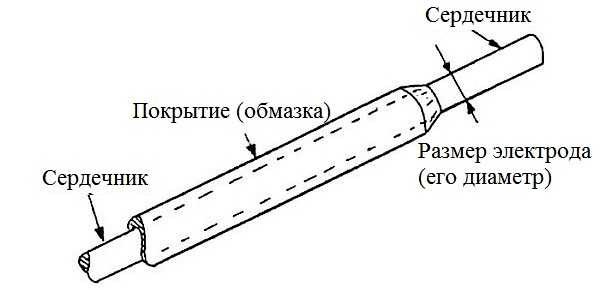
Угольные электроды: свойства и применение. Сварка угольным электродом в домашних условиях
Сварка угольным электродом: особенности и технология
Сварка угольным электродом представляет некую сложность в процессе соединения двух деталей из-за чугунного состава. Частой причиной неравномерного шва является большое содержание углерода, который формирует качество данного материала. Чтобы избежать некачественной работы, следует на начальном этапе грамотно подобрать марку электродов и определиться с мощным режимом сварочного инвертора.
Свойства сварки чугунных изделий
 Чугун обладает высокими литейными свойствами и является широко применимым материалом в сфере отопительной системы.
Чугун обладает высокими литейными свойствами и является широко применимым материалом в сфере отопительной системы.
Сваривание угольным электродом чугуна на первых порах может показаться сложным процессом, так как помимо положительных качеств чугун имеет склонность к деформациям, коррозиям и низкой прочности.
Чугунные трубы тонкого металла или другие изделия тонкого зернистого металла, обладающие серым цветом, поддаются спайке легче и быстрей, по сравнению с чугунными изделиями более темного цвета или крупнозернистого тонкого металла.
Сварочному процессу в домашних условиях не может подвергаться чугун, который в целях защиты от коррозий был подвержен промасливанию или химической обработке.
По химическим и физическим качествам чугуна его можно отнести к сплаву, который обладает ограниченными сварочными свойствами из-за тонкого металла. Учитывая данный фактор, сварка угольным электродом чугунных изделий дома потребует выполнения таких правил:
-
При разогреве чугуна до определенной температуры он преобразуется в жидкое текучее состояние, поэтому его спайка совершается в горизонтальном положении.
-
В процессе испарения углерода в зоне сварочного соединения проявляются поры.
-
Обладая низкой прочностью под давлением газа, металл склонен к внутренней диффузии, что со временем приводит к трещинам.
-
При нагреве чугуна он способен к окислению с дальнейшим преобразованием с тугоплавкими окисями, температура плавки которых превышает плавку чугуна.
-
Главной сложностью в процессе сварки считается возникновение холодных трещин, что может произойти при электро или дуговой сварке. Выбрав соответствующий рабочий режим инвертора, можно избежать трудностей при работе.
Технологические нормы сварочного процесса
К технологическим нормам, которые действуют целенаправленно на устранение трещин, относятся:
-
Контроль над перегревом чугуна в процессе сварки, что обуславливает применение электродов тонкого металла, сварочное действие низким импульсом или с интервалом.
-
Снижение мощности подачи, возникшей в процессе усадки шва или наплавке, получаемой при проковке расплавленного состояния с уменьшением объема верхней наплавки чугуна.
-
Способность поддержки максимального количества жидкого металла с одновременным препятствием вытечки его за ванну. При больших объемах жидкого материала стоит воспользоваться графитовыми ваннами.
-
Если действовать без нагрева тонкого чугунного полотна, качество итогового шва будет розниться от первичного. Это стоит учесть в период эксплуатации заготовок.
Подготовка к работе
На первоначальном этапе всегда требуется предварительная подготовка соединяемых изделий с обработкой торцевых краев.Края деталей нужно заострить наточенным зубилом или с помощью наждака. В период проведения обработки стоит придерживаться таких правил:
-
Сварка плавящимся электродом должна проводиться строго по краям свариваемых частей.
-
-
Далее из металлического плотного листа вырезают квадрат с размерами, покрывающими деформацию.
-
Для снижения мощности давления, которое возникает на поверхности тонкого металла в период сварочного воздействия в домашних условиях, необходимо квадрат из стали обработать под углом 30 градусов, чтобы при накладке сваривание было внахлест.
Качественный результат предполагает сварку тонкого металла пламенем газа с задействованием латунных спиц, температура плавки которой намного ниже, чем у чугуна. Сварка плавящимся электродом потребует сочетания флюсового порошка, в состав которого также входит бор и его кислота в равном соотношении. Края трещин обрабатываются под углом 80С, далее их накаляют до 900С и наносят флюс.

Далее вся разделка заполняется латунью без его плавки. В связи с этим, чугуном именуется железный сплав с углеродным содержанием в соотношении 2- 6,5%. Данный состав и является затруднением при сварке чугуна.
Учитывая трудоемкость процесса, в частности при соединении изделий большого размера, стоит брать во внимание сварочные особенности чугунной спайки в домашних условиях, и преимущественно использовать технологию холодной сварки. Стоит запомнить, что холодная технология спайки применима только при возникших трещинах и выбоинах тонкого металла, а также в процессе сварки чугунных частей и остальных видов стали. Не рекомендуется его применять в качестве придания ровности при литье или для обработки деформируемых участков.
Похожие статьиgoodsvarka.ru
Сварка алюминия графитовым электродом
Алюминиевые сплавы очень широко применяются для монтажа сварных конструкций различного предназначения. Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии.
В отдельных случаях чистый алюминий используется для изготовления предметов и деталей в химической, электротехнической и пищевой промышленности. Чистый алюминий с низким содержанием примесей применяется в изготовлении полупроводников и в отраслях новой техники. В качестве конструкционных материалов используются полуфабрикаты, изготовленные из сплавов алюминия.
Алюминиевые сплавы разделяются на литейные и деформирование. Их разделение производится по пределу растворимости составляющих в твердом растворе. В сварочных конструкциях применяются полуфабрикаты из деформируемых сплавов. Большинство элементов, которые входят в состав алюминиевых сплавов, имеют ограниченную растворимость, с изменяющейся температурой.
Деформируемые сплавы разделяются на сплавы, которые не упрочняются термической обработкой. Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели.
Сварочная дуга для сварки графитовыми электродами, которая питается от обычных сварочных трансформаторов, не совсем подходит для сварки электродами данного типа. Вследствие неоднородности поверхности металла угольная дуга способна быстро отклоняться от нужного положения с помощью магнитных полей.
Для того чтобы стабилизировать сварочный процесс в некоторых случаях применяется продольное магнитное поле, которое создается соленоидом, ось которого должна совпадать с осью сварочного электрода. Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами.
Чтобы стабилизировать положение сварочной дуги, требуется иногда по сварочной линии наносить пасту или специальный порошкообразный флюс, содержащий качественные ионизаторы для дугового разряда. Данный способ намного лучше и применяется для работы с автоматической и ручной сваркой. Угольная дуга имеет меньшее тепловое КДП и это является одним из отличий от металлической дуги с плавящимся электродом.
Химический состав, а также структура и свойства свариваемого металла при сваривании практически не отличается от металла, который наплавлен металлическим электродом, имеющим тонкую ионизирующую обмазку. Сваривание графитовым электродом может выполняться с подачей присадочного материала в дугу, но в некоторых случаях можно обойтись и без него.
3g-svarka.ru
Угольные электроды: свойства и применение
Угольные электроды применяются для осуществления воздушной духовой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.  Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров.
Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров.
Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов. Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций. В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т.д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров.  При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
fb.ru
Сварка алюминиевых проводов между собой в домашних условиях
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.

Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Свариваемость алюминиевых проводов 
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.

Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.

Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
«Важно!
Чтобы избежать расплавления металла, не следует создавать контакт более 2 секунд.»
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда. При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
svarkaipayka.ru
Видео сварка угольным электродом
Статьи
Главная » Новости
Опубликовано: 13.01.2016
 сварка меди графитовым электродом
сварка меди графитовым электродомСварка данным методом дает ровный шов и в целом приемлемое качество, хотя тут стоит отметить что многое зависит от прямоты рук сварщика. В таких вещах как сварка изделий из цветных металлов и сварка тонкостенных листов из низкоуглеродистой стали это незаменимый процесс. Поэтому я часто сюда обращаюсь за сваркой, отдельно бы отметил высокое качество данных работ, так как на нашем производстве нет сотрудников имеющих допуск к данному виду работ. Думаю и дальше будем сотрудничать в данном направлении. Понравилось то что металл и швы в целом долговечные, а нужный объем работ выполняется очень быстро, так трубчатые и сферические изделия с диаметром отверстия 40 мм и общей площадью примененного листового металла около 10 квадратных метров занимали около 1-2 минут работы, а необходимых объем составлял до сотни таких изделий как купить металлопрокат в москве оптом www.vestametall.ru. Поэтому просто спасибо.
Сварка угольным/графитным электродом(от пальчиковой батарейки)Электрод для сварки 12в. из грифеляНовости
Где купить объектив на телефон
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Решение задач по трансфертному ценообразованию В соответствии с принципом «вытянутой руки» однозначно определить цены невозможно. Для решения подобных ситуаций существуют различные методы трансфертного ценообразования, которые можно использовать приСтикер наклейка
В соответствии с принципом «вытянутой руки» однозначно определить цены невозможно. Для решения подобных ситуаций существуют различные методы трансфертного ценообразования, которые можно использовать приСтикер наклейка Есть разные виды стикеров, например стикер есть на сайтах вконтакте и одноклассники, они используются в сообщениях для отправки другому пользователю, так же они есть вблогах и на форумах. В жизни стикеромПивное оборудование для розлива пива
Есть разные виды стикеров, например стикер есть на сайтах вконтакте и одноклассники, они используются в сообщениях для отправки другому пользователю, так же они есть вблогах и на форумах. В жизни стикеромПивное оборудование для розлива пива Свой магазин пива как бизнес расценивается специалистами, как прибыльное и перспективное предприятие. Пиво – это распространенный напиток, пользующийся популярностью не только в России. В европейскихСамогонный аппарат лидер
Свой магазин пива как бизнес расценивается специалистами, как прибыльное и перспективное предприятие. Пиво – это распространенный напиток, пользующийся популярностью не только в России. В европейскихСамогонный аппарат лидер Сначала определитесь с размерами аппарата. Если будете перегонять небольшие объемы браги (до 20 литров), то подойдет перегонный куб емкостью 12-14 литров. Если нужно перегнать болееСтеклянные перегородки
Сначала определитесь с размерами аппарата. Если будете перегонять небольшие объемы браги (до 20 литров), то подойдет перегонный куб емкостью 12-14 литров. Если нужно перегнать болееСтеклянные перегородки Архитектура современных зданий и интерьер их помещений стали более практичными и комфортными. Но, в тоже время, благодаря широкому использованию светопрозрачных конструкций в строительстве, они выглядятКупить дизель генератор 30 квт в Москве
Архитектура современных зданий и интерьер их помещений стали более практичными и комфортными. Но, в тоже время, благодаря широкому использованию светопрозрачных конструкций в строительстве, они выглядятКупить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard
В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия
Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов
Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.
Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.k-svarka.com
Видео сварка угольными электродами
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Решение задач по трансфертному ценообразованию В соответствии с принципом «вытянутой руки» однозначно определить цены невозможно. Для решения подобных ситуаций существуют различные методы трансфертного ценообразования, которые можно использовать приСтикер наклейка Есть разные виды стикеров, например стикер есть на сайтах вконтакте и одноклассники, они используются в сообщениях для отправки другому пользователю, так же они есть вблогах и на форумах. В жизни стикеромПивное оборудование для розлива пива Свой магазин пива как бизнес расценивается специалистами, как прибыльное и перспективное предприятие. Пиво – это распространенный напиток, пользующийся популярностью не только в России. В европейскихСамогонный аппарат лидер Сначала определитесь с размерами аппарата. Если будете перегонять небольшие объемы браги (до 20 литров), то подойдет перегонный куб емкостью 12-14 литров. Если нужно перегнать болееСтеклянные перегородки Архитектура современных зданий и интерьер их помещений стали более практичными и комфортными. Но, в тоже время, благодаря широкому использованию светопрозрачных конструкций в строительстве, они выглядятКупить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.k-svarka.com
Сварка угольными электродами - Справочник сварщика
В настоящее время нельзя назвать популярной сварку угольными электродами. Однако сказать, что она совсем утратила свою актуальность, тоже нельзя. Сегодня, сварку с использованием угольных электродов до сих пор используют в промышленных масштабах, в условиях предприятий.
Применяется такая сварка углеродными электродами для сваривания изделий из низкоуглеродистой стали, толщина которой составляет до 3 мм, а также для сварки и ремонта деталей, изготовленных из цветных металлов, или же сплавов, а также из чугунных изделий.

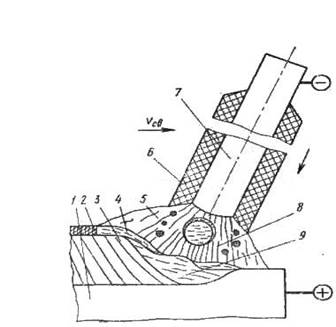
В процессе сварки, как вы уже догадались, используют угольные электроды, в том числе, применяются и графитовые электроды. Рабочий конец таких электродов затачивается на определенную длину (в зависимости от диаметра электрода), примерно на 10-20 мм, делая его в виде конуса, с притуплением в 1-2 мм. В процессе сварки, возникает электрическая дуга между рабочим концом электрода и деталью, которая подвергается сварке. Такую дугу называют дугой прямого действия. Что касается косвенного действия, то такая дуга возникает между 2-мя электродами.

Примечательно, что графитовые или угольные электроды практически не расплавляются, из-за чего их расход минимален, и уходит, в основном на испарение. В результате сварки угольным электродом, образуется шов, за счет расплавления основного металла, а также присадочного прутка, если такой в процессе сварки был использован. Дуга прямого действия проходит при постоянном токе прямой полярности. Это, в свою очередь, позволяет сделать дугу достаточно устойчивой, существенно сократить расход электрода, а также предохранить металл от науглероживания.
Непосредственно перед самой сваркой, кромки подготавливают и делают им отбортовку. Собирают кромки с помощью точечной сварки и струбцин, различных зажимов и прихваток которые обеспечивают плотное прилегание.

Работая угольными электродами, кромки расплавляются без использования присадочного материала. Но, в случае если сварщик имеет дело с большими зазорами или случайными прожогами, он обязан использовать проволоку с диаметром в 1,5-2 мм, постепенно подавая её в дугу для качественной сварки.

Обратите внимание, что сварка угольным электродом выполняется исключительно в нижнем положении. Электрод во время поджигания дуги держат на коротком расстоянии (чтобы дуга была короткой) и двигают им короткими, поперечными движениями. Так делается в случае ручной сварки.
В случае автоматической сварки угольным электродом, дуга поджигается за счет замыкания дугового промежутка, а электрод перемещают без поперечных колебаний. При установке угольного электрода в держатель, его вылет должен составлять не более 75 мм. Для того чтобы стабилизировать дугу во время сварки, дополнительно применяют пасты и порошки, а для улучшения качества сварных швов применяют флюсы.
www.vse-o-svarke.org