Сварка чугуна в домашних условиях. Как варить чугун аргоном
Cварка чугуна аргоном – промышленный и домашний подход + Видео
Как приварить чугун – особенности формирования швов
Добиться качественного сварочного шва на чугуне достаточно проблематично. Связано это с целым рядом изменений в его структуре, происходящих в процессе нагрева. Поэтому он считается материалом, который тяжело поддается свариванию, в особенности, если проводится сварка чугуна в домашних условиях.
С учетом всех особенностей данного металла, аргонная сварка считается одним из самых надежных методов получения качественных швов на чугуне. Применение этой технологии дает возможность сделать шов, близкий по своим свойствам со свариваемым материалом.
Сварка чугуна полуавтоматом с использованием аргона предусматривает постепенный прогрев и охлаждение деталей. В результате чего в структуре металла происходит образование графита, что делает его более пластичным. Сварочные работы проводятся с использование прутков и флюсов, изготовленных из графитовых материалов.
Технология сварки чугуна – промышленные подходы
Современная технология сварки чугуна предусматривает два вида получения сварных швов: с помощью прогрева и с помощью холодной сварки. В современной промышленности практикуется более трех десятков методов сварки чугуна без предварительного прогрева. Наиболее часто применяются три вида:
- с использованием стальных электродов.
- с помощью электродов со стержнями из цветных металлов.
- с электродами небольшого сечения с минимальным содержанием углерода.
Для тех, кто интересуется, как приварить чугун, будет любопытно узнать и то, что в промышленных условиях для холодного сваривания, в основном, применяются следующие электроды:
- ОЗЧ-2 – медностержневые электроды со специальным покрытием;
- МНЧ-2 – электроды со стержнем, в состав которого входят: никель, медь, железо и марганец.
Шовный металл, который получается в результате наплавки электродами марки ОЗЧ-2, достаточно хорошо поддается обработке. Единственный недостаток таких электродов – это их высокая стоимость. Стоимость электродов МНЧ-2 несколько ниже, и к тому же их можно изготовить в домашних условиях.
Сварка чугуна аргоном – лучший вариант для домашнего использования
Для получения при сваривании максимальной однородности металла довольно широко применяется сварка чугуна инвертором. Данный метод используется при работе ручной дуговой сваркой с подключением к трансформатору-выпрямителю.
При работе с инвертором используют электроды из чугунных прутков с тонким слоем обмазки и длиной до полуметра. Для получения шва ферритного типа применяется локальный прогрев металла до 300оC.
Наиболее сложными в применении, по мнению специалистов, считаются стальные электроды с графитовым покрытием. Шов, который образуется при работе такими электродами, отличается своей неоднородностью, что часто приводит к образованию трещин. Поэтому в промышленном производстве их применяют довольно редко.
Как видно из всего перечисленного, только полуавтоматическая аргонная сварка чугуна позволяет получать швы высокого качества. Для выполнения таких работ применяют электроды, изготовленные в виде чугунных пластин или порошковой проволоки.
Также для сварки аргонными полуавтоматами широко используются различные флюсы и присадки. Если же вы хотите больше узнать о том, как проводится сварка чугуна аргоном, видео на странице сайта поможет вам ознакомиться со всем процессом более подробно.
ogodom.ru
Сварка чугуна аргоном или Перлы интернета - мастерская ВАРИМ БАЙ
Сварка чугуна аргоном или Перлы интернета.
Интернет пестрит информацией об универсальности сварки аргоном, но порой некоторые статьи просто набор слов автора-дилетанта. Вот, например: http://svarkasite.ru/tehnologiya-svarki-chuguna-argonom.html
"Для надежного соединения деталей применяется сварка чугуна аргоном."
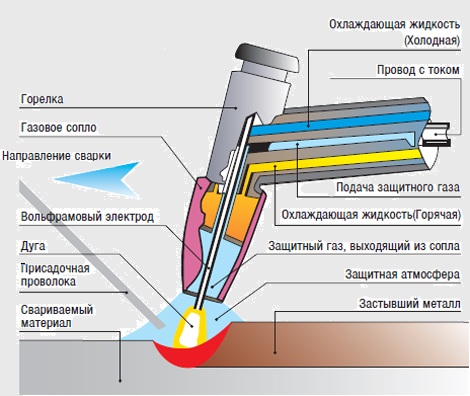
Технология аргоновой сварки имеет свои особенности. Во-первых, сварочные работы с применением аргона проводят после предварительного прогрева чугунных конструкций.
Во-вторых, в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, которые работают в защитной газовой среде, металлические прутки и особые присадочные материалы. Газ аргон защищает сварную ванну от соприкосновения с окружающим воздухом. Благодаря такой защите, сварной шов не имеет вкрапления шлака.
Вольфрамовые электроды практически не оплавляются в процессе работы. Они прекрасно выдерживают высокие температуры. Благодаря вольфраму, сварные швы получаются прочные и высокого качества. Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна. С помощью аргона можно сваривать и белый и серый чугун.
Сейчас в интернете можно найти практически все и обо всем. Но где правда, а где откровенный бред, может понять только специалист. Перлы интернета. Зачастую клиенты начитвашись подобного бреда начинают чувствовать себя специалистами в области сварки. Прочитав данную статью задаемся вопросом, а человек, который писал данное СОЧИНЕНИЕ вообще что-нибудь мыслит в сварке? Или данный набор фраз сформирован программистом для поисковых машин, а не для клиентов. Написав комментарии к данной статье, мы попробуем пролить свет на вопрос применения ручной аргонно дуговой сварки, далее РАДС, в простонародье – аргона на сварку чугуна. Скажем сразу, РАДС нами тоже применяется для решения специфических сварочных задач с чугуном, например при реставрации небольших антикварных вещей из чугуна. Просто для каждой задачи у нас есть свое оборудование: ручная дуговая сварка покрытым электродом, полуавтоматическая сварка, РАДС, пайка твердыми и мягкими припоями, газопрошковая наплавка, газосварка и т.д.
Начнем по порядку:
-тезис 1. «На сегодняшний день аргоновая сварка является самым надежным видом сварки всех марок чугуна» это автор так решил?
При аргонно-дуговой сварке теплоемкость пожалуй наиболее сильная, чем при других видах сварки. То есть чугун будет постоянно перегреваться и как следствие вся околошовная зона будет в микро и макротрещинах. О какой надежности речь?
- тезис 2 «в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, металлические прутки и особые присадочные материалы.» Данный тезис говорит о дилетантстве автора и полном незнании как основ РАДС (ручной аргонно-дуговой сварки), так и рынка расходников РАДС. Вольфрамовый электрод лишь условно является расходником, так любую часть сварочного аппарата можно к расходникам отнести. Особо забавляют «особые сварочные материалы». Наверное прутки из дерева особых пород, которые идут в дополнение к «металлическим пруткам». На самом деле присадочные прутки для сварки чугуна аргоно-дуговой установкой применяются в основном железо-никелевые и из различных бронз (оловянистой, алюминиевой, кремнистой). Причем последние – это больше пайка, чем сварка. Расходники, особенно железо-никелевые, очень редкие, дорогие, и во многих случаях малоэффективные, поэтому массового применения аргонная сварка чугуна не получила. Мы не рассматриваем кустарщину по присадочным материалам вроде применения нержавеющей проволоки либо стержней обычных электородов для чугуна у которых ОСОБЫЕ ЛЮБИТЕЛИ аргонно-дуговых установок просто отбивают обмазку.
-тезис 3. «Благодаря защите аргоном, сварной шов не имеет вкрапления шлака, Благодаря вольфраму, сварные швы получаются прочные и высокого качества» И всего-то, зато при применении РАДС чугун интенсивно кипит, происходит интенсивное выгорание графита, как следствие шов, особенно на массивных изделиях без шлака, но С ПОРАМИ, НЕПРОВАРАМИ и ТРЕЩИНАМИ. А тонкостенный чугун лопается от РАДС практически сразу по шву от перегрева. И это, видимо, критерий прочности и качества. Но автору видимо это невдомек, он теоретик. И причем здесь вольфрам?
-тезис 4 «Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна». По моему это слишком даже для дилетанта. Какие металлоконструкции изготавливаются из чугуна? Никогда не встречал ни профильных труб, ни двутавров, ни листов ,ни уголка из чугуна. А как без сырьевых заготовок что-то изготавливать?? Автору наверное невдомек, что на предприятиях во первых практически не используют РАДС даже при сварке алюминия и нержавейки 9основных металлов, где она применяется) ввиду крайне низкой производительности и высокой затратности, не то что чугуна, во вторых из чугуна не изготавливают никаких металлоконструкций, тем более ответственных.
- тезис 5 «С помощью аргона можно сваривать и белый чугун». Это вершина инженерных изысканий автора. Думаю, чо пора подавать документы в патентное бюро и на Нобелевскую премию. Еще никому и ничем не удалось сварить белый чугун. В отличие от ограниченно свариваемого серго чугуна, его сварить невозможно.
Читайте статьи вдумчиво, осмысливайте прочитанное. А еще лучше, задумав работу, в которой вы специалистом не являетесь, найдите профессионала. Пекарь должен печь хлеб, строитель - строить. Если сварщик всю жизнь варивший трубопроводы, металлоконструкции, кузовные детали авто предложит Вам свои услуги по сварке чугуна - подумайте. Не может быть человек мастером спорта по всем видам спорта, если его познания по сварке чугуна основаны на вышеизложенных и подобных им статьях и нет практического опыта - результат будет один - испорченное изделие.
varim.by
Сварка чугуна - простые способы решения проблемы
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита). Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.

Деталь требуется хорошо зачистить
Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов. Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию. Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.
Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
wikimetall.ru
Аргонная сварка чугуна
Чугун является сплавом железа с углеродом. Процент углерода в сплаве составляет 2,11 – 2,14%. Также этот сплав содержит до 3% кремния и приблизительно 1% магния. Также в сплаве может присутствовать сера, фосфор, никель, хром и другие добавки.
Чугун без легирующих добавок является очень хрупким и материалом с низкой прочностью, пластичностью и твердостью. Углерод присутствует в сплавах чугуна в виде цементита и графита. По количеству графита и цементита чугун разделяется на несколько видов.
Быстрое охлаждение сварочного шва может приводить к возникновению отбеленных участков, что может затруднять дальнейшую обработку металла. Из-за того, что чугун достаточно хрупкий металл при неправильном нагреве и резком охлаждении появляется высокая вероятность появления трещин в сварочной зоне и возле шва.
Чугун – это жидкотекучий металл. Такое свойство усложняет удержание расплавленного металла от вытекания и затрудняет процесс формирования сварочного шва. Также из-за того что при сваривании чугуна происходит интенсивное выделение газов из сварочной ванны. Такое выделение продолжается даже на стадии кристаллизации, поэтому в сварочном шве могут образовываться поры, что является негативным явлением.
При окислении кремния и некоторых других составляющих чугуна могут образовываться тугоплавкие оксиды, которые будут приводить к непроварам. Однако сваривание чугуна для исправления дефектов литья и соединения чугунных деталей является популярным способом произвести ремонтные работы и сделать качественное изделие.
Одним из важнейших способов борьбы с образованием отбеленных и закаленных мест на поверхности свариваемого металла является предварительный подогрев свариваемых деталей. Поэтому для сваривания чугуна используется несколько видов сваривания, а именно: - Горячее сваривание. Температура предварительного подогрева составляет 600 – 650 градусов по Цельсию; - Полугорячее сваривание. Температура предварительного подогрева составляет 400 – 450 градусов по Цельсию; - Холодное сваривание. Предварительный подогрев отсутствует;
Горячее и полугорячее сваривание чугуна применяется в случаях, когда требуется получение в сварочном шве чугун с определенными свойствами. Если изделие перед свариванием будет подогрето до требуемой температуры, то сваривание получится намного качественнее. Это позволит создать необходимые условия для равномерного подогрева и охлаждения свариваемого металла. Это обеспечит выделение углерода и предотвращение его выделений в виде цементита.
Для полугорячего сваривания чугуна используется введение в сварочную зону графитизирующих веществ. Также при полугорячем сваривании используется предварительный подогрев свариваемого изделия, но при меньшей температуре.
Холодное сваривание производится без предварительного подогрева и применяется в случаях, когда нужно получить чугун с использованием графитизирующих веществ.
3g-svarka.ru
Как варить чугун электросваркой в домашних условиях?
Июнь 2, 2015
Прежде чем выяснить, как варить чугун электросваркой, нужно знать о двух основных методах:
- Способ холодного сваривания без подогрева.
- Способ горячего сваривания с подогревом.
Метод холодной сварки
Метод сварки при помощи холодной сварки наиболее легок если используются специальные электроды, то и шов выходит прочный и высокого качества.
Когда используются электроды для металла в процессе холодного сваривания, получаемый шовный металл состоит из высокоуглеродистой стали со значительным количеством марганца, кремния, серы, фосфора и прочих ингредиентов, содержащихся в металле. Недостаток такого шовного образования в появлении растрескиваний и в невозможности его обработки режущим инструментом.
При применении быстрого охлаждения справ, находящийся рядом со швом получает структуру белого чугуна, который очень твердый и хрупкий. Шов и основной свариваемый металл образуют полоску белого чугуна шириной около 1,5 мм, за которой расположена полоска закаленного металла.
Горячая сварка
Горячая сварка поможет избежать значительного количества недостатков холодной, в том числе и закаливающих и отбеливающих процессов происходящих при сваривании. Чтобы знать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки горячим методом. Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Чтобы избежать различных изменений в структуре метала, нагревать его следует до температуры не более 66о градусов по Цельсию при скорости нагревания 140 градусов в час. И охлаждать следует медленно во избежание его отбеливания.
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно применять специальные электроды, изготовленные с применением никеля и меди. Медь не растворима в железе и не склонна к реакции с углеродом, благодаря чему шов, наплавляемый такими электродами, выходит неоднородным с присутствием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, растворяться в железе, и не склонен к образованию соединений с углеродом, благодаря чему – нет участков образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас производится значительное количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры детали до 40-60 градусов.
Сварка стальными электродами
Здесь для чугунной сварки можно применить самый доступный метод – сварка чугуна в домашних условиях стальными электродами. Но при их использовании качество шва остается желать лучшего, из-за плохого сцепления чугуна с наплавленным металлом, происходящим благодаря разной усадке.
Пайка чугуна
Паяют чугун припоями, состоящими из свинца и олова, используя паяльную лампу или газовую горелку, при этом необходимо соблюдать режимы для пайки серого чугуна и не превышать температуру плавления припоя. Перед началом работ шов тщательно очищают, протравливают соляной кислотой и далее наносят флюс их хлористого цинка и облуживают металл.
Процесс облуживания заключается во втирании железной щеткой припоя в нагретое до температуры 600 градусов место пайки. Далее производится окончательный нагрев до 800 градусов, и запаивают дефекты или спаивают детали.
Для пайки чугунных изделий применяют и тугоплавкие припои из серебра и латуни, в состав которых входит железо, никель, марганец, олово и кремний в количестве от 1,1 до 1,6%.
Для получения прочного шва детали после пайки необходимо отжечь в течение 15 минут при температуре 710-740 градусов по Цельсию.
Знаете ли вы, что...Свариваемость чугуна зависит от характера распределения в нем включений графита. Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Итог
Теперь вы знаете особенности сварки чугуна, на что надо обратить внимание, а также каким сварочным оборудованием производить процесс.
electrod.biz
Сварка чугуна аргоном | Справочник конструктора-машиностроителя
Чугун используется почти во целых областях индустрии и областях человеческой деятельности.Вследствие чрезвычайной механической твердости, сопротивлению износу и коррозии, простоты механической обработки и дешевизны производства даже непростых продуктов, чугун используют везде, где перечисленные характеристики располагают специальное значение.Совместно с тем, чугун хрупок, а даже самые маленькие дефекты литья при меняющихся нагрузках на изделие из чугуна уменьшают его крепость в несколько раз.Именно его широкое применение и обуславливает большую востребованность в ремонте чугунных изделий путем сваривания отдельных подробностей или восстановления дефектов отливок.
электроды проволока присадок уралэнергоснаб
Особенностью горячей сварки чугуна является тот факт, что для надежного соединения необходимо обеспечить равномерный нагрев всего изделия до температуры 600 - 700 градусов и потом, замедленное плавное охлаждение.В предоставленном эпизоде, сварка чугуна ведется на вечном или переменном токе большой мощности.Процесс горячей сварки по собственным свойствам сопоставим отливке чугуна в обманутую форму.В месте сварки, кромки шва скашивают, образуя « канавку », деталь нагревают и потом сваривают, заполняя шов, чем достигается его однородность, почти ничем выдающаяся от металла, из которого сделана главная деталь.Процесс сварки необходим быть постоянным, не разрешающим возможности деформации изделия под действием своего веса.При огромных объемах, в рабочем процессе принимают участие одновременно два сварщика.
Помимо токарных произведений, мы осуществляем широкий спектр механической обработки металлических заготовок по заданным фигурам и величинам.В количество услуг металлообработки входят : Фрезерные работы, разумеют цилиндрическое, торцевое, периферийное, фасонное фрезерование, при котором обрабатываются наклонные, лежачие, вертикальные и фасонные поверхности металлических заготовок.Шлифовальные работы, с использованием особых станочков и шлифовальных кругов из карборунда, карбида кремния и пр.Сверление металла, от алюминия и цветных сплавов, до наиболее прочнее, хрупких и твердых видов.Расточка отверстий в металлических деталях до настоящих величин большего диаметра.Раскрой металла ( рубка листа ) толщиной до 3 мм, шириной до 1.5 метра.
Специфическими повреждениями для двигателей машин являются раковины и трещинки в головах блоков цилиндров, сколы и трещинки в блоках цилиндров.Также нередко требуется ремонт поддонов картеров, корпусов разных узелков и механизмов двигателей.Все виды возбуждающих работ такого плана можно провести с помощью аргоно - дуговой сварки, что с успехом осуществляется нашими квалифицированными экспертами.Ремонт ГБЦ, ремонт блоков цилиндров и иные операции совершаются с гарантией и в сокращенные сроки.
Нынешними художниками может проводиться аргоновая сварка алюминия или сварка чугуна аргоном в Ясенево двумя способами – ручным или машинальным.При ручной сварке сварщик держит в лапах и горелку, и пруток присадки.При автоматической сварке применяется особое оборудование, на котором расположены газовая горелка и присадочная проволока.Автоматическая сварка аргоном является совершенно безопаснейшей, проводится живо и качественно.Присадка во время сварки расплавляется на сто процентов, позволяя заполнить каждую трещинку, дыру или иное повреждение, при этом слившись с металлом и начав его составной частью.Надежность аргоновой сварки уже немало раз доказана на практике.
В самостоятельности от того, что предстоит делать с истекшей из строя деталью, - чинить или изменять ;её, обыкновенно, предварительно необходимо снять ...А потом ( возрожденную, либо новейшую ) определить на старое место.И для разрешения этого спроса у нас также существует всё должное.И подъёмники, и инструмент, и квалифицированные эксперты.Мы производим практически целый спектр авторемонта : ходовая двигатель электрика арматура кузовной ремонт
spravconstr.ru
Видео сварка аргоном чугуна
Новости
Где купить объектив на телефон
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Купить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard
В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия
Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов
Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер
Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды
Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды Состояние систем центрального водоснабжения в нашей стране не выдерживает никакой критики. Под час из крана льется какая-то жижа или подкрашенная ржавчиной вода, пить которою нельзя ни в коем случае.Металлочерепица купить в Алматы
Состояние систем центрального водоснабжения в нашей стране не выдерживает никакой критики. Под час из крана льется какая-то жижа или подкрашенная ржавчиной вода, пить которою нельзя ни в коем случае.Металлочерепица купить в Алматы Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона
Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия
Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должности
Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиk-svarka.com