Технология сварки титана и его сплавов. Электроды для сварки титана
Сварка титана и его сплавов: технология, электроды, видео
Оглавление:
- Особенности титановых сплавов
- Свойства материала
- Какие возникают сложности при сварке титана и его сплавов
- Особенности подготовки титана к сварке
- Сварка аргоном и полуавтоматом
- Электрошлаковая сварка
- Электронно-лучевая сварка
- Контактная сварка
- Интересное видео
Титан является высокопрочным металлом, который используется для изготовления различных конструкций важного назначения. В чистом виде данным материал используется достаточно редко, это связано с низкой температурой плавления (6400С), по этой причине титановые изделия производятся только из сплавов.
Сварка титана считается сложной технологией, при которой металл активно взаимодействует с газами в жидком и нагретом состоянии.

Особенности титановых сплавов
Титан редко применяется для изготовления различных конструкций в чистом виде, его обычно используют в виде сплавов. Они имеют высокую температуру плавления от 1470 до 18250С, данный показатель зависит от марки.
За счет того, что сплавы обладают идеальным сочетанием небольшой легкости и высокой прочности, их часто применяют для изготовления важных конструкций таких как, велосипедные рамы или запчасти для высокоскоростных автомобилей. Сварка титана и его сплавов является тяжелым процессом, потому что материалы имеют ряд специфических свойств.
Свойства материала
Титан обладает несколькими особыми качествами, которые и осложняют процесс сваривания данного металла. К ним относят:
- невысокая степень теплопроводности;
- металл имеет склонность к самовозгоранию при нагревании до 400 градусов Цельсия, а также при контакте с кислородом;
- окисляется под влиянием углекислоты;
- при нагревании до 600 градусов Цельсия происходит образование нитридных соединений. Также данные соединения образуются при контакте с азотом, при этом они имеют твердую, но сильно хрупкую структуру;
- обладают склонностью к поглощению водорода при нагревании до 250 градусов Цельсия;
- при нагревании выше 800 градусов происходит изменение структуры (увеличение размеров зерна).
Критическими показателями температуры для титанового металла являются выше 400-500 градусов Цельсия. При разогревании до этого уровня у него отмечается повышение химической активности. Во время него титан взаимодействует с атмосферным воздухом, которое может оказать негативное воздействие на сварное соединение.
Дополнительно могут появиться вредные примеси - гидриды, нитриды, карбиды и другие, которые могут снизить прочность шва. Если будет нарушена технология сварки титана, а также не будут соблюдаться правила и требования по ГОСТу, то это может привести к тому, что сварной шов развалится даже после небольшого удара.
Если процесс сваривания выполняется согласно установленным нормативам, то показатель прочности шва будет находиться на уровне от 0,6-0,8 от прочности свариваемого металла.
Какие возникают сложности при сварке титана и его сплавов
Особенности сварки титана и его сплавов состоят в том, что данный процесс имеет некоторые сложности, которые делают этот процесс тяжелым. При нагревании сплавы с титаном начинают активно взаимодействовать с воздухом. При этом процесс данного взаимодействия может наступать задолго до достижения показателя температуры титана, а точнее уже при 450 градусах Цельсия.

Сварка титановых труб и других изделий из данного металла может осложняться следующими процессами:
- при взаимодействии титана с кислородом на поверхности свариваемой заготовки начинается активный процесс образования оксида титана и окалины, а именно появляется алфированный слой. При возникновении слоя этого вида может вызвать образование трещин на поверхности свариваемого изделия. Чтобы этого избежать стоит выполнять определенные нормы, которые указывают на допустимое максимальное содержание кислорода - в любом сплаве из титанового металла оно должно быть не выше 0,015 %;
- во время нагревания титановые сплавы усилено воздействуют с азотом. Если в составе сплава из титана будет превышен уровень азота, то этом может вызвать изменения физических свойств основы, а именно - прочность сплава станет намного выше, но вот свойства пластичности снизятся в несколько раз. Согласно существующим нормам наибольший показатель азота в составе сплава из титана должен составлять не больше 0,04-0,05 %;
- самым вредным газом для титановых сплавов является водород. Если его содержание в составе металла будет составлять выше нормы, то это может вызвать сильную хрупкость, образование на поверхности трещин, больших пор. В норме водород в составе титановых сплавов должен быть не выше 0,01-0,15 %.
Особенности подготовки титана к сварке
Сварка титановых сплавов должна выполняться правильно, именно от этого будет зависеть прочность сварного шва. Перед тем как начинать процесс сваривания стоит выполнить подготовку кромок материала.

Стоит учитывать, что после проведения предварительного термического подготовительного процесса заготовок, на поверхности кромок появляется оксидно-нитридная пленка. Она имеет высокую прочность и устойчивость к повышенным температурам. Вот именно от этой пленки и требуется избавиться.
Процесс очищения пленки с кромок осуществляется так:
- в первую очередь кромки подвергаются механическому очищению. Для этого может применяться железная щетка, ею можно пройтись по краям кромки вручную или при помощи болгарки;
- от пленки требуется зачистить не только кромки, но и область, которая прилегает к стыку на ширину полтора или два см;
- после этого нужно выполнить процесс травления металлического изделия. Для этого применяется специальная жидкость, которая должна состоять из 350 мл соляной кислоты, 650 мл воды, 50 мл фторида натрия;
- протравливание должно выполняться при температуре +600С на протяжении 5-10 минут.
Помимо этого обязательно нужно тщательно подготовить рабочее место. При проведении сваривания титана и его сплавов обязательно должна обеспечиваться полная чистота рабочего места, при этом оно должно быть надежно защищено от следующих негативных факторов:
- стоит полностью устранить сквозняки;
- в помещении не должны быть высокими показатели влажности;
- обязательно очистите пыль;
- полное удаление жира.
Сварка аргоном и полуавтоматом
Если будут правильно выполняться все требования и правила аргонодуговой сварки, то можно добиться высокую прочность сварного шва титановой трубы и других конструкций из сплавов. Если же будет нарушена технология сварных работ, то качество соединения заметно снизится.

Для титанового металла в отличие от других цветных металлов требуется аргон высокого качества. Жидкая основа сварного соединения обязательно должна быть полностью защищена от атмосферного воздуха. Кроме этого горячую область рядом со швом требуется предохранять во время процесса кристаллизации и дальнейшего остывания до 427 градусов.
Технология сварки аргоном титана выполняется с учетом следующих рекомендаций:
- сварка аргоном титана должна выполняться на постоянном токе с прямой полярностью;
- в процессе сваривания требуется применять вольфрамовые электроды;
- иногда сваривание титановых сплавов при помощи аргонодуговой сварки может потребовать дополнительные приспособления, через которые будет поступать инертный газ, вытесняя воздух. Данные элементы могут иметь любую форму и размеры;
- сварка при помощи аргоном также выполняется с применением прокладок из меди или стали. В них можно вырезать отверстия для подачи газа;
- соединение труб производится специальными фартуками. Данные элементы могут иметь различные закругления;
- если соединение производится встык или внахлест, при показателе толщины металла не менее 3 мм, то присадочная проволока может не применяться. В этих случаях устанавливается сопло по наибольшему диаметру и увеличивается степень подачи аргонового газа;
- сварка титана со сталью должна выполняться на короткой дуге, при этом не должны быть колебательные движения. А подача присадочного прута должна быть в беспрерывном режиме;
- подача газа после гашения дуги должна продолжаться еще на протяжении 1 минуты. Выполнение данного действия предотвратит окисление шва.
Применять аргонодуговую сварку стоит осторожно. Важно не допускать взаимодействия вольфрамового электрода со сварочной ванной. Это позволит предотвратить проникновение вольфрамовых частиц в область сварного шва.
Сварка титана полуавтоматом похожа на аргонодуговое сваривание, но она имеет повышенную экономичность и высокую степень производительности во время соединения заготовок с размером толщины более 1 см.

При полуавтоматической сварке применяется источник тока с обратной полярностью. Сварочная горелка должна быть оснащена дистанционным устройством для регулирования показателей силы тока. Это поможет предотвратить серьезные нарушения сварочного процесса.
Электрошлаковая сварка
Сварка титана с нержавейкой или другими сплавами может проводиться при помощи электрошлакового сваривания. Данный метод сваривания часто применяется для сплава марки ВТ5-1, который состоит из 3 % олова и 5 % алюминия. Листы из этого сплава производится методом прессования и прокаткой в тонкие листы. А вот толстостенные конструкции не прокатывают, они подвергаются ковке.

Так как сваривают титан с толстыми стенками? Толстостенные заготовки свариваются в условиях из защитного газа аргона с применением флюса марки АН-Т2. Во время данного процесса обязательно применяют переменный ток, подача которого в область сварки производиться при помощи трехфазного трансформатора.
Важные особенности электрошлаковой сварки титана:
- для того, чтобы сварить заготовки с толстыми стенками требуется выставить мощность тока на 1600-1800 ампер с показателем напряжения в 14-16 вольт;
- зазор между заготовками должен составлять 2,6 см;
- расход аргона должен составлять не больше 8 литров на 1 минуту;
- масса засыпаемого флюса - 130 грамм;
- при этом стоит с особой внимательностью относиться ко всем требования данного сварочного процесса, их полное соблюдение сможет обеспечить высокое качество сварочного шва;
- электроды для сварки титана должны соответствовать по размеру диаметра. Обычно рекомендуется использовать расходники с размером диаметра в 12 мм. Если они будут иметь размер в 8 мм, то показатель прочности падает до 80 %;
- не стоит использовать легированные и титановые электроды, они снижают показатель пластичности в сварочном соединении.
Электронно-лучевая сварка
Электронно-лучевая сварка титана считается одним из популярных способов соединения изделий. При этом сваривание позволяет получить прочное и качественное соединение. Данный процесс основан на применении тепла, которое выделяется при торможении остросфокусированного пучка частиц, ускоренных до показателей высокой энергии.
Главным компонентом, при помощи которого выполняется сварка конструкций из титана, является луч, выделяемый специальным устройством - электронной пушкой. Питание пушки осуществляется при помощи высоковольтного источника постоянного тока.
Процесс обычно происходит в условиях вакуума, который защищает от негативных внешних условий. На заводах и предприятиях имеется специальная камера для сварки титана, которая защищает металл от взаимодействия с атмосферной средой и снижает потерю кинетической энергии электронов.
Контактная сварка
Чем еще можно сваривать титан и его сплавы? Для сварки деталей из этого металла может применяться контактный способ. Согласно нормам ГОСТа данный метод разрешается использовать для титана, потому что оптимальный показатель скорости сваривания титановых сплавов равен 2-2,5 мм в секунду.

Не желательно превышать установленную скорость, потому что это может негативно отразиться на прочности сварного шва. При этом этот показатель особенно важен при использовании контактной сварки, потому что она выполняется очень быстро. Свариваемые кромки не нужно защищать и фрезеровать.
Контактная сварка может выполнять разными методами:
- точечным;
- линейным;
- конденсаторным.
При этом стоит обращать внимание, что каждый метод подбирается индивидуально. Он может зависеть от уровня толщины заготовок, от степени давления электродов, от их диаметра, от размера толщины и длины свариваемой пластины, от периода сжатия, от времени прохождения тока через металлическое изделие.
Любой метод сварки титана имеет важные особенности и требования, от которых зависит прочность сварного шва. Если сваривание производится в условиях большого предприятия, то обязательно выполняется УЗК сварного шва титановой трубы, которое позволяет определить степень прочности соединения. Если она будет низкая, то это может негативно отразится на всей конструкции.
Интересное видео
osvarka.com
Технология сварки титана и его сплавов
Температура плавления титана 1668°С. Имеется около 20 сплавов
Марка | Свариваемость | Технологические особенности сварки |
ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1 | Хорошая | Зачистка кромокРежим с минимальной погонной энергиейЭлектродная проволока BTl-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
ОТ4, ВТ5, ВТ5-1 | Удовлетворительная | |
ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | Ограниченная | Мягкий режим с малыми скоростями охлаждения Электродная проволока ВТ15, СПТ-2, СП-15 |
ВТ22 | Последующая термообработка Электродная проволока ВТ6св, ВТ20-1св, ВТ20-2св, СПТ-2 | |
ПТ-7М, ПТ-3В, ПТ-1М | Хорошая | Режим с высокой скоростью охлаждения. Электродная проволока BTl-00св, СПТ-2, СП-15 |
Трудности при сварке
- Высокая химическая активность, требующая защиты от окисления даже участков околошовной зоны, нагретых до 250-300°С;
- Склонность к росту зерна в околошовной зоне, что требует оптимальных токовых режимов;
- Порообразование и холодные трещины из-за газовых примесей (прежде всего, водорода), растворенных в основном и присадочном металлах;
- Низкая вязкость расплавленного металла, вызывающая прожоги.
Подготовка к сварке
Резка на заготовки и подготовка кромок под сварку ведутся механическими способами. Разделительная резка и подготовка кромок толстостенных изделий возможна и газотермическими способами, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм.
Кромки на ширину 15-20 мм зачищают металлическими щетками, шабером и т .п. с последующим обезжириванием.
Если до сварки конструкция подверглась термообработке (вальцовке, ковке, штамповке), то перед сваркой ее поверхности необходимо очистить дробеструйным или гидропескоструйным аппаратом, а затем еще подвергнутъ и химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режимы химической обработки титана и его сплавов
Раствор | Длительность обработки, мин | |
Назначение | Состав (на 1 л воды) | |
Рыхление оксидной пленки | Нитрит натрия 150-200 г Углекислый натрий 500-700 г | 120 |
Травление | Плавиковая кислота 220-300 мл Азотная кислота 480-550 мл | 60-1200 |
Осветление | Азотная кислота 600-750 мл Плавиковая кислота 85-100 мл | 3-10 |
После химической обработки свариваемые кромки промывают на ширину 20 мм бензином и протирают этиловым спиртом или ацетиленом. Сварочную проволоку предварительно подвергают вакуумному отжигу с последующим обезжириванием.
Сварку ведут в приспособлениях или на прихватках, которые выполняют ручной аргонодуговой сваркой W-электродом.Свариваемые поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Выбор параметров режима
Сварку осуществляют постоянным током обратной полярности. Режимы выбирают исходя из толщины металла с учетом склонности сплава к росту зерна и термическому циклу. Для уменьшения роста зерна рекомендуются режимы с малой погонной энергией и повышенными скоростями.
Учитывая высокое электрическое сопротивление титана, сварку ведут с малыми вылетами электрода. При сварке на низких токовых режимах возможен непровар корня шва. Во избежание этого корень выполняют ручной аргонодуговой сваркой W-электродом, а остальную разделку - сваркой плавящимся электродом.
Металл | Рекомендуемая проволока |
Титан и его сплавы с пределом прочности не менее 90 кгс/мм2 | ВТ1 |
То же более 90 кгс/мм2 | ВТ2, ВТ15 |
Высокопрочные сплавы типа ВТ14, ВТ22 и др. | СПТ-2 |
Основное пространственное положение - нижнее.
При сварке с глубоким проплавлением на повышенных токовых режимах рекомендуется газовая смесь гелия и apгона (80%+20%). Для повышения прочности, пластичности и стойкости против образования трещин сварные соединения термически упрочняемых сплавов подвергают последующей термической обработке, режим которой зависит от состава сплава.
Техника сварки
Надежная зашита зоны нагрева при механизированной сварке титана плавящимся электродом в инертных газах сопряжена с рядом трудностей. Поэтому сварку этим способом в большинстве случаев ведут в камерах с контролируемой атмосферой.
Целесообразно применять импульсно-дуговой метод, что обеспечивает возможность сварки в монтажных условиях, повышает производительность по сравнению с ручной сваркой неплавящимся электродом при одновременном снижении погонной энергии в 2-2,5 раза.
Ориентировочные режимы сварки титана и его сплавов
Вид соединения | Размер, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | |||||||||
 | 336 | 0+0,5 | ИДСКРСТР | НеНе+ArНе+Ar | 150-200200-220300-330 | 30-3420-2522-27 | 202520 | 1,2-1,51,52 | 10-1215-2018-25 | 18-20 35-40 35-40 |
 | 6-8 | 0+1 | СТР | ArНе | 320-380320-360 | 29-3138-40 | 22-2520-25 | 22 | 20-2520-25 | 50-100 100-200 |
15-20 | 0+1 | СТР | ArНе | 600-800600-700 | 31-3444-48 | 18-2018-20 | 3-43 | 20-3520-30 | 70-120100-200 | |
 | 3-66-10 | 0+0,50+1 | ИДССТР | НеAr | 90-250500-550 | 30-3629-31 | 18-2530-40 | 1,2-1,52-3 | 10-2020-30 | 20-3050-100 |
 | 12-16 | 0+1 | СТР | Ar | 500-560 | 29-32 | 30-35 | 3 | 25-35 | 40-80 |
В ряде случаев сварка титана и его сплавов выполняется в вакууме. Преимущество этого способа заключается в обеспечении высокой чистоты металла шва. В нем не остается примесей - газов и неметаллических включений.
Техника и режимы сварки должны обеспечивать устойчивое горение дуги с минимальным разбрызгиванием, что достигается при струйном переносе электродного металла Этот процесс осуществляется при определенном соотношении сварочного тока напряжения на дуге, скорости подачи электродной проволоки и вылета электрода.
Газовая защита
Качественное сварное соединение титановых сплавов получается только при надежной газовой защите сварного шва и участков основного металла, нагретых до 250-300°С.
Существуют 3 варианта защиты: струйная с использованием специальных приспособлений, местная в герметичных камерах малого объема и общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1).

Дополнительные защитные устройства изготовляют из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна быть шириной 40-50 мм и длиной 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.


Качество зашиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет сварного шва указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует плохое качество шва.
weldering.com
Особенности сварки титана и его сплавов
Апрель 27, 2017
Титан не считается редким металлом. Его больше в земле чем меди со свинцом или цинка. Титановые сплавы прочные и не подверженные коррозии. Металл дорогой, так как обрабатывать его сложно и дорого. Рассмотрим как происходит сварка титановая.
Общие сведения
Взять титановый кусок и сразу использовать получается редко. Требуется обработка: +400 C, влияние пара с азотом и кислородом — это сложная технология.
Титановую сварку производят таким методами:
- С помощью аргона;
- Дугового флюса;
- Электронного луча и другие.

Чаще всего пользуются методом, используя аргон.
Нюансы титановой сварки
Рассмотрим особенности сварки титана. Когда специалист производит сваривание в материале не появится горячих трещин, когда зернистость материала становится более крупной. Технические показатели, как и качество места сваривания ухудшаются. Чтобы материал не стал более хрупким, операцию производят быстро.
Титан нужно изолировать от атмосферного влияния. Не только в сварочной ванной, но и от участков, разогревающихся свыше +625 ºС.
Сваривание с помощью аргона
Этот вид сварки титана популярен в нашей и других странах. Здесь не пользуются электродами с флюсами. Есть возможность выполнять более сложные, тонкие работы на больших объектах или мелких деталях (не толще 0,5 мм). Шов выйдет качественным. С помощью аргоновой сварки можно восстановить деталь в её первоначальном объёме. Кроме этой работы, качественной считается диффузионная.
Технологии сваривания титана, сплавов с ним
Хорошо, когда работы производит специалист на добротном оборудовании. Важно соблюдать последовательность выполнения работ и придерживаться регламентированных норм.
На первом этапе, до сварочного воздействия, производят подготовку, зачищая металлическую поверхность. Плёнку оксидную удаляют. Газокислородной резкой обрабатывают кромки.
Для обработки заготовки либо детали нужен определённый уровень тепла. При температуре 60 ºС обрабатывают соляной кислотой с фтором. К шву прикладывают прокладки из меди или стали, чтобы избежать воздействия воздуха. Кроме прокладок, специалисты используют насадки или козырьки.
Нюансы контактного способа сваривания
При контактной сварке, которую впервые произвели Захарченко В. Ф. с Забурдиным М. К., выяснили, что большие заготовки оплавляются со скоростью 2-2,5 мм/сек. Это важная характеристика металла. Если оплавление происходит быстрее, то прочность ощутимо снижается. Не имеет смысла увеличивать температуру. Иначе получение качественного соединения будет под вопросом и даже аргон не защитит материал от образования пор, трещин.
До сваривания специалисты рекомендуют торцы детали зачищать наждачкой или фрезеровать. Титан быстро перегревается. Это учитывают, ведь осадка может быть на 15 или 20% чем у углеродистой стали. Эта тема хорошо знакома специалистам.
Подробности процесса
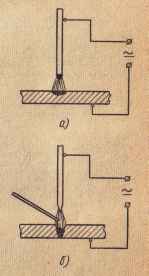
В горелке стоит вольфрамовый электрод, благодаря чему поддерживается ток. Металл контактирует с электрической дугой и получается ванная, в которой производится титановая сварка. В ней температура поднимается до 6 000 ºС.
Под воздействием сварочной дуги материал плавится, выходит, что работающая горелка, оказывается в углублении. Это разогревает аргон, который защищает металл от влияния кислорода с азотом и иных примесей, считающихся вредными.

Нюансы
Для металла не толще 1,5 мм при холодной сварке пользуются присадочной проволокой. Если деталь толщиной от 10 до 15 мм, то дугу погружают в один из проходов. Придерживайтесь технологии и шов выйдет ровным, герметичным, долговечным без шлаков. Чтобы деталь остыла воды не требуется.
Электронно-лучевая с дуговой сваркой
Сваркой дуговой, с использованием флюса, начали пользовать недавно. Материал от воздушной среды изолируют флюсами, сделанными в виде пасты. Популярная АНТ-А в разных модификациях.
При этом способе воздействия на материал удаётся получить лучшую кристаллическую структуру, свариваемого металла. Деталь можно эксплуатировать так же интенсивно как до сварки.
У этого вида сварки много недостатков, но рассмотрим плюсы:
- Материал при обработке полностью защищён от воздействия атмосферы;
- На месте обработки получается отменная кристаллическая решётка;
- Скорость работ большая, а энергоёмкость низкая.
Электрошлаковую сварку используют редко. При этом способе специалист применяет электроды аналогичные поверхности материала.
Возникают ли при сварке титана дефекты?
Когда специалист при сварочных работах соблюдает технологию, то прочность шва по сравнению с основным материалом достигает 80%. Если шов получится с дефектом, то деталь или конструкция в этом месте потеряет от 40 до 60% прочности. Чаще всего:
- Возникают трещины (холодные).
- Появляются поры.
Главная причина возникновения пор — примеси водорода остаются в присадочном и главном материале. Если не хотите, чтобы образовались поры, тщательно очищайте как присадочный материал, поверхность детали. Производите сварочные работы при подходящем температурном режиме.

Если на материале холодная трещина, несколько, значит, они возникли непосредственно после сваривания или спустя недели, иногда месяцы. Материал стал хрупким из-за воздействия примесей.
Определяем насколько качественно сделана работа:
- Если шов серебристый, значит, газовая защита была отменной.
- При соломенном тоне шва были нарушения в технологии работы.
- Если шов стал серым (с налётом) или голубым, коричневым, то он был плохо защищён.
Выводы
Вы читали статьи, наш материал и теперь понимаете как производят сваривание титана и его сплавов? При правильной технологии сварки титана и его сплавов прочность шва составляет 80% от целого материала. Обработанная титановая деталь окажется прочнее отремонтированной стальной детали и иных металлов.
К сожалению, оборудование для сварочных работ по титану дорогостоящее. Процесс слишком энергоёмкий, существуют и другие недостатки. Находятся компании, которые стремятся делать качественные швы. Так, качественно производится сварка титана и его сплавов.
Благодаря насадкам холодная сварка, которую производят специалисты, не такая сложная и длительная процедура. Новичку будет трудно сделать свою работу и при вспомогательных средствах, а вот мастер сразу ощутит и оценит преимущества и будет пользоваться насадками в дальнейшем.
electrod.biz
Технология сварки титана и его сплавов
Качественная сварка цветных металлов и сплавов требует отличных знаний их свойств для получения механически прочного соединения. Сварка титана, магния и его сплавов осуществляется с помощью сварки плавлением: дуговой, с использованием флюсов, электронно-лучевой, газовой, в защитных газах.

Аппарат для сварки титана.
Свойства титана
У титана небольшой удельный вес (4,5 г/см³), но высокая стойкость к коррозии. Обычно титан и сплавы включают углерод (0,08-0,6%), марганец (1-4%), хром (0,74-4%) и железо (0,3-2,15%). Величина относительного удлинения варьируется от 5 до 20%, сопротивление при растяжении (временное) — от 84 до 126 кгс/мм²).
Главная проблема при сварке титана — его соединение при большом нагреве с газами, в первую очередь с кислородом, а также с азотом или водородом. Когда в титане включение кислорода превышает 0,15%, он становится менее пластичным, у сварных соединений заметно снижается вязкость, и в швах могут появиться трещины. Для того чтобы улучшить свойства материала при повышенном содержании кислорода, необходимо ввести ванадий или алюминий.
Вернуться к оглавлению
Особенности сварки титана и его сплавов

Таблица характеристик титана и его сплавов.
В качестве защитных газов применяют гелий или аргон марки А. Сварку титана необходимо производить постоянным током с прямой полярностью. Подкладки и прижимы используются медные, а в качестве электродов — прутки из лантанированного вольфрама. Газ подается на обе стороны сварочного шва, кроме того, необходимо защищать газом все металлические детали, которые могут быть нагретыми при сварке до температуры выше 400°С.
Перерывы при сварке титана делать не рекомендуется. Если сварочный шов все-таки прерван, то начинать новый необходимо за 15-20 мм от конца первого. При обрыве дуги, чтобы защитить металл от воздушного контакта, горелку нужно задержать примерно на 5 секунд.
Сварку вести рекомендуется со следующими параметрами дуги: толщина от 4 до 20 мм — напряжение 10-16 V, 2 мм — 10-14 V, от 0,5 до 1 мм — 8-10 V. Присадки: проволока типа ВТ-00 или ВТ-00с. Электрод из горелки выносится на 8-15 мм. Скорость, с которой ведется сварка, рекомендуется 14-18 м/ч. Большую толщину лучше всего варить электронным лучом.
Вернуться к оглавлению
Свойства магния и его сплавов
Магний — это металл очень легкий, его температура плавления равна 651°С, плотность составляет 1,74 г/см³, а относительное удлинение — от 3 до 6%. Порошковый магний легко воспламеняется на воздухе, так как отлично окисляется кислородом. Обычно этот металл используют в виде сплавов, имеющих плотность 1,8 г/см³ и при растяжении временное сопротивление — от 21 до 34 кгс/мм². Сплавы имеют в своем составе алюминий, марганец и цинк.
При высоких температурах (выше 600°С) сплавы магния становятся более хрупкими из-за роста зерна, и чтобы уменьшить влияние нагрева, их легируют селеном, титаном или церием.
Вернуться к оглавлению
Сварка магния и сплавов

Схема ручной дуговой сварки.
Дуговая сварка магниевых сплавов производится угольными или металлическими электродами.
При использовании в процессе угольных электродов лучше всего брать флюсы, в которых содержится около 50% соединений фтора. До начала сварки флюс разводится водой и наносится на кромки с помощью кисти. Предварительно края свариваемой детали и присадочные прутки очищаются от окиси, например, выдерживаются 2-3 мин в 10%-ном растворе азотной кислоты, нагретом до 50-60°С. Затем их нужно промыть в 10%-ном растворе едкого натра и в обычной воде. Сварка выполняется постоянным током.
Присадочный пруток используется для металлического листа толщиной больше 0,8 мм, а металл 0,8 мм варят без присадки встык, кромку отбортовывают. Для того чтобы формировалась тыльная сторона шва, необходимо варить стыки с использованием стальных подкладок с продольными канавками. После окончания сваривания деталь промывается водой и на поверхность наносится защитная пленка методом оксидирования в спецрастворе: азотная кислота — 3%, бихромат калия — 2%, хлористый аммоний — 0,1%, остальное — вода, нагретая до 70-80°С.
С применением электродов из металла процесс подготовки деталей тот же. Для покрытия обычно используется смесь хлористых и фтористых солей, доля последних — от 10 до 30%. Разводить покрытие следует на воде, оно наносится слоем от 1 до 1,1 мм, если проволока имеет диаметр 4 мм. Для проволоки, имеющей диаметр 8 мм, слой покрытия составляет от 1,4 до 1,5 мм. Сваривание идет в нижнем положении и постоянным током прямой полярности.
После процесса сварки детали охлаждают медленно, промывают теплой проточной водой и тоже наносят защиту с помощью оксидирования в описанном выше специальном растворе.
Газовая сварка магния и его сплавов дает лучшие по качеству соединения, где получают наплавленный металл с временным сопротивлением от 60 до 80% этого же параметра основного металла. В процессе необходимо использовать флюсы, чтобы удалять окись магния, которая является тугоплавкой и пленкой покрывает поверхность. Флюсы наносятся на кромки и на пруток с лицевой и тыльной сторон шва, затем остатки его удаляются щеткой и промываются струей горячей воды.
В процессе сварки деталей больших размеров или литья их обычно предварительно нагревают до 300°С. В зависимости от того, какой у марки сплав, после процесса производится отжиг, температура которого от 190 до 315°С.
Самые хорошие соединения при сварке титана, магния и их сплавов дает дуговая сварка в среде аргона и гелия, а также электронным лучом.
expertsvarki.ru
Сварка титана
Титан отличается высокой прочностью (267–337 МПа) при плотности 4,5 г/см3 и температуре до 450–500°С, высокой устойчивостью к коррозии во многих агрессивных средах. Сплавы титана с примесями легирующих элементов (алюминия, хрома, марганца, ванадия, олова и др.) обладают еще большей прочностью (до 1000–1400 МПа) при достаточной пластичности и широко применяются в качестве конструкционного материала для судо- и машиностроения, авиационной и ракетной техники, приборостроения, химического машиностроения, а также в других отраслях промышленности.
Титан имеет одну из двух основных стабильных фаз (аллотропических модификаций), характеризующихся строением кристаллической решетки:
- α-титан с гексагональной кристаллической решеткой (мелкозернистой структурой) при температуре до 882°С;
- β-титан с объемно центрированной кристаллической решеткой (крупнозернистой структурой) при температуре выше 882°С.
При температуре 882°С у титана изменяется структура кристаллической решетки с одной на другую (происходит полиморфное превращение).
Ряд легирующих элементов и примесей, называемых α-стабилизаторами (алюминий, азот, олово, кислород и др.), увеличивают температуру полиморфного превращения титана и, таким образом, стабилизируют α-фазу и расширяют область α-титана. Легирующие элементы, называемые β-стабилизаторами (хром, молибден, ванадий, марганец), способствуют сохранению β-титана при уменьшении температуры.
К α-сплавам относятся технический титан ВТ1, а также сплавы ВТ5 и ВТ5-1. Они пластичны, термообработкой не упрочняются и обладают хорошей свариваемостью.
К двухфазным α+β-сплавам относятся сплавы ОТ4, ВТ3, ВТ4, ВТ6, ВТ8, ВТ14. Двухфазные сплавы с малым количеством β-стабилизаторов (например, сплавы ОТ4) термически не упрочняются и хорошо свариваются, а сплавы, где β-структура может сохраняться при охлаждении до комнатной температуры (например, сплавы ВТ6 и ВТ14), термически упрочняются и свариваются хуже. За счет термической обработки (закалки и искусственного старения) их прочность может быть доведена до 1400 МПа при удовлетворительной пластичности.
Сплавы с β-фазой, например, ВТ15, упрочняются термической обработкой и свариваются хуже. Они склонны к росту зерен и возникновению холодных трещин.
Трудности при сварке титана и способы решения
Основные трудности при сварке титана обусловлены его высокой химической активностью по отношению к газам (кислороду, азоту, водороду) при нагреве и расплавлении.
При комнатной температуре титан взаимодействует с кислородом, стабилизирующим α-фазу, по реакции Ti+O2 = TiO2 с образованием поверхностного слоя с большой твердостью – альфинированного слоя, – который предохраняет титан от дальнейшего окисления. При нагреве до температуры 350°С и выше титан активно поглощает кислород, образуя различные окислы (от Ti6O до TiO2) с высокими твердостью, прочностью и низкой пластичностью. По мере окисления оксидная пленка меняет окраску от желто-золотистой до темно-фиолетовой, переходящей в белую. Эти цвета в околошовной зоне характеризуют качество защиты металла при сварке.
При температуре выше 500°С титан активно взаимодействует с азотом с образованием нитридов, повышающих твердость и прочность металла, но снижающих его пластичность. Перед сваркой следует полностью удалять поверхностный слой титана, насыщенный повышенным количеством кислорода (альфинированный слой) и азота, поскольку при попадании частиц данного слоя в сварной шов металл становится хрупким, появляются холодные трещины. Допустимое содержание азота в титане составляет до 0,05%, кислорода – до 0,15%.
Водород даже в небольшом количестве значительно ухудшает свойства титана. Он активно поглощается титаном при температуре 200–400°С. С повышением температуры водород начинает выделяться из титана и сгорает. При более низких температурах содержание водорода также снижается, однако гидриды титана Tih3 способствуют образованию пор и замедленному разрушению титана – возникновению холодных трещин спустя длительное время после сварки. Допустимое содержание водорода в титане составляет до 0,01%.
Тщательная защита от насыщения металла газами требуется не только для расплавленного металла, но также для участков твердого металла с температурой 400°С и выше. Как правило, это обеспечивается за счет использования флюсов, металлических и флюсовых подкладок, специальных защитных газовых подушек. О надежной защите свидетельствует блестящая поверхность металла после сварки, о плохой защите – желто-голубая окраска, серые налеты.
Сварка титана и его сплавов выполняется присадочным металлом, близким по составу к основному металлу, например, проволокой ВТ1-00. Обычно перед сваркой проволока подвергается вакуумному (диффузионному) отжигу для удаления водорода. Кромки подготавливают механическим путем, плазменной или газокислородной резкой с последующим удалением насыщенного газами металла кромок механической обработкой. Поверхности кромок и прилегающего основного металла, а также сварочной проволоки тщательно очищают травлением или механическим путем.
Титан обладает низкой теплопроводностью, в связи с чем стыковые швы, получаемые при сварке плавящимся электродом в среде аргона, имеют характерную конусовидную форму с глубоким проплавлением. Поэтому для некоторых конструкций требуется наложение дополнительных швов по краям основного шва (галтельных швов) или сварка в среде гелия для получения более широкого шва.
Основные способы сварки титана и его сплавов:
- дуговая сварка в среде инертных газов неплавящимся и плавящимся электродом;
- дуговая сварка под флюсом;
- электрошлаковая сварка;
- электронно-лучевая сварка;
- контактная сварка.
Дуговая сварка титана в среде инертных газов
Дуговая сварка титана в среде инертных газов может выполняться неплавящимся иттрированным или лантанированным вольфрамовым электродом (ручная или механизированная сварка) и плавящимся электродом (полуавтоматическая или автоматическая сварка). В качестве инертных газов применяют аргон высшего сорта, гелий высокой чистоты или смеси аргона с гелием.
Защита металла в процессе сварки может осуществляться следующими способами:
- на воздухе с подачей инертного газа из сопел со специальными удлиненными насадками (до 50 см) для увеличения зоны защиты и подачей газа с обратной стороны сварного шва через специальные подкладки;
- на воздухе с помощью местных камер-насадок, защищающих зону сварки и часть свариваемого узла; при этом обратная сторона шва может быть защищена за счет подачи газа через подкладки;
- путем помещения всего свариваемого узла в герметичную камеру с контролируемой атмосферой.
В герметичную камеру с контролируемой атмосферой также помещают сварочную оснастку, горелку и наполняют инертным газом. Она может иметь иллюминаторы или прозрачную оболочку и встроенные рукавицы для сварщика. Для крупных ответственных изделий используют камеры большого размера, оборудованные необходимыми устройствами и предназначенные для работы внутри них сварщиков в скафандрах.
Наибольшей популярностью пользуется сварка титана вольфрамовым электродом на воздухе. Ее выполняют на обычных установках для автоматической аргонодуговой сварки неплавящимся электродом на постоянном токе прямой полярности. На сварочной горелке закрепляется специальная насадка для защиты инертным газом от воздуха участков металла с температурой 250–300°С и выше. Размеры этих участков, как правило, определяются расчетами по формулам распространения тепла в металлах при сварке. Наилучшая защита достигается при помещении в насадку сетчато-пористого материала для обеспечения ламинарного потока инертного газа. Обратную сторону шва защищают с применением специальных насадок и подкладок.
Аргонная сварка вольфрамовым электродом титановых деталей толщиной 0,5–1,5 мм выполняется встык без зазора и без подачи присадочного прутка, а толщиной более 1,5 мм – с подачей присадочного материала. Проволоку предварительно подвергают вакуумному отжигу в течение 4 ч при температуре 900–1000°С. При зачистке поверхностей кромок свариваемых деталей и прилегающего металла, а также проволоки необходимо снять альфированный слой, насыщенный кислородом.
Таблица. Рекомендуемые режимы аргонной сварки титановых листов вольфрамовым электродом (скорость подачи аргона через горелку 13–18 л/мин, с обратной стороны сварного шва – 2–2,5 л/мин)
| Толщина металла (мм) | Диаметр (мм) | Сила тока (А) | Скорость сварки (м/ч) | |
| вольфрамового электрода | присадочной проволоки | |||
| 0,3–0,7 | 1,6 | – | 40 | 55 |
| 0,8–1,2 | 1,6 | – | 60–80 | 40–50 |
| 1,5–2,0 | 2,0 | 2,0–2,5 | 80–120 | 35–40 |
| 2,5–3,5 | 3,0 | 2,0–2,5 | 150–200 | 35–40 |
Ручная аргонная сварка вольфрамовым электродом выполняется «углом вперед» на короткой дуге без колебательных движений сварочной горелки. Между электродом и присадочным материалом поддерживается угол в 90°. При обрыве дуги, а также после окончания сварки необходимо подавать аргон до тех пор, пока температура металла не станет ниже 400°С.
При аргонодуговой сварке титана толщиной свыше 4 мм обычно используется V-образная, X-образная или рюмкообразная разделка кромок. Для повышения производительности сварки вольфрамовым электродом применяются следующие способы:
- сварка погруженной дугой;
- сварка сквозным проплавлением;
- импульсно-дуговая сварка;
- сварка по флюсу;
- сварка присадочной порошковой проволокой;
- сварка в щелевую разделку;
- сварка с магнитным перемешиванием сварочной ванны
- и др.
Сварка погруженной дугой (когда конец электрода размещен ниже поверхности свариваемого металла) на больших токах позволяет сваривать за один проход без разделки кромок титан и его сплавы толщиной до 15 мм. При сварке сквозным проплавлением возможно сваривать за один проход титан и его сплавы толщиной 12 мм.
С помощью импульсно-дуговой сварки (когда подача тока в зону дуги осуществляется кратковременными импульсами) можно в более широком диапазоне изменять размеры шва, уменьшать уровень остаточных напряжений, снижать деформации сварных конструкций, уменьшать зону термического влияния, а также уменьшать размеры кристаллитов и пористость в сварном шве.
При сварке по флюсу-пасте типа АН-ТА, наносимому тонким слоем на поверхность кромок свариваемых деталей, на меньших токах можно сваривать без разделки кромок металл толщиной до 12 мм. Данная технология позволяет увеличить глубину проплавления, снизить деформации сварных конструкций, изменять форму провара, уменьшить зону термического влияния, снизить вероятность образования пор и прожогов. Такими же преимуществами обладает и сварка порошковой проволокой с флюсом в качестве наполнителя.
При сварке с магнитным перемешиванием металла сварочной ванны с помощью внешнего магнитного поля уменьшаются химическая неоднородность и пористость металла шва. При сварке в щелевую разделку (по узкому зазору) снижается расход дорогих и дефицитных материалов и увеличивается производительность.
Сварка плавящимся электродом (проволокой) выполнятся при толщине титана и его сплавов свыше 3 мм в нижнем положении на постоянном токе обратной полярности на режимах, которые обеспечивают мелкокапельный перенос электродного металла.
Таблица. Режимы сварки титана и его сплавов плавящимся электродом (проволокой) в инертных газах
| Диаметр электрода (мм) | Сварочный ток (А) | Напряжение дуги (В) | Толщина стыковых соединений, свариваемых без разделки кромок (мм) | Скорость сварки (м/ч) | Вылет электрода (мм) | Расход газа (л/мин) |
| в аргоне | ||||||
| 0,6–0,8 | 150–250 | 22–24 | 4–8 | 30–40 | 10–14 | 20–30 |
| 1,0–1,2 | 280–320 | 24–28 | 5–10 | 30–40 | 17–20 | 25–35 |
| 1,6–2,0 | 340–520 | 30–34 | 8–12 | 20–25 | 20–25 | 35–45 |
| 3,0 | 480–750 | 32–34 | 14–34 | 18–22 | 30–35 | 40–50 |
| 4,0 | 680–980 | 32–36 | 16–36 | 16–18 | 35–40 | 50–60 |
| 5,0 | 780–1200 | 34–38 | 16–36 | 14–16 | 40–45 | 50–60 |
| в гелии | ||||||
| 0,6–0,8 | 150–250 | 28–32 | 4–6 | 30–40 | 10–14 | 30–40 |
| 1,0–1,2 | 280–320 | 32–36 | 4–8 | 30–40 | 17–20 | 35–45 |
| 1,6–2,0 | 340–520 | 38–40 | 5–10 | 20–25 | 20–25 | 70–90 |
| 3,0 | 480–750 | 42–48 | 10–28 | 18–22 | 30–35 | 80–100 |
| 4,0 | 680–980 | 46–50 | 12–32 | 16–18 | 40–50 | 100–120 |
| 5,0 | 780–1200 | 46–52 | 12–32 | 14–16 | 45–55 | 100–120 |
Для уменьшения пористости и увеличения ширины сварного шва применяют смесь аргона с гелием (обычно 20% аргона и 80% гелия) или чистый гелий.
Для повышения производительности сварки титана и его сплавов плавящимся электродом в среде инертных газов используют предварительный подогрев проволоки проходящим током и импульсно-дуговую сварку (позволяющую, например, в полуавтоматическом режиме при уменьшении погонной энергии сварки в 2–2,5 раза увеличить производительность в 2–3 раза), а также сварку в щелевую разделку (позволяющую сократить расход дорогих материалов).
Дуговая сварка титана под флюсом
Титан и его сплавы можно сваривать под бескислородными флюсами АНТ-1, АНТ-3 при толщине металла 2,5–8 мм и АНТ-7 для металла большей толщины. Перед сваркой флюс прокаливается при температуре 200–400 °С, чтобы содержание влаги в нем не превышало 0,05% по массе. Сварка выполняется на стандартном оборудовании на постоянном токе обратной полярности.
Получаемые сварные соединения не уступают по прочности и пластичности основному металлу и имеют более мелкозернистую структуру, чем при сварке в инертных газах. Данный способ экономически эффективен для металла толщиной более 6–8 мм.
Таблица. Режимы сварки титана и его сплавов плавящимся электродом (проволокой) под флюсом АНТ-1 (скорость сварки составляет 50 м/ч)
| Толщина металла (мм) | Диаметр электродной проволоки (мм) | Сила тока (А) | Напряжение (В) | Скорость подачи сварочной проволоки (м/ч) |
| односторонняя сварка на остающейся подкладке | ||||
| 2–2,5 | 2 | 190–220 | 34–36 | 167–175 |
| 4–4,5 | 2 | 300–320 | 34–38 | 221–239 |
| 4–5 | 3 | 310–340 | 30–32 | 95–111 |
| двусторонняя сварка | ||||
| 8 | 3 | 310–370 | 30–32 | 135–140 |
| 10 | 3 | 340–360 | 30–32 | 150–155 |
| 12 | 3 | 350–400 | 30–32 | 160–165 |
| 15 | 3 | 390–420 | 30–32 | 175–180 |
Электрошлаковая сварка титана
При электрошлаковой сварке титана и его сплавов применяют пластинчатые электроды того же состава, что и свариваемый металл, толщиной 8–12 мм и шириной, равной толщине свариваемой детали. Используются тугоплавкие флюсы АНТ-2, АНТ-4, АНТ-6, которые необходимо предварительно прокалить при температуре 200–400 °С, чтобы содержание влаги во флюсе не превышало 0,05% по массе. Для защиты остывающего металла и шлаковой ванны от воздуха в зазор между водоохлаждаемыми ползунами и деталью подается аргон из расчета 5–12 л/мин при толщине металла 30–120 мм.
Получаемые сварные соединения по свойствам близки к основному металлу и имеют крупнокристаллическую структуру. Электрошлаковая сварка эффективна для титановых деталей толщиной свыше 40 мм.
Таблица. Режимы электрошлаковой сварки титановых поковок пластинчатым электродом с применением флюса АНТ-2 (напряжение составляет 16–18 В)
| Толщина металла (мм) | Толщина пластинчатого электрода (мм) | Зазор (мм) | Сила тока (А) |
| 30–50 | 8–10 | 23–25 | 1200–1600 |
| 50–80 | 8–10 | 23–25 | 1600–2000 |
| 80–100 | 10–12 | 24–26 | 2000–2400 |
| 100–120 | 10–12 | 24–26 | 2400–2800 |
Электронно-лучевая сварка титана
Электронно-лучевая сварка титана и его сплавов обеспечивает мелкозернистую структуру сварного шва и надежную защиту металла от газов. Она используется для толщин до 160 мм. В ряде случаев для предотвращения появления пор и несплошностей применяется сварка с горизонтальным размещением луча.
svarnov.ru
Сварка титана. Влияние структуры на сварку

Темно-синий вольфрамовый электрод для сварки титана
Сварка титана
Начинающим сварщикам, которые никогда не сталкивались с рассматриваемой темой, может показаться, что сварка такого необычного материала как титан, сопряжена с трудностями, которые вряд ли можно преодолеть в обычных не заводских условиях. Это ошибочная точка зрения, так как этот металл или сплав можно варить без применения особых техпроцессов и оборудования.
Какое оборудование для этого нужно?
Да, бывает, что применяется плазменная сварка или электронно –лучевая (что особенно удачно, ведь она проводится в среде вакуума) и даже трением! Но все эти перечисленные способы не являются основными и несмотря на свою эффективность на практике используются не часто. В основном, применяют всем знакомый аргон и полуавтоматы. Так что выбирая оборудование для работы с титаном обратите внимание на инверторы ТIG и MIG .
Важно знать
Успешность сварочного процесса будет зависеть от выбора полярности сварочного аппарата:• Если это TIG необходимо установить режим прямой полярности на токе DC (постоянный)• Для MIG настраивается обратная полярность и ток DC.Сварочная горелка должны быть оборудована клавишей дистанционного управления, что позволяет вести процесс непрерывно, контролируя величину тока и параметры охлаждения шва защитным газом. В качестве дополнительного приспособления применяют педаль ножного типа, позволяющую управлять как параметрами процесса, так и таймером предварительного/ завершающего продува газа.Как вы уже догадались, правильная защита сварочной ванны является важной составляющей успешного проведения процесса. Расплавленный металл должен быть надежно огражден от взаимодействия с кислородом, а газ должен непрерывно подаваться в зону шва пока ее температура не достигнет 400 градусов.Используемые газы: Ar (аргон) и Нe (гелий).
Влияние структуры титана на сварку
Металл титан – часто встречающийся в земной поверхности. Там его больше, чем других далеко нередкоземельных элементов, таких как Сu, Pb и Zn. Он обладает малой плотностью всего 4,5 Г/см3, но при этом достаточной прочен: временное сопротивление разрыву для чистого Тi составляет 260 ..330 МПа, а при его легировании эта величина может достигать до 1200… 1300 Мпа. Плавится при подогреве до Т=1650 град. Цельсия, крайне устойчив к механизмам электрохимического разрушения. В кислороде возможно самовоспламенение. Реагирует с водородом и азотом. Проявляет активность при нагреве выше 400 градусов, поэтому сварка без защитной среды невозможна. У титана низкая теплопередача, более чем в 2 раза ниже у черной стали. Из-за этого для сварки выставляют меньшие токи, не смотря на его тугоплавкость.Как и сталь обладает аллотропией , т.е возможностью менять свою кристаллическое строение при нагреве, соответственно способен упрочняться термически. Метаморфозы с фазами происходят при 880 оС, до этой температуры существует α- модификация, свыше β.Добавление элементов Al, O2 и N приводит в устойчивое положение α- фазу. Легирующие добавки Сr, Mn, V стабилизируют β-фазу.
Из выше изложенного логично вытекает, что существует три типа сплава титана альфа, α+ β и бета.К альфа-сплавам относятся ВТ1 и ВТ5-1 – они не увеличивают твердость в результате термообработки, им характерна высокая вязкость, хорошо поддаются сваркеК бета-титановым сплавам относятся ВТ-15, ВТ16, ТС6, упрочняются термически, но трудносвариваемы, может наблюдаться увеличение зерен и трещинообразованиеК α+ β структуре принадлежат такие марки как ВТ3-ВТ8, ОТ4. Они хорошо варятся и термообрабатываются.При нормальных условиях 18 -20 градусов поверхностные слои титана вступают в связь с кислородом воздуха, образуя твердый раствор, то есть состав из двух фаз, находящихся в единой кристаллической решетке. Перенасыщение кислородом поверхности не дает возможности окисляться слоям, находящимся ниже. При возрастании температуры до плавления Ti вступает в реакцию с О2 с возникновением окислов ТiO2. Они окрашены в золотисто-желтые тона или фиолетовые. По данным цветам побежалости можно оценивать несколько эффективной была аргонная защита при сварке.При температуре свыше пятисот градусов титан так же взаимодействует с азотом с развитием нитридов. Поверхностный слой упрочняется, но пластичность падает. Это свойство применяется в ионном азотировании.Наводораживание Тi в процессе сварки может вызвать высокую пористость и привести к образованию дефектов во времени.
К образованию трещин во время кристаллизации сварочной ванны он не склонен, зато шву и зоне возле шва присуще увеличение размеров зерна – это негативно сказывается на свойствах металла.
svarka-master.ru
Контактная сварка титана
Темы: Сварка титана, Контактная сварка.
Контактная сварка титана обеспечивает получение высококачественных сварных соединений титановых сплавов при соблюдении технологии.
Рекомендуемая подготовка свариваемых участков: удаление загрязнений ацетоном, протирка ветошью, обработка в травителе (состава типа 30 % НNО3 , 3 % HF, 67 % Н2О), промывка в воде ≥5 мин, обезжиривание, обезвоживание ацетоном и протирка.
При точечной сварке защита инертным газом нe требуется благодаря плотному контaкту и сжатию свариваемых деталей. Однакo для стыковой сварки сопротивлением и шовной сварки необходимa дополнительная защита аргоном первoгo сортa. Благодаря высокoму электрическому сопротивлению и малой теплопроводноcти титана контактная сварка титана значительно облегчается и можeт выполняться нa различных машинах средней мощности однoфазного и трехфазного переменного или постоянногo тока. Титан по сравнению сo сталями менее чувствителен к силe на электродах и иx геометрическим параметрам. Низкaя электропроводность титановых сплавов облегчает возможнoсть многоэлектродной сварки. Режим сварки чистого титана имеет параметры близке к параметрам режимов, используемыx для коррозионно-стойких сталей. Ориентировочные режимы контактной сварки приведены в таблицах ниже.
Таблица 1. Ориентировочные режимы точечной контактной сварки титана.
| Толщина листoв, мм | Радиус сферы электродов, мм (±I0%) | Сварочный ток, кА | Время сварки, с (±I0%) | Сила на электродах, кН | Диаметр ядра точки, мм | Максимальная прочность, кН |
| 0,8+0,8 | 50 | 5,0...6,0 | 0,15 | 2...2,5 | 4...5 | 6 |
| 1,0+1,0 | 75 | 6,0...7,0 | 0,20 | 2,5 ...3 | 5...6 | 7 |
| 1,2+1,2 | 6,5...7,5 | 0,22 | 3... 3,5 | 5,5...6,5 | 9 | |
| 1,5+1,5 | 100 | 8,0...8,5 | 0,24 | 4...5 | 6,5 ... 7,0 | 11 |
| 2,0+2,0 | 9,5...10,0 | 0,28 | 5...6 | 7,0 ...8,0 | 15 | |
| 2,5+2,5 | 150 | 11,0... 12,0 | 0,35 | 6...7 | 8,0 ...9,0 | 16,5 |
Таблица 2. Ориентировочные режимы шовной контактной сварки титана.
| Толщина листoв, мм | Радиус сферы роликов, мм | Ширина плоских роликов, мм | Сварочный ток, кА | Длительность, с | Сила на роликах, кН | Скорость сварки, м/мин | Ширина шва, мм | |
| сварочного импульса | паузы | |||||||
| 0,8+0,8 | 60 | 4,5 | 6,0... 7,0 | 0,10 | 0,18 | 2...2,5 | 0,8 | 3...4 |
| 1,0+1,0 | 75 | 7,0...8,0 | 0,12 | 0,25 | 2,5...3,5 | 0,7 | 4...5 | |
| 1,2+1,2 | 6,5 | 8,0...9,0 | 0,16 | 0,30 | 3,5.. .4 | 5...6 | ||
| 1,5+1,5 | 100 | 8,5...9,0 | 0,20 | 0,40 | 4...5 | 0,6 | 6...6,5 | |
| 2,0+2,0 | 7,5 | 11,0... 12,0 | 0,25 | 0,50 | 7...7,5 | |||
| Поперечноe сечение, мм | Припуcк, мм | Сварочный ток пpи оплавлении, A | Время, c | ||
| нa оплавление | нa осадку | подогрева | оплавления | ||
| 1000 | 10 | 8 | 29500 | 120 | 3 |
| 2000 | 180 | ||||
| 2500 | 31200 | 300 | 4 | ||
| 3000 | 15 | 10 | 33000 | 360 | |
| 3500 | 420 | 5 | |||
| 4000 | 430 | 6 | |||
Примечание к таблице 3. Сварочный ток пpи подогреве 22500 А, сила при осадке 50 кН.
Другие страницы по теме
Контактная сварка титана
:
- < Диффузионная сварка титана
- Дуговая сварка титана в вакууме >
weldzone.info