ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия. Гост сварка аргонодуговая
| Статус: действующий Английское название: Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80 Дата издания: 01.12.2006 Дата введения в действие: 01.07.1977 | Сварка нержавеющей стали в аргоновой среде, как и любая другая, требует соблюдения определенных правил и норм, которые сделают процесс безопасным, а конечный результат удовлетворяющим всем требованиям качества. В нашей стране разработаны многочисленные ГОСТы и стандарты, регламентирующие проведение сварочного процесса. Вот лишь некоторые из них:
Все материалы, используемые для сварочных работ, должны иметь сертификаты и маркировку изготовителя. Инертные газы поставляются в специальных баллонах с указанием даты выпуска, параметров содержимого (процентное соотношение примесей и т.д.). Важным моментом является степень очистки аргона, в котором будет производиться сварка (регулируется ГОСТ 10157-79). Ведь присутствие даже минимальных примесей приводит к тому, что они поглощаются расплавленным металлом и тем самым ухудшают свойства сварного шва, вызывая дефекты, коррозию и т.д. Содержание азота в аргоне не должно превышать 0,3%, кислорода 0,03%, должна отсутствовать влага. Кроме того, специалист должен постоянно следить за расходом аргона – меньшее количество не способно защитить сварочную ванну, а перерасход приводит к образованию пор. Использование гелия вместо аргона позволяет избежать пористости и увеличить проплавляющую способность дуги, однако серьезно увеличивает стоимость работ из-за высокой цены гелия. Для того чтобы обеспечить максимальную прочность сварного шва, необходимо очистить свариваемые поверхности и присадочный материал. Кромки и прилегающие площади тщательно зачищают металлической щеткой непосредственно перед сваркой. При толщине материала в пределах 3-6 мм производят односторонний скос кромок, при толщине же порядка 10-20 мм делают двусторонний скос. Если до этого сталь подвергалась нагреву (при гибке, например), то проводят отжиг и травление, которое позволяет удалить насыщенный кислородом слой металла, повышающий хрупкость. Поверхность стали перед сваркой должна быть сухой. Еще один серьезный аспект – требования, предъявляемые к используемым электродам. Аргонодуговая сварка возможна с применением как неплавящихся (вольфрамовых или графитовых), так и плавящихся электродов. Важно, чтобы электрод соответствовал типу основного металла, особенно при использовании высоколегированных электродов. Сварка вольфрамовыми электродами проводится чаще всего при постоянном токе прямой полярности, значение которого зависит от толщины свариваемых поверхностей. Соблюдение допустимого токового диапазона важно из-за того, что превышение силы тока приводит к перегреву электродного стержня и меняет характеристику плавления, что может привести к разрушению шовного материала. Сварка постоянным током (до 600 А) прямой полярности позволяет достичь максимальной проплавляемости металла, при этом доля тепловой мощности в изделии достигает значений 50-90%, сварочная дуга легче возбуждается. Сварка постоянным током обратной полярности используется реже по причине ряда недостатков: большие энергозатраты, меньшая глубина швов. Но есть у такого способа и преимущества – стабильность горения дуги и разрушение окисной пленки. Применяют такой тип сварки обычно для работы со стыковыми соединениями, содержащими алюминий, так как это позволяет разрушить оксидную пленку. Такой параметр, как длина дуги, непосредственным образом влияет на формирование шва. В зависимости от использования присадочной проволоки, длина дуги колеблется от 0,5 до 4 мм, при этом учитывается толщина и тип свариваемой стали. Существует определенная линейная зависимость: при увеличении длины дуги уменьшается глубина проплавления и растет ширина шва. Использование длинных (больше 4 мм) дуг нецелесообразно вследствие нестабильности проплавления. По завершении сварочного процесса обязательно проводится контроль работ, который позволяет исключить возможные дефекты. Существует несколько групп методов контроля:
Подводя определенные итоги, надо отметить следующее. Аргонодуговая сварка – сложный технологический процесс, который должен проводиться профессионалами своего дела на современном и безопасном оборудовании. Если стоит задача получить качественное и отвечающее всем требованиям изделие, то недопустимо экономить на материалах и выполнении работ, ведь, как известно, скупой платит дважды. |
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10157-79
Аргон газообразный и жидкий. Технические условия
Gaseous and liquid argon. Specifications
Область применения:Настоящий стандарт распространяется на газообразный и жидкий аргон, получаемый из воздуха и остаточных газов аммиачных производств и предназначаемый для использования в качестве защитной среды при сварке, резке и плавке активных и редких металлов и сплавов на их основе, алюминия, алюминиевых и магниевых сплавов, нержавеющих хромоникелевых жаропрочных сплавов и легированных сталей различных марок, а также при рафинировании металлов в металлургии



















weldering.com
ОСТ 26.260.3-2001 стр.15 7.3. Аргонодуговая сварка.
7.3. Аргонодуговая сварка.
7.3.1. Ручную аргонодуговую сварку следует выполнять неплавящимся вольфрамовым электродом на постоянном токе прямой полярности.
7.3.2. В качестве неплавящегося электрода применять вольфрамовые прутки лантанированные по ТУ 48-19-27, ГОСТ 23949 диаметром 2, 3,4 мм.
7.3.3. Вольфрамовые электроды должны быть заточены на острый конус на длине 10-15 мм (при диаметре 3-4 мм). Перед каждым проходом следует осматривать заточку и при обнаружении разрушения или загрязнения конца вольфрамового электрода заменять его или производить восстановление заточки.
При сварке угол наклона вольфрамового электрода по отношению к изделию должен составлять 60-70°. а угол присадочной проволоки — 90°.
7.3.4. В качестве защитных газов применять аргон высшего или первого сорта по ГОСТ 10157.
7.3.5. Сварочную проволоку использовать для сварки согласно табл. 34.
7.3.6. Кромки под сварку после резки на ножницах и рубки заготовок в штампах механически обработать на глубину не менее для толщины листа: S — 1-3 мм — 1S; 3-8 мм – 0,8S; 6-10 мм – 0,6S; 10-20 мм — 0,5S, а после плазменной резки на глубину не менее 2 мм от максимальной впадины.
7.3.7. При выполнении первого (корневого) прохода необходимо обеспечить полное проплавление кромок с образованием обратного валика. Рекомендуется первый (корневой) шов выполнять без присадочного металла или с присадочной проволокой, указанной в табл. 34 с одним или двумя слоями проволокой диаметром 2 мм.
7.3.8. Для ограничения насыщения газами и формирования корня шва необходимо обеспечить отвод тепла и защиту обратной стороны шва медными подкладками и поддувом аргона.
7.3.9. Режимы аргонодуговой сварки приведены в табл. 39.
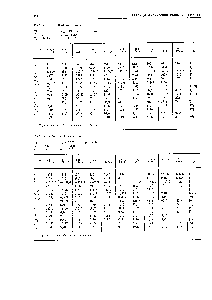
Таблица 39. Режимы аргонодуговой сварки коррозионностойких сплавов на железоникелевой основе
| Толщина свариваемого металла. мм | Форма подготовки кромок и характер выполнения шва | Число проходов | Диаметр, мм | Сварочный ток, А | Расход аргона, л/мин | ||
| вольфрамового электрода | сварочной проволоки | на горелку | на защиту обратной стороны шва | ||||
| 2-4 | Без скоса кромок, односторонний и двусторонний | 1-2 | 2,0 | 1.6-2,0 | 50-80 | 6-8 | 2-3 |
| 4-8 | Со скосом двух кромок, односторонний и двусторонний | 2-6 | 2,0-3,0 | 2,0-3,0 | 80-120 | 8-10 | 4-6 |
| 10-20 | С двумя симметричными скосами двух кромок, двусторонний | 6-16 | 3,0-4,0 | 3,0-4,0 | 120-200 | 10-12 | 4-6 |
| ПРИМЕЧАНИЕ: Режимы приведены для стыковых соединений со стандартной подготовкой кромок для ручной аргонодуговой сварки неплавящимся электродом | |||||||
8. СВАРКА ДВУХСЛОЙНЫХ СТАЛЕЙ
8.1.1 Рекомендуемые для химического машиностроения сочетания марок основного и плакирующего слоев двухслойной стали, поставляемой по ГОСТ 10885, приведены в табл. 40.
8.2. Для изготовления аппаратов, работающих в агрессивных средах, с целью облегчения условий сварки и повышения коррозионной стойкости сварных соединений двухслойные листы толщиной от 11 до 21 мм должны применяться с повышенной толщиной плакирующего слоя (до 3,0 — 4,0 мм) в соответствии с условиями ГОСТ 10885. Данное требование в случае необходимости должно быть оговорено в документации на изделие и в заказе на двухслойную сталь.
8.3. При выборе класса сплошности сцепления слоев двухслойного листа по ГОСТ 10885 рекомендуется пользоваться табл. 41.
8.4. Типы и конструктивные элементы разделки кромок и швов сварных соединений двухслойной стали должны удовлетворять требованиям ГОСТ 16098 и РТМ 26-168. Применение других типов сварных швов, удовлетворяющих требованиям ОСТ 26 291, допускается по согласованию со специализированной научно-исследовательской организацией в соответствии с приложением 2 ПБ 10-115.
Таблица 40. Сочетания марок стали основного и плакирующего слоев двухслойных листов
| Марки стали плакирующего слоя | Марки стали основного слоя металла | ||||||
| СтЗсп | 20К | 16ГС | 09Г2 | 09Г2С | 12МХ | 12ХМ | |
| 08Х22Н6Т 08Х18Н10Т 12XI8Н10T 10Х17Н13М2Т 10XI7h23M3T 08Х17М15МЗТ 06ХН28МДГ 08X13 08X17Т 15Х25Т | + + + + + + + + + + | + + + + + + + + + + | — + + + + + + + — — | — — + — — — — + — — | — + + + + — — + — — | — + + — — — — + — — | — + + — — — — + — — |
| ПРИМЕЧАНИЕ: Знак « + » — двухслойные листы поставляются без согласования потребителя с изготовителем. Знак « — » — двухслойные листы поставляются по согласованию потребителя с изготовителем. | |||||||
8.5. Методы резки, подготовки кромок под сварку и их зачистки перед сваркой должны отвечать тем же требованиям, которые предъявляются к подобным методам, применяемым при обработке коррозионностойких сталей, аналогичных маркам плакирующего слоя.
Технологический процесс термической и механической резки и обработки кромок двухслойной стали должен предусматривать меры, предотвращающие отрыв (отделение) плакирующего слоя от основного.
8.6. Подготовленные под сварку кромки должны быть осмотрены или проконтролированы ультразвуком на отсутствие расслоений. Детали с обнаруженным расслоением могут быть забракованы, допущены к сварке после исправления или оставлены без исправления по решению технической службы предприятия-изготовителя в зависимости от размеров расслоения, рабочих условий изделия и требований нормативной документации.
Технология исправления расслоения должна быть согласована с технологическим институтом отрасли (ВНИИПТХИМНЕФТЕАППАРАТУРЫ) или другой специализированной научно-исследовательской организацией, указанной в приложении 2 ПБ 10-115.
Схема разделки двухслойной стали под сварку в зависимости от его толщины представлены на рисунке 9.
8.7. Сборка деталей под сварку должна производиться с соблюдением требованийОСТ 26 291. Прихватка производится с применением электродов и режимов, установленных для сварки основных швов. Прихватку рекомендуется выполнять со стороны основного слоя (низкоуглеродистой или низколегированной стали).
8.8. Если прихватки не являются несущими в период транспортирования иизготовления изделия, они могут быть выполнены в один проход длиной 30-50 мм срасстоянием между ними — 25-30 толщин свариваемых элементов. Размеры прихваток,воспринимающих внешние нагрузки, должны быть определены расчетом. Приваркаусиливающих технологических планок допускается со стороны основного слоя.
8.9. Сварка двухслойной стали может выполняться способами, технологическиесхемы которых по группам приведены в табл. 42.
Группа I -двухсторонняя сварка перлитными и аустенитными сварочными материалами — рекомендуется в качестве наиболее распространенной группы исполнения при толщине металла 8 мм и более.
Таблица 41. Рекомендации по применению (заказу) двухслойных сталей
различных классов сплошности сцепления слоев по ГОСТ 10885
| Класс сплошности сцепления слоев по ГОСТ 10885 | Применение в хим. оборудовании по | ||
| условиям эксплуатации | технологии изготовления | условиям поставки | |
| 1. | 1. Детали, подвергающиеся значительным нагрузкам, направленным на отрыв плакирующего слоя (например, трубные решетки, днища и др. детали, к плакирующему слою которых привариваются нагруженные устройства). 2. Сосуды и аппараты, работающие в циклическом температурном режиме при колебании температур во время эксплуатации более 50°С. 3. Аппараты, работающие при вакууме с остаточным давлением ниже 50 мм рт. ст. 4. Сосуды, аппараты и их элементы, в которых расслоения затрудняют теплоотдачу 5. В соответствии с требованиями п.2.2.5. ОСТ 26 291 | Детали сосудов и аппаратов, подвергающиеся в процессе изготовления нагрузкам, вызывающим сдвиг, разрыв или выпучивание плакирующего слоя (например, штампованные днища; корпуса, подвергаемые отпуску и др.) | 1 Аппараты, поставляемые на экспорт 2. В соответствии с требованиями технического проекта или другой нормативной документации |
| 2иЗ | Сосуды и аппараты 2, 3, 4 и 5а групп по ОСТ 26 291 и их детали, не вошедшие по условиям применения двухслойного проката по I классу сплошности сцепления слоев | ||
| Любого класса и без контроля | Сосуды и аппараты 56 группы по ОСТ 26 291 |
| |
| ПРИМЕЧАНИЕ: В готовых изделиях допускаются расслоения, более допустимых по I классу, если они при выполнении технологических операций не приводят к перечисленным дефектам и не противоречат требованиям для условий эксплуатации и поставки оборудования из двухслойного проката I класса сплошности сцепления слоев. | |||


текст целиком
stroyka-ip.ru
СВАРКА АРГОНОДУГОВАЯ - это... Что такое СВАРКА АРГОНОДУГОВАЯ?
Металлургический словарь. 2003.
- СВАРКА АВТОМАТИЧЕСКАЯ
- СВАРКА В ЗАЩИТНОМ ГАЗЕ
Смотреть что такое "СВАРКА АРГОНОДУГОВАЯ" в других словарях:
Сварка аргонодуговая — – дуговая сварка, при которой в качестве защитного газа используется аргон. [ГОСТ 2601 84] Сварка аргонодуговая – дуговая сварка в среде защитного газа – аргона. Аргонодуговую сварку применяют для сварки тонких листов из стали, никелевых,… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА АРГОНОДУГОВАЯ — дуговая сварка, при которой в качестве защитного газа используется аргон (Болгарский язык; Български) аргонно дъгово заваряване (Чешский язык; Čeština) obloukové svařování v argonu (Немецкий язык; Deutsch) Argonarc Schweißen (Венгерский язык;… … Строительный словарь
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Аргонодуговая сварка — Сварка в защитном газе 12. Аргонодуговая сварка Дуговая сварка, при которой в качестве защитного газа используется аргон Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
аргонодуговая сварка — Дуговая сварка, при которой в качестве защитного газа используется аргон. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN argon arc welding DE Argon… … Справочник технического переводчика
АРГОНОДУГОВАЯ СВАРКА — дуговая сварка в среде защитного газа аргона. А. с. применяют для сварки тонких листов из стали, никелевых, алюм., магниевых и др. сплавов … Большой энциклопедический политехнический словарь
АРГОНОДУГОВАЯ СВАРКА — дуговая сварка в среде защитного газа аргона. Аргонодуговую сварку применяют для исправления дефектов в отливках из коррозионно стойких сталей, никелевых, алюминиевых и магниевых сплавов … Металлургический словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
СТО 00220368-016-2009: Сварка сосудов и аппаратов, работающих под давлением, из сталей повышенной категории прочности марок 15Г2СФ и 09ХГН2АБ — Терминология СТО 00220368 016 2009: Сварка сосудов и аппаратов, работающих под давлением, из сталей повышенной категории прочности марок 15Г2СФ и 09ХГН2АБ: 3.1.1 вводная и выводная планки : Технологические планки, привариваемые к началу и концу… … Словарь-справочник терминов нормативно-технической документации
metallurgy_dictionary.academic.ru
Аргонодуговая сварка - Сайт завода Металлист
Завод "Металлист" выполняет аргонодуговую сварку неплавящимся вольфрамовым электродом. Аргон - газ, который не вступает во взаимодействие с расплавленным металлом и прочими газами в зоне дуги.Современная технология аргонодуговой сварки позволяет из нескольких деталей делать прочные неразъемные конструкции, аргонодуговая сварка представляет собой самый удобный и универсальный метод. Изделия, которые получаются в результате, дешевы, а их прочность не уступает клепаным.
Технология аргонодуговой сварки по ГОСT
Данная технология широко применяется при изготовлении и ремонте деталей автомобиля, аргонодуговая сварка гост рекомендована для ремонта кондиционеров. Любые детали из алюминия соединяет аргонодуговая сварка неплавящимся электродом. Алюминий - особенный материал, во время сваривания и контакта с кислородом, поверхность деталей покрывается оксидной пленкой. Поэтому применение обычной электродуговой сварки нежелательно. А технология аргонодуговой сварки позволяет исключить взаимодействие разогретого алюминия с кислородом воздуха.
Электроды вольфрама позволяют осуществлять процесс аргонодуговой сварки согласно гост. Электрод окружает керамическое сопло, по нему к месту сварки нагнетается аргон. Аргон защищает место сварки. Вольфрамовый электрод располагается в горелке, в ее токопроводящем устройстве. Аргон идет по токоведущему проводу. По технологии аргонодуговая сварка неплавящимся электродом возможна благодаря тому, что аргон давлением вытесняет кислород из места сварки.
Аргонодуговая сварка неплавящимся электродом
Аргонодуговая сварка - очень надежный способ соединения деталей из алюминия, стали, титана, нержавеющей стали, латуни. Этот вид сварки может быть ручным или автоматическим и делится на несколько подвидов в зависимости от оборудования.
Когда выполняется аргонодуговая сварка неплавящимся электродом, в зону дуги подается присадочный материал, не включенный в электрическую цепь. Выполняться аргонодуговая сварка может вручную и автоматически. При ручном варианте горелку и присадочный пруток держит в своих руках сварщик, а при автоматическом выполнении все перемещается без участия сварщика. Ручной вариант сварки не слишком производителен, но при коротких и разноориентированных швах использование автоматической аргонодуговой сварки не всегда оправданно.
Основная область применения данного вида сварки - соединения из цветных металлов и легированных сталей. Если толщина невелика, присадку можно не использовать. Такой способ сварки гарантирует отличное качество и формирование швов сварки, качественное проплавление металла. Это важно при небольшой толщине и доступе к поверхности изделия с одной стороны. Различные конструкции сварочных аппаратов были созданы для сварки неповоротных стыков труб, где этот вид сварки получил широкое распространение.
metallist21.ru
Аргонодуговая сварка - это... Что такое Аргонодуговая сварка?
Сварка в защитном газе
12. Аргонодуговая сварка
Дуговая сварка, при которой в качестве защитного газа используется аргон
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Аргон
- аргумент доверия
Смотреть что такое "Аргонодуговая сварка" в других словарях:
аргонодуговая сварка — Дуговая сварка, при которой в качестве защитного газа используется аргон. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN argon arc welding DE Argon… … Справочник технического переводчика
АРГОНОДУГОВАЯ СВАРКА — дуговая сварка в среде защитного газа аргона. А. с. применяют для сварки тонких листов из стали, никелевых, алюм., магниевых и др. сплавов … Большой энциклопедический политехнический словарь
АРГОНОДУГОВАЯ СВАРКА — дуговая сварка в среде защитного газа аргона. Аргонодуговую сварку применяют для исправления дефектов в отливках из коррозионно стойких сталей, никелевых, алюминиевых и магниевых сплавов … Металлургический словарь
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка аргонодуговая — – дуговая сварка, при которой в качестве защитного газа используется аргон. [ГОСТ 2601 84] Сварка аргонодуговая – дуговая сварка в среде защитного газа – аргона. Аргонодуговую сварку применяют для сварки тонких листов из стали, никелевых,… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА АРГОНОДУГОВАЯ — [argon arc welding] дуговая сварка, при которой в качестве защитного газа используется аргон. Для сварки металлов малой толщины применяют аргонодуговую сварку неплавящимся (вольфрамовым) электродом без присадочного материала. Способ аргонодуговой … Металлургический словарь
СВАРКА АРГОНОДУГОВАЯ — дуговая сварка, при которой в качестве защитного газа используется аргон (Болгарский язык; Български) аргонно дъгово заваряване (Чешский язык; Čeština) obloukové svařování v argonu (Немецкий язык; Deutsch) Argonarc Schweißen (Венгерский язык;… … Строительный словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
СТО 00220368-016-2009: Сварка сосудов и аппаратов, работающих под давлением, из сталей повышенной категории прочности марок 15Г2СФ и 09ХГН2АБ — Терминология СТО 00220368 016 2009: Сварка сосудов и аппаратов, работающих под давлением, из сталей повышенной категории прочности марок 15Г2СФ и 09ХГН2АБ: 3.1.1 вводная и выводная планки : Технологические планки, привариваемые к началу и концу… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
Аргонная сварка (аргонодуговая) — технология и оборудование
Аргонная сварка — один из наиболее востребованных видов современной сварки. Чаще всего, данную технологию используют применительно к алюминию, а также изделий из него.
Оптимальным методом, таким образом, аргонная сварка считается именно для алюминия. Общеизвестно, что вышеуказанный материал довольно капризен и во время контакта с кислородом, и при нагревании.
В последнем случае — его поверхность склонна покрываться тоненькой пленкой. Нюанс в том, что аргон характеризуется такими свойствами (химическими), которые практически исключают контакт с частичками кислорода нагретого металла.
Это возможно благодаря оттеснению аргоном своим давлением кислорода.
Схема аргонной сварки
Кроме этого, методику аргонодуговой сварки применяют и при сваривании иных металлов: чугуна и титана, стали и меди, а также некоторых иных, включая серебро, золото и т.д.
Популярность, которой пользуется сегодня аргонодуговая сварка, легко объяснима:
- Во-первых, это высокое качество.
- Во-вторых, немалая долговечность.
- Третий безусловный плюс — доступность аппаратов для проведения сварочных работ.
Уточним, во время работы с надежным оборудованием, шов получается фактически невидимым.
Данная особенность собственно и играет немаловажную роль не только для внешнего вида получаемого изделия, но, в первую очередь, для его прочности.
Аргонная сварка незаменима тогда, когда необходимо сварить трудно соединяемые металлы.
Ценность подобной методики, прежде всего, в опыте и качестве, а также в экономии. Причем последнее возможно в самых разных сферах. Экономятся не только деньги, но и усилия, а также нервы, что согласитесь также очень важно.
Технология аргонной сварки
В быту аргонную сварку мы чаще всего можем встретить при ремонте дисков любимой ласточки.
Аргонная сварка дисков, при устранении небольших трещин на данной детали, является попросту — незаменимой (безусловно, выполненная на профессиональном оснащении при применении инновационных высококачественных материалов).
Технология аргонной сварки не имеет практически ничего общего с таким устройством как паяльник. Основной элемент горелки — вольфрамовый электрод. Поясним, вольфрам является исключительно тугоплавким металлом.
Плавление его начинается при 3410°С, а кипение — при 5900°С. Уникальность данного металла в том, что даже раскаленный докрасна, он также тверд. Во время сварки вольфрама требуется ничтожно малое количество (на 1 метр сварного шва — сотые доли грамма).
Если рассматривать в данном аспекте вольфрамовые электроды, которые легированы оксидами редкоземельных элементов, то они отличаются еще большей стойкостью.
Сегодня, рынок предлагает электроды из вольфрама, обладающие широчайшим диапазоном химсостава.
К примеру, не секрет, что в чистый вольфрам с целью улучшения сварочно-технологических и сварочных характеристик добавляют разные окислы редкоземельных металлов.
Это может быть и церий, и лантан, и иттрий, и торий, и цирконий. Какой бы не был выбран электрод, он, как правило, окружается керамическим соплом, а при сварке из него выдувается аргон (инертный газ).
Уточним, что первые попытки сварить алюминий без участия аргона, заканчивались тем, что металл начинал гореть, покрывался окислением, а электродуга немедленно прерывалась.
Чего же смогли добиться изобретатели, и что представляет аргонная сварка алюминия на сегодняшний день?
Упрощенно процесс выглядит таким образом. Сначала на деталь посредством спецоборудования (сварочного аппарата) подают «массу», так же как и при обычной электросварке.
Аргонодуговая сварка неплавящимся электродом происходит следующим способом: «масса» подается на свариваемую деталь подобно обычной электросварке.
Сварщик, если подразумевается ручная аргонодуговая сварка, в правой руке держит горелку, а в левой — проволоку (присадку).
При сварке алюминия, естественно, берется алюминиевый аналог или же специальные сплавы. Включается горелка нажатием кнопки, далее подается ток и газ.
Меж кончиком электрода (неплавящегося) и деталью возникает электродуга. Она и исполняет роль основного инструмента, и деталь плавит, и присадочную проволоку.
Собственно она оплавляет и край необходимой детали, и присадочную проволоку, тем самым, формируя сварочный шов. По сути, после окончания работы 2 половины детали превращаются в одно целое.
Как работает аргонная сварка понятно и, на первый взгляд, в ней нет ничего сложного. Технология давно взята на поток, а эффективность ее давно доказана. Но это лишь на первый взгляд.
Проведение аргонной сварки требует опытного сварщика и надежного аппарата, как с хорошей производительностью, так и с превосходными характеристиками.
Времени для того, чтобы набить руку в данном деле потребуется также немало.
При сварке в защитных газах плавлением в роли основного инструмента применяют мощную электрическую дугу.
Электроэнергия в дуге преобразуется в тепловую. В атмосферных условиях зона сварки обязана быть надежно защищенной от насыщения металла шва азотом и кислородом воздуха.
Защитные газы, которые подаются через сопло, вытесняют воздух и защищают, таким образом, сварочную ванну и электрод.
Заполнение зазора между объединяемыми кромками (при разделке кромок) в зону плавления осуществляет присадка для аргонной сварки либо электродная проволока.
Принцип работы аргонной сварки неплавящимся вольфрамовым электродом в защитном газе.
Именно он не дает алюминию гореть. Место сварки и защищает аргон.
Аргонная сварка является гибридом электро- и газовой сварки. От первой она получила электродугу, а от газовой – схожую методику работы сварщика.
Далее рассмотрим, какое же оборудование и сварочные аппараты предполагает гост аргонодуговой сварки.
Оборудование и сварочные аппараты
ГОСТ под номером 5.917-71 предполагает выпуск для аргонной сварки неплавящимся электродом промышленностью горелок вида РГА-150 с массой в 0,35 кг на наибольший сварочный ток 200А с естественным охлаждением для аналогов с Ш 0,8-3,0 мм.
Он же предполагает выпуск горелок РГА-400 на наибольший сварочный ток 500А с массой в 0,625 кг с водяным охлаждением для электродов с Ш в 4,0—6,0 мм. Имеются требования и по поводу керамических сопел для подобной сварки.
Напомним, керамическое сопло для аргонодуговой сварки представляет собой, так называемую расходуемую часть горелки, отвечающую за качество процесса газовой защиты (местной).
По форме различают такие разновидности сопел, как цилиндрические, конические, а также профилированные. Не секрет, что чем больше керамическое сопло, тем наилучшую защиту оно способно обеспечить.
Обычно при работе в помещении используют цилиндрические либо конические аналоги, а вот при работе на открытом воздухе применяют профилированные либо цилиндрические модели сопел с более крупным диаметром отверстия (выходного).
Отметим, что сопла удлиненные применяют, как правило, в труднодоступных местах.
Виды оборудования
Уточним, аргонную сварку, в зависимости от уровня механизации, подразделяют на несколько видов:
- ручную;
- механизированную;
- автоматизированную;
- роботизированную.
Соответственно разным будет и оборудование для аргонной сварки и, конечно, стоимость аргонной сварки.
shinomontazh24.by