Присадочные прутки для аргонодуговой сварки алюминия и его сплавов. Присадка для сварки алюминия аргоном
| Сваривание аргоном на сегодняшний день широко применяется в строительстве, а также в монтажных работах машиностроения. Высокое качество аргонодугового сваривания позволяет применять данный вид сварочных работ для фиксирования деталей кузова, при ремонте блока двигателя, КПП, а также для работы с поддоном. Главной особенностью данного способа сварки является возможность использования этой технологии во многих смежных областях. Сваривание аргоном позволяет производить работы с алюминием, чугуном, титаном, цветными металлами, нержавеющей сталью и т.д. Цехи, в которых производится сваривание аргонодуговым сварочным аппаратом, должны быть полностью оснащенными оборудованием и приборами, которые будут контролировать качество сваривания и тестировать готовый результат. Сваривание в среде защитного газа не имеет ничего общего с плазменным напылением или пайкой. Сваривание алюминия является сложным процессом, который требует высококвалифицированного сварщика, потому как данный металл имеет особенные химические особенности алюминия. При нагреве алюминия и его соприкосновением с кислородом, на поверхности металла образовывается пленка оксида, которая препятствует дальнейшей работе с ним. Чтобы предотвратить взаимодействие нагретого алюминия и кислородом, содержащимся в воздухе, применяется один из инертных газов. Наиболее часто таким газом выступает аргон, которые предотвращает попадание в сварочную ванну кислорода, ограждая сварочный процесс от образования оксидной пленки на нагретом алюминии. Для работы применяются тугоплавкие электроды из вольфрама. Данный вид электродов окружен керамическим соплом, из которого под высоким давлением к месту сваривания нагнетается аргон. Благодаря тому, что аргон поддерживает низкий уровень содержания кислорода в сварочной ванне, это позволяет держать электрическую дугу между деталью и окончанием неплавящегося электрода. Главной целью создаваемой таким образом электрической дуги является плавления самой свариваемой детали и присадочной проволоки. Аргонодуговое сваривание прекрасно подходит для работ с разными видами металлов. Для работы необходимо максимально точно подобрать присадочный материал, который подбирается в соответствии с тем, из какого металла изготовлена свариваемая деталь. Шов, который получается после дугового сваривания с использованием аргона, является единым целым, благодаря чему обеспечивается прочность, герметичность и долговечность будущего изделия. Ввиду того, что алюминий является очень распространенным металлом, который используется при производстве автомобильных кондиционеров и подогревателей, использование аргонной сварки является наиболее оптимальным решением для выполнения задачи по устранению механических повреждений элементов из алюминия, которые являются частью различных систем, механизмов и машин. |
www.samsvar.ru
Присадка для сварки алюминия
Алюминий является мягким и легким металлом и применяется во многих отраслях промышленности, потому как в некоторых из них без него просто нельзя обойтись. Проволока для сваривания алюминия нередко используется в сварочном процессе для обеспечения его надежности и гарантии долговечности сваривания.
В промышленности редко используется алюминий, но сплавы из него составляют важную часть промышленных товаров. Сварочная проволока из алюминия широко применяется для полуавтоматического сваривания. Чтобы предотвратить возникновение оксидной пленки на поверхности алюминия, сваривание производится в чистом аргоне или в смеси аргона с гелием. Для данного вида сваривания используются неплавящиеся электроды, а сварочная алюминиевая проволока является присадочным материалом.
Рассмотрим на примере сварку силумина присадочным прутком.





Сварочная проволока для сваривания алюминия по химическому составу соответствует химическому составу свариваемой детали, помимо сваривания с магнием. Ввиду того что магний в сварочном процессе интенсивно испаряется, проволока для сварки должна содержать больше магния, чем свариваемый металл.
Одной из самых часто используемых сварочных проволок является CвAMг5. Она используется для сваривания сплавов алюминия и магния, а также алюминий, цинка и магния. Данная сварочная проволока дает плотный и ровный шов. Единственным недостатком данного изделия является то, что изделие данного типа не должно подвергаться нагреванию более 800 градусам по Цельсию.
Вместе со сварочной проволокой в промышленности выпускаются алюминиевые прутки для сваривания. Как правило, их состав очень схож с химическим составом сварочной проволоки. Присадочные прутки для сварки являются наплавным или присадочным материалом, поэтому они широко применяются для проведения сварочных работ.
Алюминий сваривают проволокой из него или его сплавов, а если для работы используется автоматическое или полуавтоматическое сваривание, то алюминиевая проволока является сварочным электродом. Выходит, что одновременно проволока используется для формирования дуги, а также идет на материал шва. В случае использования аргонодуговой сварки, сваривание производится неплавящимся вольфрамовым электродом, а проволока из алюминия или пруток используется в качестве присадочного материала.
Прутки для сварки алюминия широко применяются при сваривании и предназначены для наплавки алюминия и алюминиевых сплавов, которые содержат в своем составе кремний. Алюминиевые прутки устойчивы к химическому воздействию и устойчивы к факторам окружающей среды. В зависимости от марки, прутки могут применяться для сваривания алюминиевых сплавов и чистого алюминия. Некоторые виды прутков позволяют получить швы с высокой сопротивляемостью к образованию трещин, делая металлические изделия более прочными, пластичными, надежными и долговечными, что является важнейшим моментом при проведении сварочных работ.
3g-svarka.ru
|
Сваривание аргоном на сегодняшний день широко применяется в строительстве, а также в монтажных работах машиностроения. Высокое качество аргонодугового сваривания позволяет применять данный вид сварочных работ для фиксирования деталей кузова, при ремонте блока двигателя, КПП, а также для работы с поддоном. Главной особенностью данного способа сварки является возможность использования этой технологии во многих смежных областях. Сваривание аргоном позволяет производить работы с алюминием, чугуном, титаном, цветными металлами, нержавеющей сталью и т.д. Цехи, в которых производится сваривание аргонодуговым сварочным аппаратом, должны быть полностью оснащенными оборудованием и приборами, которые будут контролировать качество сваривания и тестировать готовый результат. Сваривание в среде защитного газа не имеет ничего общего с плазменным напылением или пайкой. Сваривание алюминия является сложным процессом, который требует высококвалифицированного сварщика, потому как данный металл имеет особенные химические особенности алюминия. При нагреве алюминия и его соприкосновением с кислородом, на поверхности металла образовывается пленка оксида, которая препятствует дальнейшей работе с ним. Чтобы предотвратить взаимодействие нагретого алюминия и кислородом, содержащимся в воздухе, применяется один из инертных газов. Наиболее часто таким газом выступает аргон, которые предотвращает попадание в сварочную ванну кислорода, ограждая сварочный процесс от образования оксидной пленки на нагретом алюминии. Для работы применяются тугоплавкие электроды из вольфрама. Данный вид электродов окружен керамическим соплом, из которого под высоким давлением к месту сваривания нагнетается аргон. Благодаря тому, что аргон поддерживает низкий уровень содержания кислорода в сварочной ванне, это позволяет держать электрическую дугу между деталью и окончанием неплавящегося электрода. Главной целью создаваемой таким образом электрической дуги является плавления самой свариваемой детали и присадочной проволоки. Аргонодуговое сваривание прекрасно подходит для работ с разными видами металлов. Для работы необходимо максимально точно подобрать присадочный материал, который подбирается в соответствии с тем, из какого металла изготовлена свариваемая деталь. Шов, который получается после дугового сваривания с использованием аргона, является единым целым, благодаря чему обеспечивается прочность, герметичность и долговечность будущего изделия. Ввиду того, что алюминий является очень распространенным металлом, который используется при производстве автомобильных кондиционеров и подогревателей, использование аргонной сварки является наиболее оптимальным решением для выполнения задачи по устранению механических повреждений элементов из алюминия, которые являются частью различных систем, механизмов и машин. |
3g-svarka.ru
| Присадочные прутки : марка, описание |
Классификация |
Типичный хим. состав наплавленного металла |
Типичные механические свойства металла шва |
|
OK Tigrod 1070 (OK Tigrod 18.01 )Алюминиевые прутки стойкие к химическому воздействию и воздействию атмосферы. Применяются для сварки чистого алюминия, пластичных алюминиевых сплавов типа АД 1, АМц. Обладают хорошими сварочными характеристиками. Защитный газ - Ar.Ток ~. |
Аналог проволок:Св.- А97, Св.-А85, Св.- АМц |
Si < 0,2Mn 0,01Zn 0,01Fe 0,2Al > 99,5 |
Предел текучести 35 МПаПредел прочности 75 МпаУдлинение 33% |
|
OK Tigrod 4043 (OK Tigrod 18.04 )Алюминиевые присадочные прутки широко применяемые для сварки литейных Al - Si ; Al- Si- Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)Защитный газ - Ar. Ток ~. |
ER 4043 / AWS A5.10Аналог проволок:Св.- АК5, Св.-АК6 |
Si 5,0Mn 0,01Zn 0,02Fe 0,2Al остальное |
Предел текучести 55 МПаПредел прочности 165 МпаУдлинение 18% |
|
OK Tigrod 1450 (OK Tigrod 18.11) Алюминиевые присадочные прутки стойкие к химическому воздействию и воздействию атмосферы. Обеспечивают получение шва с высокой сопротивляемостью к образованию трещин. Незначительная добавка титана дает мелкозернистость шва очень хорошей формы. Применяются для сварки алюминия и его сплавов в авиастроении, пищевой промsшленноcти. Защитный газ - Ar. Ток ~. |
Аналог проволокиСв.- 1201 |
Si 0,1Mn 0,01Zn 0,03Fe 0,2Ti 0,15Al + Ti > 99,5 |
Предел текучести 40 МПаПредел прочности 90 МпаУдлинение 35% |
|
OK Tigrod 5356 (OK Tigrod 18.15 )Алюминиевые присадочные прутки широко применяемыt для сварки профилей и металлоконструкций из Al- Mg сплавов, содержащих > 3%Mg, таких, как AMg3, AMg4, AMg5, AMg6 с аналогичными..Защитный газ - Ar. Ток ~. |
ER 5356 / AWS A5.10Аналог проволокиСв.-АМг 3 |
Si < 01Mn 0,15Fe < 0,2Mg 4,9Al остальное |
Предел текучести 120 МПаПредел прочности 265 МпаУдлинение 26% |
weldzone.info
| Пруток присадочный EWC 4043 |
|
|||
| Пруток присадочный EWC 5356 | Присадочный пруток для аргонодуговой сварки EWC 5356(пр-ва Швейцария) из алюминиевого сплава для сварки алюминиевых сплавов Al-Mg или Al-Mg-Zn, а также разнородных алюминиевых сплавов с максимальным содержанием магния 5%. |
|||
| Пруток присадочный EWC 5556 |
|
|||
| Пруток присадочный EWC 1070 | Присадочный пруток для аргонодуговой сварки EWC 1070(пр-ва Швейцария) из высокочистого алюминиевого сплава. Обладает высокой устойчивостью к эрозии и химическим воздействиям, хорошей устойчивостью к атмосферной коррозии и широкому спектру агрессивных сред, особенно в щелочной среде. |
|||
| Пруток присадочный EWC 5183 | Присадочный пруток для аргонодуговой сварки EWC 5183(пр-ва Швейцария) из алюминиевого сплава, предназначенный для выполнения требований к пределу прочности на разрыв, предъявляемым к сплавам с высоким содержанием магния. |
|||
| Пруток присадочный EWC 5554 | Присадочный пруток для аргонодуговой сварки EWC 5554(пр-ва Швейцария) из алюминиевого сплава, в основном применяемый в условиях с высокой температурой, в которых он способен обеспечивать высокую устойчивость к коррозии под напряжением. |
|||
| Присадочный пруток TIG ALSi-5 ER-4043 (СВ-АК5) | Присадочный пруток TIG ER-4043(ALSi-5) для сварки алюминия TIG ALSi-5 широко используют для аргонодуговой сварки литейных Al - Si; Al - Si - Mg сплавов типа АД31, АД33, АД35. Применение алюминиевого прутка широко распространено в пищевой промышленности, судостроении, железнодорожной и автомобильной промышленности, при сооружении резервуаров и цистерн т.п. Сварка производится на постоянном токе DC Pulse. Защитный газ - Ar. Длина прутка - 1000 мм. Упаковка: пластиковый пенал, вес - 5 кг |
|||
| Присадочный пруток TIG ALMg-5 ER-5356 (СВ-АМГ5) | Присадочный пруток TIG ER-5356 (ALMg-5, СВ-АМГ5) для сварки алюминия TIG ALMg-5 широко используется для аргонодуговой сварки профилей и металлоконструкций из Al - Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами. Применение алюминиевого прутка широко распространено в пищевой промышленности, судостроении, железнодорожной, автомобильной промышленности, при сооружении резервуаров, цистерн и т.п. Сварка производится на постоянном токе DC Pulse. Защитный газ - Ar. |
|||
| Присадочный пруток TIG ALMg-4.5Mn ER-5183 (СВ-АМГ5) | Присадочный пруток TIG ER-5183 (ALMg-4.5Mn ) широко применяемый для аргонодуговой сварки Al - Mg сплавов, содержащих до 5% Mg, Al - Mn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности. Также используется в судостроении и при сварке конструкций, контактирующих с морской водой. На переменном токе AC. Защитный газ - Ar. |
|||
| Пруток присадочный UTP A 48 | Пруток присадочный UTP A 48 - алюминий-кремниевый литейный сплав с содержанием Si до G-AlSi12 (3.2581), G-AlSi10Mg(Cu) (3.2383), G-AlSi5Mg (3.2373)
|
|||
| Пруток присадочный UTP A 47 Ti | Пруток присадочный UTP A 47 Ti применяется для сварки и наплавки аллюминиевых материалов по DIN 1712, например Al 99,5, Al 99,7, Al 99,8, Al Mn, E Al Mg Si |
|||
| Пруток присадочный UTP A 485 | Пруток присадочный UTP A 485 - алюминиево-кремниевый сплав с содержанием Si до 7 % для соединения различных Al-сплавов, таких как AlMgSi 0,5 (3.3206), AlMgSi1 (3.3210), G-AlSi7Mg (3.2371), G-AlSi5Mg (3.2341) |
|||
| Пруток присадочный UTP A 493 | Пруток присадочный UTP A 493 - алюминий-магниевый сплав с содержанием Mg 3 % по DIN 1725, например AlMg1 (3.3315), AlMg2,5 (3.3523), AlMg3 (3.3535), AlMg2,7Mn (3.3537), AlMgSi0,5 (3.3206) |
|||
| Пруток присадочный UTP A 47 | Пруток присадочный UTP A 47 - материал из чистого алюминия по DIN 1712, например Al99,5 (3.0255), Al99,7 (3.0275), Al99,8 (3.0285), E Al (3.0257), Al99 (3.0205), а также сплавы с coдержанием Mg до 2 % и Si- 0,5 %. |
|||
| Пруток присадочный UTP A 495 | Пруток присадочный UTP A 495 - алюминий-магниевый сплав с содержанием Mg 3 % по DIN 1725, например AlMg5 (3.3555), AlMg4,5 (3.3345), также для высокопрочных соединений с низколегированными Al-Mg-сплавами. |
|||
| Пруток присадочный UTP A 495 Mn | Пруток присадочный UTP A 495 Mn применяется для сварки высокопрочных алюминий-магниевых сплавоа, например, AlMg4,5Mn (3.3547), AlMg4Mn (3.3545), G-AlMg5Si (3.3261) и самоупрочняющиеся сплаы, например AlZnMgCu1,5 (3.4365), AlZnMgCu0,5 (3.4345). |
|||
| Пруток присадочный UTP A 495 MnZr | Пруток присадочный UTP A 495 MnZr - алюминий-магниевый сплав с высокой прочностью для сварки AlMg4,5Mn (3.3547), AlMg4Mn (3.3545), G-AlMg5Si (3.3261) и самоупрочняющихся сплавов , например AlZnMgCu1,5 (3.4365), AlZnMgCu0,5 (3.4345). |
|||
| Присадочный пруток ESAB OK Tigrod 5556A | Присадочный пруток ESAB OK Tigrod 5556A - пруток по своим характеристикам аналогиченOK Tigrod 5183, однако обладает несколько более высокими прочностными характеристиками и может применяться для сварки алюминиево-магниевых сплавов с содержанием Mg до 5,3%. |
|||
| Присадочный пруток ESAB OK Tigrod 1070 | Присадочный пруток ESAB OK Tigrod 1070 - пруток, предназначенный для сварки изделий из химически чистого алюминия, к которым предъявляются жесткие требования по стойкости к эрозии при контакте с химически агрессивными средами. Наплавленный металл не склонен к коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С, обладает достаточно высокими пластическими свойствами, позволяющими выполнять прокатку и формовку, а также выполнять анодирование изделий после сварки. |
|||
| Присадочный пруток ESAB OK Tigrod 5183 | Присадочный пруток ESAB OK Tigrod 5183 - пруток, предназначенный для сварки изделий из алюминиево-магниево-марганцовистых сплавов типа АМг4.5, EN AW 5083 и им других высокопрочных алюминиево-магниевых сплавов 5ХХХ группы, когда к наплавленному металлу предъявляются высокие требования по прочности, пластичности, ударной вязкости и коррозионной стойкости в морской воде или при контакте с химически активной атмосферой. Наплавленный металл имеет цвет идентичный основному металлу при анодировании. Пруток OK Tigrod 5183 получил широкое распространение в судо- и автомобилестроении, сосудов, работающих под давлением, производстве криогенного оборудования, элементов оффшорных конструкций и многих других отраслях. Однако OK Tigrod 5183 не рекомендуется применять для сварки изделий эксплуатирующихся при температурах выше 65°С, т.к. наплавленный металл склонен к коррозионному растрескиванию под напряжением. Его также можно использовать для сварки алюминиево-магниево-кремниевых сплавов 6ХХХ группы типа АД31, АД33, EN AW 6060/6063, 6005, 6201 и им аналогичных, а также для сварки этих сплавов со сплавами 1ХХХ, 3ХХХ и 5ХХХ групп, если доля участия присадочного материала в сварном шве более 50%. |
|||
| Присадочный пруток ESAB OK Tigrod 5356 | Присадочный пруток ESAB OK Tigrod 5356 - пруток, предназначенный для сварки изделий из алюминиево-магниевых сплавов 5ХХХ группы с содержанием магния более от 3 до 5%. Наплавленный металл обладает относительно высокой прочностью, отличной коррозионной стойкостью и имеет цвет идентичный основному металлу при анодировании, однако он склонен к коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С. Проволока OK Tigrod 5356 получила широкое распространение в судо- и автомобилестроении, емкостей для хранения и транспортировки жидких и сыпучих продуктов и многих других отраслях. Его также можно применять для сварки алюминиево-магниево-кремниевых сплавов 6ХХХ группы типа АД31, АД33, EN AW 6060/6063, 6005, 6201 и им аналогичных, а также для сварки этих сплавов со сплавами 1ХХХ, 3ХХХ и 5ХХХ групп, если доля участия присадочного материала в сварном шве более 50%. |
|||
| Присадочный пруток ESAB OK Tigrod 5554 | Присадочный пруток ESAB OK Tigrod 5554 - пруток, предназначенный для сварки изделий из алюминиево-магниево-марганцовистого сплава системы AlMg2,7Mn типа EN AW 5454, а также его сварки с алюминиево-магниево-кремниевыми сплавами 6ХХХ группы типа АД31, АД33, EN AW 6060/6063, 6005, 6201 и им аналогичных. Наплавленный металл не склонен к коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С, обладает высокой коррозионной стойкостью и имеет цвет идентичный основному металлу при анодировании, благодаря чему данная проволока получила широкое распространение в производстве теплообменного оборудования, емкостей для хранения химикатов и автомобилестроении. Его также можно применять для сварки алюминиево-магниевых сплавов с содержанием магния до 3% типа АМг1, АМг1.5, АМг2.5, АМг3, EN AW 5005, 5050, 5052 и им аналогичных. |
|||
| Присадочный пруток ESAB OK Tigrod 18.22 | Присадочный пруток ESAB OK Tigrod 18.22 - пруток, выпускаемый специально для нужд рынков стран СНГ, по химическому составу соответствует прутку СвАМг61 и предназначен для сварки изделий из высокопрочных алюминиево-магниевых сплавов типа АМг6. Легирование сплава небольшим количеством Zr измельчает зерно, снижая склонность наплавленного металла к образованию горячих трещин. Его можно использовать для сварки других сплавов 5ХХХ группы, а также сплавов 6ХХХ группы системы AlMgSiCu и AlSi1MgMn и свариваемых сплавов 7ХХХ группы системы AlZnMg типа AlZn4.5Mg1, когда основным требованием к сварному шву является его высокая прочность. |
|||
| Присадочный пруток ESAB OK Tigrod 4043 | Присадочный пруток ESAB OK Tigrod 4043 - это наиболее часто применяемый пруток для сварки изделий из алюминиевых сплавов 6ХХХ группы с суммарным содержанием легирующих до 2% и кремний содержащих алюминиевых сплавов с содержанием Si до 7%. Ее также можно применять для сварки Al-Si-Cu литейных сплавов с другими алюминиевыми сплавами. Высокое содержание кремния в проволоке обеспечивает хорошую смачиваемость свариваемых кромок, позволяя получить плавный переход от шва к основному металлу и гладкую блестящую поверхность. При этом наплавленный металл обладает отличной коррозионной стойкостью, не склонен к образованию горячих трещин и коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С. Однако изделия, для сварки которых применялся данный пруткок, не подлежат последующему анодированию из-за разности получаемых цветов на основном и наплавленном металле. Пруток OK Tigrod 4043 может также применяться в качестве припоя для пайки алюминиевых сплавов. |
|||
| Присадочный пруток ESAB OK Tigrod 4047 | Присадочный пруток ESAB OK Tigrod 4047 - пруток, рекомендуемый для исправления дефектов и сварки изделий из литейных кремний содержащих алюминиевых сплавов 4ХХХ группы с содержанием Si до 12%. Его также рекомендуют применять для сварки сплавов 6ХХХ группы с суммарным содержанием легирующих до 2% и Al-Si-Cu литейных сплавов с другими алюминиевыми сплавами. Более высокое, чем у OK Tigrod 4043, содержание кремния позволяет получить минимальную из всех алюминиевых сварочных материалов температуру кристаллизации наплавленного металла и наиболее высокую его жидкотекучесть, обеспечивая хорошую смачиваемость свариваемых кромок, формируя плавный переход от шва к основному металлу и гладкую блестящую поверхность, а также минимальные сварочные деформации. При этом наплавленный металл обладает отличной коррозионной стойкостью, не склонен к образованию горячих трещин и коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С. Однако изделия, для сварки которых применялся пруток OK Tigrod 4047, не подлежат последующему анодированию из-за разности получаемых цветов на основном и наплавленном металле. Пруток этой марки наиболее часто применяться в качестве припоя для пайки алюминиевых сплавов. |
www.edinstwo.ru
| Марка, тип покрытия, описание | классификация | Тип. хим.состав наплавленного металла | Типичные механические свойства металла шва |
| OK Tigrod 1070 (OK Tigrod 18.01)Алюминиевый пруток, стойкий к химическому воздействию и воздействию атмосферы. Применяется для сварки чистого алюминия, пластичных алюминиевых сплавов типа АД1, АМц. Обладает хорошими сварочными характеристиками.Защитный газ: Ar, смесь Ar/He, He.Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. | S Al 1070(Al 99,7) /EN ISO 18273/Аналог проволок:Св.-А97,Св.-А85,Св.-АМц | Si Мп Zn Fe V Си Ti А1 >99,7 | Предел текучести 35 МПаПредел прочности 75 МПаУдлинение 33% |
| OK Tigrod 4043 (OK Tigrod 18.04)Алюминиевый пруток, широко применяемый для сварки литейных Al-Si, содержащих до 7% Si ; Al-Si-Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.п.). Не рекомендуется для толщин более 20 мм. При толщинах 10 мм и более необходим подогрев до 150-200 °С для снижения вероятности образования пор. Защитный газ: Ar, смесь Ar/He, He.Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. | ER 4043/AWS A5.10S Al 4043(Al Si5) /EN ISO 18273/S Al 4043A(Al Si5(A)) /EN ISO 18273Аналог проволок:Св.-АК5,Св.-АК6 | Si 5,0Мn Zn Fe Cr Сu Ti А1 основа | Предел текучести 55 МПаПредел прочности 165 МПаУдлинение 18% |
| OK Tigrod 1450 (OK Tigrod 18.11)Алюминиевый пруток, стойкий к химическому воздействию и воздействию атмосферы. Обеспечивает получение шва с высокой сопротивляемостью к образованию трещин.Незначительная добавка титана дает мелкозернистость шва очень хорошей формы. Применяется для сварки алюминия и его сплавов в авиастроении, пищевой промышленности. Не рекомендуется для толщин более 20 мм. При толщинах 10 мм и более необходим подогрев до 150-200 °С для снижения вероятности образования пор. Защитный газ: Ar, смесь Ar/He, He.Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. | S Al 1450(Al 99,5 Ti)/EN ISO 18273АналогСв.- 1201 | Si Мп Zn Fe Ti 0,15Сu Аl >99,5 | Предел текучести 40 МПаПредел прочности 90 МПаУдлинение 35% |
| OK Tigrod 5356 (OK Tigrod 18.15)Алюминиевый пруток, широко применяемый для сварки профилей и металлоконструкций из Al-Mg сплавов, содержащих > 3% Mg, таких, как AMg3, AMg4, AMg5, AMg6 с аналогичными. Не рекомендуется для толщин более 20 мм. При толщинах 10мм и более необходим подогрев до 150-200°С для снижения вероятности образования пор. Защитный газ — Ar/He. Ток ~ .Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. | ER 5356/AWS A5.10S Al 5356(Al Mg5Cr (A))/EN ISO 18273Аналог проволокиСв.-АМг 5 | Si Мn 0,15Ее Mg 5,0Cr 0,13Сu Ti 0,11Zn Al основа | Предел текучести 120 МПаПредел прочности 265 МПаУдлинение 26% |
| OK Tigrod 5183 (OK Tigrod 18.16)Алюминиевый пруток для сварки Al-Mg сплавов, содержащих до 5% Mg; Al—Mn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности. Также используется в судостроении, и при сварке конструкций контактирующих с морской водой. Рекомендуется для сварки конструкций, работающих при знакопеременных нагрузках. Для снижения вероятности образования пор можно выполнять предварительный подогрев до 65 °С. Защитный газ — Ar/He. Ток ~.Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. | ER 5183/AWS A5.10S Al 5183(Al Mg 4,5Mn0,7(A))/EN ISO 18273Аналог проволокиСв.-АМг 5 | Si Mn 0,8Fe Mg 4,8Cr 0,15Сu Ti Zn Аl основа | Предел текучести 140 МПаПредел прочности 290 МПаУдлинение 25% KV+20°С 30 Дж |
| OK Tigrod 5556 (OK Tigrod 18.20)Алюминиевый пруток широко применяемый для сварки Al-Mg сплавов, содержащих до 5% Mg. Разработан для получения высоко прочных тавровых соединений. Обеспечивает прочность шва в два раза выше,чем при сварке OK Tigrod 4043, а также обеспечивает одновременно высокую прочность и пластичность шва и его сопротивление коррозии и образованию трещин. Используется при сварке высокопрочных конструкций, контактирующих с морской водой. Не рекомендуется для толщин более 20 мм.При толщинах 10 мм и более необходим подогрев до 150-200 °С для снижения вероятности образования пор. Защитный газ: Ar, смесь Ar/He, He. Ток ~.Выпускается: ø 1,6; 2,4; 3,2; 4,0 и 5,0 мм в пачках весом 2,5 кг. | ER 5556/AWS A5.10S Al 5556A(Al Mg 5 Mn )/EN ISO 18273 | Si Мn 0,7Fe 0,2Mg 5,2Al основа | Предел текучести 145 МПаПредел прочности 295 MпаУдлинение 25% KV+20°C 25 Дж |
www.deltasvar.ru
Проволока для аргонной сварки: как выбрать, характеристики (видео)
Сегодня аргонная сварка очень популярна в народном хозяйстве. Так как при работах обычно применяется специальная проволока для аргонной сварки, этот метод позволяет производить сваривание материалов, которое невозможно осуществить при помощи простого оборудования. Главное назначение сварки при помощи аргона — это соединение элементов из разных видов цветных металлов и сталей.

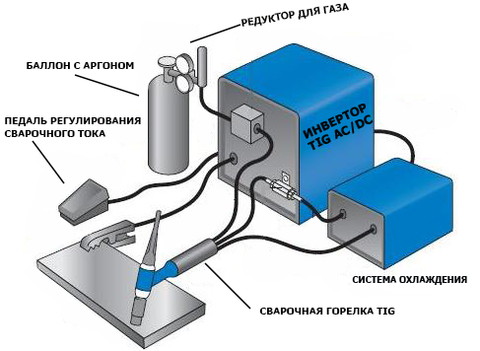
Схема аргонной сварки.
Общие характеристики метода
Чем отличается обычный сварочный процесс от аргонодугового? В первую очередь использованием аргона, характеристики которого исключают возникновение химических реакций в зоне горения и расплавления металла. Удельная масса данного газа, который почти на 40% тяжелее воздуха, позволяет вытеснять последний из зоны горения дуги, тем самым изолируя сварочный процесс от соприкосновения с кислородом.
Технология сварки предполагает использование двух способов, при которых применяются плавящиеся или неплавящиеся электроды. За счет применения неплавящегося электрода обеспечивается качественное образование сварных швов и поддерживается равномерная глубина плавки металла. Данный способ является основным для сварки стыков в трубопроводах и соединения элементов из сплавов титана и алюминия.

Марки электродов и их предназначение.
При работе дуга оборудования горит между электродом и свариваемой деталью. В аргонодуговой сварке принято использовать электроды, изготовленные из вольфрама. Этот металл давно зарекомендовал себя с самой лучшей стороны, являясь очень надежным и отличаясь высокой степенью тугоплавкости.
Для улучшения характеристик вольфрама при изготовлении электродов в него добавляют некоторые химические соединения. Если необходимо использование присадочного материала, он подается в зону горения сбоку, что исключает его контакт с электрической цепью.
Сварка с использованием плавящегося электрода не так популярна, как вышеописанная технология, и применяется достаточно редко.
Вернуться к оглавлению
Характеристики присадочных прутков
Аргонодуговая сварка может производиться без использования присадочного материала, но наибольший эффект достигается лишь в случае его применения. Такой материал называется присадочными прутками для аргонодуговой сварки. Если смотреть с точки зрения конструкции прутков, они представляют собой небольшие прямые отрезки проволоки, которая закладывает основу сварного шва.
Каждый пруток, в зависимости от назначения, имеет свой состав и свойства. Это роднит их с присадочной проволокой, которая используется при обычных сварочных работах. Назначение присадки — сварка разнородных элементов аргоном, поэтому она должна полностью соответствовать характеристикам свариваемого материала.

Во время аргонной присадочные прутки закладываются в основу сварного шва.
Так, использование прутков для аргонной сварки должно выполнять следующие условия:
- образовывать идеальный по форме и структуре шов;
- обеспечивать антикоррозийность шва;
- создавать устойчивость к внутрикристаллическому разрушению.
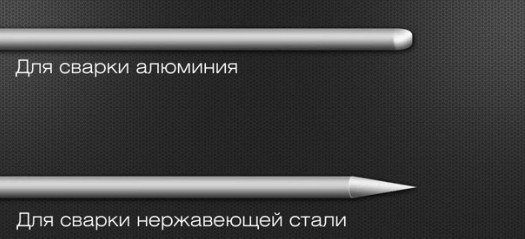
Для того чтобы соответствовать заявленным требованиям, присадочная проволока может целиком состоять из одного материала или иметь сердечники из других сплавов.
К примеру, прутки для работы с нержавейкой оснащены сердечниками из сплава хрома и никеля.
Они широко используются при строительстве трубопроводов, в пищевой, химической и нефтяной промышленности, в машиностроении.
Вернуться к оглавлению
Прутки для работы по алюминию
Проволока для работы по алюминию, которую используют при сварке деталей в судо- и авиастроении, должна отвечать очень высоким требованиям, так как от ее надежности полностью зависит качество транспортных средств и безопасность их эксплуатации.
Требования, предъявляемые к проволоке данного вида, включают:
- устойчивость к воздействию агрессивных химических веществ;
- сопротивляемость влиянию окружающей среды и атмосферных явлений;
- прочность и высокое качество сварного шва, подтвержденное его мелкозернистостью и сопротивлением к образованию расслоения.
Сложность сварки алюминиевых элементов объясняется способностью металла создавать на поверхности в месте плавления оксидные соединения, препятствующие работе. Кроме того, как сам алюминий, так и его сплавы не меняют окраску после расплавления, а это значительно затрудняет формирование шва для сварщика.
Высокий уровень теплопроводности, которым обладают многие сплавы из цветных металлов, приводит к быстрому остыванию кристаллической решетки и повышению напряжения внутри нее. За счет этого шов часто получается деформированным, что ведет к растрескиванию изделий. Все эти отрицательные явления нивелируются при использовании дуговой сварки, которая гарантирует не только качество шва и отсутствие трещин, но и высокую антикоррозийную устойчивость. Проволока, которая используется для создания основы шва, легко разрушает оксидную пленку, возникающую на поверхности элементов из алюминия и его сплавов.
Сегодня промышленность выпускает огромное количество присадочных прутков для сварки аргоном. Материал нужного химического состава можно подобрать практически для всех типов металла: низколегированных, низкоуглеродистых, специальных и нержавеющих сталей, сплавов меди, титана, алюминия и других.
expertsvarki.ru