







Плюсы и минусы сварки порошковой проволокой. Проволочный сварочный аппарат без газа
Сварка полуавтоматом без газа обычной проволокой
При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа

Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.
Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:

Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
wikimetall.ru
Сварка полуавтоматом без газа (инстркция) также приведены плюсы и минусы
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.

Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:

- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.

Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;• для сварочных работ с защитными газами;• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
 полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.

Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.

Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.

Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
 Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.

То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.

Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
postroyka-dom.com
Сварка полуавтоматом без газа обычной проволокой
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки. Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода. Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.

На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный. Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
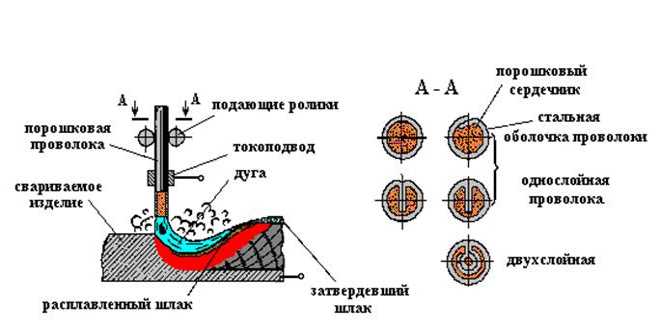
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слиш
 ком сильной, для предотвращения ее повреждения.
ком сильной, для предотвращения ее повреждения. - Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.
В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента — дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
svarkagid.ru
Сварочный полуавтомат без газа с порошковой проволокой: как выбрать?
Технология сварки имеет различные направления и подвиды, среди которых особое место занимает сварочный полуавтомат без газа. Попробуем разобраться, в чем отличие от обычного полуавтомата, а также особенности проведения работ на таком оборудовании. Как правило, существует две категории аппаратуры, которые имеют соответствующую маркировку- MIG-MAG, причём для первого варианта (MIG) используют среду исключительно инертного газа. Для второго варианта используют среду углекислого газа. В целом, обычная электродная проволока в данном случае, будет являться основой для обеспечения качества сварных работ, то есть, заменять обычный и традиционный электрод. Подача проволоки порошкового типа осуществляется, как правило, механическим способом в готовое рабочее отверстие сварочной головки.
Основной принцип работы сварочного агрегата без заправки газа 
Чтобы понять, как работает сварочный аппарат полуавтомат без газа, необходимо помнить, что инертный вариант газа будет обволакивать только сварочную технологическую ванну. При этом произойдёт полная изоляция расплавленной категории проволоки присадочного типа, а также всех стыкуемых краёв деталей и предметов, которые могут иметь негативное воздействие от контакта с воздухом, где содержится требуемый уровень кислорода. Вся защитная функция в технологии оборудования сварочный аппарат полуавтомат без газа с порошковой проволокой возлагается на углекислый газ, который выделяется как раз из проволоки. В то же время, в конструкции проволоки предусмотрен компонент флюса, который содержит СО2.

Схема сварки порошковой проволокой
Принципиальная технологическая схема работает по следующему принципу:
- В рабочий момент соприкосновения с поверхностью металла, возникает принцип воздействия электрической дуги от воздействия присадочной проволоки.
- Непосредственная электрическая дуга осуществляет эффект расплавления электрода.
- Углекислый газ, как самостоятельный компонент, выделяется исключительно из флюса, при этом обволакивает сварочную ванну специальным защитным слоем.
Работа сварочного устройства полуавтоматического принципа воздействия без газа на флюсовой проволоке предусматривает использование достаточного объёма и количества флюсовых компонентов, которые в конечном итоге должны выделять необходимое количество углекислого газа.
Характеристики сварочного аппарата без газа
Чтобы знать, какой выбрать сварочный полуавтомат без газа, необходимо указать основные положительные стороны работы агрегата, это:
- Компактный вариант исполнения основной части технологического производственного оборудования, а также его лёгкость.
- Доступный и экономичный вариант. Технология полностью избавляет от необходимости иметь при этом постоянно заправленный баллон с газом.
- Широкое применение различных электродов с разнообразным химическим составом, которые помогают добиться идеального наложения шва на поверхность металла.
- Имеется возможность изменить характеристики подачи электрической дуги.
- Через специальную защитную конструкцию в маске (щёлка) специального вида можно осуществлять требуемый контроль за местом подачи.
Имеется один существенный недостаток, это ограниченные действия применения сварочного оборудования, относительно расположению на поверхности сварного шва. Чаще всего данная технология используется для варианта нижней сварки в горизонтальном расположении. Ради правды можно сказать, что этот способ все-таки используется для верхней части сварочных работ, но данную операцию могут проводить только опытные и квалифицированные сварщики. Помните, что потолочные работы для технологии сварки полуавтоматом без газа не осуществляются по одной простой причине — углекислый газ имеет тяжёлый весовой уровень по сравнению с воздухом и СО2 покидает зону сварки не оседая на поверхности.
Особенности проволоки для сварки полуавтоматом без газа
Устройство предусматривает комплектацией специальной проволоки, в том числе с порошковым напылением. Проволочный вариант представлен обычной стальной трубкой, диаметр которой около 0,8мм, то есть имеет аналогичные варианты исполнения, как и с принципом работы, полуавтоматом, где используется газ в качестве компонента розжига электрической дуги.

Аппарат для сварки без газа с проволокой
Во внутренней части проволоки находится порошковый компонент флюса, который по своей структуре напоминает обмазочных материал, используемый для стандартных электродов в промышленных масштабах. В процессе нагрева происходит полное выгорание флюса, что обеспечивает в итоге защитный компонент облака газа в рабочей зоне сварки.
Преимущестива использование, как проволоки, так и сварочного оборудования заключаются в следующем:
- Нет необходимости использовать энергоёмкую и энергозатратную комбинацию газовой аппаратуры для проведения сварочных работ.
- Нет необходимости постоянно тратиться на газовые баллоны с заправкой инертного газа.
- Отличное и ровное формирование места сварного шва, которое обеспечивается за счёт применения проволоки с порошковым напылителем.
- Уникальные характеристики удобного формирования необходимой характеристики для электрической дуги.
- Отличный способ контроля за действием, через специальную щёлку в маске (нет необходимости полностью закрывать лицо и глаза).
Рекомендации по проведению сварочных работ
Процесс выполнения сварочных работ полуавтоматом без применения газа имеет общие принципы и характеристики с традиционным газовым полуавтоматом, предназначенный для сварки.

Сварка аппаратом без газа
Во время проведения требуемой работы очень часто возникает ситуация внезапного затекания шлаков в сварочную ванну в процессе работы от продуктов согревшего флюса, что чревато снижением некоторых технических характеристик поверхности шва. Чтобы избежать этого, рекомендуется дополнительно изготовить шов, но при этом предварительно потребуется очистить предыдущий вариант. Таким образом, вы можете добиться высокой герметичности соединения поверхности места проведения сварочных работ.
«Важно!
Порошковая проволока имеет хрупкое строение, которое приводит при одном неосторожном движении к разрушению всей конструкции.»
Чтобы минимизировать эти риски рекомендуется использовать специальный механизм с малым режимом сжатия, это позволит обеспечить надёжное крепление проволоки при особых характеристиках жёсткости непосредственно порошковой проволоки. Во время работы помните, что резкие повороты шланга категорически не допускается, иначе вы не добьётесь должного эффекта соединения с поверхностью обрабатываемого материала.
Далее, рекомендуется строго соблюдать требуемую полярность по держаку при подключении прибора «на массу». Элемент «минус» должен быть подключен непосредственно к держаку, в то время, как компонент «плюс» подключается прямо к обрабатываемой детали. В производственном цикле данный вариант получил рабочее название в среде сварщиков и профессионалов — «прямое подключение». Этот эффект подключения необходимо строго и в обязательном порядке соблюдать, так как в процессе работы должна возникнуть высокая температура плавления, результатом которой станет образование облака для обеспечения защитной функции обрабатываемой поверхности шва. В процессе работы в обязательном порядке соблюдаем все требования техники безопасности, пожарной и электрической безопасности.
Видео: технология сварки полуавтоматом без газа
svarkaipayka.ru
Сварка полуавтоматом без газа — можно ли варить обычной проволокой
Март 31, 2017
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка полуавтоматом без газа – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.

Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Полуавтоматический сварочный аппарат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтоматическое сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия полуавтоматом – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.

Применение полуавтомата без газа
Возможен такой вариант соединения деталей, как сварка полуавтоматом порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
electrod.biz
Сварочный полуавтомат без газа - цена и характеристики
 Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.
- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.

Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.

С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.
Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.

Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.

swarka-rezka.ru
Сварочная проволока для полуавтоматов без газа,углекислоты
Принято считать, что если у стержня присадочного материала нет защитного покрытия, то требуется использовать дополнительную газовую защиту. В большинстве случаев это и есть так, но существует проволока для сварки без газа, которая имеет в своем составе все необходимые вещества, чтобы оградить дугу от негативного влияния внешних факторов. Это могут быть деоксидирующие и шлакообразующие элементы, которые помогают шву сохранять свой первоначальный состав и не впитывать из атмосферы водород и кислород. Одной из таких разновидностей является проволока сварочная флюсовая. У нее внутри стержня располагается сердечник, в котором располагаются все вышеперечисленные элементы. Свое название она получила благодаря наличию дополнительного флюса, так что его также можно не применять во время сваривания.

Сварочная проволока для полуавтоматов без газа
Сварочная проволока для полуавтоматов без газа может подходить и для автоматических аппаратов. Ведь здесь не требуется точный контроль человека, а все может проходить без его участия. Также тут меньше проблем возникает с хранением, так как расходный материал лучше защищен от воздействия внешних факторов. Для сваривания данными материалами следует использовать не плавящиеся вольфрамовые электрода для аргонодуговой сварки. Несмотря на более высокую стоимость присадочной проволоки, здесь получается экономия на использовании защитного газа. При этом условия проведения сварки становятся более безопасными.

Вольфрамовые электрода для аргонодуговой сварки
Принцип создания защиты здесь построен следующим образом. Когда проволока расплавляется, то под действием температуры флюс начинает испарять. В это же время он образует защитный пузырь, который обладает большой устойчивостью. На него не влияют воздушные потоки, так что даже при использовании на открытом воздухе с ней не возникнет больших проблем.
Преимущества 
Проволока для сварки полуавтоматом без газа обладает следующими преимуществами:
- В ней создается открытая дуга, благодаря чему сварщику ничего не помешает следить за процессом соединения;
- В составе шва не появляется ни каких вредных примесей;
- Проволока поддерживает любые пространственные положения;
- Снижается количество используемого оборудования;
- Сварка становится более безопасной.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.

Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение | 480 | 400 | 22 | 47 |
| Максимальное значение | 580 | 490 | 27 | 120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее. Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
«Важно!
За счет содержания флюса внутри проволоки, при одинаковом диаметре с безфлюсовыми марками, они будут иметь меньшее количество наплавленного металла.»
Популярные марки
Марка проволоки | Сфера применения |
| Forte E71T-1 | Для сваривания низколегированных сталей со средним содержанием углерода |
FW12100 | Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 | Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 | Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
Величина диаметра, мм | Ток постоянный, полярность обратная, А |
1 | 18…30 |
1,6-2 | 21…35 |
3 | 25….40 |
4 | 40…50 |
5 | 50…80 |
6 | 80…125 |
Популярные фирмы
На современном рынке чаще всего встречается продукция таких компаний как:
- Барс;
- Форте;
- Elementi.
svarkaipayka.ru










