Технология сварки алюминия. Сварка алюминия аргоном технология
|
Алюминий металл чрезвычайно интересный, широко применяющийся в промышленности, его используют при производстве баночных изделий, изделий для напитков, емкостей для чего-либо и иных полезных вещей. Так же, алюминий используется и в разовых монтажных работах, и естественно, требует проведения различных сварочных работ. Как известно, различают несколько способов сварки алюминия, один из них аргонодуговая сварка. Это один из самых простых методов сварки, к тому же один из самых эффективных методов. Аргонодуговая сварка применяется с использованием неплавящегося вольфрамового электрода. Качество швов, оставляемых в процессе проведения сварочных работ, напрямую зависит от чистоты самого аргона, сварочного аппарата и подготовке металла к сварке, аргон желательно использовать без примесей . Наиболее плотные швы получаются так же при комбинировании аргона с гелием, с процентным соотношением примерно 35 на 64 процентов. Перед сваркой стоит зачистить изделие либо место сварки от загрязнений. Рекомендуется перед аргоновой сваркой обезжирить место сварки каким либо средством. То есть подготовку к сварке можно разделить на физическую и химическую. Теперь у нас деталь зачищена и готова к сварке. Стоит так же помнить, что в той или иной степени, алюминий будет вступать в реакцию с кислородом, насколько бы хороша не была защитная среда, поэтому, материал нуждается в соответствующей постобработке. Имейте в виду, что в некоторых случаях, образование неровностей на поверхности, пузырчатости не подлежит удалению, это может быть связано с самим качеством исходного материала, чистоте аргона или же в самом защитном слое. Конечно, данные варианты рассматриваются при полном профессионализме сварщика, который выполняет работу.
Наконечник вольфрамового электрода для сварки алюминия.
А вот видео о том как это делается в домашних условиях.
Ну что же, вот в принципе и метод ручной аргонодуговой сварки неплавящимся электродом. Как уже было замечено, способ один из самых простых и широко применяемых в последние годы, причем не только в разовых работах по ремонту, монтажу и т.д., но и в промышленных масштабах тоже. Важно помнить, что проведение любых сварочных работ, даже самых простых, таких как аргонодуговая сварка, подразумевает наличие профессионального сварщика, с соответствующей подготовкой, а так же всего необходимого оборудования, включая элементы защиты для самого сварщика. Необходимо помнить, что выполнение сварки возможно в специальных условиях и крайне нежелательно проводить работы подобного плана в домашних условиях . Это может привести за собой уничтожение предметов домашнего обихода, а так же различные разрушения в самой квартире или доме, поэтому, работы лучше проводить вне помещений вовсе или в специально отведенных мастерских.
|

3g-svarka.ru
Сварка алюминия аргоном: технология, оборудование, цены
 Сварка алюминия аргоном – это самая распространенная, дешевая и действенная технология соединения заготовок из цветного металла. Поэтому данный техпроцесс вызывает интерес не только у профессионалов, но и у начинающих сварщиков. И в этой статье мы предложим нашим читателям подробный обзор технологии сварки аргоном, дополнив теорию обзором оборудования.
Сварка алюминия аргоном – это самая распространенная, дешевая и действенная технология соединения заготовок из цветного металла. Поэтому данный техпроцесс вызывает интерес не только у профессионалов, но и у начинающих сварщиков. И в этой статье мы предложим нашим читателям подробный обзор технологии сварки аргоном, дополнив теорию обзором оборудования.
Технология сварки алюминия аргоном
Разумеется, самим аргоном не «варят». Его используют в качестве флюса – присадки, защищающей сварочную ванну от атмосферного кислорода. Для соединения деталей используют особую «присадочную» проволоку, изготовленную из того же алюминия.
Сварка алюминия в среде аргона происходит следующим образом:
- С помощью особого устройства – сварочного аппарата – между деталью и неплавким электродом генерируется электрическая дуга.
- Постоянный или импульсный разряд «пробивает» тугоплавкую оксидную пленку и расплавляет металл стыкуемых заготовок.
- В сварочную ванну вводят присадочную проволоку, которая плавится под электрической дугой. Этот материал подается в зону сварки вдоль направления шва, автоматически или вручную, перед дугой.
- Металл от проволоки заполняет стыковочный шов и перемешивается с расплавленным металлом стыкуемых заготовок.
После остывания на месте стыка образуется высокопрочный шов, объединяющий заготовки на уровне кристаллических решеток.
 Как видите: все просто. По этой же схеме функционирует и газовая и электродуговая сварка. Интересующая нас технология отличается от этих способов стыковки только постоянным присутствием аргона в зоне сварки. Он подается в сварочную ванну из особой форсунки, являющейся частью неплавкого электрода.
Как видите: все просто. По этой же схеме функционирует и газовая и электродуговая сварка. Интересующая нас технология отличается от этих способов стыковки только постоянным присутствием аргона в зоне сварки. Он подается в сварочную ванну из особой форсунки, являющейся частью неплавкого электрода.
Зачем нужны подобные ухищрения? Все дело в том, что температура плавления самого алюминия, из которого состоит и заготовка и проволока, не превышает 660 градусов Цельсия. Но оксидная пленка, окружающая любое изделие из этого металла, плавится при 2044 градусах Цельсия и восстанавливается в то самое мгновение, когда металл соприкоснется с кислородом.
Поэтому в зону сварочной ванны постоянно вдувают аргон – инертный газ, препятствующий контакту металла и кислорода.
Причем, обдув аргоном продолжается и после завершения сварки. Газ должен защищать шов до тех пор, пока температура в стыковочной зоне понизится хотя бы до 400 градусов Цельсия.
Оборудование для сварки алюминия аргоном
Процесс сварки можно организовать с помощью следующих приемов:
- С использованием тугоплавкого (не расходуемого) электрода и присадочного материала, подаваемого в зону стыка вручную.
- С использованием тугоплавкого (не расходуемого электрода) и присадочной проволоки, транспортируемой в зону сварки автоматически.
Кроме того, в процессе стыковки можно использовать технологию сварки плавящим электродом. Но аргон в этом случае не используется – его заменяет твердый флюс, генерирующий облако углекислого газа. И, разумеется, каждый вышеупомянутый прием реализуется с помощью особого комплекта оборудования.
Аппараты для TIG сварки
 Так, первый прием – электродуговая сварка с использованием неплавкого электрода и подаваемой вручную проволоки (АС TIG) – предполагает использование обычного аппарата, питаемого от бытовой сети переменного тока. Этот аппарат комплектуется держаком, соединенным с системой подачи аргона.
Так, первый прием – электродуговая сварка с использованием неплавкого электрода и подаваемой вручную проволоки (АС TIG) – предполагает использование обычного аппарата, питаемого от бытовой сети переменного тока. Этот аппарат комплектуется держаком, соединенным с системой подачи аргона.
На держаке монтируется неплавкий электрод, диаметром от 1,6 до 5 миллиметров. Габариты «ручной» присадочной проволоки – от одного до четырех миллиметров (в диаметре). Толщина стыкуемых заготовок – от 1 мм, до 6 мм. Расход аргона – от 4 до 10 литров в минуту. Сила сварочного тока изменяется от 45 до 270 Ампер.
Аппараты для MIG сварки
Второй прием – электродуговая сварка с использованием неплавкого электрода и подаваемой автоматически проволоки (АС MIG) – предполагает использование полуавтоматического сварочного аппарата. К держаку такого аппарат крепят не только трубопровод от резервуара с аргоном, но и транспортер для проволоки. Причем, обычно эти системы упрятаны в один шланг.
Проволока толщиной от 0,6 до 4 миллиметров подается в зону сварки с помощью четырех вальцов, рабочие поверхности которых снабжены тефлоновыми насадками. Диаметр отверстия в наконечнике системы подачи проволоки должен превышать габариты самого присадочного материала на 20-25 процентов. То есть, если вы используете 0,8-миллиметровую проволоку, то вам нужен миллиметровый наконечник. Разница в диаметре объясняется увеличением габаритов металла при нагреве.
Прочие характеристики – расход газа, сила тока, диаметр электрода – аналогичны значениям, характерным для TIG аппаратов. Однако, с учетом сложности конструкции аппарата, с помощью которого реализуется полуавтоматическая сварка алюминия аргоном, цены за такую комплектацию оборудования будут существенно выше, чем стоимость «ручного» варианта.
steelguide.ru
Сварка алюминия аргоном: пошаговая инструкция для начинающих

Особенности алюминия
Этот легкий и прочный материал очень быстро покрывается оксидной пленкой при взаимодействии с воздухом, что и осложняет процесс соединения. Температура плавления этого металла достигает 650 градусов. Даже при воздействии высоких температур он не меняет своего цвета — это и есть его основная особенность. Чтобы избежать напряжения и деформации алюминия, необходимо учитывать коэффициент объёмной усадки, а у этого металла он достаточно большой.
Основные свойства:
-
Плавится при низкой температуре.
-
Имеет высокую химическую активность.
-
Большой коэффициент усадки.
Именно из-за этих особенностей чаще всего сварка алюминия аргоном осуществляется с помощью газа, который в первую очередь нейтрализует химическую активность.
Аппарат для сварки
Для качественной сварки алюминия понадобится аргонно-дуговой аппарат — с ним швы получатся надежнее и ровнее. В нем используется электрод из вольфрама в форме дуги, отсюда и название прибора. Его может хватить на длительный период работы. Дуга в таких приборах зажигается между свариваемой деталью и электродом, таким образом разрушается оксидная пленка, что упрощает и ускоряет весь процесс.
Работа должна проводиться достаточно быстро — так металл не успеет перейти в жидкую форму, и не будет течь. При этом обязательно должна использоваться сварочная проволока. Важно, чтобы она имела структуру, аналогичную свариваемому металлу. Чаще всего по такому принципу работают полуавтоматические системы.
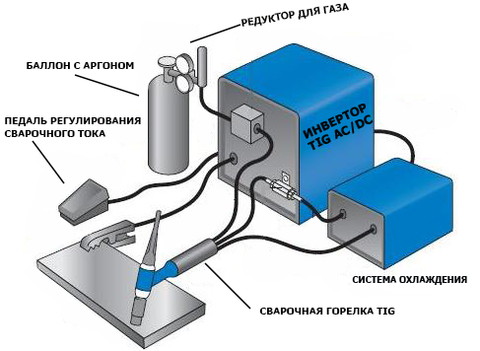
Для начинающих сварщиков подойдет аппарат, состоящий из следующих комплектующих:
-
Электрический источник питания.
-
Механизм подачи проволоки.
-
Баллон с газом.
Такая система наиболее распространена и популярна.
Аргоновый газ и проволока
Инверторный газ обязательно нужен для сварки алюминия — без него не получится быстрого и ровного соединения.Главное, чтобы он был технически чистым и не содержал примесей, либо их процент должен быть минимальным. Только так можно получить чистый шов.
Баллон с аргоном устанавливается на сварочный аппарат либо применяется газовая ванна. Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Подготовка детали
Вся работа должна быть пошаговая, то есть выполняться поэтапно. Перед началом работ алюминий необходимо зачистить, ведь от этого зависит качество шва. Для начала поверхность обезжиривается с помощью таких растворителей, как бензин, уайт-спирит или ацетон. Затем химическим или механическим способом снимается оксидная пленка.
Когда металл просохнет, проводится его обработка специальными составами. Если выбран механический способ, то используется жесткая щетка из проволоки или наждачная бумага. Химическая обработка сложнее, и в домашних условиях её редко используют. В данном случае применяется щелочной раствор.
Процесс сварки
Технология сварки этого металла включает в себя несколько действий, при сочетании которых и достигается качественный шов. Присадочная проволока, используемая при этом, устанавливается перед вольфрамовым электродом строго вдоль шва.
Сварка может проводиться в разных положениях, но аргон — тяжёлый газ, поэтому лучше работать в горизонтальной плоскости.
Если требуется вертикальная сварка, например, на стенах, то лучше использовать более легкий газ, такой как гелий. Электрод должен располагаться максимально близко к поверхности алюминия, а проволоку подавать нужно плавно, без рывков. Из-за рывков возможно разбрызгивание металла, что нередко случается у неопытных новичков.
Электрод надо держать под углом в 80 градусов. Он и присадочная проволока двигаются вдоль шва. Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Весь процесс начинается с разогрева дуги: она удалит вновь образовавшуюся оксидную пленку и очистит поверхность, а затем прочно закрепит металл. Присадочная проволока добавляется только тогда, когда в ней действительно есть необходимость. Сварка должна проводиться быстро, чтобы стыки были ровными. Вот, пожалуй, в этих нюансах и заключается вся инструкция по сварке алюминия.
goodsvarka.ru