Какой сварочный аппарат ипользовать при сварке нержавейки. Сварочный аппарат для нержавейки и алюминия
Сварка нержавеющей стали в бытовых условиях и выбор подходящего оборудования.
Сварка нержавеющей стали в домашних условиях требует наличия качественного оборудования. Перед покупкой сварочного аппарата следует решить для себя ряд вопросов.
Если есть необходимость варить высоколегированную и нержавеющую сталь, то выбор стоит остановить на сварочном выпрямителе или инверторе.
Вы должны определиться, каким будет обрабатываемый металл (марка и толщина). Толщина свариваемой стали имеет большое влияние на величину сварочного тока и выбор диаметра проволоки и электродов. Если мощность тока будет недостаточной, шов не получится. Толстый металл хорошо отводит тепло, в связи с чем он плохо поддается сварке. В результате на месте шва остаются только кусочки расплавленной проволоки и шлак.

Сварка необходима не только на производстве, но и в быту
Какова необходимая производительность и источники питания.
Высокая производительность требует от оборудования для сварки большой продолжительности включения. В противном случае, значительный процент времени будет потрачен на ожидание охлаждения аппарата. Что касается бытовых моделей, то по продолжительности включения (ПВ) трансформаторы и выпрямители значительно уступают инверторам с их ПВ в 80%.
Нужно помнить о том, что сварочный аппарат будет работать от бытовой сети. Поэтому, выбирая оборудование, помните о соседях. Если работать будете много, а напряжение в сети «скачет», обратите пристальное внимание на мощность прибора для сварки.
Моргание лампочек и выход из строя бытовых приборов, вызванное использованием сварочных трансформаторов и выпрямителей, провоцирует агрессию в адрес соседей-сварщиков. В этом смысле менее энергозатратный и имеющий функцию «анти-залипание электродов» инвертор способствует поддержанию теплых отношений с соседями. Контактируя со сталью, инвертор только снижает величину сварочного тока (т.е. напряжение на клеммах). Однако работоспособность при низком напряжении сети совершенно не страдает. Основная масса инверторов обеспечивает отличное качество шва при напряжении 160-250В.
Соответствие качества швов ожиданиям и квалификация сварщика.
Если опыт сварщика мал, а ожидаемое качество работ высоко, следует сделать выбор в пользу инвертора с функциями Arc Force, Anti Stick и Hot Start.
Arc Force («форсирование дуги»)
Автоматическое увеличение напряжения на клеммах, которое не дает «залипнуть» электроду в момент отделения от него большой капли металла.
Hot Start («горячий старт»)
Усиление сварочного тока на начальном этапе сварки для облегчения поджога сварочной проволоки.
Anti Stick («противозалипание»)
В процессе сваривания напряжение на клеммах снижается таким образом, что приваривание электрода к стали прекращается.
Эти дополнительные возможности в большой мере облегчают работу сварщика даже невысокой квалификации. Они позволяют:
- сформировать качественный шов в различных положениях;
- сократить разбрызгивание при сварке;
- справиться со свариванием очень сложных конструкций.
Принимая во внимание все перечисленное, стоит отметить, инверторы с их минимальными габаритами и весом от 4 до 10 кг – идеальный вариант для сварки нержавеющих сталей в бытовых условиях.
Недостатки в работе аппаратов инверторного типа.
Минусовая температура ниже 10-15°С губительна для таких чувствительных приборов. Хранение и эксплуатация зимой в неотапливаемых помещениях для инвертора крайне нежелательны.
Также не подходят инверторы для работы в запыленных помещениях. Пыль затрудняет охлаждение транзисторов и ухудшает отдачу тепла.
Кроме всего прочего, цена на инверторы, а также их ремонт, достаточно высока.
Особенности сваривания высоколегированных металлов.
Нержавеющие стали из-за своих антикоррозионных свойств и прочности лидируют в качестве материала для создания промышленных и используемых в быту металлоконструкций.

При желании и старание, возможно стать автором, таких шедевров
При сваривании нержавейки в бытовых условиях следует учитывать ряд особенностей.
- Подобный металл обладает пониженной теплопроводностью, легко проплавляется в шве, а значит необходимо снизить силу тока на 15-20%
- Материал подвержен значительной деформации во время сварочных работ и по их завершении — следует оставлять достаточный зазор между элементами конструкции во избежание трещин.
- Наиболее подходящими электродами являются те, что изготовлены на основе хромоникелевой проволоки длиной до 350 мм.
- Так как нержавейка имеет свойство терять антикоррозийные качества при неверно выбранной температурной обработке, место сварки необходимо быстро охлаждать любыми доступными способами (использование медных прокладок, обдувание воздухом, обливание водой).
Подготовительные работы. Основные приемы сваривания.
Начинать работу следует с зачистки стальных кромок металлической щеткой и обработки растворителем. Это служит отличной профилактикой возникновения пор в швах и увеличивает устойчивость дуги.
Различают три основных технологии сваривания нержавейки:
- аргонная сварка нержавеющей проволокой. Однако этот способ применяется для полуавтоматов и не подходит для инверторов.
- сварка покрытыми электродами. Самый простой способ сварки. Является приемлемым, если требования к качеству соединения не высоки.
- сварка электродами на основе вольфрамовой проволоки в среде аргона используется для работы с тонкой сталью, если требования к шву достаточно велики (обычно таким образом сваривают емкости для перевозки газа и жидкости под давлением). В этом случае для присадки стоит применять проволоку с более высокой в сравнении с основным металлом степенью легирования.

Перво наперво, качество шва определяют визуально
Визуальные показатели качества шва.
Визуальный контроль качества сварного соединения нержавеющих сталей – самая простая и доступная из имеющихся технологий. Он производится еще в процессе выполнения сварочных работ и является одной из обязанностей самого сварщика, который должен систематически осматривать швы. Так же это технология контроля работы по ее окончании.
Качественное сварное соединение не имеет:
- пережога проволок;
- чрезмерной шероховатости;
- наплывов;
- подрезов;
- усиления и ослабления швов;
- непроваренных участков;
- ломкости при изгибе;
- искажения катетов угловых швов;
- перепадов по ширине и высоте.
zavarimne.ru
Сварка нержавейки - самые популярные способы
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
- Аустенитную;
- Мартенситную;
- Ферритную.
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.

Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
- короткой дугой;
- со струйным переносом;
- импульсной.
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
wikimetall.ru
Cварка нержавейки инвертором
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?

Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Поделись с друзьями
0
0
0
1
svarkalegko.com
Сварка нержавейки инвертором в домашних условиях
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
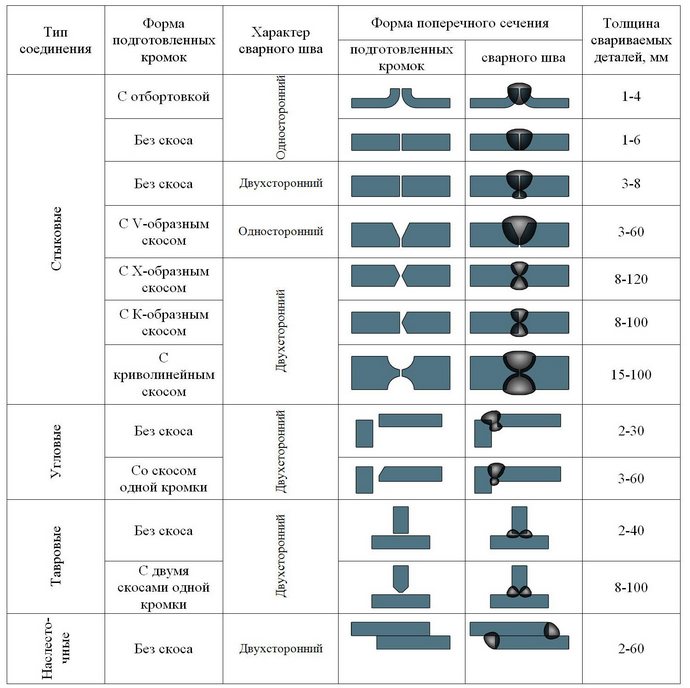
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.

На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи:
Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.Сергей, любитель:
Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
 Загрузка...
Загрузка... plavitmetall.ru
Сварка нержавейки инвертором - что нужно знать
Наличие у домашнего мастера сварочного инвертора (компактного и дружественного в применении аппарата) позволяет в бытовых условиях выполнять достаточно сложные в техническом отношении операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах подобного вида сварки.
Особенности инверторного аппарата
Обычные установки для сварки генерируют повышенные значения сварочного тока за счет высокой потребляемой мощности. В бытовых условиях это не только невыгодно экономически, но и опасно для обычных электрических сетей, пусковые автоматы которых, как правило, рассчитываются на токи не более 20-30 А.
Любой сварочный инвертор для сварки нержавейки предусматривает увеличение тока до требуемых значений вследствие поступательного инвертирования (преобразования) исходной вольтамперной характеристики энергоносителя. Вначале в первичную цепь инвертора поступает исходный переменный ток напряжением 220 В, который далее преобразуется в постоянный. Затем во вторичной цепи выполняется обратное преобразование, в ходе которого частота тока существенно увеличивается, а напряжение, наоборот, уменьшается. Такое преобразование происходит автоматически, по критерию стабильности горения сварочной дуги. При этом сила тока увеличивается до 150-200 А (конкретные значения определяются мощностью инвертора).
Технической особенностью инвертирования является нагрев рабочих плат, что неизбежно вследствие естественных потерь мощности. Поэтому фактический КПД любого сварочного инвертора не превышает 85-90%, а сам агрегат в процессе работы существенно нагревается. Поэтому продолжительная сварка инвертором невозможна, а каждая модель характеризуется определенным значением параметра ПВ (продолжительности включения). Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Таким образом, инвертор для сварки нержавеющей стали должен отличаться следующим набором опций:
- Наличием режима «Форсаж», который позволяет кратковременно снижать рабочее напряжение на дуге при одновременном увеличении силы сварочного тока.
- Значением ПВ, которое не должно быть менее 40%.
- Длиной соединительного кабеля — не более 5-6 м, поскольку в противном случае непроизводительные потери мощности резко увеличиваются, а сам кабель перегревается.
- Максимально большим диапазоном рабочих значений входного напряжений, как минимального, так и максимального: от этого будет зависеть стабильность инверторной сварки нержавейки.
Рекомендуется перед использованием/приобретением сварочного инвертора изучить инструкцию к аппарату. В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс).  При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.

Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
- При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
- Снижается мощность, затрачиваемая на сварку;
- Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
- Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11.  Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±50.
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
wikimetall.ru
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 ммЛучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей

Вопрос №2.В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.

Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:Временное сопротивление разрыву, более 540Н/мм2Относительное удлинение, более 20%Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов• Струйный перенос – лучше всего использовать порошковую проволоку без газа• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.

Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
svarka-master.ru
Каким сварочным аппаратом можно варить нержавейку
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра. Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки. Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении. Шов, который получается при сваривании инвертором, отличается высоким качеством. В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик. Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла. Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон - инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
3g-svarka.ru