Вольфрамовые электроды: экономия и военная дисциплина. Характеристики вольфрамовых электродов
Вольфрамовые электроды - Характеристики | Назначение | Применение
Электрод WL-15 Электрод WG-La15
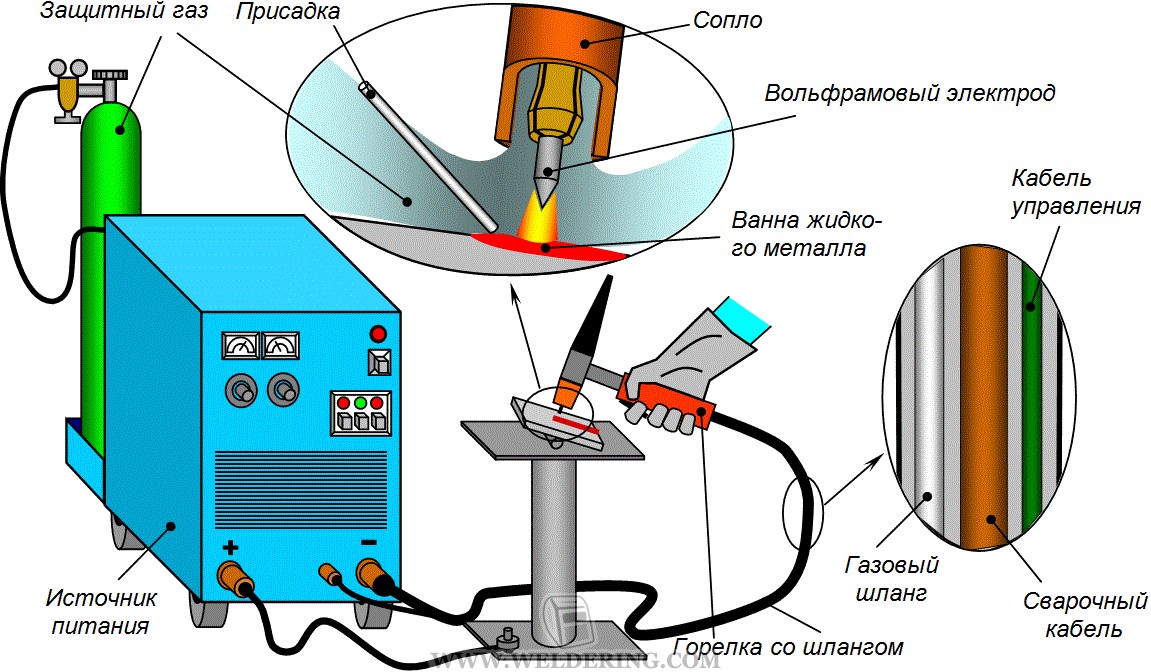
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Маркировка, наносимая на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что причисляет эти изделия к определенному типу, в какой бы стране мира они ни были произведены. В маркировке вольфрамового электрода должен быть отражен не только его тип, но и химический состав.
Вольфрамовые электроды можно узнать по первой букве «W» (вольфрам), которая числится в их обозначениях. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Эти добавки улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
Обозначене второй буквы в названии вольфрамовых электродов.
С (оксид церия)
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Z (оксид циркония)
Используются для сварки на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
T (оксид тория)
Являются очень популярными, так как обладают массой достоинств. Используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм.
Метки могут быть нанесены одним из следующих цветов:
зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
серый – электроды марки WC 20, в которых содержится 2% оксида церия;
золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
синий – WL 20, в таких электродах имеется 2% оксида лантана;
белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
желтый – электроды марки WT 10, содержащие 1% оксида тория;
красный – прутки WT 20, в составе которых имеется 2% оксида тория;
фиолетовый – электроды WT 30, содержащие 3% оксида тория;
оранжевый – изделия марки WT 40, включающие 4% оксида тория;
темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
плохая зажигаемость дуги;
короткий срок службы;
плохая переносимость значительной токовой нагрузки;
безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др.), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
продолжительный срок службы;
хорошую переносимость значительных токовых нагрузок;
безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
удовлетворительная зажигаемость дуги;
длительный срок службы;
хорошая переносимость токовых нагрузок;
безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
удовлетворительная зажигаемость сварочной дуги;
достаточно длительный срок службы;
хорошая переносимость токовых нагрузок;
безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
хорошая зажигаемость сварочной дуги;
достаточно длительный срок службы;
хорошая переносимость значительных токовых нагрузок;
возможная опасность для человеческого здоровья.
К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
тип, химический состав и наличие легирующих добавок;
диаметр, который оказывает влияние на толщину формируемого сварного шва;
геометрия острия, определяющая многие характеристики сварочного процесса;
качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
WG-La15 -пурпурый наконечник
Очень длительный срок службы без повторного шлифования, остается значительно более холодным во время сварки, чем электрод WT20, не содержит радиоактивных веществ, оптимальная замена торированных электродов, соответствует стандарту.
Используют для стали, нержавеющей стали, алюминия, подходит для процессов переменного и постоянного тока.
Особенности и способы заточки вольфрамовых электодов
Заточка вольфрамовых электродов – это важный параметр, на который следует обращать особое внимание. От формы заточки неплавящегося электрода зависят такие важные параметры, как давление сварочной дуги и распределение энергии, которую она передает металлу соединяемых деталей. Именно поэтому от того, как заточен электрод, зависят размеры зоны проплавления соединяемого металла и, соответственно, глубина, а также ширина сварного шва.
Форму заточки рабочего конца электрода выбирают в зависимости не только от параметров соединяемых деталей, но и от того, какой вид электрода применяется для выполнения сварки.
Так, для изделий марки WP, WL 10, WL 20 и WL 15 используют сферическую заточку рабочего конца, так как тепловая нагрузка на него не такая значительная. А на концах электродов WT 20, в отличие от изделий марок WP, WL 10 и др., делают лишь небольшую выпуклость. На форму заточки также оказывает влияние тип используемого для сварки тока. Познакомиться с точными параметрами заточки вольфрамовых электродов и рекомендациями по ее выбору можно в справочной литературе.
Заточка неплавящихся электродов, обучиться которой несложно даже по видео, может выполняться при помощи такого приспособления как:
машинка для заточки вольфрамовых электродов;
настольного точильного станка;
автоматизированного станка;
химических средств.
Купить Вольфрамовые Электроды WL, WT, WP, WZ, WC, WG у предприятия ЗпСплав можно позвонив по телефонам:
+38 099 966 56 95 +38 098 98 38 318 +38 093 820 88 48
www.zpsplav.com.ua
Применение вольфрамовых электродов. Маркировка по цветам
 Вольфрамовые неплавящиеся электроды представляют собой шлифованные прутки из чистого вольфрама, либо из вольфрама с добавлением легирующих добавок (присадок). Существует несколько марок. Вольфрамовые электроды маркируются краской с одного конца электрода, цвет зависит от марки. Ввиду того, что вольфрам является самым тугоплавким металлом, вольфрамовые электроды выдерживают практические любые тепловые нагрузки при сварке и обладают превосходной износостойкостью.
Вольфрамовые неплавящиеся электроды представляют собой шлифованные прутки из чистого вольфрама, либо из вольфрама с добавлением легирующих добавок (присадок). Существует несколько марок. Вольфрамовые электроды маркируются краской с одного конца электрода, цвет зависит от марки. Ввиду того, что вольфрам является самым тугоплавким металлом, вольфрамовые электроды выдерживают практические любые тепловые нагрузки при сварке и обладают превосходной износостойкостью.
 Вольфрамовые электроды марки WP
Вольфрамовые электроды марки WP
Электроды без содержания легирующих добавок (присадок). Главная область применения данной марки вольфрамовых электродов – сварка на переменном токе (AC) алюминиевых сплавов с превосходной стабильностью дуги. Электроды марки WP не подходят для сварки на постоянном токе (DC). Цвет маркировки – зеленый.
 Вольфрамовые электроды марки WL
Вольфрамовые электроды марки WL
Вольфрамовые лантанированные электроды являются универсальными и могут применяться практически для любой сварки на постоянном и переменном токе (AC/DC). Содержат от 1% до 2% оксида лантана (La2O3) в качестве легирующего элемента. Главными областями применения вольфрамовых электродов WL является сварка нелегированных и высоколегированных сталей, алюминия, титана, никеля, меди и магниевых сплавов. Другое применение вольфрамовых лантанированных электродов – это микроплазменная сварка. Оксид лантана улучшает воспламеняемость дуги. Это дает электродам WL неоспоримое преимущество при автоматической сварке. Существует три основных марки электродов WL: WL-10 (цвет маркировки — черный), WL-15 (цвет маркировки- золотистый) и WL-20 (цвет маркировки – синий).
 Вольфрамовые электроды марки WС-20
Вольфрамовые электроды марки WС-20
Вольфрамовые электроды WC-20 являются универсальными электродами для сварки легированных сталей и цветных металлов на переменном и постоянном токе (AC/DC). Содержат оксид церия CeO2. Данные электроды обладают хорошей устойчивостью дуги при малых значениях тока, хорошей износостойкостью. Цвет маркировки – серый.
В
ольфрамовые электроды марки WY-20
Вольфрамовые электроды WY-20 применяются для сварки углеродистых сталей, а также легированных марок стали и цветных металлов на постоянном токе (DC). Электроды WY-20 обладают превосходной износостойкостью. Цвет маркировки – темно-синий.
У нас Вы можете купить вольфрамовые электроды по отечественным и международным стандартам. Для того, чтобы сделать заявку, позвоните по телефону +7 (495) 287-30-58 или отправьте нам письмо по адресу [email protected]. Контактная информация доступна также в разделе Контакты.
ergarda.com
для чего используется, классификация, характеристики

Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов — вот для чего вольфрамовые электроды производятся в огромных количествах и самых разных видов.
При чем здесь волчьи сливки?

Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно переоценить: появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf — волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.

Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Дальнейшая классификация основана исключительно на содержании конкретных легирующих добавок к вольфраму: какая добавка — такая и буква на втором месте в маркировочных аббревиатурах. А на первом месте, конечно же, буква W – вольфрам.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.

Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.

Ток сварки для вольфрамовых электродов.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик. Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов. На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.

Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG — Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах — ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
При выборе расходника по составу свариваемых поверхностей и методу сварки лучше пользоваться справочниками.

Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.

Как затачивать вольфрамовые электроды.
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G—Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESG Plus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWM TGM 40230 от немецкого производителя EWM HighTec Welding GmbH — компактный ручной станок для заточки под углами от 0° до 90°.
Аргонодуговая сварка, советы

Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления. В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
tutsvarka.ru
Вольфрамовые электроды
Купить вольфрамовые электроды достаточно просто. МТК Метотехника предлагает широкий размерный ряд изделий. Заказ можно сделать на сайте на странице с ценами, по электронной почте или телефону.
Более подробно ознакомиться с характеристиками продукции из W, прочитать про ее производство, применение и марки можно на представленной странице в соответствующих разделах.
Марки
Электроды производятся под марками ЭВЧ, ЭВЛ, ЭВИ, ЭВТ, ЭВИ. Как правило, в обозначении присутствует буква Э, которая указывает, что данный материал предназначен для изготовления электродов.В зависимости от стандарта, по которому изготовлен вольфрамовый электрод, химический состав может немного отличаться для одной и той же марки. Например, в соответствии с ГОСТ 23949-80 вольфрам ЭВЛ должен содержать не менее 99,95% W. В то же время другой стандарт ТУ 48-19-527-91 говорит, что продукция может быть изготовлена из вольфрама ЭВЛ-2, содержание W в котором составляет уже 97,90-98,30% W. Различаются соответственно и массовые доли окиси лантана, а также количество примесей.
| ЭВЧ | 99,92 | - |
| ЭВЛ | 99,95 | Окись лантана |
| ЭВИ-1 | 99,89 | Окись иттрия |
| ЭВИ-2 | 99,95 | Окись иттрия |
| ЭВИ-3 | 99,95 | Окись иттрия |
| СВИ-1 | 97,62 | Окись иттрия |
| ЭВТ-15 | 99,91 | Двуокись тория |
Присадки вводятся для улучшения свойств сплавов.
Химический состав описанных материалов регламентируется стандартами ГОСТ 23949-80, ТУ 48-19-527-91, ТУ 48-19-221-83, ТУ 48-19-27-88.
Производство
Ковка и протяжка являются основными методами производства вольфрамовых электродов. Выбор того или иного способа зависит от размеров заготовки и конечного полуфабриката. Как правило, протяжка используется для получения изделий диаметром менее 3 мм, для более крупных - ковка. Обработка осуществляются в несколько этапов, на каждом из которых диаметр заготовки уменьшается, а длина возрастает.Вольфрам поддается обработке давлением только в нагретом состоянии. Как известно, при комнатной температуре он не обладает достаточной пластичностью. Поэтому упомянутые выше технологические операции выполняются исключительно совместно с нагревом заготовок.
Электроды из вольфрама, полученные с помощью протяжки, подвергаются травлению с целью очистки поверхности от смазки и прочих загрязнений. Также в соответствии с большинством стандартов на вольфрамовый электрод выполняется обработка поверхности резанием - шлифование. Еще одним важным требованием, предъявляемым нормативными документами, является прямолинейность заготовок.
Стандарты ГОСТ 23949-80, ТУ 48-19-527-91, ТУ 48-19-221-83, ТУ 48-19-27-88 регламентируют для электродов из вольфрама размеры и предельные отклонения по ним, свойства, состояние поставки и прочие требования.
Применение
Основное назначение вольфрамового электрода - дуговая сварка. Она используется для соединения деталей из цветных металлов и их сплавов ( причем, химический состав свариваемых элементов может быть разным), а также высоколегированных сталей. Сварной шов при этом обладает высокой прочностью. Помимо сварки можно отметить плазменные процессы резки, наплавки и напыления.Дуговая сварка относится к термическому классу, в котором плавление осуществляется за счет тепловой энергии. По уровню автоматизации она бывает ручной, полуавтоматической или автоматической. Среди прочих видов сварки дуговая является наиболее распространенной. В соответствии с принципом работы упомянутого метода тепловая энергия создается вольтовой дугой, которая горит между электродом и изделием (деталью, заготовкой). Дуга - мощный стабильный электрический разряд в ионизированной атмосфере газов, паров металла. А электрод подводит электрический ток к месту сварки, чтобы получить дугу.
Сварочный вольфрамовый электрод представляет из себя пруток круглого сечения и относится к классу неплавящихся. Это означает, что он не расходуется, а сварочная ванна образуется за счет присадочной проволоки и расплавленного материала соединяемых изделий.
Сварка с применением неплавящихся вольфрамовых электродов осуществляется в защитной атмосфере, которая, как правило, образуется аргоном. Он защищает ванну, зону дуги и сам электрод от азота, водорода и углекислого газа, наличие которых может негативно сказаться на характеристиках соединения.
Присадки, добавляемые в материал электродов (см. п. Марки), вносят существенные преимущества в процесс сварки. Так торий способствует улучшению зажигаемости дуги и ее стабильности, иттрий позволяет применять сварочный вольфрамовый электрод в различных токовых средах.
Цены
Стоимость вольфрамовых электродов сформирована на странице Цены, там же можно и сделать заказ необходимой продукции.www.metotech.ru
Электроды вольфрамовые сварочные неплавящиеся | Мир сварки
Введение
ГОСТ 23949-80 распространяется на электроды из чистого вольфрама с активирующими присадками (двуокиси тория, окисей лантана и иттрия), предназначенные для дуговой сварки неплавящимся электродом в среде инертных газов (аргон, гелий), а также плазменных процессов резки, наплавки и напыления.
В зависимости от химического состава электроды должны изготовляться из вольфрама марок, указанных в таблице 1.
| ЭВЧ | Вольфрам чистый |
| ЭВЛ | Вольфрам с присадкой окиси лантана |
| ЭВИ-1 | Вольфрам с присадкой окиси иттрия |
| ЭВИ-2 | Вольфрам с присадкой окиси иттрия |
| ЭВИ-3 | Вольфрам с присадкой окиси иттрия |
| ЭВТ-15 | Вольфрам с присадкой двуокиси тория |
Свойства
Вольфрамовые электроды должны изготовляться в соответствии с ГОСТ 23494-80 из марок чистого вольфрама и вольфрама с активирующими присадками, химический состав которых указан в таблице 2.
| ЭВЧ | 99,92 | — | — | — | — | 0,08 |
| ЭВЛ | 99,95 | 1,1-1,4 | — | — | — | 0,05 |
| ЭВИ-1 | 99,89 | — | 1,5-2,3 | — | — | 0,11 |
| ЭВИ-2 | 99,95 | — | 2,0-3,0 | — | 0,01 | 0,05 |
| ЭВИ-3 | 99,95 | — | 2,5-3,5 | — | 0,01 | 0,05 |
| ЭВТ-15 | 99,91 | — | — | 1,5-2,0 | — | 0,09 |
| Примечания: 1. Указанные в таблице массовые доли окиси лантана, окиси иттрия, двуокиси тория и тантала входят в массовую долю вольфрама. 2. Для марки ЭВЛ никель в сумму примесей не входит. | ||||||
На поверхности электродов не должно быть раковин, расслоений, трещин, окислов, остатков технологических смазок, посторонних включений и загрязнений.
Электроды должны быть прямыми. Непрямолинейность электродов не должны быть более 0,25 % длины.
Торцы электродов должны иметь прямой срез. Не допускаются на торцевом срезе электродов сколы величиной более предельного отклонения на диаметр.
Условия поставки
Размеры электродов и предельные отклонения указаны в таблице 3.
| ЭВЧ | 0,5 | ±0,2 | Не менее 3000 в мотках |
| 0,1; 1,6; 2,0; 2,5 | ±0,1 | 75±1; 150±1 | |
| 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 | ±0,2 | 200±2; 300±2 | |
| ЭВЛ | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0 | ±0,1 | 75±1; 150±1 200±2; 300±2 |
| 5,0; 6,0; 8,0; 10,0 | ±0,2 | ||
| ЭВИ-1 | 2,0; 3,0; 4,0; 5,0; 6,0 | ±0,1 | 75±1; 150±1 200±2; 300±2 |
| 8,0; 10,0 | ±0,2 | ||
| ЭВИ-2ЭВИ-3 | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 | ±0,15 | 75±1; 150±1 200±2; 300±2 |
| ЭВТ-15 | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 | ±0,15 | 75±1; 150±1 200±2; 300±2 |
Обозначение
Пример условного обозначения электрода марки ЭВЛ, диаметром 2,0 мм, длиной 150 мм:
Электрод вольфрамовый ЭВЛ-∅ 2-150 ГОСТ 23949-80Маркировка, упаковка, транспортирование
Каждый электрод должен быть маркирован в соответствии с таблицей 4.
| ЭВЧ | Не маркируется |
| ЭВЛ | Черный |
| ЭВИ-1 | Синий |
| ЭВИ-2 | Фиолетовый |
| ЭВИ-3 | Зеленый |
| ЭВТ-15 | Красный |
Электроды диаметром 3,0 мм и более допускается маркировать снятием фасок 1 мм×45° или рисок.
Маркировка должна быть нанесена на одном из концов электрода.
Маркировка может быть нанесена на торец в виде полосы или точки на поверхности у торца на длине 5-10 мм.
Электроды одной марки, одной диаметра должны укладываться в коробки из картона с ложементами из пенопласта, гофрированной или прессованной плотной бумаги.
Коробки с электродами упаковываются в дощатые ящики.
Упакованные электроды транспортируют всеми видами транспорта в крытых транспортных средствах.
weldworld.ru