перед тем как начать, поставьте электрод под углом 55-60 градусов по отношению к обрабатываемой детали. По поверхности медленно проведите электродом, а когда появятся искры, прижмите электрод к заготовке и отведите его до появления зазора в 0,5 см.
Правила работы с электродом
Если вы все сделали правильно, то дуга зажжется. Не забывайте о том, что зазор 0,5 см необходимо держать в течение всего рабочего времени. Если электрод будет слишком приближаться или удаляться, то качество шва будет значительно хуже, нежели должно быть. Что касается скорости перемещения электрода, то во многом она зависит от обрабатываемого металла и его толщины. В большинстве случаев его нужно вести медленно. Если произойдет залипание, то устраняется оно легким качком в сторону. Выполняемые кузовные сварочные работы своими руками (ВАЗ-2106 если взять, к примеру) требуют устойчивой дуги, длина которой будет не менее 3-4 мм. В этом случае получается надежный шов.

В подробностях о технологии
Необходимо знать, что существует сварка с прямой и обратной полярностью. Прямая полярность - это когда к обрабатываемой детали подключен положительный полюс. А обратная, соответственно, отрицательный. Во время выполнения сварочных работ металлический электрод плавится, в результате чего образуются капли электродного металла, которые соединяются с обрабатываемой заготовкой. Кромки последней тоже плавятся, появляется сварочная ванна, откуда образовавшийся шлак выходит на поверхность шва. Сварочная ванна может быть различных размеров. Это зависит от режима сварки, обрабатываемой детали, силы тока и других характеристик. В большинстве случаев её ширина 8-15 мм, глубина – 6 мм, а длина до 30 мм.
Следует помнить, что в результате плавления электрода образуются газы, которые защищают шов от воздействия кислорода и попадания примесей. Удалению вредных включений способствует и шлак. В целом же, не стоит забывать продвигать электрод к сварочному шву по мере его плавления.
Сварочные работы автомобиля своими руками
Машина – это дорогостоящая техника. И, поскольку кузов в большинстве случаев металлический, ей нередко требуются сварочные работы. К примеру, прогнило днище или оторвалась балка. Со всеми этими проблемами можно справиться только посредством сварки. Если вы выполняете кузовные сварочные работы, то помните, что залог успеха – поддержание и перемещение дуги по заданному участку поверхности с одинаковой скоростью. Это непросто, но со временем у вас появится нужная сноровка.
Перемещение дуги, в случае если выполняются кузовные сварочные работы своими руками, может осуществляться по 3 основным направлениям:
- Поступательное перемещение дуги вдоль оси электрода. Так можно эффективно поддерживать необходимое расстояние от заготовки к сварочной дуге.
- Продольное перемещение по оси свариваемого шва. Этот способ необходим для формирования ниточного сварочного валика.
- Поперечные движения – используются для получения шва заданной ширины.
На заметку каждому сварщику
Каждый будущий специалист должен уметь использовать все три направления, описанные выше, для достижения желаемых результатов. Опытные сварщики зачастую самостоятельно определяют траекторию перемещения электрода, в каждом случае индивидуально. Основное требование во время выполнения работ – полное проплавление кромок деталей до образования необходимого количества наплавленного металла.
Нередко бывает так, что электрод выгорает до самого основания держателя. В этом случае нужно остановить сварку и заменить электрод. После этого работы можно продолжить, но желательно предварительно удалить образовавшийся шлак.
Когда шов обрывается, то на его конце образуется углубление, называемое кратером. Возобновлять работы необходимо на расстоянии не менее 1 см от кратера. В целом же все сварочные работы своими руками (поделки это будут или что-то более ответственное) должны выполняться по уже существующей технологии. Вряд ли нужно придумывать велосипед.

Настройка сварочного аппарата
Перед тем как приступить к работе, необходимо позаботиться о надлежащей настройке оборудования. Чтобы выбрать необходимую силу тока, достаточно посмотреть на упаковку с электродами, на которой все указано. А вот полярность (прямую или обратную) вам нужно будет выбрать самому.
Для новичка тут существенного отличия нет. Но если провести опрос среди специалистов-сварщиков, то вы услышите примерно один и тот же ответ: для работы с толстостенной заготовкой или при резке воспользуйтесь прямой полярностью. А вот для большей глубины сварного шва хорошо подойдет обратная. Впрочем, мало кто заметит существенную разницу между полюсами, глядя на готовые швы, поэтому не забивайте себе голову полюсами на первых порах и подключайте классическую прямую полярность. После этого вы можете смело начинать выполнять сварочные работы своими руками. Фото идеального шва, который у вас должен получиться, вы найдете в данной статье.
О преимуществах и недостатках ручной сварки
Вы, как будущий сварщик, должны понимать, что в любом деле есть свои плюсы и минусы. В нашем случае огромный плюс заключается в том, что вы самостоятельно можете заняться небольшим ремонтом у себя дома. Необходимо подварить кузов авто? Для вас это не проблема. Надо только найти подходящий тип электрода, после чего можно смело приступать к работе. Кстати, ручная сварка характерна широким диапазоном свариваемых марок металла. Это возможно, благодаря большому выбору типов электрода. Кроме того, сварочные работы полуавтоматом своими руками могут выполняться в условиях ограниченного доступа, что иногда играет решающую роль.
Что касается недостатков, то они также имеются. Основной заключается в том, что качество шва во многом зависит от квалификации сварщика. Кроме того, электродуговая сварка по сравнению с другими видами менее производительная и более затратная. Тут же имеют место и вредные выделения (газы) во время работы.
Еще несколько деталей
Вот мы с вами и поговорили о том, как выполняются сварочные работы своими руками. Ворота подварить, создать собственную поделку или сделать качественное соединение больше не будет для вас проблемой. Конечно, никто не гарантирует результат в первый же день. Тут необходимо постоянно тренироваться, желательно на арматуре, которая не будет использоваться. Уделите особое внимание подготовительным работам и первому запуску оборудования. Для этого нужно использовать правильный ток. Скорость же определяется по ходу.
Заключение
Сварка - штука хоть и непростая, но справиться с ней сможет каждый желающий. Это не авиастроение, и тут можно допускать ошибки. Хотя все зависит от того, что и как вы планируете делать. К примеру, при проектировании систем автономного водоснабжения и отопления для выполнения сварочных работ желательно нанять специалистов. Хотя если у вас уже имеется должный опыт, то почему бы и нет? Попытайтесь все сделать самостоятельно. Так вы можете сэкономить существенную сумму и получить драгоценный опыт. В дальнейшем сварка может стать не просто хобби, а даже весьма прибыльной работой. Но на все нужно время и постоянные тренировки.
fb.ru










