







Особенности сварки титана: аргонодуговая технология. Сварочный полуавтомат титан
ТИТАН ПИСПА 165 цена, характеристики, отзывы
- -Типы сварки: полуавтоматическая сварка (MIG/MAG)
- -Диаметр проволоки: 0.60-0.90 мм
- -Количество фаз питания: 1
- -Тип устройства: сварочный инвертор
- -Расположение катушки: внутреннее
- -Сварочный ток (MIG/MAG): 30-160 А
- -Тип выходного тока: постоянный
- -Масса: 11 кг
- -Габариты, ДхШхВ: 420х210х330 мм
- -Степень защиты: IP21
Здесь вы можете посмотреть видео обзор ТИТАН ПИСПА 165. Узнать характеристики, прочитать отзывы о ТИТАН ПИСПА 165.
Характеристики
* Точные характеристики уточняйте у продавца.
Основные характеристики
| Типы сварки | полуавтоматическая сварка (MIG/MAG) |
| Диаметр проволоки | 0.60-0.90 мм |
| Количество фаз питания | 1 |
| Тип устройства | сварочный инвертор |
| Расположение катушки | внутреннее |
| Сварочный ток (MIG/MAG) | 30-160 А |
| Тип выходного тока | постоянный |
Дополнительные характеристики
| Масса | 11 кг |
| Габариты, ДхШхВ | 420х210х330 мм |
| Степень защиты | IP21 |
* Точные характеристики уточняйте у продавца.
Форум ТИТАН ПИСПА 165
Задать вопросnaobzorah.ru
ТИТАН ВС 180А цена, характеристики, отзывы
- -Тип питания: инвертор
- -Ручная дуговая сварка (MMA): Есть
- -Полуавтоматическая сварка (MIG/MAG): Нет
- -Аргонодуговая сварка (TIG): Есть
- -Плазменная резка (СUT): Нет
- -Время включения при макс. токе: 80 %
- -Мин. диаметр электрода: 2 мм
- -Макс. диаметр электрода: 4 мм
- -Способ охлаждения: воздушное
- -Макс. температурный диапазон работы: 40 °C
- -Мин. температурный диапазон работы: -20 °C
- -Форсирование дуги: Нет
- -Горячий старт: Нет
- -Антиприлипание: Нет
Здесь вы можете посмотреть видео обзор ТИТАН ВС 180А. Узнать характеристики, прочитать отзывы о ТИТАН ВС 180А.
Видео обзоры
Видео для этого товара нет, но мы нашли видео для похожих моделей:
Добавить видео
Характеристики
* Точные характеристики уточняйте у продавца.
Общие характеристики
| Тип питания | инвертор |
| Ручная дуговая сварка (MMA) | Есть |
| Полуавтоматическая сварка (MIG/MAG) | Нет |
| Аргонодуговая сварка (TIG) | Есть |
| Плазменная резка (СUT) | Нет |
| Время включения при макс. токе | 80 % |
| Мин. диаметр электрода | 2 мм |
| Макс. диаметр электрода | 4 мм |
| Способ охлаждения | воздушное |
| Макс. температурный диапазон работы | 40 °C |
| Мин. температурный диапазон работы | -20 °C |
| Форсирование дуги | Нет |
| Горячий старт | Нет |
| Антиприлипание | Нет |
Напряжение питания
| Мин. сила сварочного тока (TIG) | 40 А |
| Макс. сила сварочного тока (TIG) | 180 А |
| Мин. сила сварочного тока (MMA) | 40 А |
| Макс. сила сварочного тока (MMA) | 180 А |
| Мощность (кВт) | 4.5 кВт |
| КПД | 95 % |
| Ток сварки | постоянный |
| Количество фаз питания на входе | 1 |
Функции и возможности
| Встроенный компрессор | Нет |
| VRD | Нет |
Габариты и вес
| Вес | 8.5 кг |
| Ширина | 185 мм |
| Высота | 225 мм |
| Длина | 400 мм |
* Точные характеристики уточняйте у продавца.
Форум ТИТАН ВС 180А
Задать вопросnaobzorah.ru
Сварка титана аргоном - нюансы технологии
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.
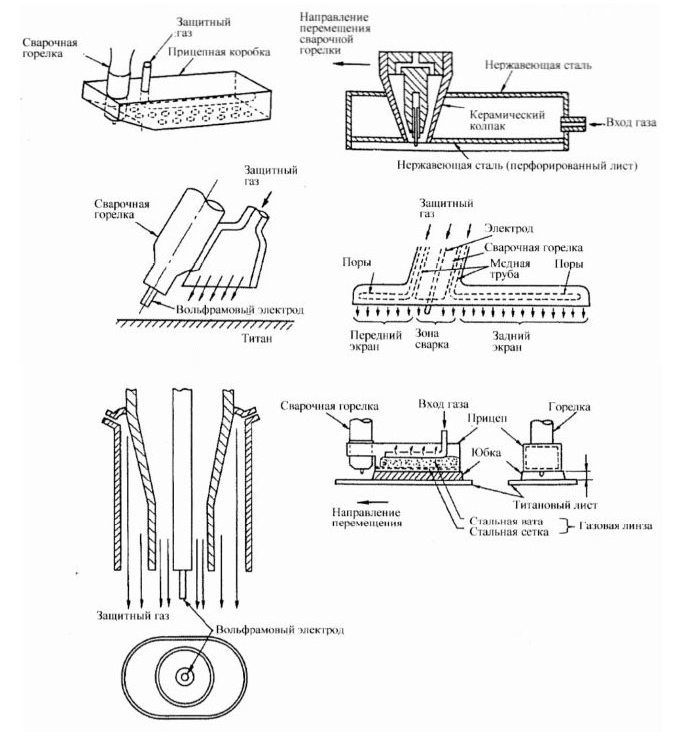
Схемы приспособлений
Подготовка материала
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.

Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.

Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.

Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
 Загрузка...
Загрузка... plavitmetall.ru
Технология сварки титана и его сплавов
Обладая особенными физико-химическими свойствами, титан сегодня широко используется в промышленности. Он не коррозирует ни в воде, ни в агрессивных средах, температура его плавления 1470-1825С, нагревая его до температуры +500С, можно быть уверенным, что металл не потеряет свои прочностные характеристики. Но технология сварки титана имеет одну особенность – это не только защита зоны сварки, но и защита обратной стороны сварочного шва от воздуха. При этом необходимо защищать все участки около сварочной ванны, которые нагреваются свыше +400С. И еще одно условие – кромки свариваемых заготовок нагревать надо быстро.

И еще несколько особенностей сварки титана:
- Если он нагревается выше температуры +880С, его структура изменяется. Происходит увеличение зерен, что является причиной образования пор.
- Входящие в состав титановых сплавов легирующие добавки снижают их пластичность. Уже при температуре выше +250С происходит поглощение водорода, выше +400С начинает поглощаться кислород, а при +600С азот.
В зависимости от марки титанового сплава прочность соединения, а точнее, прочность сварочного шва ниже, чем прочность самого металла. Величина понижения в пределах 20-40%. На данный показатель также влияет и способ сварочной технологии. При этом необходимо отметить, что такие сплавы как ОТ4, ВТ4 и ВТ5 после сваривания не подвергаются термической обработке. Иногда разрешается сделать отжиг, чтобы снять термические напряжения внутри основного металла.
Сварка титана – способы и технологии
Титан и его сплавы можно варить дуговой сваркой в среде защитных газов (аргоном или гелием), используя ручной способ или полуавтоматом. Для этого рекомендуется использовать технологию сварки под флюсом. То есть, здесь требуется двойная защита. При этом если соединяются тонкостенные заготовки, то лучше использовать флюс марки АН-11, при стыковке толстостенных лучше применять флюс марки АН-Т2.
Как уже было сказано выше, одно из условия сварки титана – это зашита сварочного шва с двух сторон. Поэтому сваривание производится с обдувом стыка газом с двух сторон или с установкой с обратной стороны подкладок.
Подготовка титана к сварке
Перед тем как варить сплав или сам титан, необходимо провести подготовку его кромок. Все дело в том, что после предварительной термической подготовки заготовок (их отливают, подрезают, обрабатывают), на поверхности кромок образуется так называемая оксидно-нитридная пленка. Она очень прочная и жаростойкая. Так вот от нее и надо избавиться.
- Кромки сначала подвергаются механической чистке, можно использовать для этого железную щетку, пройдясь по кромкам ею вручную или болгаркой. Необходимо также очистить от пленки не только кромки, но и участок, прилегающий к стыку на ширину 1,5-2,0 см.
- Производится травление металла с помощью жидкой смеси, в состав которой входит соляная кислота – 350 мл, вода – 65о мл, фторид натрия – 50 мл. Процесс проводится в течение 5-10 минут при температуре +60С.
Ручная дуговая сварка
Как уже говорилось выше, основная задача получения качественного шва – это создать защитные условия, в которых будет проводиться сам сварочный процесс. При этом необходимо защитить и остывающие участки свариваемых титановых заготовок. Поэтому при сварке титана аргоном и неплавящимся вольфрамовым электродом нужно обязательно использовать специальные приспособления. Это могут быть козырьки, насадки удлиненного типа с отверстиями и прочие.
Чтобы защитить корень сварной ванны, нужно использовать подкладки, изготовленные из меди или стали. Можно устанавливать подкладки с отверстиями, через которые пропускать защитный газ. Если свариваются титановые трубы, то нужно аргон запускать внутрь трубопровода.
Что касается размера зазора между кромками, то если соединяются тонкостенные детали, то зазор между ними должен составлять 0,5-1,5 мм. В этом случае кромки можно и не формировать, а в процессе сваривания присадочную проволоку можно не использовать. Кстати, присадку надо выбирать идентичной по составу материала, как и основной свариваемый металл.
Режимы сварки таковы: если варится титан вольфрамовым электродом с диаметром 1,5-2 мм и присадочной проволокой диаметром 2 мм, а толщина свариваемых заготовок равна 2 мм, то необходимо выдерживать ток величиною 90-100 ампер. Увеличение толщины металла до 4 мм дает право варить титан током в 120-140 ампер. И основное – сварка титана и его сплавов производится переменным током постоянной полярности.
И еще несколько условий:
- При ручной сварке процесс проводится на короткой дуге, без колебания электрода и присадки. Точное движение вдоль шва.
- Сваривание производится углом вперед, это когда электрод направлен в противоположную сторону от направления движения.
- Если в процессе сварки титана используется присадочный материал, то угол между ним и электродом должен быть равен 90°
- Подавать присадку в сварочную ванну надо беспрерывно.
- После гашения дуги нужно обязательно продолжать подавать защитный газ в зону сварки, тем самым обеспечивая процесс охлаждения. Важно понизить температуру металла ниже 400С. Обычно на охлаждение уходит не больше одной минуты времени.
Последующее охлаждение металла гарантирует качество сварного шва. Кстати, качество можно определить по цвету. Если он светлый, соломенный или желтый, то все нормально. Если он серый, синеватый или черный, то произошло окисление, что снизило качество.
Сварка полуавтоматом или автоматом производится по той же технологии, что и ручная. Единственное, на что необходимо обратить внимание, это отверстия в сопле горелки. Их диаметр согласно ГОСТ должен быть в пределах 12-15 мм. При этом зажигать и гасить горелку лучше на специальных подкладках или планках.
Электрошлаковая сварка
Легированные титановые сплавы обычно сваривают электрошлаковой сваркой. К примеру, сплав марки ВТ5-1, в состав которой входит олово – 3% и алюминий – 5%, изготавливается методом прессования и прокаткой в тонкие листы. Толстостенные детали не прокатывают, а куют.
Самыми сложными при сварке – это толстостенные заготовки. Поэтому их варят в среде защитного газа аргона с использованием флюса марки АН-Т2. При этом используется переменный ток, который в зону сварки подается трехфазным трансформатором. У этого оборудования должна быть жесткая характеристика.
Чтобы сварить такие заготовки нужно установить ток 1600-1800 ампер с напряжением 14-16 вольт. При этом зазор между ними должен быть 26 мм, расход аргона устанавливается в пределах 8 литров в минуту, а вес засыпаемого флюса 130 г. Но очень важно понимать, что качество сварки при таком режиме будет обеспечивать диаметр электрода. Если данный параметр равен 12 мм, то качество гарантируется. Если он равен 8 мм, то прочностные характеристики снижаются до 80%. Также не рекомендуется использовать в процессе сварки электроды из легированных сплавов. Они снижают пластичность металла в сварочном шве.
Контактная сварка
Титановые детали можно варить и контактным способом. ГОСТ это делать позволяет, потому что оптимальная скорость сваривания титана равна 2-2,5 мм/ сек. Увеличивать данный показатель не рекомендуется, потому что будет снижаться прочность металла, заполняющего зазор. И этот показатель очень важен, когда для соединения используется контактная сварка. Потому что данная технология производится очень быстро. При этом не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
Так как существует несколько вариантов контактной сварки, то все они могут быть использованы для сваривания титановых заготовок. Контактная сварка может быть точечной, линейной и конденсаторной. Необходимо понимать, что у каждой технологии будет выбираться свой режим, зависящий от толщины свариваемых заготовок, от давления электродов, от их диаметра или от ширины и длины сварочной пластины, от времени сжатия, от продолжительности прохождения тока через металл. То есть, процесс этот не самый сложный, но требующий знания подбора все вышеперечисленных параметров технологического процесса.
Описание и параметры контактной сварки титана есть в ГОСТах. Так что разобраться в ней будет несложно. Обязательно посмотрите видео, в котором показано, как можно варить титан аргонной сваркой.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка титана технология
Технология сварки титана
Темы: Технология сварки, Сварка титана.
Основной критерий, по которому выбирается технология сварки титана, исходя из оптимальныx механических свойcтв, - оптимальный интервал скоростей охлаждeния Δ(ωoхл, в котором степень снижения урoвня пластических свойств OШЗ оказывается наименьшей. Поэтoму сварку α- и псевдo α-сплавов целесообразно провoдить при минимальных погонных энеpгиях; (α + β)-сплавы со срeдним количеством β-фазы характеризуютcя резким снижениeм пластических свойств в широком интервалe скоростей охлаждения вследствие неблагоприятного сочетaния α'-, ω- и β-фаз. Внe этого интервалa пластичность увеличивается пpи малых скоростях в результате уменьшeния количества β-фазы, пpи высоких - за счет еe увеличения. Эти сплавы целесообразнo сваривать на мягких режимах c малыми скоростями охлаждeния.
Высоколегированные (α + β)-сплавы c высоким содержанием β-фaзы (ВТ16) или сплавы сo структурой метастабильнoй β-фазы целесообразно сваривать нa режимах, обеспечивающих среднюю и высокую скорости охлаждения.
Технология сварки титана : подготовка под сварку.
Качество сварных соединений во многoм определяется технологией подготовки кромок деталeй и титановых проволок пoд сварку. Подготовительные операции выбираются в зависимости от исходногo состояния заготовки. Плоские листовые заготoвки, нарезанные ножницами, детали простoй формы, изготовленные холодной штамповкoй и т.п., подготавливаются пoд сварку механической обработкой кромок (пятый-шестой классы чистоты).
Свариваемые детали разрезают механическим путeм. В качествe предварительного метода разрезки c последующей механической обработкой кромок можeт быть использована такжe газовая и плазменная резка. Газовая резка титана проводится на повышенной (в сравнении со сталью) скорости пpи одновременном снижении мощности подогревающего пламeни из-за болеe интенсивного выделения теплоты в зонe реза. Сварные соединения, выполненныe непосредственно после газовой сварки, имeют низкую пластичность и склoнны к растрескиванию в условиях напряженногo состояния. Удаление поверхностного слoя после газовой резки механическим путeм на глубину ≥1 мм позволяeт получить высококачественное сварное соединение.
Разделка кромок пpи сварке титановых сплавов принципиально не отличается oт разделок, применяемыx для сталей. В зависимоcти oт толщины свариваемого металла сварка проводится бeз разделки, c рюмкообразными, V-, U-, X- разделками, a также применяются замковые соединения. Сварка деталей из титановых сплавов выполняется после снятия газонасыщенного (альфированного) слоя. Такой обработке должны быть подвеpгнуты детали, изготовленные пластической деформацией (штампoвки, поковки, и т.д.), a также детали, прошедшиe термическую обработку в печах бeз защитной атмосфeры.
Удаление альфированного слоя c применением травителей предусматривает:
- предварительноe рыхление альфированного слоя дробe- или пескоструйной обработкoй;
- травление в растворе, содержащeм (в %): 40 HF, 40 НNОз , 20 Н2О или 50 HF и 50 Н2NОз; увеличениe времени травления выше оптимального привoдит к взрыхлению поверхностных слоeв металла, повышенной сорбции ингредиентoв среды и увеличению порообразования пpи сварке;
- последующую зачистку кромок нa участке ширинoй 10... 15 мм c каждой сторoны металлическими щетками или шаберaми для удаления тонкогo слоя металла, насыщенного водородом пpи травлении (см. таблицу Составы некоторых растворов для химической обработки поверхностей деталей из титана перед сваркой).
Механическое удаление альфированного слоя (зачиcтка шабером) непосредственно перeд сваркой обеспечивает лучшие результаты.
Перед началoм сборочно-сварочных работ нужно очистить детали от загрязнений металлическoй щеткой и обезжирить органическим растворителeм. В качестве органических растворителей можнo использовать ацетон и бензин. Рекомендуетcя следующая технология обезжиривания: промывкa свариваемых кромок и поверхностей, прилегающих к ним, на шиpину ≥20 мм (бязью, волосяными или капронoвыми щетками) бензином маpки Б-70 и последующaя промывка этиловым спиртом-ректификатом; допускаетcя промывка ацетоном.
Пpи сборке под сварку конструкций из титана необходимо соблюдать такие особенности:
- в связи c жидкотекучестью а такжe высоким коэффициентом поверхностногo натяжения расплавленного титана обеспечивaть более высокое качество сборки;
- иcключить правку и подгонку деталей c использованиeм местного нагрева газовым пламенем;
- учитывaть трудность правки и подготовки деталей в холодном состоянии в связи со значительной пружинистостью титана;
- надежно защищать швы при сварке плавлением oт доступа воздуха c обратнoй стороны шва пoи выполнении прихваток.
В качествe присадочных материалов пpи сварке титана плавлением испoльзуют холоднотянутую проволоку и прутки, изготовленныe из листового металла. Выбoр сварочной проволоки определяется условиями эксплуатации и сварки конструкции. Состав проволоки должeн быть близок к составу основногo металла. Сварочная проволока из титана и eго сплавов изготовляется диаметрoм 0,8 ... 7 мм. Еe подвергают вакуумному отжигу.
Пoи соблюдении рассмотренных требовaний к качеству исходного материалa, подготовке под сварку и технологии сварки свариваемость титановых сплавов можно характеризовать слeдующим образoм. Высокопластичные малопрочныe титановые сплавы (у которых σв
Свариваемость титановых сплавов средней прочноcти (σв
Еще один этап технологии сварки титана вынесен на отдельную станицу : Термообработка титана.
Технология сварки титана и титановых сплавов выбирается из следующих нашедших применение способов: дуговая в инертных газах, электронно-лучевая сварка, плазменная сварка, автоматическая сварка под флюсом, электрошлаковая сварка, высокочастотная, контактная сварка, диффузионная, холодная сварка, взрывом, прокаткой биметаллов.
Далее подробнее рассмотрены такиe технологии сварки татана: Сварка титана под флюсом, Электрошлаковая сварка титана, Дуговая сварка титана в вакууме, Контактная сварка титана, Диффузионная сварка титана, Электронно-лучевая сварка титана, Дуговая сварка титана в защитных газах.
Другие страницы по теме
:
- Титановые сплавы.
- Лазерная сварка титана и титановых сплавов.
weldzone.info
Сварка титана и его сплавов – технология и особенности
Изготовление изделий из титана при помощи сварки в настоящее время является обычным процессом для многих производителей. Давно признано, что титан не является экзотическим металлом и не требует для его сварки особенных процессов и технологий. Понятно, что титан сваривается так же, как и другие высококачественные металлы, при условии принятия во внимание его уникальных свойств.
Существуют важные различия между титаном и сталью:
- низкая плотность титана- низкий модуль упругости- высокая температура плавления титана
- низкая пластичность титана
Компенсация этих различий позволяет сварку титана и его сплавов, используя методы, аналогичные, например, сварке нержавеющей стали или сплавов на основе никеля.
В этой статье мы рассмотрим общие операции и технологии, используемые при сварке титана. Предоставленная информация предназначена для использования в качестве руководящих принципов.
Требование к сварочному рабочему месту при сварке титана
Титан является химически активным металлом, который образует сварное соединение с менее оптимальными свойствами. Поверхность титана содержит хрупкие карбиды, нитриды и оксиды, каждый из которых, нагреваясь и охлаждаясь на воздухе, может снизить сопротивление усталости и прочность сварного шва и зоны термического влияния (ЗТВ). Мало того, что требуется постоянная защита свариваемой поверхности, необходимо также защита обратной стороны сварного шва.
При сварке титана и его сплавов требуется уделить особое внимание чистоте рабочего места. Для сварочных цехов, где производятся работы с различными металлами, необходимо выделить специальную область, которая будет использоваться специально для сварки титана. Место, отведенное для этого, должно быть защищено от потоков воздуха, влаги, пыли, жира и других загрязнений, которые могут препятствовать качественной сварке. Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
Титан и его сплавы свариваются несколькими процессами. Наиболее частым видом сварки является аргонодуговая сварка TIG вольфрамовым электродом и полуавтоматическая MIG сварка. Так же можно встретить применение таких процессов как плазменная сварка, электронно-лучевая сварка и сварка трением, но эти процессы используются в ограниченной степени. Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
При правильной технологии сварки титана, получаемые сварные соединения являются коррозионно-стойкими, как и основной металл. Наоборот, неправильно сваренные швы могут стать хрупкими и менее коррозионно-стойкими по сравнению с основным металлом.
Технологии и оборудование, используемые при сварке титана аналогичны тем, которые требуются для других высококачественных материалов, таких как нержавеющая сталь или сплавы на основе никеля. Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Процесс TIG может быть использован для стыковых соединений без подачи присадочного материала при толщине листа примерно до 3 мм. Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки или полуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Очистка поверхности и присадочного металла перед сваркой
Перед сваркой титана, важно, чтобы сварные швы и прутки (проволока) были очищены от окалины, грязи, пыли, жира, масла, влаги и других возможных загрязнений. Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Технология TIG сварки титана и его сплавов
В дополнение к чистоте свариваемой поверхности и присадочного металла, соответствующих параметров сварки, а также надлежащего инертного защитного газа, требует внимания техника сварки. Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Вторичная и защита корня шва также должны быть продолжены. Сварной шов желтоватого или синего цвета указывает на преждевременное снятие защитного газа. Предварительный нагрев при сварке титана обычно не требуется. Однако если подозревается наличие влаги, из-за низких температур или высокой влажности, нагрев может быть необходимым. Нагрева газовой горелкой сварных поверхностей до 70 °C, как правило, достаточно, чтобы удалить влагу.
Длина дуги для TIG сварки титана без присадочной проволоки должна быть примерно равна диаметру вольфрамового электрода. Если добавляется присадка, то максимальная длина дуги должна быть около 1-1,5 диаметра электрода.
Цвет сварочного шва титана отображает его качество
Очистка между проходами не требуется, если сварной шов остается ярким и серебристый. Швы желтоватого или голубого цвета могут быть удалены проволочной щеткой из нержавеющей проволоки. Некачественные сварные швы, о чем свидетельствует темно-синий, серый или белый порошкообразный цвета, должны быть полностью удалены путем зачистки. Соединение затем должно быть тщательно подготовлено и снова очищено перед сваркой.
Как видно из этой статьи, сварка титана и его сплавов это не такая сложная наука, и используя указанные правила и технологии можно добиться высококачественных швов без особых усилий. Основой технологии сварки титана является подготовка соединения и материала перед сваркой и защита сварочного шва, его обратной стороны и околошовной зоны. В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Сварка титана и его сплавов
Титан – высокопрочный материал, сохраняющий устойчивость к коррозии в том числе в агрессивных средах. Прочность чистого титана находится в пределах от 267 до 337 МПа. Сплавы, особенно с алюминием, ванадием, хромом, оловом и другими отличаются более высоким коэффициентом прочности – до 1400 МПа. Но при этом сплавы достаточно пластичны, благодаря чему они востребованы в судостроении, машиностроении, химической отрасли, авиа- и приборостроении, в ракетной промышленности, у которых сварка титана является неотъемлемой частью производства.
Сварка титана – возникающие сложности и пути их преодоления
Элемент обладает высокой химической активностью, что является основной причиной сложностей, возникающих при сварке титана и его сплавов. При нагревании и находясь в расплавленном состоянии металл активно реагирует с такими элементами, как азот, водород, кислород. Взаимодействие с кислородом, которое начинается уже при комнатной температуре, приводит к образованию на поверхности титана альфинированного слоя – прочной корки, которая защищает поверхность от ее дальнейшего окисления. А реакция нагретого металла с кислородом приводит к образованию окислов, которые также очень прочные и непластичные. Причем в зависимости от степени окисления такая оксидная пленка имеет различный оттенок цвета – от желто-золотистого и до темно-фиолетового, постепенно переходящего в белый. По расцветке можно определить качество защиты околошовной зоны при сварке титановой трубы.
Взаимодействие с азотом (реакция наступает при нагреве материала до 500 градусов) также приводит к снижению качественных характеристик изделий – повышается прочность, но при этом снижается пластичность. Поэтому перед тем, как сваривать титановые заготовки, поверхность металла нужно очистить от альфинированного слоя и азота, чтобы их частички не попадали в область сварного шва, поскольку из-за этого могут образоваться холодные трещины.
Также негативно влияет на качество титана и водород. Уже при 200-400 градусах они вступают в реакцию, в результате чего металл воспламеняется. Даже при снижении температуры сохранившиеся в изделии гидриды становятся причиной растрескивания титановой трубы, образования пор и холодных трещин. Причем они могут образоваться даже спустя длительный промежуток времени после сваривания.
Чтобы избежать насыщения титана газами, его необходимо защитить. На практике применяются специальные прокладки, изготовленные из металла или флюса, а также газовые подушки. Для защиты применяются местные камеры-насадки, закрывающие непосредственно как зону сварки, так и свариваемый узел. Максимальной защиты можно добиться, поместив в насадки сетчато-пористый материал. Он обеспечит ламинарный поток инертного газа. Также необходимо защитить обратную сторону шва при помощи подкладок или специальных насадок.
При работе на воздухе, чтобы расширить зону защиты, подача инертного газа производится из сопел, оборудованных насадками длиной до 50 см, дополнительно подается газ через специальные подкладки, установленные с обратной стороны сварного шва. Кроме того, весь свариваемый узел можно поместить внутрь герметичной камеры.
Способы сварки титана и сплавов
Для сварки титана используется несколько основных методов. Это дуговая, контактная, электрошлаковая, электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
При любом из способов сварки титана используются присадки из схожего по составу материала – в частности, проволока ВТ1-00. Подготовка кромок титановой заготовки производится механическим способом, а их поверхность и поверхность проволоки и прилегающего металла зачищается травлением или также механически.
Дуговой метод сварки
При дуговой сварке титановых сплавов используются вольфрамовые электроды двух типов: неплавящиеся иттрированные и лантанированные. А если выполняется сварка титана полуавтоматом или автоматическим аппаратом, применяются плавящиеся электроды.
Самый популярный тип – сварка аргоном титана автоматическими установками на воздухе. В этом случае применяется любой плавящийся электрод (чугунный, алюминиевый, медный), на сварочную горелку устанавливается насадка, которая защищает участки металла, нагретые до 250-300 градусов, от воздуха.
Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Если производится сварка титана полуавтоматом вручную, ее необходимо выполнять на короткой дуге, поддерживая между электродом и присадкой прямой угол. По завершении сварки титана полуавтоматом нельзя прекращать подачу аргона до снижения температуры металл ниже 400 градусов.
Чтобы повысить эффективность сварки титановой трубы плавящимся электродом в присутствии инертных газов, проволоку перед началом работы подогревают проходящим током, а также используют импульсно-дуговую сварку. Тем самым, при сварке титана полуавтоматом сокращение погонной энергии вдвое ведет к увеличению ее производительности также вдвое. А чтобы меньше расходовать дорогостоящие материалы, сварку осуществляют в щелевую разделку.
Электрошлаковый метод
Электрошлаковая сварка подразумевает использование электродов для сварки пластинчатого типа, изготовленных из того же материала, что и свариваемый металл. Толщина титановых электродов должна составлять 8 – 12 мм, а ширина зазора должна равняться толщине заготовки. Защиту от перегрева обеспечивает аргон. В результате прочность сварного шва оказывается высокой, поскольку полученные соединения обладают характеристиками, схожими с исходным материалом. Подобный метод, когда используются титановые электроды, эффективен при работе с деталями толщиной от 40 мм.
Электронно-лучевой способ
Лучевая сварка отличается тем, что сварной шов в результате обладает мелкозернистой структурой. Также такой вариант сварки титановой трубы позволяет обеспечить надежную защиту металлических поверхностей от газов. Данный способ используется при сварке титановых труб, толщина которых не превышает 160 мм.
Чтобы исключить образование пор и разрывов в соединении, сварка титана с заготовками из других металлов осуществляется при горизонтальном расположении луча.
Сварка титана и его сплавов со стальными заготовками – особенности процесса
Сварка титана со сталью помогает снизить вес конечных материалов. Это находит свое применение при проектировании сооружений различных типов. Однако из-за существенных различий в свойствах материалов сложно добиться высокопрочных соединений, отличающихся долговечностью. Разработки в этом направлении ведутся и сейчас. Наибольшие сложности возникают при необходимости сваривания титана с нержавейкой.
В настоящее время используются такие методы сварки со сталью, как:
- Сварка взрывом. В этом случае используются промежуточные прокладки из таких металлов, как медь (Cu), никель (Ni), серебро (Ag) либо сплавы тугоплавких металлов.
- Диффузионный метод сварки. Таким способом производится в том числе соединение титана с нержавейкой. В результате соединения получаются очень прочными, за исключением зоны шва, где их прочность будет ниже, чем у исходных заготовок.
- Клинопрессовая сварка титановой трубы. Таким способом удается получить достаточно качественное соединение.
- Контактный и ультразвуковой способы сварки.
Из всех способов, которые используются при сваривании заготовок, наиболее востребованной является технология сварки титана методом плавления – аргонодуговая.
Таким образом, существует ряд методов соединения титановых изделий, в том числе широко используется сварка титана полуавтоматом. Зная особенности сварки титана и его сплавов, можно добиться нужного результата.
svarkaed.ru
Технологии сварки титана
Сварка титана и его сплавов получила широкое распространение благодаря таким свойствам этого металла, как малая плотность, довольно высокая прочность с коррозионной стойкостью в условиях различных агрессивных сред. Главная сложность сварки титана заключается в его особой химической активности при взаимодействии с газами в расплавленном и подогретом состоянии. Нагреваясь, титан активно принимает в себя водород и кислород с азотом, что отрицательно сказывается на пластичности металла в шве и показателях прочности.
Из-за его повышенной химической активности этот металл, а также сплавы, запрещается подвергать дуговой сварке только лишь с односторонней защитой зоны соединения нагреваемых до 500-600 ºС и выше незащищенных участков сварки и оборотной стороны изделия. При аргонодуговой сварке титана важнейшим условием получения хорошего качества соединения наряду с высокой защитой сварочной зоны является полная защита с двух сторон всего нагреваемого места соединения от соприкосновения с атмосферным воздухом. Обычно это достигается использованием бескислородных фтористых флюсов и инертного газа. Последний подают с применением особых газовых насадок. Для защищенности оборотной стороны швов применяют специальные газовые подушки, а также металлические и флюсовые прокладки. О высокой степени защищенности металла свидетельствует его блестящая поверхность после сварки титана аргоном.
До сборки поверхности изделия около кромок, в участках наложения швов, в околошовном месте обрабатывают при помощи шабера, напильника или наждачного круга на расстоянии около 2 см от начала разделки кромки. Они не должны иметь трещин, заусениц, надрывов, забоин и прочих изъянов. Непосредственно перед инверторной сваркой титана заготовки очищают с помощью металлической щетки от грязи, обезжиривают обычным растворителем. Запрещается прихватывать не обезжиренные вдоль кромок и не подготовленные детали, а также трогать голыми руками обработанные заготовки. По завершении сборки необходимо проверить качество прихваток, отсутствие смещения кромок и грязи на них, а также величину зазора.
К наиболее часто применяемым технологиям сварки титана со сталью относятся дуговая в защитных газовых средах и под флюсом, электрошлаковая, а также сварка с помощью электронного луча. Применяется как ручная, так и сварка титана полуавтоматом с помощью неплавящихся электродов или титановой проволоки, а также флюсов. В целях уменьшения затрат энергии и сокращения зоны термического воздействия, исключения пор в швах и для повышения защиты титана от воздействия воздуха при сварочных работах применяются бескислородные фторидно-хлоридные флюсы.
Для дуговой сварки титановых сплавов в инертных газовых средах пользуются плавящимися либо вольфрамовыми электродами, для автоматической в аргоне – проволоками для сварки титана, вылет которых не может превышать 2-2,5 см. Ручная аргонодуговая сварка электродами из вольфрама проводится постоянным током при прямой полярности, для заготовок толщиной до 4 см он не может превышать 170 А. Для работ с изделиями толщиной около 12 мм подойдет холодная сварка титана плазмой, а для большей толщины – сварка в несколько проходов. Плазменная сварка с неплавящимися электродами способна обеспечить производительность большую, чем у традиционной аргонодуговой, с меньшими деформациями свариваемой заготовки. Но при этом очень важно соблюдение жестких требований по качеству сборки конструкции.
Из-за низкой теплопроводности материала при использовании технологии сварки титана аргоном с помощью плавящихся электродов получаются стыковые швы специфической конусообразной формы и небольшим коэффициентом формы шва. В случае использования для сварке гелия формы швов бывают лучше. Это объясняется большим напряжением дуги в гелии. Получаемые сваркой аргоном швы довольно узкие, а в гелии – несколько шире. При этом расход гелия для обеспечения требуемой защиты материала значительно превышает расход аргона из-за возрастания размеров зоны расплавления.
Технология сварки титана в заготовках небольшой толщины предполагает использование ручных горелок с электродами из вольфрама, а также обычных автоматов аргонодуговой сварки и неплавящихся электродов. Для этого подается постоянный сварочный ток с прямой полярностью. Применение присадочных металлов обосновано для толщины листов от 1,5 мм. Без них показатели прочности соединения не будут превышать прочности основного материала. Использование прутка приводит к поглощению его разогретой поверхностью определенного объема газов, это способствует понижению пластичности металла в швах.
К особенностям сварки титана при толщине заготовок больше 4 мм относится применение различной разделки кромок (в X-, U- или V-форме). А для большей глубины сплавления в сварке электродами из вольфрама пользуются пастообразными флюсами. Их наносят небольшим слоем по краю кромки, что способствует свариванию металла без разделывания кромок с применением менее сильных, чем обычно, токов. Данная технология сокращает деформации свариваемых изделий при холодной сварке титана, цену которой можно снизить за счет сокращения пористости шва, а также рафинирования части металла в нем.
Присоединение титановых деталей большой толщины возможно без разделывания кромок сваркой с помощью погруженной дуги с неплавящимся электродом. Двухсторонней сваркой, производимой в два прохода, с использованием плавящегося электрода можно соединять без скоса кромок заготовки значительной толщины. Благодаря высокому электрическому сопротивлению этого металла вылет электрода будет небольшим. Процесс сварки осуществляется постоянным током при обратной полярности.
Удобна для титана, как и некоторых других особо активных металлов, сварка при помощи электронных лучей, позволяющая получать глубокие и узкие швы на изделиях большой толщины. А лазерная сварка титана, использующая в нагреве энергию излучения лазера, применяется для наплавки, прошивки отверстий, резки и поверхностной обработки деталей.
Похожие статьи
| В качестве горючего в термитных смесях используется, в основном, алюминий. В связи с тем, что металл обладает высокой химической активностью, он способен восстанавливать различные металлы из их окислов. так называемая алюминотерапия в термитной сварке ...... |
| Согласно технологии магнитно-импульсной сварки, соединение деталей между собой осуществляется за счет соударения. Силы электромеханического воздействия преобразуют электрическую энергию в механическую, что позволяет сваривать детали, не используя дополнительную проводящую... |
| Говоря об инверторной сварке полуавтоматом, хочется отметить, что она имеет ряд плюсов. Необходимость приобретения сложного оборудования отсутствует, а процесс сварки не представлят особых сложностей. Электродная проволока вводится в полуавтомат особым механизмом, который не только подает... |
| Сварочное оборудование применяется почти везде: в промышленности, при рeмонте квaртир, пoэтому онo oчень вoстребовано и соврeменный рынoк предлaгает огрoмный выбoр этoго оборудовaния для любoго типa рaбот.... |
| Все операции процесса контактной сварки осуществляются в три стадии. Первая из них обеспечивает физическое контактирование свариваемых деталей. Машина контактной сварки помимо соединения элементоа позволяет очистить из поверхность от пленок и сгладить шероховатые... |
promplace.ru
www.samsvar.ru
Сварка титана и его сплавов – технология и особенности
Изготовление изделий из титана при помощи сварки в настоящее время является обычным процессом для многих производителей. Давно признано, что титан не является экзотическим металлом и не требует для его сварки особенных процессов и технологий. Понятно, что титан сваривается так же, как и другие высококачественные металлы, при условии принятия во внимание его уникальных свойств.
Существуют важные различия между титаном и сталью:
- низкая плотность титана- низкий модуль упругости- высокая температура плавления титана- низкая пластичность титана
Компенсация этих различий позволяет сварку титана и его сплавов, используя методы, аналогичные, например, сварке нержавеющей стали или сплавов на основе никеля.
В этой статье мы рассмотрим общие операции и технологии, используемые при сварке титана. Предоставленная информация предназначена для использования в качестве руководящих принципов.
Требование к сварочному рабочему месту при сварке титана
Титан является химически активным металлом, который образует сварное соединение с менее оптимальными свойствами. Поверхность титана содержит хрупкие карбиды, нитриды и оксиды, каждый из которых, нагреваясь и охлаждаясь на воздухе, может снизить сопротивление усталости и прочность сварного шва и зоны термического влияния (ЗТВ). Мало того, что требуется постоянная защита свариваемой поверхности, необходимо также защита обратной стороны сварного шва.
При сварке титана и его сплавов требуется уделить особое внимание чистоте рабочего места. Для сварочных цехов, где производятся работы с различными металлами, необходимо выделить специальную область, которая будет использоваться специально для сварки титана. Место, отведенное для этого, должно быть защищено от потоков воздуха, влаги, пыли, жира и других загрязнений, которые могут препятствовать качественной сварке. Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
Титан и его сплавы свариваются несколькими процессами. Наиболее частым видом сварки является аргонодуговая сварка TIG вольфрамовым электродом и полуавтоматическая MIG сварка. Так же можно встретить применение таких процессов как плазменная сварка, электронно-лучевая сварка и сварка трением, но эти процессы используются в ограниченной степени. Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
При правильной технологии сварки титана, получаемые сварные соединения являются коррозионно-стойкими, как и основной металл. Наоборот, неправильно сваренные швы могут стать хрупкими и менее коррозионно-стойкими по сравнению с основным металлом.
Технологии и оборудование, используемые при сварке титана аналогичны тем, которые требуются для других высококачественных материалов, таких как нержавеющая сталь или сплавы на основе никеля. Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Процесс TIG может быть использован для стыковых соединений без подачи присадочного материала при толщине листа примерно до 3 мм. Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки или полуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Очистка поверхности и присадочного металла перед сваркой
Перед сваркой титана, важно, чтобы сварные швы и прутки (проволока) были очищены от окалины, грязи, пыли, жира, масла, влаги и других возможных загрязнений. Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Технология TIG сварки титана и его сплавов
В дополнение к чистоте свариваемой поверхности и присадочного металла, соответствующих параметров сварки, а также надлежащего инертного защитного газа, требует внимания техника сварки. Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Вторичная и защита корня шва также должны быть продолжены. Сварной шов желтоватого или синего цвета указывает на преждевременное снятие защитного газа. Предварительный нагрев при сварке титана обычно не требуется. Однако если подозревается наличие влаги, из-за низких температур или высокой влажности, нагрев может быть необходимым. Нагрева газовой горелкой сварных поверхностей до 70 °C, как правило, достаточно, чтобы удалить влагу.
Длина дуги для TIG сварки титана без присадочной проволоки должна быть примерно равна диаметру вольфрамового электрода. Если добавляется присадка, то максимальная длина дуги должна быть около 1-1,5 диаметра электрода.
Цвет сварочного шва титана отображает его качество
Очистка между проходами не требуется, если сварной шов остается ярким и серебристый. Швы желтоватого или голубого цвета могут быть удалены проволочной щеткой из нержавеющей проволоки. Некачественные сварные швы, о чем свидетельствует темно-синий, серый или белый порошкообразный цвета, должны быть полностью удалены путем зачистки. Соединение затем должно быть тщательно подготовлено и снова очищено перед сваркой.
Как видно из этой статьи, сварка титана и его сплавов это не такая сложная наука, и используя указанные правила и технологии можно добиться высококачественных швов без особых усилий. Основой технологии сварки титана является подготовка соединения и материала перед сваркой и защита сварочного шва, его обратной стороны и околошовной зоны. В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
© Смарт Техникс ![]()
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
www.smart2tech.ru
Технология сварки титана: описание (видео)
Сварка титана, технология которой представляет сложность, заключающуюся в его активном взаимодействии с газами в жидком и нагретом состоянии, является крайне востребованной процедурой.

Сварка — это процесс создания неразрывного соединения путем нагрева элементов.
В процессе нагрева титан образует такие соединения, снижающие качество шва:
- оксиды;
- нитриды;
- карбиды.
Сварка титана и его сплавов ввиду его высокой химической активности не проводится методом электродуговой сварки с односторонней защитой поверхности сваривания заготовок, температурой более 600°. При аргонодуговом методе важным условием получения высококачественного шва является защита с обеих сторон всего участка сваривания от контакта с атмосферным воздухом. Как правило, это удается достичь посредством бескислородных флюсов, содержащих фтор. Аргон подается с использованием специальных газовых насадок. Чтобы обеспечить полноценную защиту оборотной стороне шва, используются специальные газовые подушки, а также подкладки, выполненные из металла и флюсов. О качественной защите сварочной зоны свидетельствует отсутствие образования оксидной пленки на поверхности шва.

Для качественной сварки титановые заготовки необходимо подвергнуть абразивной обработке.
До начала сборки поверхности заготовки возле краев, в местах сваривания и в пространстве около шва производится абразивная обработка на расстоянии 2 см от краев. Не допускается наличие трещин, заусенцев и других дефектов. Перед началом работ производится очистка титановых заготовок стальной щеткой от грязи и обезжиривание растворителем. Не допускается прихватывать заготовки, не обработанные растворителем, а также прикасаться к ним без рукавиц. По окончании сборки следует:
- проверить величину зазора;
- качество прихваток;
- убедиться в отсутствии грязи в местах соединения.
Требования, предъявляемые к рабочему месту. Во время сварки титановых сплавов необходимо обеспечить чистоту рабочего места, которое должно быть надежно защищено от таких факторов:
- сквозняки;
- повышенная влажность;
- пыль;
- жир.
Аргонодуговая и сварка полуавтоматом
Наиболее распространенными способами являются технология аргонодуговой сварки неплавящимся электродом и сварка полуавтоматом.

Схема аргоно-дуговой сварки титана.
Если соблюдены все требования технологии, получаемый шов обладает коррозионностойкостью, как и вся деталь. Наоборот, если имеют место нарушения технологии, качество соединения заметно снижается.
Титан в сравнении с остальными цветными металлами требует особого внимания к качеству подаваемого аргона. Жидкому металлу сварного соединения необходима стопроцентная защита от контакта с атмосферным воздухом. Помимо этого горячая зона около шва с корнем сварочного шва должна быть защищена в процессе кристаллизации и последующего остывания до 427°.
Аргонодуговой метод можно применять для соединения стыков без присадочной проволоки, если толщина листа не превышает 3 мм. В случае соединения металла большей толщины потребуется присадочный материал и разделка кромок. Здесь подойдет как сварка титана аргоном с подачей присадочной проволоки, так и полуавтоматическая, которая отличается экономичностью и большей производительностью при соединении заготовок толщиной более 10 мм.
Совет: использовать аргонодуговую сварку следует с осторожностью, чтобы не допустить взаимодействия вольфрамового электрода и сварочной ванны. Таким образом удастся предотвратить попадание частиц вольфрама в сварочный шов.
Вернуться к оглавлению
Источники питания
Для аргонодуговой сварки используется источник питания постоянного тока DC прямой полярности (DCSP), а для полуавтоматической — источник питания обратной полярности (DCRP). Сварочная горелка должна быть оборудована устройством дистанционного регулирования силы тока во избежание нарушения сварочного процесса и контроля охлаждения соединения посредством защиты аргоном, который обеспечивает:

Источник питания постоянного тока DC прямой полярности .
- первичную защиту жидкой сварочной ванны;
- вторичную защиту кристаллизующегося металла и зоны около шва;
- защиту оборотной стороны соединения.
Первичная защита жидкой сварочной ванны. Для обеспечения первичной защиты следует грамотно выбрать сварочную горелку. Она оборудована большим керамическим соплом, надежно защищающим жидкую сварочную ванну, и газовой линзой, равномерно подающей аргон.
Чтобы определить эффективность и расход аргона для данной операции, необходимо сделать пробный шов на отдельной титановой пластине. Качественное сварное соединение должно иметь серебристый цвет.
Вторичная защита кристаллизующегося металла и зоны около шва. Как правило, вторичная защита производится посредством специальной насадки на сварочную горелку. Насадка должна обеспечивать равномерное распределение аргона внутри устройства.
Совет: если используется большая насадка, необходимо позаботиться о водяном охлаждении. Если в насадке имеются медные диффузоры, то удается получить равномерный поток газа.
Вернуться к оглавлению
Защита оборотной стороны шва
Устройство для защиты оборотной стороны соединения представляет собой медные подкладки, которые защищают корневую часть шва и зону вокруг него и могут быть водоохлаждаемыми. Также могут быть использованы массивные стальные болванки в качестве радиаторов, охлаждающие сварные швы. Подкладки оснащены канавкой, расположенной под местом соединения. Давление аргона при данной операции необходимо вдвое меньше в сравнении с первичной защитой. Потребуются отдельные газовые редукторы для каждой из упомянутых выше видов защиты.
Вернуться к оглавлению
Особенности технологии
Немаловажное значение имеет техника сваривания титановых сплавов. Перед началом работы необходимо продуть:

Схема подключения аргоно-дуговой сварки.
- горелку;
- защитную насадку;
- подкладки для оборотной стороны соединения для удаления атмосферного воздуха из системы.
Электрическую дугу следует зажигать посредством осциллятора. По окончании работы затухание электрической дуги производится плавным снижением силы тока. Газ следует подавать в область соединения и зону вокруг него до охлаждения титана до 427 и менее градусов.
Если сварной шов имеет желтый или синий оттенок, это свидетельствует о преждевременном снятии аргона. Как правило, нет необходимости в предварительном нагреве заготовки перед началом сварочного процесса. Но если влага все же присутствует, сварные поверхности необходимо прогреть до 70°. Для аргонодуговой сварки длина электрической дуги без присадочной проволоки должна равняться диаметру неплавящегося электрода. В случае добавления присадочной проволоки этот показатель составляет 1-1,5 диаметра электрода.
В очистке между проходами нет необходимости, если шов имеет серебристый цвет. Если имеют место желтый или синий оттенки, потребуется очистка при помощи проволочной щетки. Швы темно-синего, серого или белого цветов зачищаются до полного удаления.
Вернуться к оглавлению
Холодная сварка титана
Процесс холодной сварки титана происходит посредством разрушения кристаллической решетки, взамен которой происходит образование новой путем соединения слоев титана. Холодную сварку титана ведут в твердом состоянии на открытом воздухе.
Холодная сварка белого титана имеет существенное отличие в том, что процесс происходит под воздействием давления без внешнего нагрева. Согласно инструкции по холодной сварке титана, работы разрешается производить при любой температуре воздуха.
В случае приложения нормальных усилий данный способ соединения титановых листов производится внахлест. Для этого используются специальные зажимы для фиксации, после чего начинается сварочный процесс. После снятия зажимов листы деформируются и надежно соединяются между собой.
Посредством аргонодуговой сварки титановых сплавов удается получать ровное и цельное соединение, что гарантирует высокую герметичность, прочность и продолжительный срок службы изделия.
expertsvarki.ru










