







Сварочный полуавтомат Форсаж-502 базовая модификация (ГРПЗ). Форсаж полуавтомат
Источник для полуавтоматической сварки Форсаж- 200ПА
Технические характеристики "Форсаж- 200ПА"
| Электропитание, В | однофазная сеть 220 В 50 Гц |
| Основной режим работы | MIG/MAG |
| Дополнительные режимы работы | MMA, TIG |
| Диапазон регулирования напряжения в режиме MIG/MAG, В | 14-28 |
| Диаметр электрода, мм | 1,6-5 |
| Диапазон регулирования сварочного тока, А | |
| - режим ММА | 15-200 |
| Напряжение холостого хода, В | |
| - в активном режиме | 70 |
| Процент нагрузки, % | |
| - при сварочном токе 140А | 100 |
| - при сварочном токе 160А | 80 |
| - при сварочном токе 200А | 40 |
| Максимальная мощность сети питания, кВА | 11 |
| Диаметр сварочной проволоки, мм | 0,6-1,0 |
| Диаметр катушки проволоки, мм | 200 |
| Регулируемое время продувки газа, с | |
| - перед сваркой | 0-0,5 |
| - после сварки | 0-10 |
| Скорость подачи проволоки, м/мин | 1,0-12,0 |
| Регулируемое время растяжки дуги, с | 0-0,5 |
| Мощность мотора редуктора, ВА | 40 |
| Число роликов механизма подачи, шт | 2 |
| Индикация и управление | |
| Цифровая индикация установленных и текущих параметров | + |
| Габаритные размеры, мм | 445х245х335 |
| Масса, кг | 12,5 |
| Рабочий диапазон температуры окружающей среды, °С | -20... +40 |
Универсальный однофазный сварочный аппарат ФОРСАЖ-200ПА предназначен для полуавтоматической сварки (режим MIG/MAG) в среде инертных и активных газов и их смесей деталей из углеродистых и легированных сталей сварочной проволокой диаметром от 0,6 до 1,0 мм, а также для ручной электродуговой сварки (режим ММА) штучными плавкими электродами любой марки диаметром от 1,6 до 5,0 мм при дуге, образованной постоянным током, регулируемым в диапазоне от 15 до 200 А.
Оригинальные схемно-технические решения, реализованные на элементной базе от лучших зарубежных производителей, применение встроенного 2-х роликового механизма подачи проволоки «COOPTIM» (Венгрия) под катушку диаметром 200 мм обеспечивают высокое качество сварки.
Сварочный полуавтомат инверторного типа ФОРСАЖ-200ПА имеет возможность настройки параметров сварки под конкретную деталь с сохранением их в памяти аппарата. Это позволяет обеспечить высокую производительность сварочных работ и хорошее качество конечного результата, а также значительно упростить сам процесс сварки.
Аппарат обеспечивает стабильные сварочные свойства при снижении напряжения питания сети до 140 В при работе с электродами диаметром до 3,0 мм и сварочной проволокой 0,6 мм.
Благодаря автоматическому управлению работой вентилятора значительно снижаются объемы энергопотребления и попадания пыли внутрь сварочного аппарата.
Основные преимущества сварочного полуавтомата инверторного типа ФОРСАЖ-200ПА:
• Универсальность;
• Высококачественное формирование шва;
• Возможность осуществления продолжительного цикла работ;
• Электронная стабилизация выходных параметров;
• Работоспособность при снижении напряжения питания до 140 В;
• Малое энергопотребление;
• Защита от пыли за счет эффективного управления работой вентилятора.
Функциональные возможности сварочного полуавтомата ФОРСАЖ-200ПА:
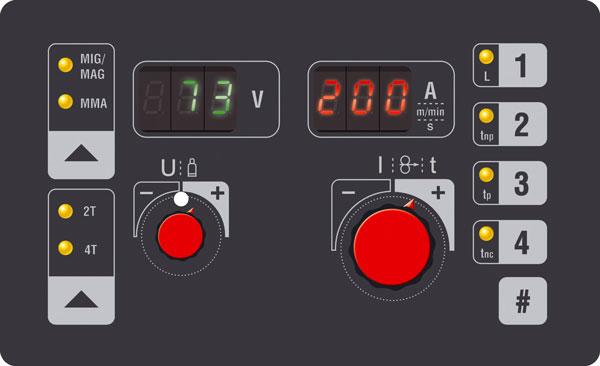
• Установка и контроль сварочного тока и напряжения по цифровым индикаторам;
• Режимы управления от горелки - двухтактный и четырехтактный;
• Регулировка времени продувки газа до и после сварки, растяжки дуги в режиме MIG/MAG;
• Регулировка скорости нарастания тока К.З. (электронная индуктивность) в режиме MIG/MAG;
• Хранение в памяти 4-х пользовательских программ в режиме MIG/MAG;
• Функции ARC FORCE, HOTSTART, ANTISTICK в режиме ММА;
• Запись в память фактических значений выходного тока и напряжения;
• Автоматическое сохранение настроек сварочного инвертора после 1 мин устойчивой работы;
• Автоматическое отключение при перепадах напряжения сети;
• Автоматическая защита при перегреве и при аварии;
• Работа от передвижных электростанций мощностью не менее 14 кВ•А;
• Возможность TIG-сварки при использовании специальной горелки.
Наполняется...
Наполняется...
www.purm.ru
Форсаж-302 — Сварочный полуавтомат | SVARMA.ru
Сварочный полуавтомат инверторного типа Форсаж-302 разработан на приборном заводе в Рязани и является образцом передовых технологий, совместивших исследования конструкторской базы мировых сварочных брендов и инженерную мысль российских разработчиков. Оборудование отличается высочайшей надёжностью и способно обеспечить практически мгновенный поджиг дуги, стабилизацию тока, небольшую энергоёмкость.
Сварочный полуавтомат Форсаж-302 (ГРПЗ) оснащен удобными элементами управлениями, что делает работу более комфортной. Большой диапазон регулирования силы тока, высочайшая мощность, максимальный диаметр проволоки до 1.2 мм. Силу тока можно изменять в диапазон от 20 - до 315А
Форсаж-302 используется для высокоточной сварки сложных металлоконструкций в энергетической отрасли, нефте- и газопереработке, строительно-монтажных областях промышленности и на судоверфях.
Особености аппарата Форсаж-302
 | Прочность Корпус сварочного инвертора выполнен из металла, что повышает прочность и долговечность аппарата. |
 | Удобство а транспортировке Рукоятка инвертора обеспечит надежный хват и упростит транспортировку. |
 | Визуальный контроль Световые индикаторы помогут оператору определить рабочие параметры аппарата (подключение аппарата в сеть, термозащита). |
 | Быстрое подключение Специальные разъемы дают возможность быстро подключить сварочные кабели и приступить к работе. Надежное соединение исключает потери тока и нагрев в местах контакта. |
Преимущества
- Возможность устанавливать и контролировать параметры сварки по индикаторам цифровой панели с точностью до 0,1В и 1А
- При резких колебаниях напряжения в сети инвертор автоматически отключается
- Параметрами процесса можно управлять дистанционным способом
- Есть защитные системы, отключающие механизм при превышении рабочей температуры или при возникновении аварийной ситуации
- Наличие встроенного блока питания, он используется для подачи проволоки
- "Индуктивность", позволяющая удерживать наиболее подходящую скорость возрастания тока КЗ при полуавтоматическом сварочном процессе
- ANTISTICK – отключение тока через секунду после того, как электрод залип
- НОТ START усиление на 1 сек. тока для лёгкого поджига дуги
svarma.ru
Сварочные Полуавтоматы Форсаж
Напряжение питающей сети
-
По этим критериям поиска ничего не найдено
Потребляемая мощность (кВт)
Время продувки газом до сварки
-
По этим критериям поиска ничего не найдено
Время продувки газом после сварки
-
По этим критериям поиска ничего не найдено
Габариты
-
По этим критериям поиска ничего не найдено
Гарантия
-
По этим критериям поиска ничего не найдено
Диаметр сварочной проволоки
-
По этим критериям поиска ничего не найдено
Диаметр электрода
-
По этим критериям поиска ничего не найдено
Диапазон рабочей температуры
-
По этим критериям поиска ничего не найдено
Класс защиты
-
По этим критериям поиска ничего не найдено
Класс изоляции
-
По этим критериям поиска ничего не найдено
Количество роликов
-
По этим критериям поиска ничего не найдено
Максимальная масса катушки
-
По этим критериям поиска ничего не найдено
Масса
-
По этим критериям поиска ничего не найдено
Напряжение холостого хода
-
По этим критериям поиска ничего не найдено
Подающий механизм
-
По этим критериям поиска ничего не найдено
Постоянная нагрузка
-
По этим критериям поиска ничего не найдено
Рабочее напряжение MIG
-
По этим критериям поиска ничего не найдено
Рабочее напряжение TIG
-
По этим критериям поиска ничего не найдено
Рабочее напряжение ММА
-
По этим критериям поиска ничего не найдено
Разъем для подключения пульта ДУ
-
По этим критериям поиска ничего не найдено
Режим работы 2Т/4Т
-
По этим критериям поиска ничего не найдено
Сварочный ток (ПН 100%)
-
По этим критериям поиска ничего не найдено
Сварочный ток MIG
-
По этим критериям поиска ничего не найдено
Сварочный ток TIG
-
По этим критериям поиска ничего не найдено
Сварочный ток ММА
-
По этим критериям поиска ничего не найдено
Скорость подачи проволоки
-
По этим критериям поиска ничего не найдено
Смена полярности
-
По этим критериям поиска ничего не найдено
Функция "Горячий старт"
-
По этим критериям поиска ничего не найдено
Функция "Форсаж дуги"
-
По этим критериям поиска ничего не найдено
Функция Antistick
-
По этим критериям поиска ничего не найдено
Функция TIGLift
-
По этим критериям поиска ничего не найдено
Функция дожигания сварочной проволоки
-
По этим критериям поиска ничего не найдено
Частота питающей сети
-
По этим критериям поиска ничего не найдено
okt.gorizontplus.ru
Характеристики Сварочный полуавтомат Форсаж-502 базовая модификация (ГРПЗ)
Общая информация
Тип аппарата
Инверторный
Основной режим работы
Полуавтоматическая сварка (MIG/MAG)
Дополнительные режимы работы
Аргонодуговая сварка (TIG), Ручная дуговая сварка (MMA)
Основные характеристики
Напряжение сети
380 В
Диапазон рабочего напряжения
от 323 до 418 В
Максимальная сила тока
500 А
Продолжительность включения (ПВ)
60 %
Сила тока при ПВ 100%
400 А
Максимальная потребляемая мощность
27,7 кВА
Режим MIG/MAG
Диапазон сварочного тока MIG/MAG
от 20 до 500 А
Механизм подачи проволоки
Раздельный
Синергетика
нет
Сварка порошковой проволокой (FCAW)
да
Диаметр сплошной сварочной проволоки
от 0,8 до 1,6 мм
Диапазон регулирования напряжения
от 15 до 40 В
Импульсный режим (MIG/MAG)
нет
Система охлаждения горелки (MIG/MAG)
Воздушная
Напряжение питания механизма подачи
24 В
Режим TIG
Импульсный режим (TIG)
нет
Способ возбуждения дуги
Контактный
Тип горелки TIG
Вентильная
Система охлаждения горелки (TIG)
Воздушная
Режим MMA
Диаметр электрода
от 1,6 до 5 мм
Диапазон напряжения холостого хода MMA
от 55 до 80 В
Функция VRD
есть
Напряжение холостого хода с VRD
12 В
Быстрый поджиг (Hot Start)
есть
Стабилизация дуги (Arc Force)
есть
Антизалипание электрода (Anti Stick)
есть
Система защиты
Защита от перегрева
есть
Автоматическое отключение
есть
Класс защиты
IP21
Класс изоляции
B
Дополнительная информация
Цифровой дисплей
есть
Защитное стекло
нет
Работа при пониженном напряжении
да
Дополнительные возможности
Дистанционное управление, Работа от электрогенератора
Рабочий диапазон температуры окружающей среды
от -40 до 40 °С
Родина бренда
Россия
Страна производителя
Россия
Сфера применения
Для промышленности
Аттестация (сертификат)
Без аттестации
Конструкция
Элементы транспортировки
Ручка, Пластиковые ножки
Конструкция источника
Длина источника
430 мм
Ширина источника
225 мм
Высота источника
435 мм
Вес источника
25,9 кг
svarma.ru
Форсаж-502 — Сварочный полуавтомат (базовая модификация)
Форсаж-502 —аппарат инверторного типа производственного назначения, обеспечивающий постоянную подачу сварочного тока силой до 500 А. Может быть использовано для процессов MIG/MAG - механизированного сварочного режима. В таком процессе используется проволока электродная порошковая сечением 0,8-1,6 мм. Работа ведётся совместно с агрегатами внешней её подачи, типа ФОРСАЖ-МП, или же подобными агрегатами других фирм-производителей (напряжение питания в этом случае должно составлять 24 В).
Кроме того сварочный полуавтомат инверторного типа Форсаж 502 (базовая модификация) может быть задействован и при электродуговой сварке в ручном режиме (ММА) . В этом случае используются плавкие электроды (универсального типа, или электроды постоянного тока) диаметром от 1,6 до 5,0 мм.
При комплектации TIG горелкой инвертор может быть использован для работы с медными или нержавеющими конструкциями при помощи неплавящихся вольфрамовых электродов в среде инертных газов (аргонодугового типа). Максимум потребляемой мощности составляет 27,7 кВА.
Особенности аппарата Форсаж 502
 | Контрольная панель Индикаторы контроля сварочного тока и напряжения показываются на панели в виде стрелок или цифр. |
 | Продолжительная работа На корпусе аппарата имеются отверстия для забора воздуха, необходимого для охлаждения. |
 | Надежность Металлический корпус обеспечит надежную защиту от повреждений внутренних частей сварочного инвертора. |
 | Точные показатели Цифровой дисплей точно показывает рабочие характеристики аппарата. |
Преимущества
- Возможность работы в течение длительного времени без перегрева
- Дистанционное управление
- Контролируемый режим холостого хода со снижением тока для безопасности персонала
- Питание от трехфазной сети 380
- Микропроцессорная система управления
svarma.ru
Сварочный полуавтомат Форсаж-200ПА: БЕСПЛАТНАЯ ДОСТАВКА и низкая цена при покупке в Москве
Универсальный однофазный сварочный инвертор Форсаж-200ПА для полуавтоматической сварки деталей и материалов в среде защитных газов и сварки штучными электродами.
Оригинальные схемотехнические решения, реализованные на элементной базе от лучших зарубежных производителей, применение встроенного 2-х роликового механизма подачи проволоки «COOPTIM» (Венгрия) под катушку Ø200 мм обеспечивают высококачественную сварку.
Моноблочное конструктивное исполнение аппарата позволило достигнуть высокой мобильности.
Особенности
- Установка и контроль сварочного тока и напряжения по цифровым индикаторам
- Работоспособность при снижении напряжения электросети до 140 В во всех режимах
- Режимы управления от горелки – двухтактный и четырех- тактный
- Регулировка времени продувки газа до и после сварки, рас- тяжки дуги в режиме MIG/MAG
- Регулировка скорости нарастания тока К.З. (MIG/MAG)
- Хранение в памяти 4-х пользовательских программ в режиме MIG/MAG
- Функции НОТ START, ARC FORCE и ANTISTICK в режиме ММА
- Запоминание фактических значений выходного тока и напряжения
- Автоматическое сохранение настроек сварочного инвертора после 1 мин устойчивой работы
- Работа от передвижных электростанций мощностью не менее 14 кВА
- Защита от перегрева, перегрузки или при аварии.
- Возможность сварки самозащитной проволокой за счет изменения полярности тока
- Комплект дооснащения (приобретается отдельно) для сварки с применением катушки Ø 300 мм
Панель управления аппарата
Комплект поставки
- Сварочный полуавтомат инверторного типа ФОРСАЖ-200ПА, 1 шт.;
- Руководство по эксплуатации, 1 шт.;
- Розетка ССИ-123 32А 2Р+РЕ ТУ3424-011-18461115-2009, 1 шт.;
- Вилка СХ0020, 2 шт.;
- Ролик DIA 30х10/22 0,8 – 1,0 V, 1 шт.;
- Ролик DIA 30х10/22 0,8 – 1,0 U, 1 шт.;
- Упаковка, 1 шт.;
- Для заказа дополнительных аксессуаров см. раздел Коды заказа ниже.
www.tiberis.ru
Форсаж-МП
НАЗНАЧЕНИЕ И РЕКОМЕНДАЦИИ
 Механизм подачи проволоки ФОРСАЖ-МП предназначен для работы в составе сварочных полуавтоматов при проведении сварочных работ в производстве, где необходима сварка деталей, узлов и сборок, изготовленных из углеродистых и легированных сталей.
Механизм подачи проволоки ФОРСАЖ-МП предназначен для работы в составе сварочных полуавтоматов при проведении сварочных работ в производстве, где необходима сварка деталей, узлов и сборок, изготовленных из углеродистых и легированных сталей.
Сварка производится в полуавтоматическом режиме с применением специальной электродной проволоки с диаметром 0,8 - 1,6мм в среде активных и инертных газов типа двуокиси углерода, аргона или их смесей.
Применение механизма подачи проволоки ФОРСАЖ-МП при проведении сварочных работ гарантирует:плавное регулирование скорости подачи электродной проволоки;стабильность процесса подачи электродной проволоки;простоту заделки кратера сварного шва с использованием режима "растяжки дуги";возможность работы в продолжительном режиме, а также в режиме регулируемых коротких швов;возможность двухтактного управления процессом подачи проволоки (путем нажатия и удержания кнопки управления в течение сварочного цикла) и четырехтактного (кратковременным включением и выключением кнопки управления в начале и в конце каждого сварочного цикла).
Механизм подачи проволоки ФОРСАЖ-МП может эксплуатироваться в следующих условиях:рабочая температура окружающего воздуха - от минус 40°С до + 40°С;влажность - до 98% при температуре + 25°С;вибрации с амплитудой до 0,5 мм и ускорением 1,5g в диапазоне частот от 1 до 35 Гц;транспортирование (в упаковке) при ударных ускорениях до 10 g с длительностью ударных импульсов 5 мс.
По степени защиты от поражения электрическим током механизм подачи проволоки ФОРСАЖ-МП относится к классу 0 ГОСТ 12.2.007.0-75.
При покупке механизма подачи проволоки необходимо:убедиться в отсутствии на упаковке и корпусе механических повреждений;проверить комплектность прилагаемой документации и аксессуаров;убедиться в правильном заполнении свидетельства о продаже, в котором должен быть проставлен заводской номер механизма подачи проволоки, наименование и штамп торгующей организации, разборчивая подпись продавца, дата продажи и адрес владельца механизма подачи проволоки.
После транспортирования или хранения механизма подачи проволоки при температуре ниже минус 40°С включение механизма подачи проволоки можно производить только после выдержки его в течение двух-трех часов при температуре не ниже минус 40°С.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
www.elpron.ru










