







Общие правила сварки судостроительных материалов. Полуавтоматическая сварка судовых конструкций
Из практики технолога. Полуавтоматическая сварка судовых конструкций малых толщин
Часть 1. Сварочная проволока
Корпуса большинства строящихся малых судов (катера, буксиры и т.п.) и судов внутреннего плавания изготавливают из сталей нормальной прочности (ГОСТ52927-2008) толщинами 4-7мм. Приступая к строительству судна необходимо выбрать способ сварки и сварочные материалы.Наиболее широко применяемым и хорошо освоенным способом сварки при строительстве корпусов судов является способ полуавтоматической сварки в среде СО2. На рынке сварочных материалов предлагается огромная номенклатура видов и марок сварочных проволок различных производителей.
Для выбора сварочной проволоки прежде всего надо иметь ввиду, что в зависимости от типа судна, а также от принятого принципиального технологического процесса строительства судна, протяженность сварных швов, выполняемых в нижнем положении (РА, РВ) составляет приблизительно 70% от общей протяженности, в вертикальном положении (РF,PG) около 20%,в горизонтальном и потолочном положениях (РЕ, РD, РС) около 10%.
Исходя из этого, предпочтительнее иметь сварочную проволоку одной марки с допуском Регистра к сварке во всех пространственных положениях.
Этому требованию удовлетворяют большое число порошковых проволок марок: PZ6113, HTW-711, MOST E71T-1, Pipeweld 70S-6, OK Autrod 12.66, Geka Elkor R71, Weld 71T-1 и др. и значительно меньшее число сварочных проволок сплошного сечения:SM-70, HPGS50-6, КС-28 и др. К сожалению, сварочных проволок марок типа св-08Г2С сплошного сечения от российских производителей, имеющих свидетельство об одобрении РМРС для сварки во всех пространственных положениях, в настоящее время нет (2014 г.).
Рассмотрим преимущества и недостатки порошковой (рутиловой) проволоки и проволоки сплошного сечения (типа св-08Г2С) применительно к сварке судовых конструкций с толщинами 4-7мм во всех пространственных положениях:
- стабильный , мелкокапельный процесс сварки порошковой проволокой и гладкая поверхность шва –несомненный плюс. Однако, внешний вид сварных швов, выполненных сплошной проволокой на современном сварочном оборудовании, имеет чистую, ровную поверхность и полностью покры- вается указанным уровнем качества по ГОСТ Р ИСО 5817-2009 и ИСО17637;
- производительность наплавки у порошковой (рутиловой) проволоки не значительно выше;
- малое разбрызгивание при сварке порошковой проволокой уменьшает зачистные операции, но не исключает полностью;
- расход защитного газа, несмотря на казалось бы дополнительную защиту жидкого металла шла- ком, на 30-40% выше, чем при сварке сплошной проволокой;
- повышенные послесварочные деформации секций корпуса судна, из-за более высокой погонной энергии процесса сварки порошковой проволокой, требуют проведения дополнительных операций по правке конструкций;
- высокая стоимость порошковой проволоки, почти в два раза превышающая стоимость проволоки сплошного сечения, дополнительный сдерживающий фактор широкого применения порошковой проволоки для сварки судовых конструкций малых толщин.
Часть 2. Сварка сверху-вниз
При сварке судовых конструкций тавровые и угловые соединения, выполняемые в вертикальном положении составляют до 20% от общей протяженности сварных швов. Поэтому повышение производительности сварки таких соединений дает ощутимый экономический эффект. Одним из способов достижения этой цели является применение полуавтоматической сварки в среде СО2 вертикальных швов методом сверху – вниз.На протяжении длительного времени во многих отраслях промышленности,в том числе и в судостроении, осторожно относились к сварке «на спуск». Этот метод применялся редко и только на очень малых толщинах. Так например, РД5Р 9083-92 (Основные положения по сварке корпусов стальных судов) допускал полуавтоматическую сварку сверху-вниз при толщине деталей до 2-х мм. В середине 90-х годов правилами Регистра были сняты ограничения на применение этого метода сварки, установлены требования, по исполнению которых верфи могут получить одобрение на его широкое применение.
До настоящего времени (2014 г.) полуавтоматическая сварка сверху-вниз применяется в незначительных объемах, в основном при изготовлении надстроек, рубок и др. тонкостенных конструкций.
Типичным дефектом угловых (тавровых) швов, выполненных методом сверху-вниз является не стабильное проплавление корня шва. Надежно выполняются однопроходные швы катетом 3,5-6 мм.
Швы с большим катетом, для надежного провара корня шва должны свариваться на подъем (снизу-вверх). Для получения гарантированного качества угловых(тавровых) швов необходимо тщательно подбирать и соблюдать оптимальные параметры процесса сварки, при которых достигается управляемый объем сварочной ванны, с формированием шва без усиления или со слегка вогнутой поверхностью.
При этом вогнутость не должна приводить к уменьшению заданного катета шва. Рекомендуется в период освоения этого метода сварки вести регулярный контроль параметров сварных швов.
Хорошие результаты достигаются при сварке сверху-вниз тавровых швов катетом 5мм судовых конструкций толщиной 6мм на следующих режимах:
| Марка проволоки | Диаметр проволоки, мм | Ток, А | Напряжение, В | Скорость сварки, см/мин | Вылет проволоки,мм | Расход газа, л/мин | Угол наклона горелки, град |
| SM-70 | 1,2 | 140-150 | 19-20 | 20 | 10--15 | 9--10 | 10--40 |
Экономические преимущества этого метода очевидны:
- высокая скорость сварки, обычно в 2-2,5 раза больше чем при сварке снизу-вверх;
- уменьшение деформаций свариваемых конструкций, благодаря малой погонной энергии процесса сварки, что сокращает объем работ по правке;
- практически исключаются запиловочные операции по исправлению геометрии сварных швов из-за отсутствия наплывов, подрезов, неплавного сопряжения сварного шва с основным металлом.
Часть 3. Подготовка кромок
Трудоемкость сварочных работ при изготовлении секций судов во многом зависит от качества сборки деталей под сварку, особенно от величины номинального зазора подготовленного под сварку соединения. По имеющимся данным более 50% протяженности стыкуемых соединений с V,К,Х-образными кромками собираются с минусовым допуском по сварочному зазору, при большом объеме пригоночных операций. При сварке таких соединений наблюдается недостаточная глубина проплавления корня шва с первой стороны соединения, что приводит к излишнему удалению металла корня шва с обратной стороны при выпиловке или воздушно-дуговой строжке, и в итоге - к перерасходу сварочных материалов и увеличению трудоемкости сварки металлоконструкций судна.Одной из главных причин этого является вырезка деталей с минимальными допусками или вообще в «чистый» размер по чертежу, то есть в исходных данных для программирования часто не учитывается величина номинального зазора под сварку, как самостоятельного звена размерной цепи. Для создания оптимальных условий сборки и сварки конкретной секции (узла) судна иногда проводится предпрограмная технологическая проработка по уточнению (изменению) конструктивных элементов кромок (зазор,притупление,угол разделки) деталей сварных соединений. В результате они могут существенным образом отличаться от общемашиностроительных стандартов (ГОСТ5264, ГОСТ14771 и др.).
Правильно выбранные типы сварных соединений и их конструктивные элементы позволяют заметно сократить трудоемкость при пригоночных работах и уменьшить до 30% трудоемкость сварочных работ и работ по правке сварных конструкций.
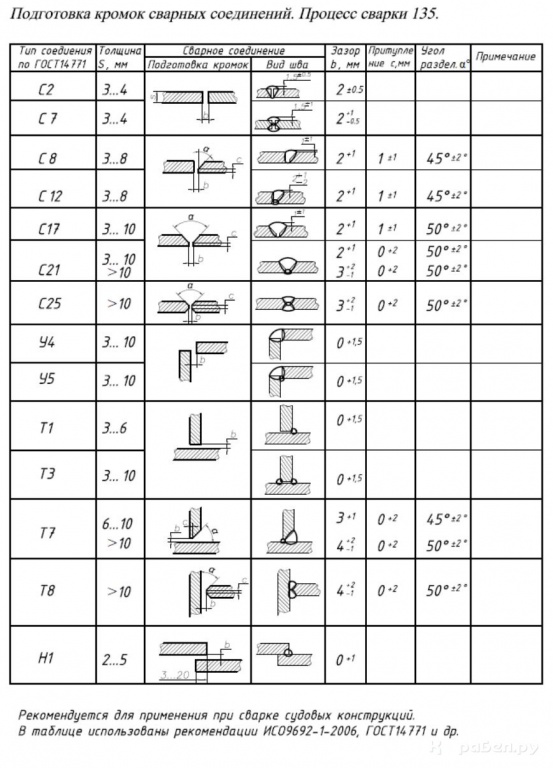
Ниже приводится таблица наиболее распространенных сварных соединений при изготовлении судовых конструкций с толщинами до 10мм (для С21, С25,Т7,Т8 более 10мм). В таблице использованы рекомендации ИСО9692-1 с более широкими полями допусков размеров конструктивных элементов кромок.
Таблица может быть полезна при разработке управляющих программ по вырезке деталей корпуса судна, а также для руководства при сборке конструкций под сварку.
Таблица см. Приложение.
Часть 4. Деформации - предупреждение
Известно множество способов предупреждения и регулирования сварочных деформаций. Ниже остановимся на мероприятиях простых в осуществлении, но дающих заметный результат по уменьшению деформаций при изготовлении секций корпусных конструкций малых толщин.На практике не менее 70% протяженности сварных швов судовых конструкций имеют завышенные высоту и ширину стыковых и катеты угловых, тавровых швов от назначенных чертежом параметров (по ГОСТ 14771-76). В этом случае, величина теплового воздействия и в итоге суммарный объем продольного укорочения на 30% выше номинального значения. Это естественно, приводит к дополнительному увеличению деформаций свариваемой конструкции при значительном перерасходе сварочных материалов (на 30-40%).Пути устранения этого фактора очевидны – стыковые швы следует выполнять с минимальным усилением, а угловые, тавровые швы с минимальными катетами швов обозначенных чертежом и таблицей сварки. Это достигается проведением регулярного контроля геометрических параметров сварных швов с помощью мерительного инструмента, шаблонов- сварщика. Положительный результат дают проведение инструктажей для сварщиков и контролеров перед новой работой.
Регулирование теплового воздействия в сторону его уменьшения весьма эффективно за счет технологических мер, таких как изменение порядка наложения шва. Приварку набора к полотнищу (обшивке) выполняют прерывистыми участками при соблюдении симметричности т.е. сначала выполняется отдельный участок шва, а затем после охлаждения и сварки других симметричных швов – сваривают оставшиеся участки между заваренными ранее. Весьма результативен хорошо известный обратно – ступенчатый метод сварки протяженных швов, особенно при сварке балок таврового набора, при этом рекомендуется спаривание однотипных тавровых узлов между собой с последующим их разделением после сварки и охлаждения.
Другим простым и эффективным методом уменьшения сварочных деформаций является закрепление конструкций перед сваркой. Закрепление производят по контуру свариваемой секции к стенду при помощи гребенок. Если имеется доступ под секцию с обратной стороны, то производится прихватка обшивки к стенду по центру секции. При невозможности постановки прихваток с обратной стороны устанавливают на секцию грузы, которые по мере выполнения сварки сдвигают в сторону, но не убирают до полного завершения и остывания сварных швов. Наконец, установка временных (технологических) ребер жесткости без помощи которых не обходится строительство ни одного судна. Временные жесткости устанавливаются вдоль свободных кромок секции для исключения их коробления в процессе сварки. Технологические жесткости устанавливаются также при сборке и сварке секций в объем на стапеле. Их рекомендуется сохранять на все время проведения сборочно-сварочных работ по отдельному району корпуса судна.
Применение описанных (см.ч.1,2,3,4) способов уменьшения деформаций, позволяет в большинстве случаев достигать точность изготовления судовых конструкций в пределах установленных допусков, что сокращает трудоемкость при сборке и правке, а также получать значительную экономию сварочных материалов.
Часть 5. Сварка на монтаже
Большой объем сборочно - сварочных работ при формировании корпуса судна на построечном месте выполняется в замкнутых помещениях и по условиям ведения работ оказываются весьма трудоемкими из-за большого числа пригоночных работ и проведения сварки в неудобных положениях.Это достигается применением совмещенных управляющих программ разметки линий притыкания набора и резки деталей на плазменных машинах с ЧПУ. Исходные данные при составлении таких программ берутся из математической модели строящегося судна. При этом точность нанесения линий разметки и вырезки деталей обуславливается только точностью механических систем машины.
В настоящее время (2014 г.) разработка и приобретение математической модели судна и средств автоматической разметки является достаточно дорогостоящим мероприятием, оправдываемым при значительной серии строящихся судов со сложными обводами корпуса. Несколько проще обстоит дело при строительстве судов, барж, понтонов, причалов и т.д. с прямыми обводами. Погрешностей при разметке и сборке плоских секций значительно меньше.
При монтаже достигается совмещение стыкуемых элементов секций в поле допусков, установленных требованиями технической документации (ОСТ5.9324-89),особенно, когда сборка секций и их монтаж производится одной бригадой судосборщиков.
На практике при изготовлении плоских секций, очень часто и порой безосновательно, оставляют недоваренными концы набора по монтажным кромкам, этим самым переносится значительный объем сварочных работ на монтаж. После чего доварку концов набора приходится выполнять в трудоемких вертикальном и потолочном положениях в замкнутых помещениях. Таким образом, повышая точность разметки и вырезки деталей, появляется возможность передавать на монтаж секции 100% готовности, что позволяет в 1,5 -2,0 раза уменьшить объем сварочных работ на монтаже корпуса судна.
Приложение к части 3.
|
| Подготовка кромок сварных соединений |
Часть 6. Сварка надстроек
В последнее время (за 2014 г.) резко возросли требования заказчиков к внешнему виду наружных поверхностей надстроек судов. В технические требования к договору на строительство судна часто заказчиком вносится допуск на бухтиноватость не более 2 мм на шпацию, в то время как по норма- тивным документам 4-5 мм. Широко применяемыми методами тепловой правки тонкостенных конструкций порой практически невозможно достичь требуемой заказчиком величины допуска.Для выхода из положения приходится производить установку многочисленных (дополнительных) выравнивающих ребер жесткости.
Отсюда видно, что одних технологических мер по предупреждению деформаций, изложенных в части 4 настоящей статьи, в случае ужесточения допусков на неровность наружных поверхностей надстройки, будет явно недостаточно.
Ниже предлагаются некоторые меры по борьбе с деформациями, осуществляемые на стадии проектирования тонколистовых судовых конструкций, которые совместно с известными технологическими мероприятиями облегчают решение поставленной задачи:
- применение гофрированных листов, деталей;
- увеличение толщины листов стенок надстройки, причем не по всему периметру, а только в местах открытых для обозрения, свободных от наружного навесного оборудования;
- применение в возможно большем объеме прерывистых односторонних, шахматных и точечных швов. Непрерывные (сплошные) швы оставлять в местах крепления оборудования и др.расчетных местах стенок надстройки;
- использование в качестве ребер жесткости новых видов профилей с ускоренным отводом тепла от зоны сварки. Так, например, весьма положительный результат по снижению сварочных деформаций был получен при использовании в качестве ребер жесткости прямоугольных и квадратных труб вместо уголка при изготовлении надстройки катера длиной 20 м, причем замену профиля произвели по настоянию владельца судна;
- уменьшение расстояния между ребрами жесткости стенок надстроек для уменьшения бухтиноватости обшивки после сварки в местах открытых для обозрения.
Часть 7. Прихватки
Сборка судовых конструкций характеризуется значительной протяженностью собираемых сопряжений. В связи с этим трудоемкость выполнения прихваток деталей корпуса и прихваток временных (технологических) креплений, сопутствующих сборке, составляет значительную долю общей трудоёмкости – до 15% от нормы на всю сборку. Расход сварочных материалов при выполнении прихваток по нормативной документации предусматривается в объёме 10% от общей массы наплавленного металла на строительство судна (на практике до 15%).Помимо перечисленных достаточно ощутимых материальных и трудовых затрат необходимо иметь ввиду, что не качественно выполненные прихватки могут являться весьма опасным источником возникновения дефектов в сварных соединениях, влияющих на работоспособность судовых конструкций в целом.Постановка прихваток требует определенного опыта и мастерства сварщика, задача которого обеспечить полный провар в местах их постановки, исключить резких перепадов сечения по концам прихваток, чтобы избежать запиловки, не допускать усадочных раковин с порами и трещинами и обеспечить заданные геометрические параметры прихваток (высоту, длину).
При сборке судовых конструкций прихватки выполняются в основном способом ручной дуговой сварки покрытым электродом диаметром 3-4 мм. Для качественного выполнения прихваток необходимо правильно выбрать диаметр электрода в зависимости от толщины сопрягаемых деталей, зазора между деталями, положения соединения в пространстве. При наличии электродов с большой разницей в диаметрах сварщик вынужден часто переключать режимы сварки, что не всегда выполняется и отражается на качестве прихваток. Выходом их положения является использование электродов с промежуточным диаметром. Таким универсальным электродом для постановки прихваток, а также для сварки корневых проходов сварных швов, сварки в вертикальном и потолочном положениях является электрод диаметром 3,2 мм.
Эффективность применения электродов диаметром 3,2 мм доказана зарубежным судостроением, где эти электроды являются наиболее востребованными при сборке и сварке судовых конструкций. Несмотря на введение в действие с 01.01.2011 года. Национального стандарта РФ ГОСТ Р 53689-2009 «Материалы сварочные технические условия поставки присадочных материалов…», в котором предусмотрены электроды диаметром 3,2 мм до настоящего времени (2015 года) ни один из наших производителей сварочных электродов не начал их выпуск. Наверно этому есть причины, но в одном можно быть уверенным – необходимость в отечественных электродах диаметром 3,2 мм не вызывает сомнений.
Переход на прихватку и сварку судовых конструкций электродами диаметром 3,2мм позволит значительно повысить производительность труда и качество сварочных работ и сократить издержки производства.
Часть 8. Изготовление тавровых узлов
Изготовление секций, имеющих кривизну, является наиболее трудозатратным в общем перечне сборочно-сварочных работ по строительству корпуса судна. Одной из главных причин высокой трудоёмкости является низкая точность поступающих на сборку секций сварных тавровых балок, количество которых в составе корпуса, как известно, весьма существенно. После сварки тавровые балки должны пройти правку для восстановления проектных размеров от полученных послесварочных деформаций. Для прямолинейных тавровых балок, имеющих стрелку изгиба в плоскости стенки, восстановить заданную прямолинейность не составляет труда. Для криволинейных балок, прежде всего, требуется определить величину отклонения от заданной формы, произошедшей после сварки узла.Тавровые балки с малой кривизной проверяют по предварительно нанесённой перед сваркой прямой контрольной линии на стенке (ОСТ5.9324-89 табл. 3,п.2), на практике про необходимость нанесения контрольной линии часто забывают. Установка не прошедших правку балок в секцию сопровождается большим объёмом пригоночных работ. При наличии на предприятии машин тепловой резки с устройством для разметки, в программу работы машины возможно ввести и нанесение контрольных линий на деталях стенки, что исключит операцию ручной разметки и «забывчивость».
Для контроля после сварки тавровых балок с большой кривизной используют шаблоны, которых на судно необходимо изготовить не малое количество. Как известно, допускаемая нормативами точность изготовления деревянных шаблонов ±2мм, погрешность измерения ±0,5мм, фактическая же точность гораздо ниже. Особые требования к точности сварных тавровых балок предъявляют при сборке секций в перевёрнутом (вверх килем) положении, когда стенки балок служат лекалами для листов наружной обшивки, где повышенные зазоры приводят к заметным местным деформациям обшивки корпуса после сварки.
Повышение точности изготовления, правки после сварки тавровых узлов и тем самым, резким снижением объема и трудоемкости пригоночных работ даёт переход на бесшаблонный метод контроля технологических операций (правки, гибки). Весьма эффективным, в данном случае, является применение сканирования геометрии сварных балок с последующим сравнением полученных данных с электронными CAD моделями. Для этой цели могут быть применены мобильные координатно-измерительные машины контактного контроля типа Romer Absolut Arm, а также различные лазерные трекеры по бесконтактному контролю. На применение последних вряд ли можно рассчитывать из-за их крайне высокой стоимости в настоящее время.
С реализацией выше перечисленных мероприятий по повышению точности сварных тавровых узлов, можно в полной мере рассчитывать на снижение трудоёмкости по сборке и сварке секций с криволинейными обводами до 40%. Другим положительным фактором использования этих средств является резкое снижение местных деформаций наружной обшивки судна, что особенно важно при строительстве пассажирских и др. судов, к которым предъявляются высокие требования к внешнему виду.
Часть 9. Сварочные полуавтоматы
Выбрать из огромного ассортимента предлагаемых марок сварочных полуавтоматов различных производителей оптимальный вариант, по техническим характеристикам и исполнению, бывает не просто.Как правило, предпочтение при выборе из схожих моделей, отдается тем фирмам, которые имеют представительства в данном регионе. Расчет строится на будущее техническое сотрудничество в процессе эксплуатации приобретенного сварочного оборудования - незамедлительное исполнение гарантийных обязательств, поставка запчастей, ремонт, модернизация и т.д. Выбор конкретной марки полуавтомата зависит прежде всего от характера работы и условий эксплуатации, в нашем случае полуавтоматическая сварка судовых конструкций во всех пространственных положениях, в условиях - от закрытого цеха до открытого стапеля.
Выбор источника тока. На сегодняшний день выпрямители показывают хорошую надежность, неприхотливость к условиям эксплуатации и ремонтопригодность.
Инверторы значительно легче выпрямителей, но этот плюс для судостроительного производства не играет особой роли, так как полуавтоматы размещаются в закрытых контейнерах и подаются к месту работы краном. Главный плюс инверторных источников тока - в наличии ряда функций и режимов, способных существенно повысить производительность и качество сварки. При принятии решения в пользу инверторных источников необходимо тщательно изучить технические возможности аппарата с проведением практических испытаний на штатных конструкциях.
Сварка соединений, приведенных в Приложении к части 3, производится в основном на малых и средних токах в диапазоне 90 -280 А. На практике продолжительность рабочего цикла сварки (ПВ) во всем диапазоне не превышает 70% из-за большого количества технологических остановок. Учитывая это, можно остановиться на источнике с номинальным сварочным током: при ПВ 100% 275А, при ПВ 60% 325А и напряжением холостого хода 16 - 40В, имея некоторый запас мощности.
Механизм подачи сварочной проволоки. Основным требованием к механизму является осуществление надежной и равномерной подачи сварочной проволоки в зону сварки с заданной скоростью, обладая при этом хорошей обильностью. В достаточно полной мере это показывают подающие механизмы с 4-х роликовыми редукторными приводами. Для повышения мобильности подающего механизма требуются устройства с возможно меньшими массогабаритными характеристиками. Особенно это необходимо при работах в условиях стапеля, когда подающий механизм часто приходится протаскивать к месту работы через узкие вырезы, люки и горловины. Примером может служить подающий механизм ПДГ-421 "Адмиралтеец" с 5 кг кассетой сварочной проволоки.
Горелка. Выбор горелки оказывает существенное влияние на перерывы в работе, производительность, качество сварки. При выборе длины горелки, которая может составлять от 3-х до 5-ти метров и более, надо иметь ввиду, что чем длиннее горелка, тем больше времени необходимо тратить на ее профилактическое обслуживание (продувку, чистку и т.п.). Горелки длиной более 3м подключают к 4-х роликовым механиз- мам. Для токов не превышающих 350А при ПВ60% выбирают горелки с воздушным охлаждением. На практике получили признание горелки с поворотом на 360градусов шейки горелки относительно рукоятки, что часто необходимо в стесненных условиях работы (ММТ42).
Промежуточный кабель-пакет. Длина промежуточного кабеля, соединяющего источник тока с подающим механизмом, может достигать 30м. В связи с тем, что он постоянно находится в не защищенной рабочей зоне, подвергается частым повреждениям и износу. Интенсивность повреждений и износа возрастает с увеличением длины кабель - пакета. Уменьшить длину промежуточного кабеля и горелки можно при размещении источника тока непосредственно у свариваемой секции, а подключение к сети осуществлять через переносные розеточные щиты типа ЭЩР-С. При проведении сварочных работ на стапеле электрощит и подключенные к нему сварочные полуавтоматы размещаются на палубе строящегося заказа вблизи района сварки.
При такой схеме подключения, помимо других преимуществ, удается уменьшить длины промежуточных кабелей и горелок до умеренных значений 10м и 3м соответственно.
Владимир Алексеевич Калинин
www.korabel.ru
Сварка судовых конструкций
Цель работы: Разработать технологический процесс сборки и сварки заданной корпусной конструкции. В качестве корпусной конструкции задана лобовая переборка.
Таблица 1
Размеры секции
Таблица 2
Детали секции и их размеры
Таблица 3
Руководитель курсовой работы ……………………………….
(Подпись)
Сборку лобовой переборки будем производить в цехе на постеле, т.к. секция представляет собой криволинейную поверхность.
Сборочно-сварочные работы будем производить в следующей технологической последовательности:
- На стенд укладываем листы (детали 1,2,3,4) с подготовленными к сварке кромками с зазором 1мм.
- Свариваем листы автоматической сваркой под слоем флюса на флюсо-медной подкладки.
- Размечаем местоположение и собираем на электроприхватках комингс (деталь 9).
- Привариваем комингс к полотнищу с помощью полуавтоматической сварки в среде СО2.
- Свариваем стенку рамной стойки (деталь 6) с полкой рамной стойки (деталь7).
- Устанавливаем стойки на полотнище и закрепляем электроприхватками.
- Стойка приваривается к полотнищу полуавтоматом в среде СО2.
- Затем размечаем местоположение и собираем на электроприхватках стойки (детали 5 и 8)
- Свариваем стойки к полотнищу с помощью полуавтоматической в среде СО2.
- В таком же технологической последовательности производим сварку ребер жесткости (деталь 10).
Расчет параметров режимов сварки.
1. Сварка автоматическая под слоем флюса на флюсовомедной подкладки. Используем для сварки листов (детали 1и2). Силу тока и скорость сварки определим расчетным путем.
Сила сварочного тока для сварки деталей 1 и 2:

 - расчетная глубина проплавления, мм.
- расчетная глубина проплавления, мм.
При однопроходной односторонней сварке с обратным формированием шва принимаем
 .
. 
 )
)
Диаметр электродной проволоки:
 , где i – допустимая плотность тока
, где i – допустимая плотность тока  В нашем случае принимаем
В нашем случае принимаем  .
.  .
. Скорость сварки
 , где А-коэффициент выбираемый в зависимости от диаметра проволоки. При
, где А-коэффициент выбираемый в зависимости от диаметра проволоки. При  .
. .
. 

Напряжение на дуге определяем по выражению:

 (В).
(В). Рассчитываем величину погонной энергии сварки
 по выражению:
по выражению: 
 , где
, где  эффективный КПД нагрева металла дугой
эффективный КПД нагрева металла дугой  .
.Определяем коэффициент формы провара:
 , где
, где 
 .
. Глубина проплавления
 ;
; 
Ширина шва
 ;
; 
Мгновенная скорость охлаждения металла в околошовной зоне.
 где
где
 - теплопроводность ;
- теплопроводность ;  - объемная теплоемкость,
- объемная теплоемкость,  ;
;  - начальная температура изделия, ;
- начальная температура изделия, ;  - температура наименьшей устойчивости аустенита;
- температура наименьшей устойчивости аустенита; 
2. Сварка автоматическая под слоем флюса на флюсовомедной подкладки. Используем для сварки листов (детали 3и4). Силу тока и скорость сварки определим расчетным путем.
Сила сварочного тока для сварки деталей 3 и 4:
- расчетная глубина проплавления, мм.
При однопроходной односторонней сварке с обратным формированием шва принимаем
 .
.
 )
)
Диаметр электродной проволоки:
, где i – допустимая плотность тока В нашем случае принимаем .  .
. Скорость сварки
, где А-коэффициент выбираемый в зависимости от диаметра проволоки. При  ..
.. 

Напряжение на дуге определяем по выражению:

 (В).
(В). Рассчитываем величину погонной энергии сварки
по выражению: , где эффективный КПД нагрева металла дугой  .
.Определяем коэффициент формы провара:
 , где
, где  .
. Глубина проплавления
; 
mirznanii.com
Общие правила сварки судостроительных материалов
Подготовка кромок. При подготовке соединений под сварку кромкам сопрягаемых деталей придают необходимую форму, т. е. производят разделку кромок. Разделку кромок выполняют для того, чтобы обеспечить полное проплавление металла, а также получение поверхности шва с минимальным усилением. Конструктивные элементы разделки кромок для дуговой и электрошлаковой сварки регламентированы государственными стандартами. При соединении встык двух листов, значительно различающихся по толщине, у более толстого делают скос (ласку) на длине, равной пятикратной разности толщины листов. Кроме отмеченных основных соединений стандартами предусматриваются соединения элементов под острым и тупым углами для ручной дуговой сварки и автоматической под флюсом.
Способы сварки. В зависимости от пространственного положения шва различают сварку в нижнем, вертикальном и потолочном положениях, а в зависимости от наклона электрода вдоль шва — сварку вертикальным электродом, сварку углом вперед и углом назад (рис. 4.9).
Рис. 4.9. Способы сварки в зависимости от положения швов и электрода в пространстве: а — в зависимости от положения швов, б — в зависимости от положения электрода; 1 — сварка в нижнем положении, 2 — сварка вертикальным электродом, 3 — потолочная сварка; I — сварка углом вперед, II — сварка углом назад
Вертикальные швы почти всегда выполняют снизу вверх. Тонкий металл (до 6 мм) или угловые швы встык с небольшим катетом (до 5 мм) сваривают сверху вниз вручную с помощью специальных электродов или полуавтоматов тонкой проволокой в защитном газе. Сварку в потолочном положении выполняют вручную, она является трудоемкой и тяжелой для сварщика операцией.
Сварной шов накладывают за один проход (рис. 4.10, а) при небольшой толщине металла (автоматическая сварка) или за несколько проходов с раскладкой слоев (валиков) по ширине разделки (рис. 4.10, б) или без раскладки (рис. 4.10, в). Первый проход, выполненный в разделку, называют корневым; валик, накладываемый с обратной стороны соединения с V-образной или с несимметричной Х-образной подготовкой кромок — подварочным (слой 1 на рис. 4.10). Перед подваркой соединения корень шва обычно подвергают разделке, выполняемой газовой, воздушно-дуговой строжкой (иногда рубкой).
Рис. 4.10. Способы заполнения разделки кромок: а — за один проход, б и в — за несколько проходов соответственно с раскладкой слоев (валиков) по ширине разделки и без раскладки слоев; 1—7 — слои в шве
Швы тавровых и угловых соединений сваривают вертикальным (при расположении изделия «в лодочку») и наклонным электродами (рис. 4.11). Сварка «в лодочку» ничем не отличается от сварки стыковых швов в разделку. При сварке наклонным электродом, чтобы избежать стекания металла шва на горизонтальный лист, ограничивают катет шва, выполняемый за один проход (8 мм). Внешние формы угловых и стыковых швов характеризуются (рис. 4.12) катетом К, шириной шва В, усилением стыкового (углового) шва q, ослаблением углового шва т и коэффициентом формы усиления стыкового шва ψ=B/q.
Рис. 4.11. Способы сварки угловых швов: а — сплошной угловой шов таврового соединения, б — многосторонний шов прерывистый, в —угловые точечные швы, г — сварка вертикальным электродом при положении тавра «в лодочку», д — сварка наклонным электродомРис. 4.12. Элементы правильно сформированных швов: а — стыкового, б, в, г — угловых
Важным для проведения сварки является выбор способа формирования шва первого прохода с обратной стороны сварного соединения (рис. 4.13). При сварке на весу зазор между кромками не должен превышать 0,5—1 мм для предотвращения протекания жидкого металла. При большем зазоре должны быть применены специальные меры, предотвращающие протекание металла. С этой целью при автоматической сварке под флюсом применяют флюсовую подушку (желоб, заполненный сварочным флюсом, на который укладывают свариваемые листы).
Рис. 4.13. Схемы способов сварки стыковых соединений: а — на флюсомедной подкладке, б — на флюсовой подушке, в — на скользящем медном ползуне, г — на весу; 1 — верхний слой флюса; 2— шлаковая корка, 3 — медная подкладка, 4 — воздушный шланг для поджима, 5 — нижний слой флюса, 6 — скользящий медный ползун, 7 — электрод
При изготовлении судовых конструкций исключительно важны способы односторонней сварки листов встык с формированием шва с обратной стороны. Эти способы освобождают от необходимости кантовки изделия и значительно снижают трудоемкость работ. Для формирования шва с обратной стороны может быть применена флюсовая подушка, но лучшие результаты дают флюсомедная подкладка, медная подкладка с желобом и керамическая подкладка одноразового использования, например БФК-1.
Стыковые и сплошные угловые швы при автоматической сварке, как правило, выполняют напроход — за один прием в одном направлении от начала до конца соединения (рис. 4.14, а), а в ряде случаев (повышенная жесткость конструкции) — от середины к краям (рис. 4.14, б). При ручной сварке часто применяют обратноступенчатый способ выполнения шва (рис. 4.14, в) при сохранении общего направления движения сварщика, напроход или от середины листа к его краям. При этом облегчается процесс сварки и уменьшаются поперечные деформации сварного соединения.
Рис. 4.14. Приемы выполнения швов по длине: а — напроход, б — от середины к концам, в — обратноступенчатым методом, г — сварка блоками, д — сварка каскадом, е — сварка горкой; 1—20 — слои в шве
При ручной и полуавтоматической сварке толстого металла в целях уменьшения поперечных деформаций применяют один из способов, показанных на рис. 4.14, г, д, е: сварку блоками 1—IV, сварку каскадом с перевязкой слоев 1—7 и сварку горкой.
Сборку соединений под дуговую сварку чаще всего производят прихватками — короткими сварными швами. В особых случаях детали соединяют с помощью гребенок.
www.stroitelstvo-new.ru
| Наименование секции | Марка материала секции | Место выполнение сварных швов | ||||||||
| 21 | Лобовая переборка | Ст 4 | Цех | Габаритные размеры | ||||||
| Поперечная | Продольная | В | Н | |||||||
| ------------------------ | 650 | 3100 | -------------------------- | Наименование детали | Размеры сечения, мм | |||||
| 1 | Лист | S8 | ||||||||
| 2 | Лист | S8 | ||||||||
| 3 | Лист | S10 | ||||||||
| 4 | Лист | S10 | ||||||||
| 5 | Стойка | Полособульб N10 | ||||||||
| 6 | Стенка рамной стойки | 8*180 | ||||||||
| 7 | Полка рамной стойки | 10*70 | ||||||||
| 8 | Стойка | Полособульб N10 | ||||||||
| 9 | Комингс | 8*350 | ||||||||
| 10 | Ребро жесткости | Полособульб N10 | Кафедра | Секция | ВолковД.В. | Группа 97-КС-2 | ||||
| Номера операций | Содержание сборочных и сварочных операций с нумерацией деталей | Условное обозначение способа сварки | Буквенно-цифровое обозначение сварного шва. | Положение шва в пространстве | Режим сварки | Диаметр электрода (проволоки),ммм | Марка проволоки (электрода) | Марка флюса или защитного газа. | ||
| Сила тока,А | Напряжение на дуге ,В | Скорость сварки ,м/ч | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сборка и сварка полотнища. | ||||||||||
| 1 | Собрать полотнище из деталей 1,2,3,4. | 250 | 5 | УОНИ 13/45 | ||||||
| 2 | Сварить детали (1,2),(3,4). | Ам | С2 | Н | (720),(900). | (38,0),(41,2). | (0,46),(0,37). | (4)(4,5) | Св-10ГН | АН-348А |
| Сборка и сварка узлов набора. | ||||||||||
| 3 | Собрать комингс с полотнищем. | 250 | 5 | УОНИ 13/45 | ||||||
| 4 | Собрать тавровую балку из деталей 6и7 (6шт) | УП | Т3 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
| Сборка и сварка секции. | ||||||||||
| 5 | Установить комингс к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 6 | Приварить комингс к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 7 | Установить тавровые балки к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 8 | Приварить тавровые балки к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 9 | Установить стойки и ребра жесткости к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 10 | Приварить тавровые балки к полотнищу | УП | Т1 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |

 - расчетная глубина проплавления, мм.
- расчетная глубина проплавления, мм. .
.
 )
)  , где i – допустимая плотность тока
, где i – допустимая плотность тока  В нашем случае принимаем
В нашем случае принимаем  .
. .
. , где А-коэффициент выбираемый в зависимости от диаметра проволоки. При
, где А-коэффициент выбираемый в зависимости от диаметра проволоки. При  .
. .
. 


 (В).
(В). по выражению:
по выражению:
 , где
, где  эффективный КПД нагрева металла дугой
эффективный КПД нагрева металла дугой  .
. , где
, где 
 .
. ;
; 
 ;
; 
 где
где  - теплопроводность ;
- теплопроводность ; - объемная теплоемкость,
- объемная теплоемкость,  ;
;  - начальная температура изделия,
- начальная температура изделия,  - температура наименьшей устойчивости аустенита;
- температура наименьшей устойчивости аустенита;
 .
. )
)  , где i – допустимая плотность тока
, где i – допустимая плотность тока  .
. .
.

 (В).
(В). .
. .
.














 ,
, диаметр электрода.
диаметр электрода. выбирают в зависимости от толщины свариваемых деталей.
выбирают в зависимости от толщины свариваемых деталей. 
 , т.к. преобладают детали с
, т.к. преобладают детали с  .
. . Тогда
. Тогда 

 .
.


 флюс марки АН-348А.
флюс марки АН-348А. на сборку и сварку корпусной конструкции. Таблица4.
на сборку и сварку корпусной конструкции. Таблица4. globuss24.ru
Виды сварки | Сварка судостроительных материалов
При изготовлении корпуса судна применяют преимущественно-дуговую сварку. Ручная дуговая сварка покрытым электродом (рис. 4.1) заключается в том, что свариваемые детали нагреваются электрической дугой, горящей между ними и электродом.
Рис. 4.1. Сварка покрытым электродом: 1 — основной металл, 2 — металл шва, 3 — затвердевший шлак, 4 — сварочная ванна, 5 — покрытие электрода, 6 — металлический стержень, 7 — газовая атмосфера дугиДуга расплавляет кромки деталей и электрод; расплавленный металл электрода и кромок деталей образует сварной шов. При изготовлении стальных корпусных конструкций объем применения ручной дуговой сварки (оцениваемый массой наплавляемого металла) составляет 25—35%. Этим способом сваривают вертикальные, потолочные, короткие и криволинейные швы в нижнем положении, а также швы в труднодоступных местах. Недостатками ручной сварки являются малая производительность, значительные потери электродного металла, плохие санитарно-гигиенические условия труда сварщиков.
Дуговая полуавтоматическая сварка под флюсом производится дугой, горящей между изделием и электродной проволокой, проходящей по гибкому шлангу от подающего механизма. Держатель с бункером для флюса перемещается вдоль шва вручную. Флюс, частично расплавляющийся при сварке и образующий на поверхности шва слой шлака, предназначен для защиты расплавленного металла от вредного действия кислорода и азота воздуха и улучшения свойств наплавленного металла. Этот способ применяют для сварки коротких швов в нижнем положении, а также в тех случаях, когда невозможно или нецелесообразно применить автоматическую сварку.
Дуговая автоматическая сварка под флюсом (рис. 4.2). Плавление металла производится так же, как и в предыдущем случае. Проволока подается в зону сварки механизмом. Головка перемещается автоматически вдоль шва (или при неподвижной головке перемещается изделие). Неиспользованный флюс отсасывается через шланг в бункер. Этот способ сварки отличается большой производительностью и обеспечивает высокое качество шва. Дуговую автоматическую сварку под флюсом широка применяют для сварки листов полотнищ, приварки балок набора, а также во многих других случаях. Объем применения этого способа в настоящее время составляет 30—35%. К недостатку автоматической сварки под флюсом относится возможность сварки только в нижнем и близком к нижнему положениях шва.
Рис. 4.2. Электродуговая сварка под флюсом: 1 — электродная проволока, 2 — флюсовый пузырь, 3 — слой шлака, 4 — жидкий металл, 5 — флюс, 6 — сварной шов, 7 —основной металл, 8 — электродный металл
При электрошлаковой сварке (рис. 4.3) в зазор между расположенными вертикально деталями подается флюс и электродная проволока. Дуга горит в начале процесса; после образования достаточно большого слоя шлака она гаснет, так как проводимость жидкого шлака выше проводимости дуги. Электрический ток, проходя через жидкий шлак, выделяет большое количества теплоты, достаточное для расплавления электродной проволоки, кромок соединяемых деталей и образования сварного шва. Жидкий металл удерживается в ванне, образованной прижатыми к деталям ползунками, которые перемещаются вместе со сварочным аппаратом. Этот способ применяют, например, для соединения монтажных стыков наружной обшивки толщиной более 16 мм за один проход.
Рис. 4.3. Электрошлаковая сварка: 1 — свариваемые детали, 2 — сварочная проволока, 3 — флюс, 4 — расплавленный флюс, 5 —дуга, 6— сварочная ванна, 7 — ползуны, 8 — металл шваРис. 4.4. Сварка плавящимся электродом в защитном газе: 1 — защитный газ, 2 — сопло, 3 — электродная проволока
При дуговой сварке неплавящимся электродом защитный газ подается под небольшим давлением в зону дуги через наконечник. Дуга поддерживается между электродом, закрепленным в горелке, и свариваемым изделием. Газ предназначен для защиты расплавленного металла от вредного действия кислорода и азота воздуха. Для этого способа применяют инертные газы: аргон, гелий, а также смеси этих газов. Присадочная проволока вводится в зону сварки. Тонкий металл (с отбортовкой) можно сваривать без присадочной проволоки. Этот способ широко применяют для сварки конструкций из любых применяемых в судостроении металлов толщиной от 0,1 мм и выше.
При дуговой сварке плавящимся электродом (рис. 4.4) защитный газ в зону дуги подводится так же, как и в предыдущем случае. Дуга поддерживается между присадочной проволокой и свариваемым изделием. Для сварки кроме газов, перечисленных в предыдущем способе, применяют углекислый газ. Сварка в защитных газах как плавящимся, так и неплавящимся электродом может быть автоматической и полуавтоматической. Сварка плавящимся электродом в защитных газах из всех способов дуговой сварки имеет наибольшее применение. Этим способом выполняют швы во всех пространственных положениях. Недостатки способа — необходимость применения защитных мер против светового излучения дуги, а также повышенная загазованность.
www.stroitelstvo-new.ru
Сварка судовых конструкций
Сварка судовых конструкций
Цель работы: Разработать технологический процесс сборки и сварки заданной корпусной конструкции. В качестве корпусной конструкции задана лобовая переборка.
Таблица 1
| Номер чертежа | Наименование секции | Марка материала секции | Место выполнение сварных швов |
| 21 | Лобовая переборка | Ст 4 | Цех |
Размеры секции
Таблица 2
| Шпация | Габаритные размеры | ||
| Поперечная | Продольная | В | Н |
| ------------------------ | 650 | 3100 | -------------------------- |
Детали секции и их размеры
Таблица 3
| Номер детали | Наименование детали | Размеры сечения, мм |
| 1 | Лист | S8 |
| 2 | Лист | S8 |
| 3 | Лист | S10 |
| 4 | Лист | S10 |
| 5 | Стойка | Полособульб N10 |
| 6 | Стенка рамной стойки | 8*180 |
| 7 | Полка рамной стойки | 10*70 |
| 8 | Стойка | Полособульб N10 |
| 9 | Комингс | 8*350 |
| 10 | Ребро жесткости | Полособульб N10 |
Руководитель курсовой работы ……………………………….
(Подпись)
Сборку лобовой переборки будем производить в цехе на постеле, т.к. секция представляет собой криволинейную поверхность.
Сборочно-сварочные работы будем производить в следующей технологической последовательности:
На стенд укладываем листы (детали 1,2,3,4) с подготовленными к сварке кромками с зазором 1мм.
Свариваем листы автоматической сваркой под слоем флюса на флюсо-медной подкладки.
Размечаем местоположение и собираем на электроприхватках комингс (деталь 9).
Привариваем комингс к полотнищу с помощью полуавтоматической сварки в среде СО2.
Свариваем стенку рамной стойки (деталь 6) с полкой рамной стойки (деталь7).
Устанавливаем стойки на полотнище и закрепляем электроприхватками.
Стойка приваривается к полотнищу полуавтоматом в среде СО2.
Затем размечаем местоположение и собираем на электроприхватках стойки (детали 5 и 8)
Свариваем стойки к полотнищу с помощью полуавтоматической в среде СО2.
В таком же технологической последовательности производим сварку ребер жесткости (деталь 10).
Расчет параметров режимов сварки.
Сварка автоматическая под слоем флюса на флюсовомедной подкладки. Используем для сварки листов (детали 1и2). Силу тока и скорость сварки определим расчетным путем.
Сила сварочного тока для сварки деталей 1 и 2:
- расчетная глубина проплавления, мм.
При однопроходной односторонней сварке с обратным формированием шва принимаем .
)
Диаметр электродной проволоки: , где i – допустимая плотность тока В нашем случае принимаем .
.
Скорость сварки , где А-коэффициент выбираемый в зависимости от диаметра проволоки. При ..
Напряжение на дуге определяем по выражению:
(В).
Рассчитываем величину погонной энергии сварки по выражению:
, где эффективный КПД нагрева металла дугой
.
Определяем коэффициент формы провара: , где
.
Глубина проплавления ;
Ширина шва ;
Мгновенная скорость охлаждения металла в околошовной зоне.
где - теплопроводность ;
- объемная теплоемкость, ;
- начальная температура изделия, ;
- температура наименьшей устойчивости аустенита;
Сварка автоматическая под слоем флюса на флюсовомедной подкладки. Используем для сварки листов (детали 3и4). Силу тока и скорость сварки определим расчетным путем.
Сила сварочного тока для сварки деталей 3 и 4:
- расчетная глубина проплавления, мм.
При однопроходной односторонней сварке с обратным формированием шва принимаем .
)
Диаметр электродной проволоки: , где i – допустимая плотность тока В нашем случае принимаем .
.
Скорость сварки , где А-коэффициент выбираемый в зависимости от диаметра проволоки. При ..
Напряжение на дуге определяем по выражению:
(В).
Рассчитываем величину погонной энергии сварки по выражению:
, где эффективный КПД нагрева металла дугой
.
Определяем коэффициент формы провара: , где
.
Глубина проплавления ;
Ширина шва ;
Мгновенная скорость охлаждения металла в околошовной зоне.
где - теплопроводность ;
- объемная теплоемкость, ;
- начальная температура изделия, ;
- температура наименьшей устойчивости аустенита;
Сварка полуавтоматическая в среде СО2. В качестве сварочной проволоки выбираем проволоку марки Св – 08Г2С. Согласно нормативной литературе выбираем режим сварки.
Сварка комингса.(деталь 9).
Сварка стенки рамной стойки к полке рамной стойки (деталь 6 и 7).
3) Приварка стенки к полотнищу.
4) Приварка стоек и ребер жесткости к полотнищу (детали 5,8 и 10).
Ручная дуговая сварка используется для прихвата конструкции.
В соответствии с методическими указаниями получаем следующий режим сварки:
Для подбора силы сварочного тока используем выражение:,
где диаметр электрода.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей.
, т.к. преобладают детали с .
Применяем электрод марки УОНИ . Тогда
Скорость сварки:
Оборудование и сварочные материалы.
Ручная дуговая сварка.
Оборудование: сварочный аппарат для РДС, источник питания с номинальным сварочным током .
Материалы: электрод марки УОНИ с
Полуавтомат в среде СО2:
Оборудование: сварочный аппарат “Гранит-2; источник питания ВС-600 с номинальным током
Материалы: сварочная проволока Св – 08Г2С, сварочный газ СО2 1-го сорта.
Автоматическая под слоем флюса:
Оборудование: сварочный аппарат “Бриг” с источником питания ВС – 1000 с номинальным сварочным током
Материалы: сварочная проволока Св 10ГН , флюс марки АН-348А.
Технологическая последовательность сборки бортовой секции корпуса судна.
Технологическая карта на сборку и сварку корпусной конструкции. Таблица4.
| Кафедра | Секция | ВолковД.В. | Группа 97-КС-2 | |||||||
| Номера операций | Содержание сборочных и сварочных операций с нумерацией деталей | Условное обозначение способа сварки | Буквенно-цифровое обозначение сварного шва. | Положение шва в пространстве | Режим сварки | Диаметр электрода (проволоки),ммм | Марка проволоки (электрода) | Марка флюса или защитного газа. | ||
| Сила тока,А | Напряжение на дуге ,В | Скорость сварки ,м/ч | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сборка и сварка полотнища. | ||||||||||
| 1 | Собрать полотнище из деталей 1,2,3,4. | 250 | 5 | УОНИ 13/45 | ||||||
| 2 | Сварить детали (1,2),(3,4). | Ам | С2 | Н | (720),(900). | (38,0),(41,2). | (0,46),(0,37). | (4)(4,5) | Св-10ГН | АН-348А |
| Сборка и сварка узлов набора. | ||||||||||
| 3 | Собрать комингс с полотнищем. | 250 | 5 | УОНИ 13/45 | ||||||
| 4 | Собрать тавровую балку из деталей 6и7 (6шт) | УП | Т3 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
| Сборка и сварка секции. | ||||||||||
| 5 | Установить комингс к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 6 | Приварить комингс к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 7 | Установить тавровые балки к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 8 | Приварить тавровые балки к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 9 | Установить стойки и ребра жесткости к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 10 | Приварить тавровые балки к полотнищу | УП | Т1 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
Контроль качества шва.
При проверке качества сварки применяют следующие методы.
Внешние дефекты, свищи, поры, раковины, смещение шва, подрез шва, неравномерности сечения шва выявляют путем внешнего осмотра для определения поверхности шва, а так же сравнение эталонов при проверке поверхности.
Внутренние дефекты: такие как трещины, непровары выявляют ренгенографированием сварного шва.
Техника безопасности.
Выполнение сварных работ при сборке данной конструкции подразумевает работу человека с приборами и аппаратами, которые при их неумелом использовании могут привести к травматизму рабочего и послужить причиной аварийной ситуации.
Обеспечение безопасности жизнедеятельности человека выполняющего данного вида работу, включает в себя:
Соблюдение норм допуска рабочих к данному виду работ.
Гарантированность исправности оборудования перед началом работ, обеспечение заземления и необходимой энерговооруженности машин и автоматов.
Инструктаж работника перед началом работ.
Литература:
Бельчук Г.А.,Гатовский К.М.,Кох Б.А. Сварка судовых конструкций. –Л.:Судостроение, 1980.-448с.
Методические указания по выбору методов и режимов сварки при изготовлении корпусных конструкций.
ГОСТ 3242-81. Швы сварных соединений. Методы контроля качества.
Л.В.Верховенко.Тухин А.К., Справочник сварщика. - Минск: Высшая школа, 1990.-480с.
vuz-24.ru
| Наименование секции | Марка материала секции | Место выполнение сварных швов | ||||||||
| 21 | Лобовая переборка | Ст 4 | Цех | Габаритные размеры | ||||||
| Поперечная | Продольная | В | Н | |||||||
| ------------------------ | 650 | 3100 | -------------------------- | Наименование детали | Размеры сечения, мм | |||||
| 1 | Лист | S8 | ||||||||
| 2 | Лист | S8 | ||||||||
| 3 | Лист | S10 | ||||||||
| 4 | Лист | S10 | ||||||||
| 5 | Стойка | Полособульб N10 | ||||||||
| 6 | Стенка рамной стойки | 8*180 | ||||||||
| 7 | Полка рамной стойки | 10*70 | ||||||||
| 8 | Стойка | Полособульб N10 | ||||||||
| 9 | Комингс | 8*350 | ||||||||
| 10 | Ребро жесткости | Полособульб N10 | Кафедра | Секция | ВолковД.В. | Группа 97-КС-2 | ||||
| Номера операций | Содержание сборочных и сварочных операций с нумерацией деталей | Условное обозначение способа сварки | Буквенно-цифровое обозначение сварного шва. | Положение шва в пространстве | Режим сварки | Диаметр электрода (проволоки),ммм | Марка проволоки (электрода) | Марка флюса или защитного газа. | ||
| Сила тока,А | Напряжение на дуге ,В | Скорость сварки ,м/ч | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сборка и сварка полотнища. | ||||||||||
| 1 | Собрать полотнище из деталей 1,2,3,4. | 250 | 5 | УОНИ 13/45 | ||||||
| 2 | Сварить детали (1,2),(3,4). | Ам | С2 | Н | (720),(900). | (38,0),(41,2). | (0,46),(0,37). | (4)(4,5) | Св-10ГН | АН-348А |
| Сборка и сварка узлов набора. | ||||||||||
| 3 | Собрать комингс с полотнищем. | 250 | 5 | УОНИ 13/45 | ||||||
| 4 | Собрать тавровую балку из деталей 6и7 (6шт) | УП | Т3 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |
| Сборка и сварка секции. | ||||||||||
| 5 | Установить комингс к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 6 | Приварить комингс к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 7 | Установить тавровые балки к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 8 | Приварить тавровые балки к полотнищу | УП | Т3 | Н | 180-220 | 23-26 | 20-35 | 1,6 | Св-08Г2С | 1сорт СО2 |
| 9 | Установить стойки и ребра жесткости к полотнищу. | 250 | 5 | УОНИ 13/45 | ||||||
| 10 | Приварить тавровые балки к полотнищу | УП | Т1 | Н | 280-300 | 28-30 | 25-30 | 2,0 | Св-08Г2С | 1сорт СО2 |

 - расчетная глубина проплавления, мм.
- расчетная глубина проплавления, мм. .
.
 )
)  , где i – допустимая плотность тока
, где i – допустимая плотность тока  В нашем случае принимаем
В нашем случае принимаем  .
. .
. , где А-коэффициент выбираемый в зависимости от диаметра проволоки. При
, где А-коэффициент выбираемый в зависимости от диаметра проволоки. При  .
. .
. 


 (В).
(В). по выражению:
по выражению:
 , где
, где  эффективный КПД нагрева металла дугой
эффективный КПД нагрева металла дугой  .
. , где
, где 
 .
. ;
; 
 ;
; 
 где
где  - теплопроводность ;
- теплопроводность ; - объемная теплоемкость,
- объемная теплоемкость,  ;
;  - начальная температура изделия,
- начальная температура изделия,  - температура наименьшей устойчивости аустенита;
- температура наименьшей устойчивости аустенита;
 .
. )
)  , где i – допустимая плотность тока
, где i – допустимая плотность тока  .
. .
.

 (В).
(В). .
. .
.














 ,
, диаметр электрода.
диаметр электрода. выбирают в зависимости от толщины свариваемых деталей.
выбирают в зависимости от толщины свариваемых деталей. 
 , т.к. преобладают детали с
, т.к. преобладают детали с  .
. . Тогда
. Тогда 

 .
.


 флюс марки АН-348А.
флюс марки АН-348А. на сборку и сварку корпусной конструкции. Таблица4.
на сборку и сварку корпусной конструкции. Таблица4. doc4web.ru




.jpg)



