ЭЛЕКТРОДЫ ДЛЯ СВАРКИ ЧУГУНА. Электроды для сварки чугуна медные
электроды для сварки чугуна
Состав чугуна и его свойства

Чугун и сталь являются сплавами железа Fe с углеродом C и различаются лишь процентным содержанием этого самого углерода. Сталь содержит углерода до 2,14%, в чугунах углерод присутствует в количестве 2,14…6,67%. Кроме железа (Fe) и углерода (C), в чугуне присутствуют также и другие элементы в количестве:
-до 4,0% кремния.
-до 1,2% фосфора.
-до 2,0% марганца.
-до 0,2% серы.
Чугун по своим химическим и механическим свойствам значительно отличается от стали. Именно такой большой процент содержания углерода сообщает чугуну такие особенные свойства. Углерод может содержаться в чугунных изделиях в двух видах: цементит (Fe3C) и графит (С). Белый цементитный чугун (БЧ) - твердый и хрупкий материал, трудно поддающийся механической обработке, ковке и сварке. Чугун с химически свободно присутствующим углеродом – графитом называется серым чугуном (СЧ). Серый чугун называется так из-за цвета этого металла на изломе. Серый чугун легко обрабатывается, обладает хорошей ковкостью (по сравнению с белым (БЧ)) и широко применяется в литейном производстве. При соблюдении специальной технологии и определенных условий серый чугун (СЧ) может также и свариваться, хотя имеет некоторые ограничения по сварке.
Благодаря этим свойствам, серый чугун чрезвычайно широко применяется в различных сферах производства и специального строительства. Именно благодаря содержанию графита, серый чугун обладает уникальными свойствами – износостойкость и антифрикционные качества. Пары скольжения сталь – чугун по показателям износостойкости превышают традиционные подшипники скольжения. Жесткость чугуна, превышающая жесткость стали, позволяет с успехом использовать этот металл при изготовлении фундаментов и оснований станочного оборудования для металлообработки.
Ограничения по сварке заключаются в том, что при сварке околошовная зона сначала нагревается выше 750°С, а затем быстро остывает. При этом содержащийся в сером чугуне в виде графита свободный углерод переходит в состояние цементита и серый чугун в зоне сварки превращается в белый (БЧ). Кроме изменений состояния углерода, металл сварного шва и околошовной области чугунных деталей закаляется в процессе остывания. Этот процесс вызывает в металле шва внутренние напряжения, приводящие к растрескиванию.
Чугуны специального состава для различных целей могут содержать легирующие металлы: хром, ванадий, никель, молибден, марганец и др. Присутствие легирующих компонентов может оказывать различное влияние на способность чугуна к свариванию (как положительное, так и отрицательное).
Сварочное оборудование для сварки чугуна

Способность чугуна к свариванию (свариваемость)
Чугун в металловедческих справочниках и марочниках характеризуется как трудносвариваемый. Для этого имеется несколько причин, указанных ниже.
Расплав чугуна обладает высокой степенью жидкотекучести. И чем больший процент углерода содержится в чугуне, тем выше показатель жидкотекучести. Этот фактор усложняет формирование нормального шва. В силу процессов закалки и «отбеливания» чугуна во время сварки проявляется склонность его к растрескиванию. Образованию трещин в околошовной зоне способствуют включения свободного углерода в виде графита, который в результате воздействия высокой температуры переходит в состояние цементита, придающего чугуну белый цвет. Отсюда происходит термин «отбеливание» чугуна. Часть содержащегося в чугуне графита выгорает в процессе сварки, приводя к образованию пустот – пористости шва. Если производится сварка чугуна неизвестного химического состава, то результат будет непредсказуемым, особенно при несоблюдении рекомендованной технологии и при использовании случайных сварочных материалов. Нередко через некоторое время после окончания шва при остывании металла слышатся характерные щелкающие звуки – результат образования трещин в металле шва и околошовной зоны. Хуже всего сваривается чугун с высоким содержанием графита. Такой чугун имеет на изломе черный цвет и оставляет на руках черные следы графита.
Способы сварки чугуна
Существует два основных способа сварки чугунных изделий:
-Холодная сварка – сварка без предварительного подогрева.
-Горячая сварка – сварка с предварительным подогревом.
Технология холодной сварки проще, но требует применения специальных электродов для получения хорошего результата – качественного шва с приемлемыми прочностными параметрами. Если при холодной сварке использовать электроды по стали, то результатом будет получение сварного шва, состоящего из закаленной высокоуглеродистой стали с высоким содержанием целого «букета» примесей (марганец, кремний, фосфор, сера и др.). Твердость такого шва не позволяет выполнять его механическую обработку, металл шва и околошовная зона склонны к растрескиванию, т.к. при быстром охлаждении кромок свариваемых деталей чугун «отбеливается». Результатом такой холодной сварки чугуна стальным электродом будет «слоеный пирог», состоящий из:
-Закаленной пористой высокоуглеродистой стали шва.
-Участка толщиной около 1,0 мм цементита (отбеленного чугуна).
-Зона закаленного чугуна, склонного к растрескиванию.
Горячая сварка позволяет существенно снизить негативные последствия холодной сварки («отбеливание» чугуна в околошовной зоне и закалку шва и кромок деталей). Существует несколько вариантов этого метода, зависящих от характера и интенсивности нагревания:
- Общий подогрев в муфельной печи.
- Местный подогрев горелками.
- «Теплый» нагрев – до 150…200°С.
- «Полугорячий» нагрев – до 300…400°С.
- «Горячий» нагрев – до 500…600°С.
Суть горячего метода заключается в медленном подогреве свариваемых деталей (120…150°С в час) перед сваркой и таком же медленном охлаждении после окончания сварки. Максимальная температура нагревания не должна быть выше 600…650°С. Медленное охлаждение производится либо вместе с печью, либо методом «укутывания» изделия в несгораемый теплоизолирующий материал.
Подготовка к сварке чугунных деталей
Чугун требует повышенного внимания при подготовке к свариванию (по сравнению со сваркой стали). Это связано с трудностью устранения загрязнений шва из-за пористой структуры. Масло и другие углеводороды довольно глубоко проникают в структуру сварного шва и создают серьезные проблемы при сварке чугуна. При выполнении ремонта трещин чугунных деталей их (трещины) необходимо сначала засверливать в начале и в конце, чтобы предотвратить их дальнейшее развитие. Качественный ремонт трещин предполагает их разделку на всю глубину с углом разделки, обеспечивающим необходимый провар. Допускается не засверливать концы трещин, а обрабатывать до необходимого радиуса скругления, обеспечивающего недопущение развития трещины.
Область сварки чугунных деталей требует тщательной очистки от ржавчины, окалины и загрязнений с помощью стальных щеток, болгарок (угло-шлифовальных машин), наждачной бумаги или пескоструйной (дробеструйной) установки. Масляные загрязнения удаляются растворителями или выжигаются пламенем горелок.
Холодная сварка чугуна специальными электродами
Для получения хороших результатов холодной сварки чугуна используются специальные электроды с высоким содержанием меди и никеля. Медь и никель не взаимодействует с углеродом (не образует карбидов), что препятствует «отбеливанию» чугуна в околошовной зоне. Никель хорошо растворяется и смешивается с железом, обеспечивая невысокую твердость шва и возможность механической обработки. В шве отсутствуют трещины и поры. Медь, хотя и не образует карбидов, но плохо растворяется в железе и может вызывать образование неоднородных участков высокоуглеродистых соединений с высокой твердостью.
Сегодняшний рынок электродов предлагает множество марок для сварки чугуна, содержащих никель и медь (медно–железные, железо –никелевые, железо–медно–никелевые). Наиболее востребованными и распространенными являются следующие марки:
- Электроды ОЗЧ 2, ОЗЧ 6 – медно-железные, представляющие собой медную проволоку или стержни, покрытые содержащей порошок железа обмазкой.
- Электроды ОЗЖН - 1, ОЗЧ 3, ОЗЧ 4 – никелевые и железо- никелевые с содержанием 90 процентов никеля.
- Электроды МНЧ -2 (железо – медно – никелевые).
Специальные электроды позволяют выполнять сварку чугуна как с нижним расположением шва, так и с вертикальным.
У перечисленных отечественных электродов для сварки чугуна есть аналоги иностранного производства.
При дефиците оригинальных заводских электродов ОЗЧ 2 и ОЗЧ 6 возможно их самостоятельное изготовление. Для этого необходимо медную проволоку марок М2 или М3 сечением 3,0…5,0мм. тщательно зачистить от оксидной пленки с помощью наждачной бумаги, обезжирить растворителем и покрыть специальной обмазкой. Рецептура приготовления обмазки состоит в использовании покрытия стандартных электродов УОНИ 13/55 и ОЗС 2 (для изготовления электродов, предназначенных для сварки чугуна постоянным током) или АНО 4 и АНО 5(для изготовления электродов, предназначенных для сварки чугуна переменным током). С указанных электродов соскабливается обмазка, измельчается и смешивается со стальными опилками в соотношении 1:1 по весу. В полученный порошок добавляется жидкое стекло (силикатный клей) и перемешивается до состояния жидкой сметаны. В полученный состав окунаются приготовленные проволочные медные стержни. Толщина полученного покрытия должна составлять 1,5…2,0 мм. После стекания излишков обмазки электроды необходимо просушить в вертикальном положении, а затем прокалить в печи или в противне на плите при температуре 200…250°С. Полученные электроды используются при режимах сварки, рекомендованных для заводских электродов.
Правила сварки специальными электродами
В техническом описании каждого типа специальных электродов указаны рекомендуемые режимы сварки. Как правило, они используются для сварки на постоянном токе обратной полярности. Правила сварки чугуна рекомендуют неглубокое проплавление металла при небольшом уровне сварочного тока. Используются для сварки электроды небольшого сечения и накладываются короткие швы. При сварке необходимо делать перерывы после выполнения каждого шва для остывания изделия до температуры 50…60°С.
Сварка чугуна стальным электродом
Сварка чугуна стальными электродами не обеспечивает приемлемого качества шва и механические свойства свариваемого изделия. Стальные электроды используются для сваривания чугунных деталей лишь только потому, что эти электроды доступны и недороги. Снизить отрицательные последствия применения стальных электродов можно с помощью специальных электродов ЦЧ 4. Технология заключается в том, что электродом ЦЧ 4 накладывается нижний (плакирующий) слой сварного шва, а затем используются стальные сварочные электроды МР 3 или УОНИ 13/55.
При ремонте небольших по масштабу повреждений чугунных изделий и заварке небольших технологических отверстий допускается использование стальных электродов. При этом необходимо придерживаться таких же требований, что и при использовании специальных электродов по чугуну (малое проплавление металла для снижения эффекта «отбеливания» и закалки).
Самодельные специальные электроды
На основе стальных обыкновенных электродов самостоятельно можно изготовить железо –медные электроды. Технология заключается в намотке на стандартный стальной электрод медной проволоки диаметром 1,5…2,0 мм прямо поверх покрытия. Латунную проволоку использовать нежелательно из-за выделения при сварке токсичных соединений цинка, содержащегося в составе латуни. Масса намотанной медной проволоки должна быть больше в 4…5 раз массы стального электрода. Допускается при сварке использовать медную проволоку как присадочный пруток, не наматывая ее на электрод. Этот метод способен решить проблему сварки чугуна при отсутствии заводских электродов, но использование самодельных электродов не рекомендуется использовать для сварки ответственных изделий.
Самым слабым звеном сварного чугунного соединения при использовании стальных покрытых электродов является околошовная зона. Наличие в этой зоне пористости, хрупкости, приводящей к повышенному трещинообразованию, вызывают расслаивание металлов шва и свариваемого металла. Для частичной разгрузки наиболее слабой части сварного чугунного соединения применяют стальные шпильки и болты.
Наиболее эффективным методом повышения качества сварного шва остается медленный нагрев перед сваркой и медленное охлаждение изделия после окончания сварки. Улучшение качества шва наблюдается уже при нагревании до 150…200°C. Сварку чугуна рекомендуется выполнять с нижним расположением шва. Причиной является повышенная жидкотекучесть этого металла.
Применение шпилек и болтов при сварке чугуна
В разделанных кромках свариваемых чугунных деталей сверлятся отверстия, нарезается резьба и в резьбовые отверстия вворачиваются шпильки или болты. Диаметр резьбовой части шпилек и болтов зависит от толщины свариваемых изделий. Рекомендованы следующие размерные параметры:
- Диаметр резьбовой части шпилек и болтов – 0,3…0,4 толщины детали(но не более 12мм).
- Глубина вворачивания шпилек и болтов – 1,5 диаметра (но не более 0,5 толщины листов).
- Высота выступающей над поверхностью части шпилек и болтов – 0,75…1,2 диаметра болта или шпильки.
- Расстояние между болтами (шпильками) – 4…6 диаметров.
Выступающие над поверхностью деталей верхние концы шпилек и болтов обваривают вкруговую, заполняя постепенно шов. Вначале электродами диаметром 3 мм на небольших сварочных токах обвариваются все шпильки (болты). Сварка ведется вразброс для того, чтобы не допустить перегрев детали. Раз за разом толщина налагаемых сварных валиков увеличивается, пока вся разделка шва не заполнится наплавленным металлом.
Наплавленный металл должен иметь толщину, не превышающую толщины свариваемых деталей, т.к. усадочные напряжения, возникающие в наплавленном металле, могут привести к появлению трещин в чугуне.
Сварка чугуна неплавящимися электродами
Сварка чугуна выполняется неплавящимися электродами всех видов: вольфрамовыми, графитовыми и угольными. Присадочным материалом могут служить отлитые чугунные прутки или присадочная проволока, в состав которой может входить медь, алюминий, никель и другие металлы. В качестве защитной среды может использоваться флюс, состоящий из буры и других компонентов. Наибольшее распространение получила сварка в среде защитных газов (AC TIG), на переменном токе в аргоне. В качестве присадки используются никелевые прутки.
Сварка чугунными электродами
Для ремонта чугунных изделий и устранения литейных дефектов применяются чугунные электроды. Чугунные электроды изготовлены из чугунного литья в виде прутков, покрытых специальной обмазкой. Например, электрод ОМЧ -1 имеет покрытие, состоящее из ферромарганца (9%), полевого шпата (25%), графита (41%) и мела (25%). Для замедления остывания сварного шва в состав покрытия электродов вводятся термитные составы.
Сварка этим электродом выполняется на постоянном и переменном токе. Сила тока рассчитывается по принципу: 50…60А на 1,0мм диаметра электрода. Это значит, что сварка электродом ОМЧ -1 диаметром 5,0мм должна выполняться на максимальном сварочном токе 300А. При холодной сварке чугуна однородность шва обеспечить проблематично из-за отбеливающего эффекта околошовной зоны, возникающего при высокой температуре. Оптимизация процесса сварки чугуна достигается применением полугорячей сварки при медленном разогреве деталей перед сваркой до 300…400°C.
Правила проковки сварных швов
При сварке чугуна в сварном шве при быстром охлаждении возникают напряжения. Остаточные напряжения можно снять частично или полностью с помощью проковки. Проковка успешно применяется опытными сварщиками, поскольку при некорректно выполненной проковке можно не увеличить прочность шва, а, наоборот, уменьшить. При проковке следует учитывать некоторые важные моменты, влияющие на результат:
- Удары молотком наносятся только по сварному шву.
- Сила удара должна быть не слишком большой.
- Масса молотка должна быть 0,6…1,2кг.
- Боек молотка должен иметь закругленную форму.
- При многослойной сварке следует проковывать каждый слой, кроме первого и последнего (облицовочного).
- Проковку рекомендуется прекращать при достижении температуры 500…800°С.
prodazha-svarki.ru
Медные электроды для сварки
Медные электроды для сварки меди и ее сплавов: марки, особенности, характеристики
Какие марки электродов применяются для сварки меди
Для сварки, наплавки меди и цветных металлов, сварки медных труб и проч. применяются специальные медные электроды для сварки. К данному типу относятся электроды
- Комсомолец-100,
- ОЗБ-2М,
- ОЗБ-3,
- АНЦ/ОЗМ-2,
- АНЦ/ОЗМ-3,
- ESAB ОК 94.25,
- ESAB OK 94.35,
- ESAB OK 94.55,
- ESAB OK NiCu-7 (OK 92.86),
- ESAB OK Ni-1 (OK 92.05),
- ZELLER 390.
Работать ими нужно начинать, зная некоторые их особенности и характеристики.
Комсомолец-100 предназначен для наплавки, сварки меди марки М1-М3. Работа должна производится на постоянном токе (о сварочных токах здесь), в нижнем или наклонном положениях. Выпускаются электроды Комсомолец-100 толщиной 3-5 миллиметров. Рекомендуемая сила тока для диаметра 3 мм 90-180 ампер, 4 мм 120-140, 5 мм 150-190. Эти показатели зависят от положения шва. Перед началом работы рекомендуется нагреть свариваемое изделие до 300-700 градусов, в зависимости от его толщины.
ОЗБ-2М предназначен и для работы с бронзой, используемой в художественном литье. Ими можно наплавлять ее на сталь, исправлять дефекты чугуна. При этом необходимо включать ток обратной полярности, производить работу в вертикальном или горизонтальном положении. ОЗБ-2М состоят из меди, железа, фосфора, марганца, никеля и олова. Их длина 350 мм. Для успешной работы необходимо устанавливать сварочный ток следующих значений: для диаметра 3 мм/ 90 – 120 ампер, 4 мм/120 – 160.
ОЗБ-3 используются в работе с цветными металлами, медью и бронзой. Они делаются со специальным покрытием (узнайте тут больше о покрытиях электродов). Сварку нужно производить только в нижнем положении. Используется постоянный ток. Коэффициент и производительность наплавки ОЗБ-3 12,5 г/А.ч — 3,5 кг.ч при диаметре изделия 4 мм.
АНЦ/ОЗМ-2 применяется для работы с чистой медью, при этом ее нет необходимости нагревать, если она не очень толстая. Сварка должна производиться в наклонном или нижнем положениях. Используется постоянный ток обратной полярности. Расходуется АНЦ/ОЗМ-2 1,6 кг на то, чтобы наплавить килограмм металла.
АНЦ/ОЗМ-3 нужны для работы с изделиями из меди технических марок по ГОСТ 859-78. Они выпускаются толщиной 4-6 мм. Чтобы успешно выполнить сварку нужно настроить ток на 220-300 ампер для диаметра 4 мм, 350-400 для 5 мм, 420-600 для 6 мм. Положение шва должно быть нижнее. Работать нужно короткой дугой, с медью толщиной до 10 мм, без подогрева, без разделки кромок одно или двусторонним швом с небольшими поперечными колебаниями электрода.
ESAB ОК 94.25 хорошо подходит для работы с многими цветными металлами, сплавами. Особенно с медью, оловянной бронзой, пережженным чугуном, латунью. Они могут использоваться для наплавки на сталь, для ее защиты от коррозийного воздействия. Толстые медные изделия рекомендуется нагреть до 300 градусов. Лучше всего работать маркой ESAB ОК 94.25 в пространственных положениях 1-4.
ESAB OK 94.35 имеет толстое рутиловое покрытие. Используется при работе с изделиями из меди и никеля, при содержании последнего до 30%. Электродом ESAB OK 94.35 наплавляют кромки. Работать ими можно в 1-5 положениях. Наплавленный с их помощью металл наделен отличной коррозионной стойкостью, он не боится длительного воздействия морской соленой воды, наделен хорошими прочностными характеристиками.
ESAB OK 94.55 имеют основной тип покрытия. Электрод хорош в работе с бронзой, красной латунью, медью. Сварка обычно выполняется короткой дугой. Расположение электрода должно быть перпендикулярно кромкам. Необходимо чтобы сварные валики находили один на другой.
Важно! Поверхность каждого прохода нужно не забывать зачищать от шлака.
Подходящие положения для работы 1-4 и 6. Предел прочности 400 МПа, твердость 120 НВ. Выпускается марка ESAB OK 94.55 диаметром 2-4 мм.
ESAB OK NiCu-7, или OK 92.86, используют для сварки меди и никеля. Наплавленный с их помощью металл характеризуется как устойчивый к образованию трещин, ковкий, стойкий к воздействию морской воды, кислоты и щелочи. Варят этим электродом в 1-4, 6 положениях. Выпускается данная марка толщиной 2-4 мм. В работе используется постоянный ток обратной полярности.
ESAB OK Ni-1, ранее назывался OK 92.05, имеет основной тип покрытия. Чтобы исключить образование трещин и пор рекомендуется работать только на допустимых для того или иного диаметра электрода токах. Подходит для 1-4, 6 положений. Прокаливают электрод два часа при температуре +250 градусов. Для работы нужен постоянный ток.
ZELLER 390 имеет основное покрытие. Предел прочности 200 МПа, текучести 185, твердость 40 НВ. ZELLER 390 выпускается разной длины, от 300 до 450 мм, диаметром 2,5-5 мм. Силу тока нужно установить для электрода толщиной 2,5 мм/80-110 ампер, 3 мм/100-130, 4 мм/130,170 мм, 5 мм/170-200. Используют его при работе с изделиями, которые должны отвечать высоким показателям стойкости к коррозийному влиянию, теплопроводности, электропроводности.
Популярные производители электродов для работы с медью и другими металлами
Хорошо зарекомендовали электроды компании Esab. Ее марки ESAB ОК 94.25, OK 94.35, OK 94.55, OK NiCu-7 (OK 92.86), OK Ni-1 (OK 92.05) используются во всем мире. Эта шведская компания была основана в 1904 году. Корпорация занимается производством сварочных аппаратов разного назначения, модификаций, флюсов. В ESAB разработали многие современные методы сварки, отвечающие требованиям прогресса.
ООО НПО Спецэлектрод занимается изготовлением марок электродов, используемых для всех целей. Для работы с цветными металлами хорошо себя зарекомендовали такие марки: АНЦ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, АНЦ/ОЗМ-4, ОЗА 1 и 2 и многие другие. Это российское предприятие, его продукция недорогая и надежная.
Электроды Zeller производятся немецкой компанией начиная с 1963 года. В каталоге более 500 наименования продукции. Ее электроды отвечают самым высоким требованиям, наделены отличной коррозионной стойкостью, образуют прочный надежный шов.
Часто сварщики и поставщики материалов для них рекомендуют следующих производителей:
Материал стержней
Стержни электродов для сварки меди и ее сплавов производят из проволоки и прутков, состав которых соответствует требованиям, изложенным в ГОСТ 16130—90. В основном это медь или бронза. Часто используются в производстве сплавы металлов.
- Медные стержни делаются диаметром 2-6 мм, они могут быть обернуты жестью 0,3-,05 мм толщиной. На них наносится разного рода покрытие, например, основное или рутиловое. Для электрода Комсомолец-100 стержень делается из меди М1.
- Бронзовые стержни делаются в основном из металла марки БрКМц-3-1. Покрывают их смесью разных веществ. Они могут производиться и из оловянно-фосфористой бронзы Бр.ФО 4-03.
- Бронзовые стержни обеспечивают создание шва отличного качества. Они хуже раскисляют металл, чем сделанные из меди. Стержни из бронзы могут снизить механическую прочность соединения при определенных условиях.
Общие принципы сварки электродами меди и ее сплавов
Проводя работы по сварке меди и ее сплавов, сварщик сталкивается с некоторыми трудностями. На шве может образоваться трещина. При работе легкоплавкие эвтектики скапливаются на границах кристаллов. Часто образовываются поры. Все это важно учесть и предотвратить. Медь толщиной до 4 мм сваривают без разделки кромок, до 10 мм толщины с односторонней разделкой. При этом угол скоса кромок должен быть 70 градусов, притупление 1,5—3 мм.
Текучесть меди усложняет работу в вертикальном, горизонтальном и потолочном положениях. Дуговая сварка должна осуществляться при повышенном сварочном токе из-за высокой теплопроводности металла. Кромки деталей соединяются с минимальным зазором из-за высокой текучести меди. Часто рекомендуется использовать стальную подкладку.
Изделие толщиной более 6 мм лучше предварительно нагреть до 250 градусов. При этом нужно учитывать характеристику плавления меди, сплавов из нее. Тонкий металл не нагревают. Сварку лучше всего производить дугой 10—15 мм. Таким образом будет намного удобнее манипулировать электродом. Медь сваривается при постоянном токе обратной полярности. Это важно учесть. Дуговую сварку латуни, бронзы, М1-М3 необходимо выполнять мощной дугой, увеличенной силой тока и при повышенном напряжении. Работа делается очень быстро, на большой скорости.
По возможности сварку рекомендуется производить в нижнем положении или при угле наклона 20 градусов максимум по отношению к вертикали. Дуга направляется непосредственно на сварочную ванну. Рекомендуется применить специальные подкладки, сделанные из асбеста, флюса, графита, меди, стали. Важно учесть все основные особенности и характеристики металла.
Справка. Плавление меди происходит при +1080 градусов, она имеет удельный вес 8,9 г/см3, ее прочность 20 кг/мм2, относительное удлинение 50%.
Если изделие толстое, то нужно производить работу постепенно, наплавляя слоя один за другим. Сварка в таком случае выполняется обратноступенчатым швом, длина каждого участка должна быть 20-30 см. Его делят на две части, 75% и 25%. Сначала сваривают длинный участок по направлению к меньшему. Таким образом снижается риск возникновения трещин.
Работа выполняется в нижнем положении, иногда требуется править шов кувалдой или молотком из-за его вспенивания. В процессе сварки тонкой меди нужно уменьшить ток, чтобы из-за разогрева детали не возникли прожоги. Перед началом работ рекомендуется прокаливать электроды при определенной, рекомендуемой производителем температуре.
Более подробно про сварку меди узнайте здесь.
Какой выбрать диаметр
Выбирая наиболее подходящий диаметр электрода, прежде всего нужно учитывать толщину свариваемой меди, изделия, сплава. Важно учесть это и некоторые другие советы. При работе с тонким цветным металлом большой толщины электрод, а также в случае сварки на повышенных токах, создаст проблемы, появятся поры в шве.
Специалисты советуют выбирать такой диаметр: при толщине меди и ее сплавов
- 2 мм – электрод толщиной 2-3 мм,
- 3/3-4 мм,
- 4/4-5 мм,
- 5/5-6 мм,
- 6/ 5-7 мм,
- 7-8/6-7 мм,
- 9-10/6-8 мм.
Существуют электроды для сваривания и наплавки с предварительным подогревом до 300-700 градусов по Цельсию, с малым подогревом до 150-350 градусов по Цельсию и без подогрева.
Кратко о сварке меди
Применяется несколько разновидностей сварочного процесса меди:
- ручная сварка металлическими электродами;
- ручная сварка угольными электродами;
- аргонно-дуговая сварка.
Некоторые особенности сварочного процесса электродами по меди
- Сваривание цветных металлов существенно может отличаться от сваривания стали, что обуславливается резким различием физико-химических свойств. К главным факторам, которые определяют свариваемость цветных металлов, относятся температура плавления и кипения, а также теплопроводность и сродство к содержащимся в воздухе газам (азоту, кислороду, парам воды).
- Медь обладает повышенной жидко текучестью в расплавленной форме, высокой электропроводностью и теплопроводностью. Для нее характерна также активность при взаимодействии с некоторыми газами и, особенно с водородом и кислородом, что при сварке может явиться причиной образования в металле шва микротрещин и пор. Для предотвращения образования таких дефектов в свариваемых соединениях необходимо применение только хорошо раскисленной меди.
- Сварка по меди должна выполняться тщательно прокаленными электродами, свариваемые детали должны быть хорошо подготовлены в местах наложения швов – зачищены до металлического блеска и удалены оксиды, загрязнения, жиры и пр.
Видео
Посмотрите небольшой ролик, где производится сваривание меди со сталью с помощью марки Zeller 390:
Где купить
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.
Выбрать компанию
weldelec.com
Электроды для сварки меди
Существует несколько разновидностей сварки меди - это ручная сварка угольными электродами, ручная сварка металлическими электродами и аргонно-дуговая сварка. При сварке такого металла как медь используются угольные или графитовые электроды, при постоянном токе. Во время сварки длина дуги должна достигать 35—40мм. Материалом для присадки должны служить прутки из меди прямоугольной и круглой формы, марки М1 и М2, и медные прутки с фосфоновой присадкой, которые будут служить раскислителем. При сварке меди нужно учитывать то, что нужно избегать перегрева и окисления, для того чтобы это избежать, нужно учитывать то, что сечение прутка должно быть 20-25 мм2.
Перед сваркой, для нанесения флюса, пруток и кромка металла, который будет свариваться, зачищают металлической щёткой. А затем его смазываю каустической содой. Раствор соды должен быть 10%. Так же существует ещё один электрод для сварки меди. Это такой электрод, который называется металлическим. Этим электродом сваривают медь толщиной не более чем 2мм.
Сварка меди должна осуществляться постоянным током с обратной полярностью. При подогреве изделий, температура должна соблюдаться 300-400 градусов. Во время сварки стыковых соединений, толщина металла должна соответствовать нормам до 4 мм. А когда сварка металла производится размером до 5мм, то при этом меняют v- образную разделку кромок.
Существуют такие электроды как, «Комсомолец-100», они применятся так же для сварки меди, в которой содержится 0,01% кислорода. Медь сваривается при постоянном токе обратной полярности. Существуют электроды такой марки как, МН-5, МНЖ5-1,Бр. АМй9-2. МН-5 применятся для сварки трубопровода из медно-никелевого сплава, МНЖ5-1 применяются, как для сплава между собой, так и бронзой.
Ну и наконец, существует ещё одна сварка меди - это ручная аргонно-дуговая сварка. При этой сварке применяются такие газы как, аргон и гелий. Эта сварка производится с помощью вольфрамового электрода при постоянном токе и прямой полярности, при температуре 350-400 градусов.
Сварка осуществляется двумя способами. Первый - левый, второй - правый. Перед тем как начать работу, дугу, с помощью которой идёт сварка, нагревают на угольной или графитовой пластине. Если дугу начать зажигать на изделии, то это приведёт к загрязнению электрода. Сварку необходимо выполнять в таких положениях как, потолочном, вертикальном и нижнем положениях.
В той среде, когда медь находится в аргоне, её можно сварить и переменным током, но в этом случае сварка замедляется, то есть замедляется скорость сварки. В том случае, когда сварка производится переменным током проволокой Бр. КМц-1, бура для раскисления не требуется.
Электроды ProfHelperКачественные электроды
Электроды Garant
elektrod-3g.ru
Сварка меди медными электродами
Медь – это металл, который очень важен практически для любого строительства. Часто для того чтобы сделать хорошее отопление или же какие-нибудь другие удобства в доме Вам нужно использовать медь.
Температура плавления меди составляет 1080 – 1083 градуса по Цельсию. Если медь разогреть до температуры 300 – 500 градусов, то Вы увидите, что при такой температуре медь обладает горячеломкостью. Если же медь находится в жидком состоянии, то она способна растворять газы.
Как видите, медь имеет много прекрасных свойств, которые как раз на руку многим людям. Например, ее способность плавиться при невысокой температуре позволяет Вам производить сваривание с меньшими усилиями и подогревом дуги.
Также для сваривания есть огромное количество электродов, которые позволяют производить сваривание медных конструкций с наименьшими усилиями, поэтому многие сварщики используют именно специальные электроды для сваривания меди.
Также для того чтобы производить сваривание меди Вам нужно использовать дуговую сварку с использованием повышенной величины сварочного тока. Еще при сваривании меди Вам нужно учитывать, что ее жидкотекучесть намного больше, чем у стали, поэтому для сваривания медных конструкций Вам нужно соединять части свариваемой детали очень плотно. Угол кромок для сваривания должен составлять 90 градусов.
Зачастую для того чтобы производить сваривание медных конструкций многие сварщики используют угольные электроды. Однако при использовании угольных электродов для сваривания Вам нужно помнить, что сваривание нужно производить без перерыва, чтобы сварочный шов был более прочным. Также у сваривания угольными электродами есть свои особенности, поэтому большинство сварщиков используют обычные медные электроды для сваривания медных конструкций.
Также если Вы делаете проводку, то можете воспользоваться возможностью производить сваривание медными электродами. Чаще всего проводку делают из меди, поэтому со свариванием проводов у Вас не должно возникнуть проблем. Сделав скрутку, Вы сможете ее хорошенько проварить, поэтому использование медных электродов – это ключ к высокому качеству проводки. Если же Вы сделаете проводку высокого качества, то Вам не нужно будет беспокоиться о качестве скруток, а также о возможности замыкания.
Да, действительно, использование медных электродов для сварки позволяет Вам производить сваривание практически любых деталей, которые сделаны из меди. Примечательно, то Вы можете производить сваривание медных проводов в электрической проводке, что позволяет Вам значительно сократить время строительства или ремонта. Также теперь Вам больше не нужно использовать паяльник, канифоль и олово для пайки электрической проводки, что значительно сократит Вам как расходы, так и время выполнения работы. Поэтому будьте уверены в том, что медные электроды широко используются при сваривании медных конструкций и несут большую пользу при работе с медью.
Электроды MagmaweldЭлектроды лэз-8
elektrod-3g.ru
Медные электроды
Сварка чугуна, произведенная с помощью медножелезных электродов, представлена механической смесью меди с железоуглеродным сплавом. Такая комбинация в свою очередь соединяется с основным металлом с помощью кристаллов стали и диффузии меди о микроскопические поры чугунного изделия. Данный процесс объясняется нерастворимостью меди и железа.
Сама структура металла шва имеет двухфазовую систему, которая включает железоуглеродистый сплав с медью. Соотношение меди к углероду влияет на обработку шва.
По мере того, как увеличивается количество шва металла, увеличивается и количество углерода, выделенного из расплавленного чугунного изделия. В связи с этим, повышается твердость металла шва.
Исследования, в процессе которых нам медными электродами ставились опыты, показали, что лучшим соотношением меди и железа в сплаве является: железо — от 5 до 10%, медь — от 90 до 95%. Данный тип сплава очень прочен, а его обрабатываемость вполне удовлетворяет всем требованиям.
Медные электроды в промышленности для процесса сварки используются сравнительно давно.
Различают ряд методов выработки электродов:
- Применение медного стержня с жестяной оплеткой, предварительно смазанной стабилизующей обмазкой.
- Использование медного стержня со стабилизирующей обмазкой в железной трубке
- Использование электрода из биметаллической проволоки.
- Применение пучка электродов во взаимодействии с медными и стальными стержнями.
- Использование медного стрежня с мраморной обмазкой.
- Наконец, введение плавикового шпата и его погружение в обмазку железного порошка.
Механический способ для всех выше указанных электродов является не подходящим. За исключением последнего электрода. Отличные показатели дает электрод маркировки 034 1. Дело в том, что порошок из железа, добавленный в покрытие, создает равномерную сетку железа на медной основе.
Полученный сплав вязок, его можно подвергать проковке и обрабатывать с легкостью Можно попробовать механический способ при разделке под сварку. Сварка осуществляется не полностью в один раз, а частями по 30-50 мм на каждый участок, при постоянном токе с обратной полярностью. Сварку проводят в несколько слоев, которые потом необходимо тщательно проверить.
Все медные электроды классифицируются по следующим типам:
Медно-сульфатный электрод сравнения направлен для того чтобы измерить разность потенциалов между землей и подземным металлическим сооружением, который защищен с помощью катодной поляризации. По маркировке различают электроды сравнения СМЭС-1, СМЭС-2. Электрод СМЭС необходим для того, чтобы провести измерения в режиме температуры 0-55 градусов рабочей среды.
Корпус медно-сульфатного электрода изготовлен с помощью пористой керамики, которая благоприятно сказывается на создании и поддержке электролитического контакта с грунтом. Заполняют корпус купоросом. В него помещаю медный спиральный электрод. Свободное пространство между корпусами заполняют влагоустойчивой засыпкой с примесью бетонита. Это способствует возникновению электролитического контакта между модулем и грунтом.
Электрод медно-графитовый
Медно графитовые электроды используются в дуговых печах. Они нужны для выплавки легированных, малоуглеродистых сталей, специальных сплавов и сплавов, содержащих железо. Кроме того, графитовые электроды используют для того, чтобы выплавлять сталь, цветные металлы. Графитовые электроды находят свое применение при дуговой резке металлов на чугунолитейном производстве. Данный тип сварочного материала готовят из нефтяного кокса, а также из камнеугольного песка. Этот вид электродов отличает от других их термоустойчивость, низкая степень содержания золы.
Для сваривания чугуна применяют электроды с никелевой и медной основой. Молекулярные свойства этих двух материалов позволяют сделать сварочный метал шва более пластичным и защищает его от трещин. Определяют электроды два сварки чугуна по химическому составу.
- Электроды для сварки медных проводов
- Холодная сварка выполняется при помощи следующих типов электродов
- Чугунных электродов с толстым покрытием
- Стальными низкоуглеродистыми со стабилизирующими покрытиями
- Электродами из никеле-медного сплава
- Медными электродами
Сварка чугунными электродами
Различают два основных вида чугуна: белый, серый. Белый чугун добывается с помощью большой скорости остужения отливок. Они характеризуются повышенной твердостью и в то же время хрупкостью. Именно поэтому они редко используются в производстве производственных деталей механизма, а также поступают для переделки в стальной материал.
Серый чугун в своем составе имеет высокое количество такого химического элемента, как кремний. Кремний, в свою очередь, идет на графитизацию углерода. Эти чугуны добываются с помощью замедленного охлаждения отливок. По своим свойствам они мягче и хрупкие. Из серого чугуна производят детали машин.
Сварка используется в основном для ремонта чугунных изделий, а также для исправления некоторых дефектов, которые добываются в процессе литья, заварки трещин, в процессе эксплуатации изделий.
Сварка чугуна намного сложнее, чем сварка стали. Для того, чтобы получить хорошее сварочное соединение процессе сварки чугуна, нужно применить наиболее сложную технологию сварки, намного сложнее, чем если бы это была сварка легированной стали
Холодная сварки с применением чугунных электродов не особо цениться, так как приносит далеко не самые хорошие результата. Дело в том, что наплавленный металл эти электродом имеет при себе отбеленную структуру и очень много мелких трещин. Что касается примкнутых друг к другу швов, то их вовсе невозможно подвергать механической обработке простым инструментом.
Некоторые производства стали создавать специальные покрытия для этих электродов. За счет использования таких покрытий в сварке, шов и переходная зона получают структуру серого чугуна, не содержащую каких-то шлаковых и газовых включений. Эти покрытия и особая технология сварки направлены на понижения скорости охлаждения швов. Кроме того, важно, что в шов были введены элементы, направленные на графитизацию углеродов, то есть на добычу структуры серого углерода.
Электроды для сварки медных проводов представлены угольными стержнями. Отличным решением становятся омедненные графитовые электроды. Их можно купить в специальных магазинах сварочного оборудования. Кроме того, вместо них можно применить графитовый стержень старой батарейки или щетки коллекторного двигателя.
Трубчатые медные электроды предназначены для электроэрозионной скоростной прошивки отверстий, диаметр которых составляет 0,3-2 мм.
Их преимущества заключаются в следующем:
- Во-первых, в максимальной глубине обработки.
- Во-вторых, в низком удельном электрическом сопротивлении материала электрода.
- В-третьих, в жесткой конструкции электрода.
- А также в оптимальной длине электрода, которая определяется по характеристикам оборудования, а в данном случае, по станку.
myfta.ru
www.samsvar.ru
ЭЛЕКТРОДЫ ДЛЯ СВАРКИ ЧУГУНА | Инструмент, проверенный временем
Для сварки чугуна электроды характеризуются по применяемому стержню электрода.
Стержень электрода может быть изготовлен из чугунных прутков, стальной сварочной проволоки, медной проволоки и ее сплавов, а также из некоторых проволок легированных сталей. В основном для сварки чугуна применяются электроды следующих марок: ОМЧ-1, МНЧ-1, ОЗЧ-1, ЦЧ-4 и ЦЧ-ЗА, АНЧ-1.
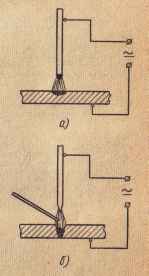
Электроды марки ОМЧ-1, изготовленные из литых чугунных прутков со специальным покрытием, применяются для сварки и наплавки чугунных деталей и отливок из серого чугуна с предварительным подогревом. Эти электроды пригодны для сварки только в нижнем положении на постоянном токе обратной полярности и переменном токе и обеспечивают получение в наплавленном металле — сварном шве серого чугуна. Устойчивость дуги и формирование шва у электродов ОМЧ-1 удовлетворительное.
Электроды МНЧ-1 изготовляют из проволоки НМЖМц с фтористо-кальциевым покрытием. Эти электроды предназначены для сварки и наплавки чугуна безподогрева. Сварка может выполняться в нижнем, вертикальном и потолочном положениях постоянным током обратной полярности. Наплавленный металл представляет железоникелемедный сплав и хорошо обрабатывается.
Электроды ОЗЧ-1 изготовляют из медной проволоки с фтористо-кальциевым покрытием, содержащим железный порошок. Эти электроды применяются для сварки и наплавки чугуна без подогрева. Устойчивость дуги и формирование шва удовлетворительное.
Электроды АНЧ-1 изготовляются из проволоки Св-04Х19Н9 или Св-04Х19Н9Т, в оболочке из меди с фтористо-кальциевым покрытием. При сварке этими электродами подогрев не требуется и они пригодны для сварки в нижнем и вертикальном положениях на постоянном токе обратной полярности. Металл шва, меднохромоникелевый сплав, хорошо поддающийся механической обработке. Устойчивость дуги удовлетворительная.
Электроды ЦЧ-4 состоят из электродного стержня Св-08 и Св-08А с фтористо-кальциевым покрытием и предназначены для сварки конструкций из высокопрочного чугуна и чугуна со сталью. Металл шва достаточно пластичен и хорошо обрабатывается на механических станках.
Электроды ЦЧ-ЗА имеют стержень Св-08Н50, покрытый фтористо-кальциевой обмазкой и применяются для холодной сварки высокопрочного магниевого чугуна.
§ 25. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ
Для каждого цветного металла, который поддается электродуговой сварке, разработаны специальные электроды.
Алюминий и его сплавы сваривают электродами ОЗА-1, АФ-4аКр, А2 и ОЗА-2. Медь и ее сплавы сваривают электродами «Комсомолец-100», МН-5, АНМп
Электроды ОЗА-1 и АФ-4аКр, изготовленные из проволоки Св-А1 с покрытием галогенидного типа, применяются для сварки и наплавки алюминия марок А6, АДО, АД1 и АД. Этими электродами сварку можно
выполнять только в нижнем положении постоянным током обратной полярности.
Э л е к т р о д ы А2 на проволоке Св-АМц или Св-АК5 с покрытием галогенидного типа применяют для сварки алюминиевомарганцевого сплава АМц и Ал-9. Сварка возможна в нижнем положении постоянным током обратной полярности.
Электроды ОЗА-2 на проволоке Св-АК5 с покрытием галогенидного типа предназначены для сварки и наплавки деталей из алюминиевых литейных сплавов марки Ал-2, Ал-4, Ал-5, Ал-9, Ал-11. Этими электродами сварка осуществляется в нижнем положении на постоянном токе обратной полярности.
Электроды «Комсомолец-100» на медной проволоке с фтористо-кальциевым покрытием применяют для сварки меди, которая в своем составе имеет не более 0,01% кислорода. Этими же электродами сваривают медь с углеродистыми сталями. Сварку выполняют в нижнем положении постоянным током обратной полярности.
Электроды МН-5 изготовляют из проволоки МН-5 с покрытием рудно-кислотного типа. Эти электроды предназначены для сварки медно-никелевых трубопроводов из сплава МНЖ5-1 или с латунью марки Л90 и бронзой БрАМц9-2 в нижнем положении постоянным током обратной полярности.
~ АПМц
Электроды———— — изготовляют из прово-
И ЛКЗ — АБ v
локи БрАНМц8-5-1,5 с покрытием галогенидного типа и предназначаются для сварки алюминиевых и алюминиево-никелевых бронз типа АМц9 и АН. Сварка ведется в нижнем положении постоянным током обратной полярности.
Электроды МЗОК из проволокиНМЖМц28-2,5-
1,5 с фтористо-кальциевым покрытием применяют для сварки монель-металла и других медно-никелевых сплавов. Сварка ведется в нижнем положении постоянным током обратной полярности.
Электроды ХН-1 из проволоки НИМО-25 с фтористо-кальциевым покрытием применяют для сварки литого, кованого никелемолибденового сплава при содержании молибдена от 25 до 30%. Сварка ведется во всех пространственных положениях постоянным током обрат* ной полярности.
Глава V
hssco.ru