Спец виды сварки лекции / Диффузионная сварка в вакууме. Электродиффузионная сварка
Диффузионная сварка: преимущества и недостатки
Атомы веществ находятся в постоянном движении, вот почему жидкости и газы могут смешиваться. Твердые тела тоже имеют подвижные элементарные частицы, но у них более жесткая кристаллическая решетка. И все же, если два твердых тела сблизить на расстояние взаимодействия атомных сил, то в месте контакта частицы одного вещества будут проникать в другое и наоборот. Такое взаимное проникновение веществ получило название диффузии, а эффект был положен в основу одного из методов соединения металлов. Он так и называется - диффузионная сварка металлов.
Что можно соединять диффузионной сваркой
Диффузионная сварка в вакууме имеет огромные технологические возможности. С ее помощью можно соединять:
- Металлы однородной и неоднородной структуры, а также их сплавы. Тугоплавкие металлические вещества типа тантала, ниобия и вольфрама.
- Вещества неметаллического характера с металлами: графит со сталью, медь со стеклом.
- Материалы конструкционные на основе из металла, керамику, кварц, ферриты, стекло, полупроводниковые структуры (однородные и неоднородные), графиты и сапфир.
- Материалы композиционные, пористые с сохранением их свойств и текстуры.
- Полимерные вещества.
Касаемо конфигурации и размера заготовок - они могут быть разными. В зависимости от величины рабочей камеры, можно работать с деталями от нескольких микрон (полупроводниковые элементы) до нескольких метров (сложные слоистые структуры).

Как устроена диффузионная установка
Комплекс для сварки диффузионным методом включает следующие основные элементы:
- Рабочую камеру. Она изготовлена из металла и предназначена для ограничения рабочей среды, в которой создается вакуум.
- Станину – шлифованную подставку. На нее опирается рабочая камера, вдоль которой она может перемещаться.
- Вакуумный уплотнитель. Является прокладкой между камерой и подставкой.
- Роликовый механизм и прижимной винт. С их помощью осуществляется перемещение камеры вдоль направляющих и фиксация ее на подставке.
- Насос вакуумный. Создает безвоздушное пространство в рабочей зоне.
- Генератор с индуктором. Выступают системой нагрева свариваемых деталей.
- Пуансоны жаропрочные, цилиндры гидравлические и насос масляный представляют механизм сжатия деталей под заданным давлением.
В зависимости от модификации установки диффузионной сварки могут отличаться формой камер и способом их герметизации. Также разными бывают методы разогрева деталей. Могут использоваться радиационные нагреватели, генераторы высоких токов, установки тлеющего разряда, электронно-лучевые нагреватели.

Диффузионные процессы при сварке
Если взять шлифованные металлические пластины, соединить их и положить под груз, то через несколько десятков лет будет заметен эффект обоюдного проникновения металлов друг в друга. Причем глубина проникновения будет в пределах миллиметра. Все дело в том, что скорость диффузии зависит от температуры соединяемых материалов, расстояния между элементарными частицами веществ, а также от состояния контактирующих поверхностей (отсутствия загрязнений и окислений). Вот почему в естественных условиях ее процесс протекает так медленно.
В промышленности для быстрого получения соединения процесс диффузии ускоряют, учитывая все эти условия. В рабочей камере:
- Создают вакуум с остаточным уровнем давления до 10-5 мм ртутного столба либо наполняют среду инертным газом. Таким образом детали не подвержены воздействию кислорода, который является окислителем любого металла.
- Материалы разогревают температурой в 50-70% от температуры плавления заготовок. Этим добиваются увеличения пластичности деталей за счет более подвижного состояния их элементарных частиц.
- На заготовки оказывают воздействие механическим давлением в пределах 0,30-10,00 кг/мм2, сближая межатомные расстояния до размеров, позволяющих установить общие связи и взаимно проникнуть в близлежащие слои.
Требования к подготовке материалов
Перед тем как поместить заготовки свариваемых элементов в диффузионную установку, их подвергают предварительной обработке. Основная цель обработки контактирующих частей заготовок направлена на получение более гладких, ровных и однородных поверхностей, а также удаление из зоны соединения невидимых маслянистых образований и грязи. Обработка заготовок бывает:
- химической;
- механической;
- электролитической.
Пленки окислов, как правило, не влияют на процесс диффузии, так как они самоликвидируются в процессе нагревания в вакуумной среде.
Когда диффузионная сварка протекает недостаточно эффективно между веществами, у которых неодинаковый температурный коэффициент расширения, либо образуется хрупкий шов, используют так называемые буферные прокладки. Ими может служить фольга различных металлов. Так, медная фольга применяется при диффузионной сварке заготовок из кварца.

Характеристики получаемых соединений
В отличие от традиционных способов сварки расплавлением, где к основному металлу вводится дополнительный металл в шве, диффузионная сварка позволяет получить однородный шов без серьезных изменений в физико-механическом составе места соединения. Готовый стык обладает следующими показателями:
- наличие сплошного шва без пор и образований раковин;
- отсутствие окисных включений в соединении;
- стабильность механических свойств.
Благодаря тому что диффузия - это естественный процесс проникновения одного вещества в другое, в зоне соприкосновения не нарушается кристаллическая решетка материалов, а следовательно, отсутствует хрупкость шва.

Соединение деталей из титана
Диффузионная сварка титана и его сплавов характеризуется получением качественного соединения при высокой экономической эффективности. Она широко применима в медицине для изготовления деталей протезов, а также в других областях.
Детали подвергают нагреву до температур на 50º – 100º ниже, чем температура, при которой происходит полиморфное превращение. При этом на материалы оказывают небольшое давление в 0,05–0,15 кгс/мм².
Химический состав титанового сплава не влияет на крепость соединения элементов таким способом сварки.

Преимущества метода
При диффузионной сварке возможно:
- соединять однородные и неоднородные твердые вещества;
- избегать деформации деталей;
- не использовать расходники в виде припоев и флюсов;
- получать безотходное производство;
- не применять сложные системы приточно-вытяжной вентиляции, так как в процессе не образуется вредных паров;
- получать любую площадь зоны контактного соединения, ограниченную только возможностью оборудования;
- обеспечить надежный электрический контакт.
К этому следует добавить отличный эстетический вид готовой детали, которая не требует применения дополнительных операций обработки, таких как удаление сварной окалины, например.
Недостатки технологии
Диффузионная сварка является сложным технологическим процессом, к ее основным недостаткам можно отнести:
- необходимость применения специфического дорогостоящего оборудования;
- потребность в наличии производственных площадей, установка имеет немалые габариты;
- требование иметь специальные знания, навыки и понимание процесса работы;
- затраты времени на тщательную предварительную обработку заготовок;
- содержание вакуумной установки в предельной чистоте, иначе невидимая пыль может оседать на свариваемых элементах и приводить к браку соединения;
- трудность проверки качества шва без необходимости его разрушения.
Учитывая все это, а также специфику использования вакуумных установок, диффузионная сварка востребована только в условиях предприятий, а не частного использования.

Промышленное оборудование для диффузионной сварки
Существует несколько типов промышленного оборудования, разработанных для диффузионной сварки. Они в основном отличаются друг от друга спецификой свариваемых материалов и применением разных систем нагрева деталей.
Установка типа МДВС предназначена для производства гибких медных шин, контактных групп выключателей высоковольтных из меди и керрита, деталей газлифтных клапанов насосов скважинных, выполненных из нержавейки и твердых сплавов металлов. В системе применим эффект электроконтактного нагрева.
Сварочный комплекс типа УДВМ-201. Выполняет соединение методом диффузионной сварки материалов из стекла разных марок. Нагрев рабочей поверхности осуществляется методом радиационного излучения.
Оборудование сварочное УСДВ-630. Установка индукционного нагрева для сварки материалов композитных на основе титана и меди. Такие системы позволяют нагревать большие по площади детали.
Машина МДВС-302 для диффузионной сварки с применением высокочастотного нагрева деталей. Характеризуется наличием малогабаритного генератора на транзисторной схеме.
fb.ru
Монтаж электросвароной седелки | установка электросварной седелки
Для правильной установки электросварной седелки на трубе необходимо:
1. Приложить верхнюю часть седлового отвода к трубе. В месте, будет Монтаж электросвароной седелки, нужно нанести специальным несмываемым маркером контрольную линию по контуру седлового отвода, позже эта линия пригодится для контроля снятия оксидного слоя с поверхности трубы;
2. С помощью ручного скребка для снятия оксидного слоя, необходимо удалить с трубы в области зоны сварки оксидный слой, который образуется на поверхности полиэтилена в процессе хранения. Поверхность снятия оксидного слоя должна быть на несколько миллиметров больше, чем непосредственная зона контакта верхней седловидной части с трубой. При снятии оксидного слоя, достаточно одного прохода без пропусков, глубиной 0,155мм. При этом надо следить, чтобы поверхность была ровной без бугров и ребер.
3. После снятия оксидного слоя, перед непосредственным проведением сварочных работ, свариваемые детали необходимо обезжирить специальным обезжиривающим составом при помощи бесцветной, неворсистой, бумажной салфетки. Если нет специальной жидкости, можно обезжирить свариваемые детали при помощи ацетона.
4. Перед тем, как установить электросварную седелку на трубе, необходимо заново отметить ширину зоны сварки на трубе при помощи маркера, т.к. в процессе обработки эти отметки могли стереться.
Перед тем, как провести Монтаж электросвароной седелки поверхности сопряжения должны быть чистыми и сухими, избегайте касания руками зоны сварки. Следы влаги, росы или инея в области сварки должны быть удалены. Седловой отвод распаковывайте только непосредственно перед проведением работ.
Установите верхнюю часть электросварной седелки на обработанную поверхность трубы, а ответной частью седелки, которая может быть в виде ремня или хомута, обхватите трубу с нижней части. Закрепите между собой обе части седелки и затяните зажимные болты, зафиксировав в нужном направлении седловой отвод.
5. Электродиффузионная сварка фитинга и трубы должна производиться специальным сварочным аппаратом и аттестованным специалистом. Параметры сварки содержаться в штрих-коде, который находится на специальной наклейке на фитинге или карточке, которая поставляется вместе с седелкай.
Процесс сварки полностью автоматизирован. При помощи оптического считывающего карандаша параметры сварки считываются со штрих-кода. Если сварочный аппарат поставляется без оптического карандаша, то параметры сварки вводятся в ручную. После ввода информации со штрих-кода, вся информация отражается на дисплее сварочного аппарата. Необходимо сравнить данные на дисплее с данными фитинга. При соответствии данных можно начинать процесс сварки.
Сварочный аппарат для электромуфтовой сварки автоматически контролирует процесс сварки и производит регулировку подаваемой энергии в заданных пределах.
6. Электросварные седловые отводы, как правило, комплектуются на заводе специальной фрезой для прорезания необходимого отверстия в трубе и служит запорным механизмом, позволяющим производить врезку в трубопровод под давлением.
После того, как сварочный процесс окончен, выдержано правильное время охлаждения, можно считать, что Монтаж электросвароной седелки закончен, теперь необходимо произвести врезку в трубопровод. Выверните заглушку на седловом отводе, подходящим шестигранным ключом вверните фрезу-резак вниз до нижнего упора, затем выверните фрезу-резак до верхнего упора. Затем наденьте заглушку на место. Узел готов к работе.
sedelka.ru
Диффузионная сварка - особенности и преимущества
Кузнечный вид сварочного соединения был изобретен человеком самым первым. Он построен на термомеханическом принципе, когда две разогретые детали объединялись под давлением молота. Конечно, сегодня он практически не используется. Зато практически по тому же принципу придумана диффузионная сварка.
В нашей статье пойдет речь о современном термомеханическом сваривании металлов, которое происходит на атомарном уровне. Что это за способ и какие плюсы и минусы он имеет?
Что такое диффузия
Если вернуться к школьному курсу физики, то вспоминается один из таких процессов, как диффузия.
Это взаимное проникновение молекул одних веществ среди молекул (или даже атомов) других. Причем такое смешивание между ними приводит до выравнивания соотношений. Благодаря диффузии мы ощущаем запахи и даже привкусы растворенных веществ в воздухе, или же можем смешивать различные жидкости.
Но диффузия возможна и между твердыми субстанциями, например, металлами. На этом принципе и была построена диффузионная сварка, изобретенная еще в 50-х годах прошлого века.
Технология диффузионной сварки
Легко перемешать между собой газообразные или жидкие вещества. А как быть с металлами, или вообще разнородными материалами.
Технология построена по следующему принципу:
- Поверхности, соединяемые таким способом, должны быть подготовлены. Главное — это наличие шероховатости в местах будущей сварки. Особенно это касается инструментальных марок стали или жаропрочных материалов.
Подготовка поверхностей может проводиться несколькими способами: химическими, механическими или электролитическими.
- В вакуумной или газовой защитной среде стыки деталей разогревают до показателей, составляющих 0,5-0,7 от температуры плавления.
Именно нагревание до такого состояния ускоряет процесс диффузии и, к тому же, происходит взаимная деформация на стыках.
- Разогретые в месте соединения детали поддаются давлению для ускоренного процесса смешивания атомов вещества.
В некоторых случаях сжатие заменяется ударной нагрузкой. Сварное соединение образуется в момент динамического удара. Все происходит очень быстро, за доли секунды.
Также в качестве катализатора процесса между соединяемыми частями на стыке может прокладываться прослойка специального порошка или тонкой фольги.
В качестве таких прокладок применяют фольгу из меди, никеля, серебра и даже золота. Слой очень тонкий — порядка 2-7 микрон. Какую прослойку использовать определяют по видам свариваемых материалов.
Собственно, это и есть технология диффузионной сварки. Схема проста: подготовка-нагрев-сжатие.
Устройство диффузионной установки
Сам комплекс агрегатов, позволяющий выполнить весь процесс по соединению материалов, состоит из следующих узлов:
- Камера.
- Станина.
- Вакуумный уплотнитель.
- Насос.
- Генератор и индуктор.
- Механизм сжатия.
Камера служит местом, где непосредственно размещаются детали и создается вакуумная среда.
Станина, как и в любом другом станке, служит подставкой для размещения на ней узлов установки. В данном случае на ней монтируется камера. Она, в свою очередь, с помощью роликового механизма может перемещаться по станине.
Уплотнитель — это прокладка между камерой установки и подставкой.
Насос работает на откачку воздуха и устройства вакуума.
Генератор и индуктор обеспечивают нужный нагрев стыков соединяемых деталей.
Сжатие обеспечивается механизмом, состоящим из масляного насоса и гидравлических цилиндров. За счет них достигается нужное давление.
Конечно, это один из видов установки. Но, невзирая на различные типы нагревателей (электронно-лучевые, радиационные, установка тлеющего заряда, генератор высоких токов), сохраняется главный принцип — нагрев и сжатие.
Какие материалы можно сваривать
Диффузионная сварка металлов дала неплохой прорыв в технологическом плане. Были открыты большие возможности в производстве.
Что можно соединять путем такого сваривания в вакууме?
- Разнородные по своей структуре металлы, их сплавы, а также очень тугоплавкие типа вольфрама. Примером может послужить соединение по схеме чугун-сталь-чугун в тормозных колодках.
- Возможна сварка металлических деталей с неметаллами. Например, сварка медных частей со стеклом, металла с металлокерамикой, или же графита со сталью.
- Диффузионная сварка соединяет алюминиевые детали с чугунными, никелевыми или медными.
- Соединение жаропрочных марок стали с титаном.
- Различные спайки с титаном (медь, стекло, молибден).
То есть такой вид сварки позволил объединять те материалы, что не позволяют использовать другие способы варки. В итоге данный метод быстро нашел применение в различных отраслях промышленности от автомобилестроения до космического производства.
Положительные и отрицательные моменты
Как не существует идеальных подходящих под любые условия материалов, так и нет до сих пор технологий, обладающих только положительными свойствами.

Возможность соединения разнородных материалов между собой
Требуется минимальное количество дополнительных расходных материалов
Требуется минимальное количество дополнительных расходных материалов
Требуется минимальное количество дополнительных расходных материалов
В цеху не нужна дополнительная вентиляционная установка, так как в процессе сварки не образуются вредные пары
Площади свариваемых деталей ограничены только параметрами оборудования
Отсутствие отходов
При сварке нет ни брызг расплавленного металла, ни излучения ультрафиолета, как при других способах
Применение такой технологии позволяет получить качественное и очень прочное соединение даже из разных материалов

Оборудование очень специфическое и не дешевое
Нужно время на тщательную подготовку свариваемых поверхностей
Обязательная стерильность камеры. Малейшие чужеродные частицы приведут к браку в соединении
Такую технологию возможно применять только в промышленных масштабах
Но, невзирая на такие минусы в использовании технологии диффузионного соединения, сварка незаменима во многих отраслях промышленности.
Сварочное соединение с использованием процесса диффузии стало прорывом во многих отраслях промышленного производства. Ведь многие металлы и материалы невозможно качественно скрепить вместе. Во многом обязана космическая отрасль, так как именно в ней используются многие соединения с тугоплавкими вольфрамовыми и титановыми деталями, а также металлокерамики.
Большой недостаток в том, что невозможно использовать такую сварочную технологию в бытовых условиях. Ведь обязательно наличие специального и довольно дорогого оборудования. К тому же установки требуют и определенных энергозатрат на нагрев и работу.
А что Вы можете сказать по этому поводу. Имеется ли опыт работы на таких установках. Поделитесь своим опытом в блоке комментариев. Какие существуют тонкости технологического процесса и что нужно знать при использовании сварки диффузионным способом?
wikimetall.ru
Диффузионная сварка однородных металлических материалов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Медь находит самое широкое применение в электронной промышленности как конструкционный материал для изготовления различных узлов приборов. Для нее характерны высокая электро- и теплопроводность, малые газопроницаемость и газовыделение, коррозионная стойкость, немагнитность, высокая пластичность. Медь марок МБ, MB, MBK, Ml является основным материалом для изготовления анодов и анодных блоков, замедляющих систем, вводов энергии магнетронов, клистронов, ламп обратной волны, ламп бегущей волны, мощных генераторных и газоразрядных приборов и др. Широко используется она и в сочетании с разнообразными металлическими и неметаллическими материалами. Медь и ее сплавы составляют 90-95% от общего объема применения в электронике металлических материалов (в массовом измерении).Медь относится к числу материалов, ДС которых не вызывает особых затруднений. Равнопрочность соединений меди основному материалу достигается при ДС по режиму: Тсв = 850oС, Рсв = 7-8 МПа, t = 20 мин., V = 1,ЗЗх10-2 Па, обычно принимаемому за оптимальный.Диффузионная сварка меди находит наиболее широкое и успешное применение при изготовлении составных пакетированных узлов СВЧ-приборов: замедляющих систем, анодных блоков и резонаторов.
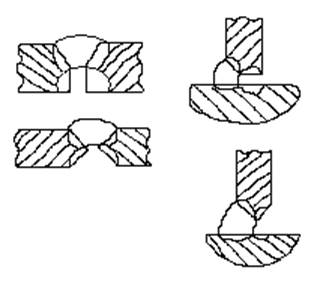
Заготовки пакетированных высокочастотных систем сантиметровогодиапазона получают обычно вырубкой из листовой меди. После очистки поверхности они в необходимом количестве собираются в приспособлениях, обеспечивающих их точное взаимное расположение, и свариваются друг с другом по оптимальному режиму при температуре 850oС. Этот режим обеспечивает необходимую точность систем вплоть до средней части миллиметрового диапазона. В зоне соединения (рис. 10.1) сохраняется, как правило, граница раздела, но ее ширина такого же порядка, что и обычная межзеренная граница.
В то же время ДС меди при температурах выше 800oС и удельных давлениях более 5 МПа приводит к пластической деформации деталей порядка десятых долей — единиц процентов (рис. 10.2).
Высокочастотные системы миллиметрового и субмиллиметрового диапазонов отличаются миниатюрностью и высокой точностью. Ширина ламелей анодных блоков доходит до 0,2 мм. Еще более ажурны мелкоструктурные замедляющие системы, поперечные размеры их штырей составляют десятки микрон. Заготовки для этих систем получают прецизионной электроискровой обработкой, фотогравированием или фотоосаждением. В этих диапазонах даже незначительные деформации систем, измеряемые единицами микрон, существенно ухудшают параметры приборов.
Поэтому проблема диффузионной сварки (ДС) с полным сохранением исходных размеров деталей при удовлетворительной прочности (пластичности) соединений является весьма актуальной для электронной промышленности.
В соответствии с представлениями о механизме и кинетике процесса ДС можно выделить следующие пути повышения прецизионности соединения при ДС: повышение класса чистоты обработки поверхностей; применение прослоев из пластичных материалов, в том числе расплавляемых при сварке; сварка в сверхвысоком вакууме.
Указанные приемы в той или иной степени облегчают и ускоряют развитие первой стадии ДС: очистку поверхностей от окисных и жировых пленок и развитие их фактического контакта. Более грубая подготовка поверхностей увеличивает время протекания первой стадии и общую длительность процесса сварки и в конечном итоге приводит к большей пластической деформации деталей. Это наглядно иллюстрируют кинетические кривые прочности (рис. 10.3), полученные при сварке по одному режиму, но с различной чистотой обработки поверхности меди.
Для разработки технологического процесса, гарантирующего получение вакуумноплотных соединений, важно определить моменты, в которые заканчивается процесс их формирования. Считают, что при диффузионной сварке процесс формирования соединений металлов с металлами и металлов с неметаллическими материалами, имеющих прочностные и вакуумные свойства, идентичные свойствам основного материала, завершен, если в результате диффузионного залечивания пор в контактной зоне стабилизируется поток водорода, протекающий через нее.
Для экспериментального исследования кинетики формирования соединений разработан специальный метод активного контроля, заключающийся в том, что в процессе сварки через контактную зону «продувается» поток газов из смеси гелия и водорода, контролируемый масс-спектрометром. Момент прекращения потока гелия через зону соединения соответствует начальному моменту достижения вакуумной плотности (закрытию сквозных каналов), а стабилизация потока водорода — моменту завершения диффузионного взаимодействия и формирования соединения, идентичного основному металлу по вакуумной плотности и термостойкости. О соотношении технологических параметров, при которых имеют место эти моменты, можно судить по рисунку 10.4.
Следует отметить, что нет единого мнения об оптимальных режимах диффузионной сварки пар металлов, наиболее распространенных в электронной технике, — медь МБ + медь МБ и медь МБ + сталь Э.
С использованием методов математического планирования экспериментов, в частности центрального композиционного ротатабельного униформ-планирования второго порядка, получены регрессионные уравнения, позволяющие в широком интервале параметров рассчитывать наперед заданную прочность 0, 1 σ [МПа] (y1) и деформацию ε [%] (у2) при контролируемом уровне вакуумной плотности: для соединения медь МБ + МБ при Т = 700 ... 900 oС:
Применение прокладки из более мягкого материала, чем свариваемый, приводит к локализации в ней пластической деформации сжатия. Фактический контакт образуется при этом преимущественно за счет активной деформации и ползучести материала прокладки, заполняющего микронеровности соединяемых поверхностей, что существенно снижает минимально необходимый уровень давления сжатия и изменение формы деталей.
При ДС высокоточных узлов меди применяются промежуточные прослои золота или серебра. Серебро и тем более золото обладают более высокой способностью к релаксации напряжений в условиях сварки. Достоинством этих металлов является также высокая чистота поверхности, так как золото практически не окисляется, а окислы серебра диссоциируют уже при нагревании на воздухе. Диффузионная сварка выполняется обычно через прослой золота 2-6 мкм, который гальванически наносится на одну из контактных поверхностей. При сварке порежиму Тсв = 500oС, P= 1 МПа, t= 10 мин., V= l,33x10-3 Па выдерживаются заданные допуски в пределах 5—10 мкм, соединения вакуумно-плотны, имеют надежный тепловой и электрический контакты.
Сварка пакетированных конструкций через прослои без них может успешно применяться для изготовления коаксиальных магнетронов обращенной конструкции, замедляющих систем типа «волновода», «гребенки», «встречных пластин», «штырь—кольцо» и других узлов магнетронов, ламп бегущей волны, ламп обратной волны.
ДС медных деталей производится также при изготовлении узлов других распространенных источников СВЧ-колебаний: клистронов, применяющихся в качестве малошумящих генераторов, мощных усилителей и генераторов непрерывного и импульсного действия, умножителей частоты. ДС обеспечивает высокое качество изготовления резонаторов клистронов с бессеточным высокочастотным зазором и с зазором, ограниченным сетками.
В зависимости от требований к точности сеточных узлов, их жесткости, материала для их соединения применяются режимы ДС без прослоев или с прослоями (рис. 10.5). Последние применяются для соединения с сеткодержателями микросеток, так как малейшие деформации деталей при сварке существенно влияют на рабочую частоту приборов, а нередко и на их выходную мощность. ДС через тонкие прослои золота, серебра и нерасплавленных припоев на их основе позволяет получить соединения с остаточными деформациями не выше 0,1% и сохранить первоначальную прозрачность сеток. В отличие от пайки, после сварки не изменяются поверхностные свойства сеток и исключено натекание металла на перемычки.
Применение расплавляемых прослоев перспективно для ДС однородных и разнородных металлических материалов при получении высокопрочных прецизионных соединений.
Если сварка меди через тонкий прослой серебра выполняется при температуре, несколько превышающей Тпл эвтектики Ag-Cu (но остающейся ниже температуры плавления серебра), то развивается процесс контактно-реактивного плавления. Такая технология по существу аналогична контактно-реактивной пайке, но при ДС сохраняется возможность в широком диапазоне изменять давление сжатия деталей и тем самым воздействовать на физико-химические процессы, протекающие в контакте.
Особенностью кинетики этих процессов является то, что жидкая фаза возникает после образования фактического контакта поверхностей и химического взаимодействия между ними. Высокопрочные, термостойкие соединения получаются после полного растворения жидкой прослойки в основном материале. Количественные оценки длительности этого процесса весьма приближенны, так как при сварке происходит частичное выдавливание жидкой фазы из стыка, и это затрудняет определение ее реальной толщины.
Серебро обладает ограниченной растворимостью в меди (не более 8%), поэтому толщина его слоя должна быть небольшой. Эксперименты по ДС и опыт пайки показали, что оптимальной является толщина гальванически осажденного на медь слоя серебра 4—7 мкм. При температуре процесса 800oС (V = 1,ЗЗх10-2 Па) равнопрочность соединения достигается при времени сварки 25—30 мин. и давлении сжатия 4 МПа. При снижении давления сжатия прочность соединения несколько падает. Но и после сварки по приведенному режиму (Рсв = 4 МПа) остаточная деформация деталей не превышает 0,1%, что позволяет рекомендовать такую технологию для получения не только прецизионных соединений меди, но и ее сочетаний с никелем, коваром, сталями.
Сварку миниатюрных узлов предпочтительно следует вести на установках с радиационным нагревом, которые обеспечивают равномерный разогрев всего пакета деталей. При использовании установок с индукционным нагревом необходимо применение специальных экранов. Материал экрана должен быть достаточно тугоплавким и высокопроницаемым для электромагнитного поля. Наиболее широкое применение находит графит, приближающийся по своим характеристикам к абсолютно черному телу. В качестве материала экранов могут применяться также молибден и другие материалы.
Сварку можно вести в обычных вакуумных или водородных печах. Усилие сварки обеспечивается в этом случае грузом соответствующей величины, помещаемым на шток приспособления, или за счет разности температурных коэффициентов линейного расширения свариваемых деталей и приспособления. На рисунке 10.6 показано одноместное приспособление. Сварочное давление обеспечивается грузом (2) и ползуном (1) и передается через шток (3) на микросетку (4) и сеткодержатель (5).
Для повышения производительности сварка различных узлов приборов выполняется обычно в многоместных приспособлениях.
ставляла в среднем 4*108 Па. Сварка натурных деталей обычно производилась при чистоте обработки поверхностей Ra = 1,25-0,64 в режиме Тсв = 1 000oС, Рсв = 1,5*107 Па, t = 10 мин., вакуум не менее 1,33*10-2 Па. Процесс можно успешно вести в среде водорода с точкой росы -40oС. Остаточная деформация деталей при этом не превышает 0,5%.Более длительная изотермическая выдержка при температуре сварки приводит к некоторому снижению прочности соединения, что, по-видимому, обусловлено развитием рекристаллизационных процессов, приводящих к снятию наклепа и разупрочнению металла в зоне соединения.
Примером ДС натурных конструкций из никеля является технология изготовления керна оксидного катода водородного тиратрона (рис. 10.8, б), свариваемого в специальном приспособлении. Приспособление (рис. 10.8, а) состоит из корпуса (9), колец (4-8), прижимного диска (1) и медной прокладки (2), необходимой для более равномерной передачи давления. Для предотвращения схватывания при сварке вводится промежуточная прокладка (3) из обезвоженной слюды.
Сварка малогабаритных катодных узлов из никелевых сплавов может осуществляться в многоместных приспособлениях с созданием сварочного давления за счет различия ТКЛР.
Электротехнические никелевые сплавы типа монель-металл и константам, содержащие в своем составе, кроме никеля, железо и медь, также не имеют на поверхности термодинамически стойкой окисной пленки. Технология и режимы их сварки не отличаются существенно от сварки чистого никеля.
Значительно труднее сваривать нихромы — жаропрочные сплавы на никелевой основе. Наличие в сплаве хрома и таких легирующих элементов, как титан и алюминий, обусловливает химическую стойкость пленки окислов на их поверхности. Наиболее эффективна ДС нихромов через промежуточный слой никелевой фольги (σ = 13 мкм) или прослой сплава никеля с 2% бериллия. Прочность получаемых соединений достигает 90% прочности основного материала.
Сварка алюминия и его сплавов. Алюминий по объему производства занимает второе место после железа. Его наиболее характерные свойства — небольшая плотность (2700 кг/м3) и низкая температура плавления (933 К). В качестве основных легирующих элементов для алюминия используют магний, марганец, кремний и медь.
Основным затруднением ДС алюминия и его сплавов является высокая активность к кислороду и наличие на поверхности термодинамически прочной оксидной пленки, а при соединении со многими другими металлами также образование хрупких интерметаллидов. При сварке алюминия и его сплавов особое место отводится химической обработке поверхностей перед сваркой. Оксидная пленка может удаляться травлением (раствор щелочи для алюминия, ортофосфорная кислота для сплавов АМг и АМц с последующим осветлением в азотной кислоте) или зачищаться металлическими щетками. Целесообразно после очистки от оксидов свариваемые поверхности алюминиевых деталей покрывать смолами, лаками и полимерами на основе стирола, разлагающимися без остатка при нагреве в вакууме. Сварку алюминия и его сплавов выполняют при температуре 773—873 К. В однородном сочетании эти материалы соединяют ДС крайне редко. Обычно сваривают алюминий и его сплавы в разнородном сочетании. При взаимодействии алюминия с железом образуется ряд интерметаллидов, охрупчивающих соединение, поэтому процессы взаимодействия металлов в стыке должны строго контролироваться. Эта опасность возникает при сварке алюминия АДО со сталью 12Х18Н10Т.
Прочные и надежные соединения алюминия со сталью можно получить, используя промежуточные прокладки, наносимые на стальные детали гальваническим или химическим способом, напылением в вакууме или другими способами. Минимальную ширину слоя интерметаллидов получают в случае применения прокладок из цинка, серебра, меди, никеля, которые предотвращают или замедляют образование интерметаллидов. Так, сплав АМц и алюминий соединяют со сталью 20, сталью СтЗ, сталью 15, армко-железом через никелевую прокладку, которую наносят на стальную деталь через подслой меди. Сварка в вакууме со степенью 10-1 Па при Т= 823 К, р = 12—15 МПа, t = 2 мин. обеспечивает равнопрочность соединений с алюминием и сплавом АМц соответственно.
Сварку стали с алюминием выполняют также с применением комбинированных покрытий стали: медно-цинкового, никель-цинкового (4—6 мкм меди или никеля и 30—40 мкм цинка) и серебряно-цинкового. При этом в соединении образуется прослойка сложного состава меньшей толщины и твердости. Сплавы АМг соединяют со сталью через прокладку алюминия, который в свою очередь сваривают со сталью с представленными выше покрытиями.
Сварка алюминия и его сплавов с углеродистыми, высоколегированными сталями, коваром с меднением поверхности стальной детали или другими прокладками выполняется в вакууме со степенью 10-1-10-2 Па при температуре 773-823 К и давлении 5-15 МПа в течение t < 30 мин. в зависимости от физико-механических свойств алюминиевых сплавов.
В тех же пределах изменяются параметры режима диффузионной сварки алюминия с химически активными и тугоплавкими металлами. Иногда применяют никелевые прокладки. Алюминиевые сплавы сваривают с тугоплавкими металлами через алюминиевые прокладки.
Железо применяется в электронной технике лишь наиболее чистых сортов - марок А и Э. Из сортов магнитномягкого материала изготавливают составные полюсные наконечники, вкладыши, крышки, оболочки электровакуумных приборов. Стойкость по отношению к ртути делает сплав армко незаменимым материалом при изготовлении катодов ртутнонаполненных приборов.
Вакуумная плотность деталей из низкоуглеродистых сталей существенно зависит от текстуры материала, что делает возможным натекание газов в прибор через основной материал. Для снижения этого нежелательного эффекта предъявляются специальные требования к конструированию соединений с учетом текстуры материала или применяются стали вакуумной плавки.
Сварка титана и его сплавов. Титан обладает двумя основными преимуществами перед другими материалами: высокой удельной прочностью (прочность, отнесенная к плотности) вплоть до 723-773 К и хорошей коррозионной стойкостью во многих агрессивных средах. Он имеет две аллотропические модификации: высокотемпературную ((β-титан) с ОЦК решеткой и низкотемпературную (α-титан) с ГПУ решеткой. Температура полиморфного превращения титана в равновесных условиях равна примерно 1155 К. Чистый титан применяют ограниченно.
Основные сложности сварки титана и его сплавов обусловлены поглощением газов, их диффузией из основного металла и повышением их содержания в зоне сварки, а также структурными превращениями. Большая химическая активность титана при высоких температурах по отношению к кислороду, азоту и водороду снижает пластичность металла, вызывает трещины и хрупкие разрушения.
Титан и его сплавы образуют устойчивую оксидную пленку. Термодинамический анализ и многочисленные экспериментальные исследования показывают, что наиболее вероятным механизмом очистки поверхностей от оксидов является их растворение в основном металле, так как титан и его сплавы обладают способностью растворять при нагреве большое количество кислорода (до 30% при давлении 105 Па). Титан и его сплавы соединяются достаточно легко. Температуру сварки выбирают в диапазоне 1073—1373 К, т.е. в области температуры рекристаллизации; она составляет (0,7—0,8) Тпл. Учитывая низкий предел текучести титана и значительное влияние на него температуры, давление сжатий выбирают в пределах от 0,98 до 9,8 МПа. В зависимости от температуры и давления сжатия время сварки составляет от нескольких секунд до нескольких десятков минут.
Уменьшения деформации изделий при сварке сплавов титана достигают путем применения прокладок из другого титанового сплава с большей скоростью ползучести или расплавляющихся, выдавливаемых и рассасывающихся прокладок, например из алюминия, меди, серебра.
Весьма перспективна ДС титана и его сплавов в режиме сверхпластичности, что позволяет существенно уменьшать длительность процесса, стабилизировать качество соединений, уменьшать остаточные деформации. Эффект сверхпластичности проявляется при наличии мелкозернистой структуры металла, не претерпевающего полиморфных превращений, с зернами размером до 3 мкм в температурной области полиморфных превращений, а также при определенной скорости деформаций.
Тугоплавкие металлы — вольфрам, молибден, ниобий — применяются обычно для изготовления деталей, подвергающихся в эксплуатации высокотемпературному воздействию (не менее 1300—1500oС). В электронике они используются для изготовления катодов прямого накала, анодов и сеток с высокими термическими нагрузками, замедляющих систем, вводов и др.
Трудности получения неразъемных соединений тугоплавких металлов методами сварки и пайки обусловлены прежде всего хрупкостью этих материалов после нагрева выше температуры рекристаллизации, их высокой химической активностью при температуре более 300oС.
Развитие процесса собирательной рекристаллизации приводит к росту зерен вольфрама, молибдена и других тугоплавких металлов и необратимому снижению прочностных и пластических характеристик. При нагревании тугоплавкие металлы энергично взаимодействуют с газами окружающей атмосферы с образованием окислов, нитридов, карбидов. Эти соединения выделяются по границам зерен и резко снижают пластические характеристики металла. В меньшей степени, чем вольфрам и молибден, охрупчивающему воздействию примесей подвержены ниобий и тантал.
По указанным причинам из методов сварки плавлением лишь электронно-лучевая сварка, которая ведется в вакууме с локальным разогревом зоны соединения, обеспечивает получение удовлетворительных соединений этих металлов. Но сварка электронным лучом неприменима для развитых поверхностей контактирования (плоских, конических и т.д.). В этом случае особенно эффективно применение ДС.
www.autowelding.ru
Диффузионная сварка в вакууме
7
ДИФФУЗИОННАЯ СВАРКА В ВАКУУМЕ
Диффузионная сварка осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки.
Способ разработан в 50-х годах Н.Ф.Казаковым (Ленинская премия в 1984 году).
Диффузионная сварка - способ получения монолитного соединения материалов вследствие образования связей на атомном уровне при максимальном сближении контактных поверхностей в результате локальной пластической деформации и одновременного нагрева, обеспечивающего взаимную диффузию атомов в поверхностных слоях соединяемых материалов. (Н.Ф.Казаков)
Технология диффузионного соединения материалов нашла применение более чем на 850 предприятиях и НИИ страны при соединении более 750 пар не только однородных, но и разнородных материалов, теплофизические коэффициенты которых резко отличаются, из них 630 - трудно или невозможно соединить другими способами. В промышленности работают более 860 специализированных сварочных установок.
Этим способом могут быть осуществлены:
Сварка биметаллических деталей (чугун + сталь + чугун) для тормозных колодок и дисков трения.
Сварка металлокерамики с металлами (твердосплавных пластинок с державками режущего инструмента).
Сварка алюминия с другими металлами: медью, никелем, чугуном и т.д.
Сварка деталей из жаропрочных сталей и сплавов и титана между собой.
Свариваются такие разнородные металлы, как титан и медь, титан и ковар, титан и платина, стекло и ковар, титан и молибден, соединения которых невозможно осуществить другими методами сварки и пайки.
Диффузионная сварка эффективно используется при серийном и массовом производстве в целом ряде отраслей промышленности: автомобильной, тракторной, электротехнической, химической, космической и др.
С помощью диффузионной сварки в вакууме (ДСВ) изготавливаются:
аппараты для химической промышленности, плакированные серебром и медью;
высокостойкие штампы;
различные узлы из металлокерамики;
гильзы цилиндров двигателей;
колеса трубокомпрессоров;
упругие элементы датчиков и т.д.
При диффузионной сварке не происходит выделение лучистой энергии, газов, мелкодисперсной пыли, т.е. процесс сварки экологически чистый, не вызывает загрязнения окружающей среды.
Кроме того ДСВ:
позволяет получать заготовки (детали) с минимальными припусками на обработку изделия, в том числе и сложной конфигурации;
позволяет получать прецизионные соединения, точно соответствующие заданным расчетным размерам конструкции;
обеспечивает создание конструкций, в которых соединение обладает всеми свойствами исходного материала, в том числе и прочностью.
Процесс диффузионной сварки в вакууме
Процесс сварки металла в твердом состоянии при повышенных температурах принципиально протекает так же, как и при холодной сварке.
Использование повышенных температур при диффузионной сварке приводит к уменьшению сопротивления металла пластическим деформациям.
Удаление поверхностных пленок и предупреждение образования их в процессе сварки достигается использованием вакуумной защиты и тщательной предварительной зачисткой свариваемых поверхностей.
При диффузионной сварке в вакууме поверхность материала не только предохраняется от дальнейшего загрязнения, но и очищается в результате диссоциации, возгонки и диффузии окислов.
1-механизм сжатия; 2-свариваемые детали; 3-вакуумная камера;
4-нагреватели; 5-источник тока
Рис.1. Схема диффузионной сварки в вакууме
В процессе диффузионной сварки могут быть выделены две последовательные стадии:
Первая стадия процесса диффузионной сварки основана на образовании металлических связей на свариваемых поверхностях металла при нагревании их в вакууме с применением сдавливающего усилия.
Вторая стадия связана с процессами взаимной диффузии атомов свариваемых металлов. Это приводит к образованию промежуточных слоев, увеличивающих прочность сварного соединения.
В настоящее время с помощью диффузионной сварки изготавливаются узлы и детали из различных металлов, сплавов и неметаллических материалов. Композиции свариваемых материалов исключительно разнообразны.
Сварка происходит в вакууме 10-3¸10-5 мм ртутного столба. После откачки воздуха из камеры изделие нагревают до температуры сварки.
Нагрев деталей может производиться разными методами. Наиболее часто применяются:
Радиационный нагрев производится за счет излучения от нагревателя, помещенного внутри корпуса вакуумной камеры. Особенностью радиационного нагрева, при котором детали нагреваются внешними источниками тепла, является возможность нагрева деталей, выполненных из любых материалов как хорошо проводящих ток (металлов и сплавов), так и полупроводников и диэлектриков.
Рис.2. Схема радиационного нагрева детали
Электроконтактный нагрев. При контактном нагреве нагрев деталей происходит за счет теплового воздействия электрического тока, пропускаемого по самим деталям. При этом образец непосредственно присоединяется к источнику постоянного или переменного тока. Предельное значение температуры детали ограничивается только возможностью ее расплавления.
Индукционный нагрев. В случае индукционного нагрева нагреваемый образец помещается в быстропеременное электромагнитное поле, создаваемое возле проводника. Нагрев происходит за счет тепла, возникающего при циркуляции в детали индуцированных вихревых токов. Индукционный нагрев наиболее часто применяется в промышленных установках.
Основные параметры процесса ДСВ
Их величины зависят от физико-химических и механических свойств материала, состояния соединяемых поверхностей, конструкции свариваемого соединения.
Температура сварки должна обеспечивать большую скорость пластического деформирования и развитие диффузионных процессов. Температуру сварки определяют из соотношения: Тсв=0,7 Тпл (для жаропрочных сплавов и сталей тугоплавких металлов может быть несколько выше).
Оптимальное значение вакуума выбирают с учетом свойств свариваемых материалов и результатов исследований. При недостаточном вакууме усиливается окисление свариваемых материалов. Высокий вакуум существенно снижает производительность процесса, приводит к его удорожанию.
Прочность соединения (сталь 45) значительно возрастает до степени разряжения 10-1 мм.рт.столба, при дальнейшем увеличении наблюдается рост прочности до 10-2 мм.рт.столба. Дальнейшее повышение разряжения не оказывает большого влияния на прочность.
Рис.3. График зависимости прочности соединения
от степени разряжния в вакуумной камере
Установлено, что степень разряжения в вакуумной камере 10-2¸10-5 мм.рт.столба вполне обеспечивает чистоту соединяемых поверхностей и получение равнопрочного соединения.
Для получения качественного соединения необходимо обеспечить равномерный нагрев свариваемого изделия по всему сечению.
Усилие сжатия прикладывается после выравнивания температуры и поддерживается постоянным в течение всего процесса.
Продолжительность выдержки под давлением зависит от свойств свариваемого материала, величины давления, нагрева и может достигать десятков минут.
Давление также зависит от свойств металла, температуры сварки и изменяется в пределах 0,3¸10 кгс/мм2 (3¸100 МПа) для различных материалов.
Влияние температуры на прочность сварного соединения из стали 50 при различных давлениях можно представить следующим образом:
Рис.4. График зависимости прочности соединения
от температуры сварки
Повышение температуры при постоянной продолжительности сварки и прочих равных условиях увеличивает прочность соединения.
С увеличением продолжительности сварки прочность сварного соединения растет до некоторого оптимального значения, а дальнейшее увеличение практически не влияет на прочность сварного соединения (рис.5).
Способы подготовки и обработки поверхностей свариваемых деталей оказывают большое влияние на прочность соединения при диффузионной сварке в вакууме. Чем выше класс чистоты поверхности, тем может быть получено более прочное соединение.
Рис.5. График зависимости прочности соединения
от продолжительности сварки
Сварочные установки для диффузионной сварки
Сварочные установки для ДСВ имеют следующие узлы:
Сварочную камеру.
Вакуумную систему.
Механизм давления (привод от гидравлики).
Пульт и систему управления.
Систему охлаждения.
Источник нагрева свариваемых деталей
В настоящее время нашей промышленностью выпускается целый ряд установок для диффузионной сварки.
Вопросами диффузионной сварки металлов в вакууме уже занимаются в г.Москве в Проблемной научно-исследовательской лаборатории диффузионной сварки в вакууме (ПНИЛДСВ). Разработано свыше 100 типов сварочных установок с использованием различных источников нагрева и систем нагружения, в том числе СДВУ-26, СДВУ-40, СДВУ-60, СДВУ-70 и др., УДС-3, УДС-4.
Объем выпуска промышленных установок для ДСВ на Псковском заводе тяжелого электросварочного оборудования - 20 ¸ 25 ед. в год. Основное количество установок предприятия изготавливают самостоятельно по чертежам (ПНИЛДСВ).
Разработаны установки с радиационным нагревом.
Тип УДС-1. Максимальное прилагаемое усилие - 5 т. Максимальная температура нагрева 1500 °С. Установка работает по принципу передачи лучистой энергии вольфрамовых нагревательных элементов на свариваемые заготовки, расположенные в центре рабочего пространства. В УДС-1 можно сваривать детали диаметром до 120 мм с общей высотой до 300 мм.
Имеется также целый ряд установок СДВУ-3к, СДВУ-4м, СДВУ-7 и т.д.
СДВУ-6м (сварочная диффузионно-вакуумная установка) с размерами рабочей камеры 250´250´280 мм. В установке применен индукционный нагрев. Предназначена для диффузионной сварки ниобия, вольфрама, молибдена и других тугоплавких металлов.
Для сварки деталей и узлов электровакуумных приборов используют установку А 306-04, позволяющую сваривать в вакууме и в контролируемой атмосфере, нагреваемой с помощью ТВЧ.
Рабочая камера: диаметр 350 мм, высота 440 мм.
Pсжатия до 10 тс.
Максимальная температура нагрева 1300 °С.
Остаточное давление 2×10-4 мм.рт.столба.
Более совершенная установка А 306-06 - это двухпозиционная установка, предназначенная для сварки металлических и металлокерамических узлов электровакуумных приборов. Установка состоит из двух блоков, работающих независимо друг от друга. Применение двух камер позволяет повысить производительность установки, коэффициент использования высокочастотного генератора.
studfiles.net
Диффузионная сварка в вакууме: область применения, технология
Диффузионная сварка – это один из многочисленных способов соединения металла. Это может быть однородный или разнородный продукт, сплав, неметаллический материал. Форма предмета твёрдая. Процесс стыка происходит путём диффузии атомов через стыковочную поверхность.

Процесс диффузионной сварки
Какую температуру следует поддерживать при диффузионной сварке? На этот вопрос есть вполне обоснованный и закономерный ответ. Рекомендованы высокие t0 нагрева рабочей поверхности: 0,5-0,77. И это при относительно низком сжимающем давлении. Всего 0,5-0 МПа. Если говорить об изометрической выдержке, то время растягивается от нескольких минут и может доходить до пары часов.
Область применения 
Диффузионная сварка традиционно активно применяется в тяжёлых отраслях производства. Сфера приборостроения – это её родная стихия. Полупроводниковые приборы, узлы, изготовленные из металлокерамики и катодные узлы, вот небольшой перечень, освоенный данным методом.
Диффузионная сварка адаптирована для работы с заготовками средних и больших размеров. Метод подходит для работы со сложными формами, которые при механическом методе обработке невозможно получить. К тому же этот вариант экономически проигрышный.
Диффузионная сварка нашла применение при соединении любых материалов, основой которых является металл. Это:
- Ферриты.
- Стекло.
- Керамика.
- Кварц.
А также разнородные сплавы: ниобий, вольфрам и титан. Данный метод соединяет металлические и неметаллические изделия: такие, как сталь и графит, медь + стекло. Возможны иные комбинации соединений.
Преимущества и недостатки
Как и другой любой вид соединений диффузионная сварка в вакууме имеет свои положительные и отрицательные стороны. Традиционно начнём с позитива.
- Соединяя традиционные и неоднородные металлы, а также твёрдые вещества не происходит в конечном итоге деформации производимого продукта.
- В процессе нет необходимости использовать расходный материал в виде припоев и флюсов.
- Метод даёт возможность говорить об безотходном производстве, что не может ни радовать.
- В производстве не требуется установка дорогостоящих и громоздких систем вентиляции воздушных потоков.
- Технология диффузионной сварки исключает проявление вредных паров и обеспечивает стабильный электрический контакт.
- В работе отсутствуют металлические брызги, ультрафиолетовые излучения вредные для здоровья человека и мелкодисперсные напыления.
- На конечном этапе, выходе готовой продукции получается деталь эстетического вида. В последствии нет потребности в её дополнительной обработке, удалении остатков металла в виде окалины.

Готовая деталь после диффузионной сварки
К недостатком относится:
- Диффузионная сварка возможна с применением специальной вакуумной камеры.
- Следовательно, её использование ограниченно производством. В бытовых условиях диффузная сварка в вакууме невозможна.
- Процесс занимает немало времени. Много внимания уделяется подготовительному этапу.
- Оборудование для процесса соединения стоить весьма дорого.
- Установка громоздкая и занимает много места. Для её установки и нормальной работы требуются просторные рабочие площади.
- Диффузионная сварка в вакууме возможна при надлежащем обслуживании. К тому же трудоёмкий процесс требует от исполнителей определённых знаний и навыков. А также понимания технологического процесса и практического опыта проведения подобного рода работ.
Всё это ограничивает возможности и сокращает круг промышленных интересов, к сожалению.
Способы использования метода: как это происходит?
Диффузионная сварка – это использование 2 различных технологий. Энергетический импульс нацеливается на рабочую заготовку в непрерывном режиме с последующим использованием вакуума.
«Важно!
Необходимо проводить регулирование режима и скорости непосредственно во время рабочего цикла.»
Технология диффузионной сварки подразумевает последовательность действий, а именно:
- Изначально комплектуются рабочие части.
- Затем они обрабатываются вакуумом.
- Далее заготовке дают отдохнуть до полного остывания.

Технология диффузионной сварки
При этом швы образуются с помощью 2 стадий:
- физической;
- и формирования.
Режимы диффузионной сварки
К понятию стадий процесса относятся: разогрев, а также силы трения и сжатия. Время выставляется самостоятельно и зависит от плотности заготовок.
Металлические волокна расплавляются при индукции, на что оказывает непосредственное влияние электрические лучи, которые имеют сопротивление обратного типа.
Чтобы защитить металл от окисления, необходимо перед проведением работ тщательно очистить все детали.
Какое оборудование необходимо?
Для этого метода подходит несколько типов оборудования. Их отличие в специфике соединения металлов. Хорошо зарекомендовали себя машины типа МДВС при производстве гибких медных шин и изготовлении контактных групп медных и керритовых выключателей.
Отдельно необходимо сказать о комплексе УДВМ-201, УСДВ-630 и МДВС-302. Это наиболее распространенные установки, зарекомендовавшие себя в различных отраслях хозяйствования.
Характеристика получаемых соединений
Диффузионная сварка даёт возможность получения соединительного однородного шва без деформации в местах соединения.
В соединительной зоне не подвергается нарушению кристаллическая решётка материала. Что предполагает отсутствие хрупкого шва.
«Обратите внимание!
Именно качество шва определят в конечном итоге создаваемую деталь.»
Соединение деталей из титана
Диффузионная сварка титана и сплавов характеризуется получением соединения высокого качества при высокой экономической эффективности.
«Важно!
Химический состав сплава из титана не оказывает, какого либо влияния на прочность соединения рабочих элементов вышеуказанного способа.»
Метод широко применяется в медицинской отрасли. С его помощью стало возможным изготовление наиболее качественных протезов.
Заготовки нагреваются до t0 на 50-100 ниже, чем t0 при которой возможно полиморфное превращение.
На рабочие материалы необходимо оказывать небольшое давление. Примерно 0,05-0,15 кгс на мм2.
Техника безопасности
Диффузионная сварка металлов требует от всех работников неукоснительного выполнения положений ТБ и соблюдения технологического процесса.
Сотрудники должны использовать средства индивидуальной защиты и проходить перед работой дополнительный устный инструктаж.
Рабочее место должно быть заранее подготовлено, проверено технологическое оборудование.
К выполнению заданий допускаются лица старше 18 лет прошедшие специальные курсы и медицинский осмотр.
Техника безопасности регламентируется отдельными положениями министерств и ведомств, а также внутренними инструкциями промышленных предприятий.
Заключение
Использование такого метода позволяет объединять те материалы, которые невозможно объединить иным способом. Однако есть ограничения в использовании, что не может не сказаться на развитии процесса. Специализация этого метода узкий профиль присущий лишь отдельным отраслям хозяйствования.
svarkaipayka.ru
Диффузионная сварка в вакууме
Диффузия – это хорошо известный процесс. При контакте молекулы и атомы веществ перемешиваются и, таким образом, вещества как бы проникают друг в друга. Это относится к их жидким, газообразным и твёрдым состояниям. В обычных условиях такой процесс протекает довольно медленно, что делает его неприемлемым для производства. Но в 1953 году советский физик Николай Фёдорович Казаков добился повышения скорости взаимного проникновения молекул и атомов. Он поместил соединяемые материалы в вакуум, повысил температуру и воздействовал на них давлением. Так была разработана диффузионная сварка.

Что такое диффузионная сварка
Распространение получили сварочные стенды, на которых детали располагают в камере, внутри которой создают технический вакуум. На место соединения оказывают давление и, при необходимости, подвергают его температурному воздействию. В зависимости от особенностей процесса, он может протекать от нескольких минут, до часов. В итоге достигаются характеристики изделия, которые не удаётся получить, используя другие технологии. Для получения качественного сварного шва требуется соблюсти следующие условия:
-
Создать вакуум, используя специальную установку. Чем выше разряжение внутри камеры, тем быстрее и эффективнее протекает процесс. Однако получение физического вакуума в обычных условиях вещь исключительно затратная и практически недостижимая. Приходится довольствоваться меньшим разряжением, редко превышающим 10 в минус пятой степени миллиметров ртутного столба. Впрочем, даже оно позволяет получать хорошие результаты.
-
Нагреть соединяемые детали до температуры, параметры которой зависят от соединяемых материалов. В некоторых случаях предпочтительнее, чтобы процесс протекал при комнатной температуре, но в этом случае для формирования шва потребуется значительное время. С возрастанием температуры увеличивается текучесть материалов и диффузия ускоряется. Способы нагрева могут быть различны. Среди наиболее распространённых – электроконтактный, индукционный и радиационный.
-
Когда необходимая температура достигнута, в месте соединения создаётся давление. Длительное или кратковременное, локальное или одновременно распределённое по всей площади места соединения, оно необходимо для того, чтобы процесс взаимного проникновения частиц вещества ускорился.
-
Для улучшения качества сварного шва, или соединяя вещества, диффузия которых даже при создании благоприятных условий носит ограниченный характер, места стыка могут быть обработаны специальными химическими составами, или проложены вспомогательными материалами. Использовав тонкую, в несколько микрон толщиной, платиновую, золотую, никелевую или медную фольгу, удаётся существенно повысить прочность сварного соединения. Но когда известно, что возможно возникновение нежелательных барьерных фаз, толщина фольги может быть увеличена.
-
Для того чтобы после завершения технологического цикла в детали не возникло остаточных напряжений, процесс её остывания должен проходить в вакууме. Для этих целей установки диффузионной сварки оснащаются системами охлаждения, регулирующими скорость снижения температуры. Резкие температурные скачки недопустимы. Они приводят к возникновению трещин и снижению прочности шва.
-
Готовая деталь подвергается дефектоскопии, для чего используются современные методы. Учитывая, что размер соединяемых деталей мал, придётся забыть о капиллярной дефектоскопии, отдав предпочтение радиации или ультразвуку.
Лишь соблюдение всех важных условий может гарантировать получение хорошего результата. Но не стоит полагаться на типовые методики. Следует вносить в них изменения с учётом особенностей конструкции и используемых материалов. Диффузионная сварка цветных металлов требует иных параметров давления и температуры нагрева, чем те, которые нужны для соединения стали или пластика. Это предупреждение для тех, кто будучи вдохновлён возможностями технологии, собирается использовать её безоглядно.
Достоинства технологии
Диффузная сварка обладает как достоинствами, так и недостатками. Её преимуществами принято считать:
-
Отсутствие необходимости в расходных материалах, вроде сварочных электродов, флюсов или специальных газов. Это снижает себестоимость процесса и делает его «чистым», поскольку отсутствуют загрязняющие воздух продукты горения, окалина и другие вредные вещества.
-
Низкая энергоёмкость. Для достижения требуемых параметров, тратиться на порядок меньше энергии, чем в случае использования других технологий. А это значит, что снижается конечная себестоимость изделия.
-
За один приём можно одновременно сваривать сразу несколько различных материалов, получая слоистые конструкции с ранее недостижимыми характеристиками. Это особенно важно в случаях, когда используются композиты.
-
С помощью диффузионной сварки в вакууме можно соединять как большие, в несколько метров длиной и шириной, конструкции, так и маленькие детали, размеры которых измеряются в микронах. Не имеет значения и толщина. Подобными обстоятельствами не преминули воспользоваться производители микроэлектроники. Для решаемых ими задач такая технология подходит как нельзя лучше.
-
Не имеет значения размеры и форма сварного соединения. Отпадает необходимость в специальных технологических фланцах и припусках материалов, для соединения их внахлёст.
-
Высокое качество шва. Оно значительно выше, чем при использовании газовой или электрической сварки. Это позволяет использовать подобный способ соединения материалов даже на видовых поверхностях, то есть там, где другие сварочные швы приходится маскировать различными способами.
-
Поскольку при диффузионной сварке соединение материалов происходит в закрытой камере, то оператор не подвергается воздействиям, способным оказать влияние на его здоровье. Брызги, интенсивные излучения, вредные для вдыхания химические пары или мелкодисперсная пыль отсутствуют.
Процесс непрерывно совершенствуется. На сегодняшний день существуют установки, где детали помещают не в вакуум, а в среду инертного газа. Главной задачей, которую решают с помощью такой технологии, является сварка металлов. Но используя специальные методики, удаётся соединять и материалы, обладающие разными свойствами. Диффузия скрепляет между собой металлы и пластики, стекло и керамику, всё то, для чего ране требовались специальные клеящие составы.
Характерные недостатки
Но есть у диффузионной сварки и недостатки, о которых не стоит забывать тем, кто решит использовать такую технологию для организации процесса производства.
-
Главной проблемой является сама вакуумная установка. Это сложное и дорогостоящее оборудование требует правильного обслуживания, а для его эксплуатации нужна специальная подготовка персонала. Скачки давления внутри камеры недопустимы, так как оказывают негативное воздействие на качество соединительного шва и могут привести к разрушению изделия.
-
Чем больше вакуумная установка, тем сложнее получить внутри камеры необходимый вакуум. Размеры самой камеры ограничивают габариты соединяемых деталей.
-
Соединяемые детали должны быть тщательно обработаны и очищены от загрязнений. Низкое качество сопрягаемых поверхностей становится непреодолимым препятствием для равномерной диффузии, а попавшие между ними посторонние вещества способны и вовсе сделать этот процесс невозможным.
Всё это следует учитывать при разработке технологического цикла.
Область применения
Диффузионная сварка в вакууме оказалась востребована в различных областях науки и техники. Но, в значительной мере, её использование ограничивается опытным и мелкосерийным производством.
-
В тяжёлом, среднем и лёгком машиностроении она помогает воплотить в жизнь конструкции, создание которых требует особого качества и прочности.
-
Сварка цветных металлов, для соединения которых раньше приходилось использовать различные припои и флюсы, также стала возможной благодаря этой технологии.
-
Появлению новых композитов, состоящих из множества слоёв разных по своему составу материалов, мы также обязаны диффузионной сварке. Область применения таких композитов широка. Им нашлось место не только в производственных цехах, но и на строительных площадках.
-
Электроника, где с каждым днём уменьшается размер компонентов и монтажных плат, одно из немногих мест, где технология востребована безоговорочно. Ведь с её помощью соединяют детали, разглядеть которые можно лишь под микроскопом.
О какой бы области производства ни шла речь, пытливый ум технолога найдёт место, где для соединения деталей лучше всего подойдёт именно такой способ.
Космическая проблема
Но диффузионная сварка не всегда благо. В открытом космосе есть всё, для того чтобы процесс начался произвольно.
-
Глубокий вакуум, получить который на Земле не удаётся в самых мощных установках.
-
Нагрев до высоких температур. Несмотря на холод окружающего космические корабли и искусственные спутники безвоздушного пространства, под лучами солнца их компоненты могут нагреваться до значительных величин. Ведь их не защищает земная атмосфера.
В таких условиях диффузия ускоряется даже без дополнительного давления. Вполне достаточно, чтобы соприкоснувшиеся детали длительное время находились в состоянии покоя. Ну а если к ним было приложено определённое усилие, то просто так разъединить их уже не получится.
Чтобы избежать подобных ситуаций, учёным приходится работать над способами предотвращения диффузионной сварки в космосе. И хотя определённые сдвиги в этом направлении есть, до полного решения проблемы ещё далеко. Как знать, может, именно тем, кто читает эти строки, удастся решить сложную техническую задачу?
Поделись с друзьями
0
0
0
0
svarkalegko.com