Аргонная сварка — выполнение собственными руками. Аргонной сварки принцип работы
Аргонно дуговая сварка принцип работы
Принцип работы и технология аргонодуговой сварки
Аргонодуговая сварка является «дочкой» двух видов сварки – дуговой (электродный метод) и газовой. От первого «родителя» она взяла высокую температуру электрической дуги, вызывающую плавление металла, от второго – наличие газа, однако цели его применения при обычной и аргонной сварке различны. В первом случае расходуется ацетилен, при сгорании которого выделяется теплота для плавления металла. Во втором – используется аргон, инертный газ, практически не вступающий в химические реакции, а, значит, хорошо предохраняющий место сварки от окисления путем создания вокруг него защитного облака.
Где используется
При слове «сварка», как правило, сразу приходит в голову что-то железное, однако порой возникает необходимость сплавить детали, изготовленные из нержавейки, чугуна, меди, латуни или их сплавов. Как правило, эти материалы поддаются обработке и с помощью обычной газовой сварки, однако при ней металл слишком сильно прогревается, что может привести к его короблению. Кроме того, многие цветные металлы активно взаимодействуют с кислородом и иными примесями в воздухе. Поэтому сфера применения аргонодуговой сварки достаточно широка.
1. Алюминий. Этот металл не меняет цвет при накаливании, что затрудняет его сварку с помощью обычной дуги, а если его нагреть при доступе кислорода, он может и вовсе воспламениться.
2. Нержавеющая сталь. Тоже быстро окисляется при взаимодействии с кислородом воздуха. При охлаждении нержавейка может растрескаться, поэтому подачу газа продолжают еще некоторое время после формирования сварного шва, чтобы он остывал более равномерно.
3. Чугун – высокоуглеродистый материал, сложно поддающийся обычным видам сварки.
4. Титан. Аргонодуговая сварка является практически единственным способом его термической обработки, так как на воздухе он быстро окисляется, что ведет к растрескиванию сварного шва.
5. Сталь с высоким процентом содержания углерода. Чтобы сварной шов был качественным, его нужно проковывать и медленно охлаждать.
6. Медь. Обладает очень высокой теплопроводностью, что затрудняет применение других видов сварки, а аргонная сварка производится при повышенной скорости подачи газа (не менее 150 л/час).
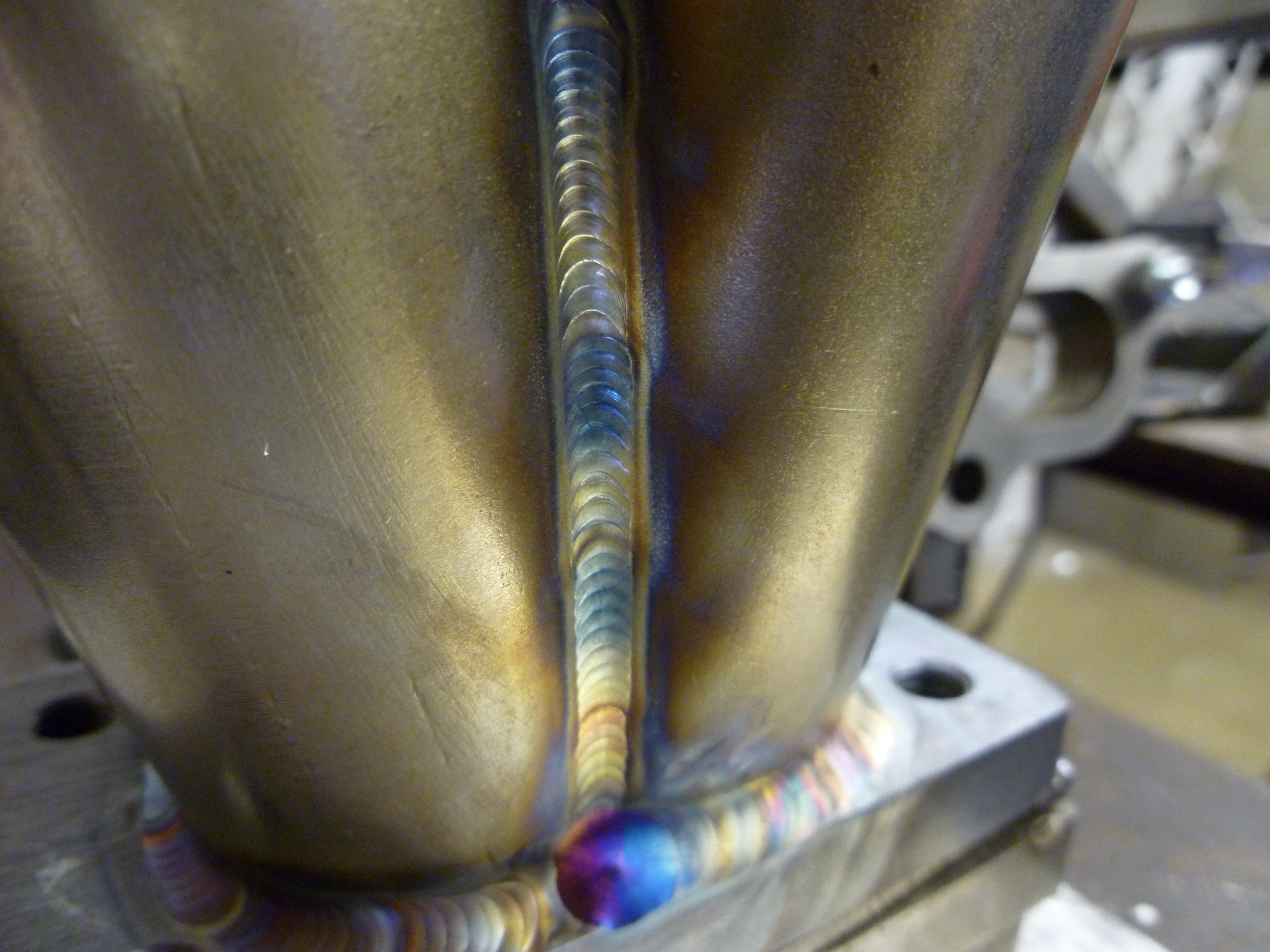
Благодаря аргонодуговой сварке можно получить аккуратный и прочный шов
Как производится
Технология аргонодуговой сварки требует определенного навыка. Подача газа в зону сварки должна начинаться за 20 секунд до зажигания электрической дуги, прекращение подачи допустимо через семь-десять секунд после наложения сварного шва. Аргонодуговая сварка может проводиться как плавящимся, так и неплавящимся электродом. Использование присадочной проволоки (из того же материала, что и свариваемые детали, кроме никеля – он позволяет соединять неоднородные вещества) зависит от толщины скрепляемых элементов.
Основная деталь горелки – вольфрамовый электрод (неплавящийся), выступающий за пределы корпуса не более чем на 5 мм. Есть специальные таблицы, позволяющие правильно подобрать его диаметр с учетом размеров свариваемых элементов. Вокруг электрода размещено керамическое сопло для подачи аргона при сварке.
Первое, с чего начинается ручная аргонодуговая сварка – очистка поверхности деталей от жиров, окислов и механических загрязнений. Сварщик берет в одну руку горелку, в другую – проволоку для присадки. Держать горелку следует примерно в 2 мм от поверхности металла, иначе дуга оказывается слишком большой, металл проплавляется хуже, а шов оказывается широким, некрасивым и непрочным. Направление движения горелки – строго вдоль шва.
Проведение аргонодуговой сварки требует определенного навыка
Постоянный или переменный?
Выбор вида тока зависит от материала, из которого изготовлены соединяемые элементы. Например, при сваривании деталей из железосодержащих сплавов (чугун, сталь и т.д.), используется постоянный ток, а получение сварного шва для алюминиевых, бериллиевых или магниевых фрагментов производится при помощи переменного тока.
Прямая или обратная?
Понятия прямой и обратной полярности применимы только в случае постоянного тока. При прямой полярности «минус» подключается на электрод, «плюс» – на свариваемую деталь. Это делается для более сильного разогрева металла (например, при сварке толстых листов) и меньшей изнашиваемости электрода. Участок проплавления получается глубоким и узким.
Обратная полярность означает, что «минус» подключен на деталь, «плюс» – на электрод. При этом свариваемая деталь прогревается слабее, чем при прямой полярности, т.е. потребляется больше электричества, участок проплавления оказывается более мелким и широким. За счет эффекта катодной очистки на поверхности детали происходит разрушение пленки окислов (это особенно актуально для алюминия), что делает сварной шов красивее и надежнее.
Что применяется
1. Термоустойчивые керамические сопла для горелки.
2. Горелка (с плавящимся или неплавящимся электродом).
3. Осциллятор, позволяющий получить дугу без соприкосновения электрода и поверхности металла и обеспечивающий устойчивую дугу при использовании переменного напряжения.
4. Реостат для плавного регулирования силы тока между металлом и электродом. Если в наличии имеется профессиональный аппарат для аргонодуговой сварки, он может иметь встроенный реостат.
5. Источник напряжения – трансформатор или инвертор.
Подытожим
Технология аргонодуговой сварки довольно сложна, однако она имеет ряд преимуществ. Во-первых, с ее помощью можно получить шов более аккуратно и быстро (при должном навыке). Во-вторых, она хорошо воздействует на «неподдающихся» – то есть на металлы, недоступные для соединения другим способом. И в-третьих, такая сварка доступна для проведения в домашних условиях, а, значит, не требует дорогостоящих услуг специалиста.
www.toool.ru
Принцип работы аргонодуговой сварки и ее преимущества
Аргонодуговая сварка предназначена для сварки неплавящимся электродом на постоянном токе- нержавеющих сталей, меди и ее сплавов, титана и т.д. и на переменном токе – алюминия и его сплавов в среде аргона.
Аргонодуговая сварка в среде защитных газов заключается в том, что сварочная ванна, конец электрода и присадочного прутка, определенные участки шва и околошовной зоны основного металла предохраняются от окисления в процессе сварки при помощи газа. Этот газ подается в зону сварки через сопло специального электродержателя – горелки. В качестве защитного газа при данном виде сварки применяют нейтральный газ аргон, не взаимодействующий с металлом. От сюда и название способа сварки: «Аргонодуговая сварка» (АрДС).
Аргонодуговую сварку выполняют неплавящимся (вольфрамовым) электродом. Присадочный материал вводится в шов в виде прутка, погружаемого периодически сварочную ванну. Для сварки вольфрамовый электрод закрепляют в специальном держателе внутри сопла, через которое к месту сварки подается аргон.
Аргонодуговая сварка – метод сварного соединения деталей, суть которого заключается в тепловом воздействии на детали в среде инертного газа аргон.
В свою очередь, аргонодуговая сварка подразделяется на два основных типа: она может производиться плавящимся или не плавящимся электродом.
В качестве твердого не плавящегося электрода обычно применяют вольфрамовые электроды.
Для сварки изделий из алюминия и нержавеющей стали обычно применяют плавящиеся электроды. Аргонодуговая сварка деталей из других металлов и сплавов производится неплавящимися вольфрамовыми электродами, а в случае автоматической сварки – электродной проволокой.
Также аргонодуговая сварка бывает ручной и автоматической.
Принцип работы аргонодуговой сварки
Аргон, как инертный газ, не вступает в химическую реакцию при взаимодействии с металлами. А будучи на 38% тяжелее кислорода, он легко вытесняет атмосферный воздух из рабочей сварочной зоны, препятствуя окислению сварочного шва.
Неплавящийся электрод, расположенный в горелке, подает электрическую дугу на свариваемое изделие. Одновременно из горелки через сопло в рабочую зону подается аргон. Также в рабочую зону со стороны подается присадочный материал, который не участвует в электрической цепи. В случае ручной аргонодуговой сварки сварщик вручную подает присадочный пруток и удерживает горелку. При автоматической аргонодуговой сварке присадочная проволока и горелка перемещаются без непосредственного участия человека.
Аргонодуговая сварка создает в рабочей сварочной зоне особую среду, в которой обычной зажигание дуги невозможно. Для зажигания дуги используется особое устройство, осциллятор, который обеспечивает зажигание высокочастотными импульсами. Наряду с зажиганием дуги, в случае сварки переменным током, осциллятор отвечает за стабилизацию дуги в момент смены полярности, что обеспечивает стабильное горение дуги.
Преимущества аргонодуговой сварки
Этот способ сварки очень эффективен для соединения деталей из цветных металлов и легированных сталей, а также алюминия, титана и прочих материалов, которые не получился сварить обычной сваркой.
Если толщина свариваемых деталей небольшая, аргонодуговая сварка выполняется без присадочного материала.
www.stroytehmir.by
Ремонт газосварочного оборудования, гарантийный ремонт, аренда любых типов аппаратов. - Принципы работы аргоно-дуговой сварки
Понятие аргонно-дуговой сварки и её применение
1 Аргонно-дуговая сварка
Аргонно-дуговая сварка - дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонно-дуговой сварки могут применяться следующие названия
РАД - ручная аргонно-дуговая сварка неплавящимся электродом,ААД - автоматическая аргонно-дуговая сварка неплавящимся электродом,ААДП - автоматическая аргонно-дуговая сварка плавящимся электродом.
Для обозначения аргонно-дуговой сварки вольфрамовым электродом:TIG - Tungsten Inert Gas (Welding) - сварка вольфрамом в среде инертных газовGTAW - Gas Tungsten Arc Welding - газовая дуговая сварка вольфрамом
Общие характеристики аргонно-дуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонно-дуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120-240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.(рис.1)
Технология аргонно-дуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рис.1 Аргонно-дуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3-5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
2 Применение, преимущества и недостатки аргонно-дуговой сварки
Основная область применения аргонно-дуговой сварки неплавящимся электродом - соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом - один из основных способов соединения титановых и алюминиевых сплавов.
Сварка алюминия
Аргоновая сварка в настоящее время широко применяется при ремонте различных узлов и агрегатов автомобиля, таких как радиатор, конденсор, поддон картера, деталей КПП, блок двигателя, различных силуминовых кронштейнов, кондиционерных трубок и т.д. При этом особенностью аргонно-дуговой сварки является возможность применения этой технологии во многих смежных областях. Аргонная сварка позволяет проводить полный спектр сварочных работ с такими металлами как алюминий, нержавеющая сталь, титан, медь, силумин, дюралюминий, а также цветными и черными металлами. Технология аргонно-дуговой сварки алюминия. Аргонная сварка не имеет ничего общего с пайкой или плазменным напылением. Сварка алюминия - процесс сложный и требующий от специалиста высокой квалификации. В первую очередь это связано с химическими особенностями алюминия. При нагреве алюминия и его соприкосновении с кислородом воздуха, на поверхности образуется пленка окисла, которая препятствует работе с ним с использованием обычной электродуговой сварки. Для предотвращения взаимодействия нагретого алюминия с содержащимся в воздухе кислородом применяют один из инертных газов, а именно аргон. Для сварки применяют тугоплавкие электроды из вольфрама. Электрод окружен керамическим соплом, из которого под высоким давлением к месту сварки нагнетается аргон. Благодаря этому в области сварки аргоном поддерживается среда с очень низким содержанием кислорода, что позволяет держать электрическую дугу между деталью и окончанием неплавящегося электрода. Главная цель создаваемой таким путем электродуги - это плавка самой детали и присадочной проволоки. Аргонная сварка также подходит для различных сплавов. Присадочный материал выбирается близкий по составу к металлу, из которого изготовлена деталь. Сварка выполняется с двух сторон, шов получившийся после дуговой сварки с аргоном, представляет собой единое целое со свариваемыми деталями, что позволяет обеспечить прочность, герметичность, и долговечность будущего изделия.
Сварка нержавеющих сталей, и черных металлов
Изделия из нержавеющей стали изготавливают методом сварки, штамповки и механической обработки. За счет обладания антикоррозионными свойствами нержавеющая сталь заняла лидирующее место в сфере деятельности человека,ее применяют во всех отраслях начиная от пищевой и заканчивая тяжелым машиностроением. Нержавеющая сталь это материал очень практичный ,договечный, и даже в какой то степени благородный. Выбор метода сварки зависит от марки стали назначения, и не во всех случаях получаются равнозначные механические и корозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию,что связано с физическими свойствами и структурными изменениями,пртекающими в прцессе нагрева металла под сварку, прцессами , протекающими во время плавления и застывания литого металла, и процессами протекающими при охлаждении в сварном шве. Процесс сваривания нержавеющих сталей достаточно кропотливый и трудоемкий. Прежде всего сваривание нержавейки необходимо проводить в среде защитных газов (аргон). Качество сварного соединения зависит от подготовки свариваемых поверхностей. Пленку из оксида, которая образуется в процессе сваривания, нужно удалить. Изделия или элементы конструкции из нержавеющей стали свариваются при помощи электродов из вольфрама, на которые подается постоянный ток. Сама сварка производится плавно, на короткой дуге углом вперед. Угол между электродом и присадочным материаллом должен быть равным примерно 90 гр.,подача присадочного материалла должна присходить постоянно. По окончанию сварочного процесса, аргон, или другой защитный газ, нужно подавать пока температура металла не снизится до 400 С. После сварки на поверхности сварного соединения образуется пористый оксидный слой, содержащий в основном хром. Этот слой в значительной степени ослабляет стойкость сопротивления к корозии. Хром оксидного слоя в основном материалле возникает из стали, вследствие чего под оксидным слоем образуется т. н. со сниженным содержанием хрома. Если существует необходимость, что бы стойкость сварного соединения к коррозии была столь же высокой, как и у основного материалла, оксидный слой и зону со сниженным содержанием хрома следует удалить, т. е. сварное соединение должно пройти последующую обработку.
Сварка титана
Титан и его сплавы благодаря высоким физико-химическим свойствам все больше применяют в качестве конструкционного материала для авиационной и ракетной техники, химического машиностроения, приборостроения, судо- и машиностроения, в пищевой и других отрослях прмышленности. Титан почти в два раза легче стали, его плотность 4,5 г/см3, он обладает высокими механическими свойствами, коррозионной стойкостью при нормальных и высоких температурах иво многом активных средах, теплопроводность титана почти четыре раза меньше теплопроводности железа. Сварка титана затруднена его способностью активно взаимодействовать с газами при нагреваниии. Уже при температуре450 С образуются оксид титана TiO2 и слой окалины, насыщенный кислородом и называемый альфированным слоем. Такой слой при сварке способствует образованию трещин. Содержание кислорода в титановых сплавав допускается не более 0.015%. Азот активно взаимодействует с титаном, повышая его прочность и снижая пластичность. Содержание азота в сплавах титана допускается не более 0,04-0,05%. Вследствие активного взаимодействия титана и его сплавов с газами, электроды с покрытием не обеспечивают требуемого качества сварного соединения и не применяется дуговая сварка. Применяют ручную дуговую сварку вольфрамовыми электродами в аргоне, гелии или в их смеси. Сварку с местной защитой производят, подавая газ через сопло горелки, иногда с насадками, увеличивающими зону защиты. С обратной стороны стыка деталей устанавливают медные подкладные планки с канавкой, по длине которой равномерно подают аргон. При сложной конструкции деталей, когда осуществить местную защиту сложно, сварку ведут с общей защитой в камерах с контролируемой атмосферой. Это могут быть камеры-насадки для защиты части свариваемого узла (жесткие камеры из металла) или мягкие из ткани со смотровым окном и встроенными рукавицами для рук сварщика. В камеры помещают детали, сварочную остнастку и горелку. Для крупных ответственных узлов применяют обитаемые камеры обьемом до 350м3, вкоторых устанавливают сварочные автоматы и манипуляторы. Камеры ваккумируются, затем заполняются аргоном, через шлюзы в них входят сварщики в скафандрах. Аргоно дуговой сваркой вольфрамовым электродом детали толщиной 0.5-1.5 мм сваривают в стык без зазора и без присадки, а толщиной более 1.5 мм - с присадочной проволокой. Кромки свариваемых деталей и проволока должны зачищаться так, что бы был снят насыщенный кислородом альфированный слой. Проволока должна пройти ваккумный отжиг при температуре 900-1000С в течении 4 ч. Сварку ведут на обычных установках для аргонно-дуговой сварки неплавящимся электродом на постоянном токе прямой полярности. На сварочной горелке закрепляется специальная насадка для защиты инертным газом от воздуха участков металла с температурой 250-300 С и выше. Размеры этих участков, определяются расчетами по формулам распространения тепла в металлах при сварке. Обратную сторону шва защищают с применением специальных насадок и подкладок.
3 Сравнение оборудования аргонно-дуговой сварки
Сварочный аппарат TETRIX 180 activArc для аргонно-дуговой сварки неплавящимся электродом в среде инертного газа TiG и ручной дуговой сварки MMA постоянным током. Сварочный аппарат TETRIX 180 activArc.
Область применения: химическая и пищевая промышленность, машиностроение, автомобилестроение, приборостроение, судостроение, изготовление резервуаров и контейнеров, строительство систем отопления и вентиляции, производство трубопроводов, художественные ремесла, монтажные работы, и многое другое.
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ
- Удобное однокнопочное управление - прямой доступ ко всем сварочным параметрам;
- EWM-activArc®- мощная TIG-дуга, более быстрая, качественная и простая сварка во всем диапазоне мощности;
- Прочный небьющийся пластик обеспечивает функциональность и надежность при падении и ударах;
- Большой диапазон рабочего напряжения (138-265 В), благодаря которому возможна неограниченная работа на генераторах, слабых сетях, с кабельными барабанами и длинными (до 50 м) кабелями питания;
- Идеальные характеристики зажигания и процесса сварки благодаря инверторному источнику EWM;
- Оптимально для широкого круга задач;
- Максимальная экономичность;
- Максимальная производительность;
- Эргономичность, прочное и компактное исполнение;
- Наглядное размещением органов управления, интуитивно понятное управление, доступное каждому;
- Возможность выбора разных панелей управления;
- Удобство технического обслуживания благодаря удобному расположению узлов внутри аппарата;
- Защита от перегрева благодаря встроенному реле;
Диапазон регулирования сварочного тока 5-180А
ПВ при температуре окружающей среды 40°С
Сила тока при ПВ 35% 180A
Сила тока при ПВ 60% 150А
Сила тока при ПВ 100% 120А
Напряжение сети 1х230 В (-40%;+15%)
Напряжение холостого хода 90В
Частота тока в сети 50/60Гц
Сетевой предохранитель 1х16А
Максимальная потребляемая мощность 5,5 кВА
Рекомендуемая мощность генератора 7,5 кВА
COS φ 0,94
Класс защиты IP23
Габариты аппарата в полной комплектации (ДхШхВ), мм 475х180х295
Масса аппарата 8,9 кг
Сварочный аппарат PICOTIG 190 AC/DC для аргонно-дуговой сварки неплавящимся электродом в среде инертного газа TiG и ручной дуговой сварки MMA постоянным и переменным током. Сварочный аппарат PICOTIG 190 AC/DC.
Область применения: химическая и пищевая промышленность, приборостроение, судостроение, изготовление резервуаров и контейнеров, систем отопления и вентиляции, художественные ремесла, монтажные работы, и многое другое.
Характерные особенности
- Отличные характеристики сварки алюминия и его сплавов;
- Цифровая индикация сварочного напряжения или сварочного тока;
- Сварка Tig c высокочастотным зажиганием (HF) и контактным зажиганием дуги;
- Сварка штучными электродами в форсированном режиме (Arcforcing), функция против прилипания электрода (Antistick), горячий старт (Hotstart) - надежное зажигание дуги;
- Максимальная универсальность благодаря модульной концепции аппарата;
- Расширение возможностей в зависимости от потребностей без дополнительных инструментов;
- Идеальные характеристики зажигания и процесса сварки благодаря инверторному источнику EWM;
- Оптимально для широкого круга задач;
- Максимальная экономичность;
- Максимальная производительность;
- Максимальная мобильность и компактность;
- Все узлы системы распознаются автоматически и могут комбинироваться в любом порядке без дополнительных инструментов;
- Эргономичность, прочное и компактное исполнение;
- Наглядное размещением органов управления, интуитивно понятное управление, доступное каждому;
- Возможность выбора разных панелей управления;
- Продуманная конструкция корпуса и система вентиляции, позволяющая увеличить продолжительность включения и минимизировать загрязнения внутри аппарата;
- Удобство технического обслуживания благодаря удобному расположению узлов внутри аппарата;
- Защита от перегрева благодаря встроенному реле;
- Большой допуск колебаний сетевого напряжения;
Технические Характеристики
Диапазон регулирования сварочного тока 3 A - 190 A
Продолжительность включения при температуре окружающей среды 25°С / 40°С
Сила тока при ПВ 40% - / 190А
Сила тока при ПВ 50% 140А / 140А
Сила тока при ПВ 60% 190А / 150А
Сила тока при ПВ 100% 150А / 120А
Напряжение сети 1 x 230 V (-40 % - +15 %)
Частота тока в сети 50/60Гц
Сетевой предохранитель 3?16А
Максимальная потребляемая мощность 5,6 кВА
Рекомендуемая мощность генератора 8,1 кВА COS φ 0,94
Габариты (Д?Ш?В), мм 600x205x415
Масса сварочного аппарата 16,5 кг
Вывод: чем дороже аппарат, тем больше его технические возможности, а значит и более производительней.
rem-svar.ru
www.samsvar.ru
Аргонодуговая сварка, собранная своими руками
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.

Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.

Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.

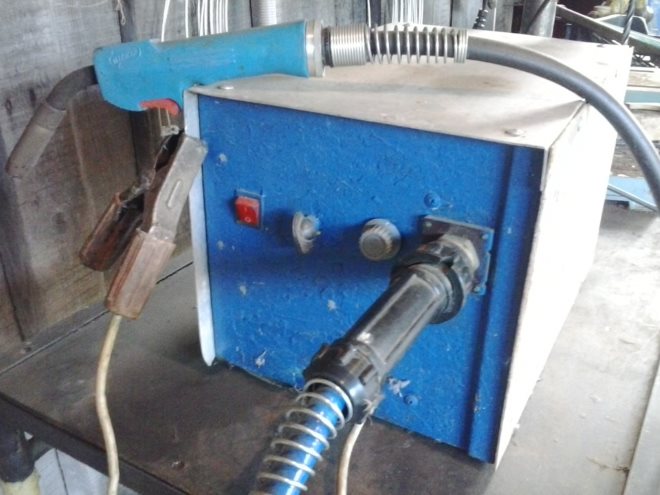
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.

Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
zavarimne.ru
Аргонная сварка - принцип работы
Несмотря на то, что аргонная сварка нашла применение почти во всех сферах деятельности, не каждый человек знает, в чем же состоит процесс варки. Вообще имеется несколько типов сварки и отдельного внимания заслуживает именно такой вид сварки.  Аргонная сварка принцип работы заключается на совокупности электро — и газовой сварки. От газовой сварки здесь сохраняется метод работы самого сварщика, а от электросварки присутствует дуга. Аргонная горелка выполняется из нескольких составляющих деталей. Главным элементом считается электрод, который выполняется из тугоплавкого вольфрама. Электрод обрамляется при помощи сопло из керамики, сквозь которое напрямую проходит газ аргон. Он необходим для того, чтобы препятствовать попаданию кислорода на участки сварки. Если сделать предположение, что сварочные работы будут осуществляться без аргона, то стоит помнить, что алюминиевые элементы могут просто загореться. Первым этапом сварочного процесса считается подача массы на деталь, которая подвергается сварке. В одной руке сварщика, как правило, находится горелка, а в другой размещается специальная присадочная проволока.
Аргонная сварка принцип работы заключается на совокупности электро — и газовой сварки. От газовой сварки здесь сохраняется метод работы самого сварщика, а от электросварки присутствует дуга. Аргонная горелка выполняется из нескольких составляющих деталей. Главным элементом считается электрод, который выполняется из тугоплавкого вольфрама. Электрод обрамляется при помощи сопло из керамики, сквозь которое напрямую проходит газ аргон. Он необходим для того, чтобы препятствовать попаданию кислорода на участки сварки. Если сделать предположение, что сварочные работы будут осуществляться без аргона, то стоит помнить, что алюминиевые элементы могут просто загореться. Первым этапом сварочного процесса считается подача массы на деталь, которая подвергается сварке. В одной руке сварщика, как правило, находится горелка, а в другой размещается специальная присадочная проволока.
Затем, после нажатия на кнопку начинается осуществление подачи газа и появляется электрическая дуга. Именно она плавит сварочную проволоку и металл. Это делается за счет того, что преобразуется тепловая энергия. Защитный газ, идущий через сопоне позволяется попадать кислороду и азоту на место шва, что обеспечивает прочное и хорошее соединение металлических элементов. В течение процесса образуется некоторый зазор на месте плавления материала. Для его заполнения применяется присадочный металлический материал и электродная проволока.
Для того чтобы производить соединение деталей при помощи агронно-дуговой сварки, следует обеспечить как наличие самого гази, так и источника электричества, которое способствует образованию электрической дуги. Она дает возможность достичь рабочей температуры прогрева металла. Газ обычно приобретается в специальном баллоне и хранится под давлением, которое позволяет нагреть его в сварочной зоне. Специализированными организациями производится закачка газа в опустевшие емкости. Это намного дешевле, чем покупка новой емкости после того, как будет выработан приобретенный объем. Помимо источника газа для производства этого вида сварки невозможно обойтись без сварочного аппарата, позволяющего получить импульсивный, постоянный или переменный рабочий ток.
Оцените пожалуйста статью:
Еще материалы по теме:
 04.06.2014 Условное обозначение сварных швов на чертежах Самой распространенной технологией обработки металла является сварка. Она применяется на многих производственных предприятиях, для получения крепких соединенных деталей. Все изделия […]
04.06.2014 Условное обозначение сварных швов на чертежах Самой распространенной технологией обработки металла является сварка. Она применяется на многих производственных предприятиях, для получения крепких соединенных деталей. Все изделия […] 20.05.2014 Узнайте какие бывают сварочные швы? Сварной шов это место сплава разных элементов одной конструкции, в результате кристаллизации расплавленного металла. От качества сварного шва зависит не только прочность, но и […]
20.05.2014 Узнайте какие бывают сварочные швы? Сварной шов это место сплава разных элементов одной конструкции, в результате кристаллизации расплавленного металла. От качества сварного шва зависит не только прочность, но и […] 30.07.2014 Аргонная сварка: особенности проведения работы Аргонная сварка работает с использованием инертного газа, а именно аргона. В процессе работы могут использоваться электроды для аргонодуговой сварки следующих двух видов:
- […]
30.07.2014 Аргонная сварка: особенности проведения работы Аргонная сварка работает с использованием инертного газа, а именно аргона. В процессе работы могут использоваться электроды для аргонодуговой сварки следующих двух видов:
- […] 04.03.2016 Как сваривают металл профессионалы
Сварочное дело возникло в 1802 году, когда русский академик В.В. Петров сделал открытие касательно электрической дуги. Это был первый научный шаг к тому, чтобы начать сваривать металлы […]
04.03.2016 Как сваривают металл профессионалы
Сварочное дело возникло в 1802 году, когда русский академик В.В. Петров сделал открытие касательно электрической дуги. Это был первый научный шаг к тому, чтобы начать сваривать металлы […]
svarkahome.com
Ручная аргонодуговая сварка неплавящимися электродами: технология, принципы работы, рекомендации
Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Описание технологии
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:
- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.
Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
tokar.guru
Аргонная сварка - выполнение своими руками

Часто при изготовлении ряда изделий возникает необходимость соединения различных цветных металлов, например, меди, алюминия, а так же легированных сталей. Выполнить подобные работы наиболее распространенными видами сварочных аппаратов – газовым и электродуговым не представляется возможным по ряду причин, обусловленных принципом их работы. На помощь для решения подобной проблемы приходит так называемая аргонная сварка, которая имеет второе название – аргонно-дуговая.

О принципе ее действия, необходимых расходных материалах, особенностях выполнения сварных швов своими руками и пойдет речь в нашей статье.
Особенности и принцип работы аргонной сварки
К явным преимуществам аргонной сварки можно отнести полное отсутствие шлака при выполнении шва, а это, в свою очередь, приводит к его высокому качеству и максимальной чистоте в умелых руках.
Кроме этого применение подобного вида соединения позволяет выполнить сборку изделий, состоящих из различных металлов, а так же позволяет выполнить швы сложной геометрической и пространственной формы.
Принципиально процесс работы аргонно-дуговой сварки состоит в следующем. На центральный электрод, который может быть как плавким, так и неплавким (вольфрам), подается электрический ток постоянного или переменного напряжения. Выбор конкретного вида токопроводящего стержня и электрического тока зависит от вида соединяемых металлов. Для обеспечения высокого качества шва, отсутствия шлака, связанного с отсутствием или сильным ограничением в зоне сварки количества кислорода, предназначена небольшая металлическая трубка с конусным наконечником, по которой подается инертный газ, обычно – аргон или гелий. Кроме него возможно использование и активных газов, таких как водород, азот и углекислый газ.

Высокая относительная масса этого газа позволяет ему вытеснить воздух из зоны горения дуги, предотвратив тем самым окисление получаемого шва. С целью заполнения сварочной ванны при работе с металлами достаточной толщины в область работы дополнительно вводят электрод – кусок проволоки небольшой толщины. При работе с деталями небольшой толщины дополнительный металл в рабочую зону не вводят.
Для выполнения соединения деталей аргонно-дуговой сваркой необходимо обеспечить как наличие газа, так и источник электричества, способствующий образованию электрической дуги, которая и позволяет достичь рабочих температур прогрева металлов. Газ, как правило, приобретается в специальных баллонах и хранится под определенным давлением, позволяющим нагнетать его в зону сварки. Специализированные организации производят закачку газа в опустевшие емкости. Это гораздо дешевле, чем приобретение новых емкостей после выработки приобретенного объема.
Кроме источника газа для осуществления этого вида сварки нельзя обойтись бес сварочного аппарата, который позволяет получить рабочий ток постоянный, переменный или импульсный.

К источнику напряжения традиционно подключаются два кабеля. Один – «масса» присоединяет отрицательный электрод к одной из соединяемых деталей. Он оснащается достаточно мощным зажимом, позволяющим зафиксировать его на металлах различной толщины.

Второй кабель оснащается рабочей форсункой для подачи газа с расположенным в ее центре сменным электродом, непосредственно образующим электродугу при сварке.

Рабочие моменты
Для управления процессом подачи электрического тока существуют несколько видов выключателей. Одни из них располагаются непосредственно на рукоятке с рабочим соплом.

Другие — педальные позволяют осуществлять процесс ногой.

Это связано с тем, что процесс соединения деталей аргонной сваркой предполагает участие обеих рук сварщика. Рабочая осуществляет поддержание дуги в рабочих параметрах, а не рабочая позволяет вводить дополнительный присадочный металлический стержень в зону работы.

В этом случае управлять процессом подачи электроэнергии удобно именно ногой.
Применение данного вида сварки может осуществляться как в ручном, так и в механическом режимах, что позволяет значительно увеличить качество работы и ее производительность.

При втором способе происходит постепенное перемещение рабочих частей сварочного аппарата с постоянной подачей в рабочую зону присадочной проволоки. Для начинающих сварщиков следует отметить один нюанс:


Перед установкой вольфрамового электрода непосредственно в рабочую форсунку необходимо выполнить его заточку под небольшим углом.

С этой целью приобретенные сменные элементы обрабатывают на заточном станке, постоянно поворачивая стержень вокруг своей оси.

Следует обратить внимание на то что форма электрода влияет на глубину проварки и форму шва.

Благодаря заостренной форме электрода можно добиться максимального качества работы и идеальной формы шва.

При выполнении аргонно-дуговой сварки необходимо постоянно помнить о соблюдении правил безопасности. Обязательными элементами являются наличие защитной плотной одежды и обуви, препятствующих повреждению кожного покрова тела. Категорически запрещается использование синтетических легкоплавких тканей, которые могут быть повреждены жидким металлом, отлетающим из рабочей зоны в виде брызг. Процесс дугообразования сопровождается и световым излучением высокой интенсивности. Защиту глаз осуществляют с помощью удобных очков или маски.

Выполнение сварочных работ не рекомендуется без использования рабочих перчаток. Лучшим материалом для этого аксессуара является прочная кожа достаточной толщины. Она не только защищает руки сварщика, но и позволяет контролировать процесс сварки.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации - нам интересно ваше мнение :)
Статьи, которые Вам будут интересны:
nashakrepost.ru
Аргонодуговая сварка : Построй свой дом
Размещено 28 декабря 2016в рубрике Сварка металлов | Прокомментировать

Продолжая тему сварки нельзя не поговорить о сварке с применением специальных газов. Их применение обусловлено наличием разнообразных металлов и сплавов, которые обычным способом соединить не получится. Вот о том, что такое аргонодуговая сварка, мы и поговорим в этой статье.
Аргонодуговая сварка технология и принцип работы
Аргонодуговая сварка является модификацией двух видов сварки – дуговой (электродный метод) и газовой. От первой она взяла высокую температуру электрической дуги, вызывающую плавление металла, от второй – наличие газа. Однако цели его применения при обычной и аргонодуговой сварке различны. В первом случае расходуется ацетилен, при сгорании которого выделяется теплота для плавления металла. Во втором – используется аргон, инертный газ, практически не вступающий в химические реакции, а, значит, хорошо предохраняющий место сварки от окисления путем создания вокруг него защитного облака.
Где используется аргонодуговая сварка
При слове «сварка», как правило, сразу приходит в голову что-то железное, однако порой возникает необходимость сплавить детали, изготовленные из нержавейки, чугуна, меди, латуни или их сплавов. Как правило, эти материалы поддаются обработке и с помощью обычной газовой сварки, но при ее использовании металл слишком сильно перегревается, что может привести к его короблению. Кроме того, многие цветные металлы активно взаимодействуют с кислородом и иными примесями в воздухе.
Сфера применения аргонодуговой сварки достаточно широка:
- Алюминий. Этот металл не меняет цвет при накаливании, что затрудняет его сварку с помощью обычной дуги, а если его нагреть при доступе кислорода, он может и вовсе воспламениться.
- Нержавеющая сталь. Тоже быстро окисляется при взаимодействии с кислородом воздуха. При охлаждении нержавейка может растрескаться, поэтому подачу газа продолжают еще некоторое время после формирования сварного шва, чтобы он остывал более равномерно.
- Чугун – высокоуглеродистый материал, сложно поддающийся обычным видам сварки.
- Титан. Аргонодуговая сварка является практически единственным способом его сварки, так как на воздухе он быстро окисляется, что ведет к растрескиванию сварного шва.
- Сталь с высоким процентом содержания углерода. Чтобы сварной шов был качественным, его нужно проковывать и медленно охлаждать.
- Медь. Обладает очень высокой теплопроводностью, что затрудняет применение других видов сварки, а аргонодуговая сварка производится при повышенной скорости подачи газа (не менее 150 л/час).
Как производится аргонодуговая сварка
Технология аргонодуговой сварки требует определенного навыка. Подача газа в зону сварки должна начинаться за 20 секунд до зажигания электрической дуги, прекращение подачи допустимо через семь-десять секунд после наложения сварного шва. Аргонодуговая сварка может проводиться как плавящимся, так и не плавящимся электродом. Использование присадочной проволоки зависит от толщины скрепляемых элементов.

Как правило присадочная проволока выполнена из того же материала, что и свариваемые детали, кроме никеля – он позволяет соединять неоднородные вещества. Основная деталь горелки – вольфрамовый электрод (не плавящийся), выступающий за пределы корпуса не более чем на 5 мм. Есть специальные таблицы, позволяющие правильно подобрать его диаметр с учетом размеров свариваемых элементов. Вокруг электрода размещено керамическое сопло для подачи аргона при сварке.
Первое, с чего начинается ручная аргонодуговая сварка – очистка поверхности деталей от жиров, окислов и механических загрязнений. Сварщик берет в одну руку горелку, в другую – проволоку для присадки. Держать горелку следует примерно в 2 мм от поверхности металла, иначе дуга оказывается слишком большой, металл плавится хуже, а шов оказывается широким, некрасивым и непрочным. Направление движения горелки – строго вдоль шва.
Какое оборудование применяется при аргонодуговой сварке

- Термоустойчивые керамические сопла для горелки.
- Горелка с плавящимся или не плавящимся электродом.
- Осциллятор, позволяющий получить дугу без соприкосновения электрода и поверхности металла, и обеспечивающий устойчивую дугу при использовании переменного напряжения.
- Реостат для плавного регулирования силы тока между металлом и электродом. Если в наличии имеется профессиональный аппарат для аргонодуговой сварки, он может иметь встроенный реостат.
- Источник напряжения – трансформатор или инвертор.
Технология аргонодуговой сварки довольно сложна, однако она имеет ряд преимуществ. Во-первых, с ее помощью можно быстро получить аккуратный шов, во-вторых, она хорошо воздействует на металлы, которые нельзя соединить другим способом и в-третьих, такая сварка доступна для проведения сварных работ в домашних условиях, а, значит, не требует дорогостоящих услуг специалиста.
В следующей статье я расскажу о точечной контактной сварке металлов.
Рекомендую еще почитать:
Kомментарии
www.ocenin.ru
Автоматическая аргонодуговая сварка неплавящимся электродом
Использование аргонодуговой сварки в промышленности во многом расширило использование различных видов металла, а также обеспечило сварке более прочные позиции. Автоматическая аргонодуговая сварка неплавящимся электродом является одним из примеров пика развития данной технологии. Аргон обеспечивает надежную защиту сварочной ванны от влияния внешних факторов, благодаря чему существенно снижается вероятность появления брака и даже мелких дефектов. Он не вступает в реакцию с металлами и воздухом, так что на данный момент является одним из лучших материалов в соотношении цены и качества. Возможность использования данной технологии в автоматических машинах позволяет сделать процесс производства более дешевым, исключить человеческие ошибки и наладить серийный выпуск металлических изделий.

Автоматическая аргонодуговая сварка
Область применения 
Данная технология применяется только на различных предприятиях по выпуску металлоконструкций. Это обусловлено дороговизной используемого оборудования, сложностью настройки и прочими нюансами. Вручную сварить одну-две детали намного проще, чем настраивать автоматические машины. Это целесообразно только при достаточно больших загрузках. Системы являются универсальными и могут перестраиваться под заданный предел параметров. Автоматическая аргонодуговая сварка используется для высоколегированных металлов, цветных, а также для разнородных, с чем не может справиться какой-либо другой вид. Если ручная разновидность применяется для ремонта, то эта служит преимущественно для сваривания новых деталей.
Преимущества
Автоматическая сварка обладает следующим рядом преимуществ:
- Процесс соединения происходит быстро, особенно, если речь идет о нескольких одинаковых операциях;
- Швы получаются высокого качества, так как аргон дает надежную защиту;
- Есть возможность соединять разнородные металлы, с которыми не может справиться другая технология;
- Исключается фактор человеческих ошибок;
- На обслуживание установки требуется минимальное количество людей.
Недостатки
Здесь также имеется ряд существенных недостатков, ограничивающих сферу применения автомата:
- Невозможно сварить любой шов, так как для этого нужно перестраивать всю систему, а некоторые из вариантов могут не подойти по параметрам, тогда как вручную это не составит труда сделать;
- Высокая дороговизна техники, так что даже не каждое производство может позволить себе подобное оборудование;
- Ограниченность параметров настроек в определенных пределах;
- Если во время работы произойдет сбой, то бракованной может оказаться вся партия изделий.
Режимы сварки
Толщина основного металла, мм | Величина зазора, мм | Диаметр присадочного материала, мм | Сила тока, А | Напряжение, В | Скорость наплавки шва, м/ч | Расход газа, литры/мин | Как проводится сварка |
0,8 | 0-0,5 | 0,8 | 110 | 17,5-19 | 40-85 | 6-7 | На прокладке из меди |
1 | 1 | 125 | 18-20 | 30-55 | 7-8 | ||
| 1 | 1,2 | 135 | 18-20 | 40-85 | 7-8 | На весу или на прокладке из меди | |
1,2 | 0-0,5 | 1,2 | 135 | 18-20 | 30-55 | 6-8 | На прокладке из меди |
150 | 40-80 | 7-8 | На весу или на прокладке из меди | ||||
| 2 | 0-0,5 | 1,4 | 200 | 19-22 | 30-70 | 8-9 | На весу |
5 | 0-1 | 2 | 350 | 21-35 | 30-45 | 9-15 |
Принцип работы и технология
Автоматическое оборудование для аргонодуговой сварки работает по той же технологии, что и ручное. Здесь металл расплавляется при помощи дуги, которая защищена аргоном от негативного воздействия внешней среды. Но здесь все управляется при помощи автоматов. Человек задает нужную программу и техника выполняет все самостоятельно на заданных параметрах.

Автоматическая аргонодуговая сварка неплавящимся электродом
Тут проводится одно соединение металлических изделий одинаковой формы, идущих одно за другим. Этот процесс может осуществляться беспрерывно, пока идет снабжение расходными материалами.
При выборе режимов нужно учитывать не только те параметры, которые будут задействованы во время работы, чтобы не пропалить металл и проварить его на нужную глубину. Здесь также нужно учесть особенности пространственного положения и прочее. Основная работа сварщика заключается в правильной подготовке и проверке материалов, выбора нужного режима, а также контроль процесса.
«Важно!
Для работы на каждой модели установки потребуется свое обучение специалиста.»
Сварочные материалы и оборудования
В качестве основных сварочных материалов и используемого оборудования применяются следующие вещи:
- Сварочная проволока – основной расходный материал, который применяется для наплавки металла шва;
- Неплавкий электрод – инструмент для создания и поддерживания электрической дуги;
- Горелка – служит для подачи газа;
- Аргон – основной защитный газ;
- Автоматическая система для подачи заготовок и управления сварочными инструментами.
Техника безопасности
Практически все правила техники безопасности касаются здесь предварительной подготовки. Ведь если все будет хорошо подобрано, то вероятность возникновения опасной ситуации становится минимальной. Специалист не должен проводить процедуры настройки и ремонта при включенном аппарате. Источник газа должен находиться на расстоянии от 10 метров от источника огня. Во время автоматического процесса сваривания не разрешается проводить ни каких манипуляций, так как это может не только помешать технологии сваривания, но и навредить здоровью.
Заключение
Среди всех разновидностей, которые используются в современной промышленности, автоматы являются одними из наиболее сложных и высокотехнологичных изделий. В свою очередь, аргонодуговая сварка является лучшим решением для сложно свариваемых металлов. Объединение данных вещей позволило создать высококачественное оборудование для сварки сложных деталей. Для промышленности это стало настоящим прорывом, так как работа, выполняемая большим количеством людей, теперь может проводиться одной машиной и намного быстрее.
svarkaipayka.ru