







Как проводить ремонт сварочного инвертора своими руками? Настройка инвертора сварочного
Сварочный инвертор на Atmega8. Настройка
ВИДЕО 1
Видео 2
Настройка платы контроллера
Для настройки данного аппарата потребуется осциллограф, мультимер/тестер, LC-метр.
MCU Atmega8 прошивается любым соответствующим программатором и впаивается в плату.
Фьюзы выставляем вот так

Первым делом настраивается DC-DC преобразователь на MC33064, при правильно и аккуратно спаянной плате, по схеме, подав внешние 12-14 вольт на плату контроллера, на шине питания процессора будет 5в. Следует обратить внимание на то, что ничего не должно греться в «обвязке» MC33064. На индикаторе появятся значение тока (при не подключенных термодатчиках будет высвечивать «ОБР» — обрыв). Вращая потенциометр задатчика тока, убедиться в изменении значений на дисплее.
Настройка ШИМ-контроллера UC3845 заключается в подборе задающей частоты импульсов 50-52кГц. Частотозадающий конденсатор из двух, сложенных друг на друга, параллельно 2200пФ ( 2n2)= 4n4 , для получения 50 кГц при заполнении 0.45. Подстройку частоты можно осуществить варьируя резистором R8 3.8k, при сборке, в нашем случае, вышло 3к 52кГц, нужно учитывать погрешность разброса параметров деталей 5%.

Датчик температуры: любой терморезистор на 10к любого размера и производителя: может изменится пороги температуры на 1-3 градуса, что в пределах допуска.
Подстрочный резистор выставляем в положение, при котором, при установке потенциометра задатчика тока в минимальном положении, на выходных клеммах ШИМ должны быть устойчевые импульсы со скважностью 9мкс т.е. заполнение 0.45 периода. Проверка управления процессором ШИМ-контроллера осуществляется путем замыкания клемм OUT, в результате чего, импульсы наблюдаемые на осциллографе, сократят скважность- произойдет токоограничение, а также отображение на дисплее соответствующих функций алгоритма системной программы. При подаче 12-14в на плату контроллера первые несколько секунд должен включится вентилятор, а затем реле.
На этом описание настройки платы контроллера можно считать законченной.
Настройка блока питания
Вопрос о настройке этой платы можно считать банальным, так как крайне простая схемотехника ТОР244 многократно описана в разных источниках.
Зарядные токоограничительные терморезисторы нужно использовать диаметром 20мм. На силовые выпрямительные мосты нужно установить радиатор, например от процессоров AMD. Все неполярные конденсаторы марки К78-2 или аналогичные. После сборки, подать сетевое питание через лампу 60вт и убедиться в правильной работе и стабилизации вторичных напряжений.
Нагрузить 1А канал питания контроллера и замерить напряжение, которое должно быть в пределах 13-16 вольт, желательно просмотреть осциллографом уровни пульсаций вторичных напряжений. Вместо предохранителя F1 (по схеме), удобно установить автоматический выключатель на соответствующий ток 32А. Предохранитель F2 на плате заменен на терморезистор 10 ом.
Низковольтные электролитические конденсаторы лучше использовать «компьютерные» — с низким ESR. Силовые электролитические конденсаторы на 450 вольт должны составлять суммарную емкость не менее 30000 mF, лучше больше 40000mF, но нужно учитывать габариты корпуса.
Настройка платы инвертора
Настройка инвертора имеет ряд своих особенностей, особенно учитывая тот факт, если вы решитесь сделать собственную разводку и компоновку плат. Описание работы цепей оптопар не представляет каких-либо сложностей, однако следует обратить пристальное внимание на подбор силовых ключей, а именно на суммарную емкость затворов, которая не должна превышать 7000pF.
Главное в этом блоке — это изготовление трансформатора и дросселя. При правильно использованных ферритах, намотке и зазорах, следует обязательно обратить внимание на компоновку на плате (особенно при близком расположении):

В качестве примера, можно привести технологию намотки трансформатора инвертора на кольце от участника форума:
 По поводу намотки трансов — если есть также любители мотать на кольцах, можно так:кольцо эпкос 63*38*25 синего цвета, расколото, склеенно с зазором 0,06мм, потом намотанна первичка, 29витков провод диаметром 2,5мм(5мм^2), на провод одета термоусадка (красная). Внутри кольца провод укладывается виток к витку, снаружи с зазорами. После таким же проводом только в черной термоусадке намотана вторичка 10 витков. В три приёма, в первый провод внутри кольца укладывается c небольшим зазором, снаружи в пазы через два. Во второй приём в пазы рядом, в третий — в оставшиеся пазы. Получается транс с Ктр. 2,9, 5мм^2 первичка, 15мм^2 вторичка. Индуктивность первички у меня 875мкГн, индуктивность рассеяния 4мкГн. Термоусадка у меня REXANT 3,5мм. Но вообще можно термоусадку диаметром 2,5мм, тогда можно первички и 30 витков будет поместить. Из плюсов такого варианта — намотка получается в 1,3 слоя, что хорошо для охлаждения. И первичка на значительной площади чередуется со вторичкой, что уменьшает индуктивность рассеяния. Транс для частоты 50кГц. Термоусадки ушло 3шт. красных, 3шт. чёрных. Каждая по 1м. Соответственно можно и длину провода прикинуть.
По поводу намотки трансов — если есть также любители мотать на кольцах, можно так:кольцо эпкос 63*38*25 синего цвета, расколото, склеенно с зазором 0,06мм, потом намотанна первичка, 29витков провод диаметром 2,5мм(5мм^2), на провод одета термоусадка (красная). Внутри кольца провод укладывается виток к витку, снаружи с зазорами. После таким же проводом только в черной термоусадке намотана вторичка 10 витков. В три приёма, в первый провод внутри кольца укладывается c небольшим зазором, снаружи в пазы через два. Во второй приём в пазы рядом, в третий — в оставшиеся пазы. Получается транс с Ктр. 2,9, 5мм^2 первичка, 15мм^2 вторичка. Индуктивность первички у меня 875мкГн, индуктивность рассеяния 4мкГн. Термоусадка у меня REXANT 3,5мм. Но вообще можно термоусадку диаметром 2,5мм, тогда можно первички и 30 витков будет поместить. Из плюсов такого варианта — намотка получается в 1,3 слоя, что хорошо для охлаждения. И первичка на значительной площади чередуется со вторичкой, что уменьшает индуктивность рассеяния. Транс для частоты 50кГц. Термоусадки ушло 3шт. красных, 3шт. чёрных. Каждая по 1м. Соответственно можно и длину провода прикинуть.
Вторым, важным аспектом этой платы, являются радиаторы транзисторов IGBT и силовых диодов выпрямителя. Габаритная мощность теплоотвода должна быть максимально возможной, и зависит от габаритов вашего корпуса. Терморезиторы фиксируются непосредственно на радиаторе диодов (самый горячий), а также на радиаторе транзисторов одного из плеч.
Первоначально подать сетевое питание на инвертор лучше, включив последовательно (в разрыв) к первисной обмотке трансформатора, лампу на 200-300Вт. Наблюдать на осциллографе сигналы на К-Э силовых ключей:

Если вы смогли добиться такого, то аппарат ваш работает верно, остается только его откалибровать. Делается это для установки программных значений заданного тока с реальным показанием амперметра. Изготавливается из нихромовой проволоки/ленты мощный резистор на 0.13-0.15 ом мощностью 2-3кВт , и с последовательно установленным тарированным амперметром на 100-200А (с шунтом), подключается к сварочным щупам. На дисплее аппарата выставляется контрольный тока, например 80А, и подстроечный резистор выкручиваем в положение, при котором на амперметре установится значение 80А.
На этом изготовление и настройка сварочного инвертора законченна- можно смело приступать к эксплуатации.
Обсудить на форуме
texvedkom.org
Особенности сварочных инверторов — Меандр — занимательная электроника
Читать все новости ➔
В настоящее время на рынке в большом количестве представлены инверторные сварочные инверторы, которые позволяют совершить качественный скачок в электросварке. Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы - это современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от питающей сети частотой 50 Гц поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов в переменный, но уже высокой частоты 20...50 кГц. Затем переменное напряжение высокой частоты понижается до 70...90 В, а сила тока соответственно повышается до необходимых для сварки 100...200 А. Высокая частота преобразования является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
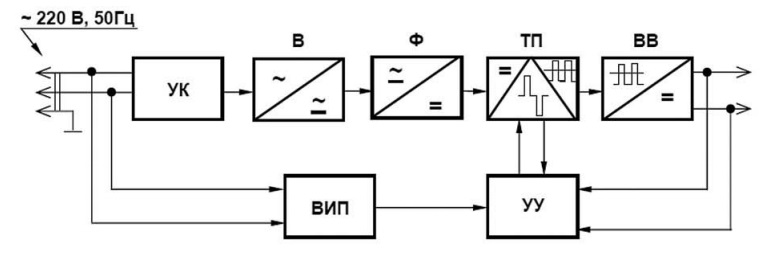
Рис. 1
Устройство сварочного инвертора показано на рис.1, на котором обозначено:
УК - устройство контроля температуры, отключающее инвертор при перегреве;
В - сетевой выпрямитель;
Ф - фильтр;
ТП - транзисторный преобразователь напряжения;
ВВ - выходной выпрямитель;
ВИП - контролер входного напряжения, отключающий инвертор при слишком высоком или слишком низком напряжении в питающей сети;
УУ - устройство управления.
Упрощенная схема силовой части сварочного инвертора показана на рис.2. Как видно из рис.2, силовая часть включает в себя мостовой инвертор, работающий на высокочастотный трансформатор Т1, напряжение с которого выпрямляется диодами VD5 и VD6.
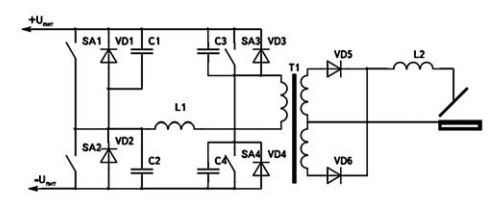
Рис. 2
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не преобразованием напряжения низкой частоты 50 Гц, как это происходит в традиционных сварочных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160 А, достаточно трансформатора, масса которого 250 г, а в обычных сварочных аппаратах для этого необходим трансформатор с медной обмоткой и массой более 18 кг.
Преимущества сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того, возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргон с дуговой сварки неплавящимся электродом. Помимо этого в каждом инверторе есть функции:
- «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока;
- «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью;
- «Arc Force» - для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Технические преимущества:
- Высокий КПД - 85...95%.
- Высокий коэффициент мощности - 0,99.
- Минимальный расход дефицитных электротехнических материалов.
- Широкий диапазон регулирования параметров режима - от нескольких ампер до сотен и тысяч. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами диаметром 1,6 или 2 мм. Дуга на малых токах «шепчет», брызгчет - не сварка, а одно удовольствие.
- Плавная регулировка сварочного режима в широком диапазоне токов и напряжений.
- Минимальные потери электрической энергии в сварочных кабелях и соединительных элементах.
- Небольшие габариты и масса, удобство переноски и доставки источника к месту сварки.
- Высокий уровень элекгробезопасности за счет использования двойной изоляции.
Технологические преимущества:
- Сварка покрытыми электродами любых марок на постоянном и переменном токе.
- Универсальность внешней статической характеристики, обеспечивающей ручную дуговую сварку покрытым электродом, неплавящимся в среде аргона, механизированную плавящимся электродом в защитных газах.
- Стабильность зажигания дуги за счет высокого Uxx.
- Возможность сварки короткой дугой, уменьшающей энергопотери и улучшающей качество сварного соединения благодаря уменьшению зоны термического влияния.
- Качественное формирование шва во всех пространственных положениях.
- Минимальное разбрызгивание при сварке.
- Возможность исключить магнитное дутье при сварке на постоянном токе.
- Сварка трудносвариваемых сталей и сплавов. Микропроцессорное управление сварочного инвертора обеспечивает устойчивую обратную связь тока и напряжения на дуге с выходными параметрами аппарата. При зажигании дуги аппарат генерирует дополнительный импульс тока (так называемый, «горячий старт»), а при коротком замыкании сварочный ток сразу отключается, то есть «приморозить» электрод здесь практически невозможно.
Возможность сварки сложных металлоконструкций сварщиками невысокой квалификации.
Недостатки сварочных инверторов
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Если опыт сварщика достаточно высок или не требуется особого качества работ, то при покупке сварочного аппарата можно обойтись и меньшими деньгами.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Так, при температуре ниже минус 15°С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие комплектующие использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
Хранение сварочного инвертора в гараже также нежелательно (резкие перепады температур приводят к появлению конденсата на платах, что может повредить отдельные узлы). Проблема эксплуатации сварочных инверторов при температурах ниже нуля, к сожалению, очень слабо освещена производителями.
Ремонт традиционных сварочных аппаратов обычно дешевле. При выходе их строя «сердца» инвертора (модуля IGBT) придется отдать от 1/3 до половины стоимости самого аппарата. Поломка происходит в случаях резкой перегрузки, например, когда сварщик пытается как можно быстрее разрезать очень толстый и прочный металл (например, рельсу), а также при больших скачках напряжения в питающей сети. В подобных случаях защита аппарата (тепловое реле) просто не успевает сработать.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 м, но к этому нужно просто привыкнуть.
После зажигании дуги напряжение от инвертора делится между проводами и дугой. Чем длиннее провод, тем больше его сопротивление, а чем больше его сопротивление, тем больше будет падение напряжения на них, а не на дуге. То есть получится, что инвертор «не тянет», и дуга зажигается и туг же гаснет.
Можно увеличивать сечение провода, уменьшая, тем самым, сопротивление, но в конечном итоге вы все равно упретесь в размеры клемм подсоединения к инвертору, и тогда начнут гореть они. Производители оптимизируют все размеры и толщину стандартных проводов, так что «стандартные» сварочные провода со стандартными клеммами и оптимальным сопротивлением как раз и будут до 2,5 м длины.
Чем выше напряжение, тем меньше потерь при передаче одинаковой мощности по проводам того же сечения. Для передачи электрической энергии от розетки 230 В к инвертору с одинаковыми потерями потребуется гораздо меньший по толщине (и соответственно цене) провод, чем для более низкого напряжения на его выходе к дуге. Но тут также не стоит использовать провод меньшей толщины, чем подвод к розетке - все-таки сварочные аппараты, особенно в момент зажигания дуги, - это одна из самых больших нагрузок для бытовой проводки.
Передняя панель сварочного инвертора показана на рис.3.

Рис. 3
Сварочные инверторы - качество и удобство сварочных работ
Дуговая сварка - ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема - это поджигание дуги
У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать». Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток задается по шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15°С, и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов разработаны для работы с короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать заданный ток, и к тому же он постоянный.
Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля веды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, что сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
На что обращать внимание при выборе сварочного инвертора
Защита от скачков напряжения
Практически все сварочные аппараты инверторного типа имеют встроенную защиту от скачков напряжения. Оптимальный уровень защиты - допустимо отклонение напряжения на ±20...25%. Т.е. при скачках напряжения в сети в диапазоне от 170 В до 270 В ваш аппарат будет защищен. Как правило, указанную защиту имеют дорогие модели для промышленного использования. У аппаратов для бытового применения этот показатель обычно составляет 10...15%.
Вентиляция
Пыль - это главный враг сварочного инвертора. В основном пыль всасывается вентилятором охлаждения, без которого обойтись никак нельзя. Естественно, производители придумывают различные способы вентиляции с целью уменьшения попадания пыли на наиболее чувствительные узлы. Одним из таких методов является туннельная вентиляция, когда радиатор располагается вдоль всего корпуса, а основные узлы находятся внутри радиатора. Но это уж для очень грязных производств. В большинстве случае платить за супервентиляцию не стоит. Лучше всего просто снять корпус, после чего убрать пыль продувкой и мягкой кистью. Это самый надежный способ. Всем, у кого есть собственный настольный компьютер (у них похожая проблема), такая процедура должна быть знакома.
Наличие запасных частей
Поинтересуйтесь на сервисе наличием печатных плат (их отказ - это наиболее частая и дорогая поломка) на интересующий вас аппарат. Если платы только под заказ, то это хороший признак, так как запчасть редко запрашивается. Если сервис на вопрос о запчастях затрудняется сказать что-либо вразумительное: когда она может быть, цена, откуда завозится и т.п., то от покупки лучше воздержаться.
Возможные неисправности сварочных инверторов и способы их устранения приведены в таблице.
| Неисправность | Причина неисправности | Методы устранения |
| Нестабильное горение дуги или сильное разбрызгивание металла при сварке | Неправильно подобран сварочный ток. Сила тока должна соответствовать рекомендуемым значениям, указанным на пачке электродов или 25-40 А на 1 мм диаметра электрода | Установите силу тока соответствующую диаметру электрода |
| Постоянное прилипание электрода, при правильном выборе силы сварочного тока | Низкое напряжение питающей сети, напряжение должно соответствовать 220 В ±15% | Приобрести стабилизатор напряжения мощностью не менее 3 кВт |
| Не зажаты кабельные вставки в панельных гнездах | Зажмите их поворотом по часовой стрелке | |
| Сечение провода питающей сети менее 2,5 мм2 | Используйте провод сечением не менее 2,5 мм2 | |
| Подгорание контактов в соединениях питающей сети | Устраните причину подгорания контактов | |
| Чрезмерно длинный удлинитель - более 40 м | В данном случае лучше применять провод сечением не менее 4 мм2. | |
| Сварки нет, хотя сварочный инвертор включен, индикатор сети горит | Нет контакта или плохой контакт зажима «массы» и детали | Восстановите контакт |
| Обрыв сварочных кабелей | Восстановите целостность сварочных кабелей. | |
| Отключение напряжения при сварке | Автоматический выключатель питающей сети неисправен или не соответствует номиналу по току (менее 25 А) | Поменяйте автоматический выключатель |
| Загорается индикатор перегрева при сварке | Превышен параметр «продолжительности нагрузки». Индикатор перегрева включается при нагреве свыше 80°С | Прекратите сварку и дайте аппарату остыть до отключения индикатора |
Температурный диапазон эксплуатации инвертора
С температурой, которая выше нуля, все более-менее просто: чем выше окружающая температура, тем быстрее сработает защита аппарата. К тому же предельно допустимая для инвертора температура окружающей среды в +40°С - это достаточно редкое явления в наших широтах.
А вот работа при низких температурах - это скользкая тема. Внутренности инвертора - это различные микроконтроллеры, транзисторы, конденсаторы и т.д. Каждый элемент имеет свой рабочий диапазон температур, разумеется, что чем шире диапазон, тем он дороже. А вот при каких температурах все будет работать в сборе - это может и должен сказать сам производитель. К сожалению, подобную информацию часто трудно найти. Либо ее нет совсем, либо производитель делает ссылку на соответствие определенным стандартам.
В Европе это стандарт EN 60974-1 «Arc welding equipment. Part 1: Welding power sources». Аналогичный российский - ГОСТ P МЭК 60974-1-2004. Указанные стандарты предполагают температуру эксплуатации при ручной дуговой сварке от -40°С до +40°С. Однако если производитель в паспорте ссылается на указанный стандарт, то еще не факт, что ваш инвертор запуститься при -15°С и ниже. Желательно заглянуть в каталог и на сайт производителя. В Европе каталог считается очень весомым документом (вспомните большие штрафы за недобросовестную рекламу).
В принципе, широко известно, что электроника не «любит» температур ниже 0°С. У инвертора при предельно низких температурах обычно загорается лампочка «перегрузка», и аппарат не запустится. Гораздо хуже, если аппарат все- таки заработает и нагреется, в результате чего, после его выключения, внутри образуется конденсат, что может быть опасным для некоторых узлов. Если в паспорте вашего аппарата четко не указан температурный диапазон эксплуатации, то лучше воздержитесь от сварки на морозе.
Бытовой сварочный инвертор
При покупке не стоит опасаться термина «бытовой». Понятия бытовой, профессиональный и промышленный инструмент пока не являются терминами юридически и технически унифицированными (да и вряд ли такое возможно). В то же время, брэндовые производители при классификации своей продукции придерживаются примерно следующих правил: под термином «бытовой» понимают обычно непрерывную работу оборудования (инструмента) на протяжении 15...30 мин с дальнейшим перерывом примерно до одного часа. Профессиональный инструмент предполагает эксплуатацию с 8-часовым циклом, а промышленный (industrial) можно эксплуатировать в 3 смены с небольшими технологическими перерывами. Прочие технические характеристики бытового и профессионального инструмента практически одинаковы. Т.е. вы одинаково качественно сможете проварить шов как бытовым, так и промышленным аппаратами. Но длина шва за единицу времени работы бытового инвертора будет меньшей. В то же время вполне логично, что бытовой инструмент большой мощности и (или) для каких-либо специальных задач не выпускается, только профессиональный.
Рекламные уловки
Некоторые торговцы пытаются акцентировать внимание покупателя на стандартных функциях инвертора: Hot start (горячий старт), Anti-Slicking (антиприпипание при выключении, эффект примерзания) и Arc-Force (форсаж дуги - антиприлипание при сварке). Названные функции тесно связаны с инверторной технологией. Более того, инвертор, в частности, для того и изобретался. Поэтому «выпячивание» подобных плюсов носит сугубо рекламный характер (если не сказать хуже).
У инверторной технологии есть еще ряд других возможностей, которые не всегда используются. Например, возможность её использования для зарядки аккумулятора. К сожалению, её предоставляют не все производители, хотя технически это несложно и недорого, а для стран СНГ было бы очень актуально.
Запас по мощности
Все данные по производительности сварочных аппаратов приводятся из расчета 220...230 В в питающей сети. И даже если ваш аппарат рассчитан на работу в диапазоне 170...270 В - производительность его при 170 В будет значительно ниже, чем при 230 В. То есть некий запас по мощности очень даже пригодится. При нынешнем состоянии электроэнергетики, чтобы без проблем варить электродом 3 мм, надо брать аппарат с возможностью сварки до 4 мм.
Не всегда высокая цена соответствует хорошему качеству. Поскольку работающий сварочный инвертор можно собрать дома или в гараже, то цена сварочного аппарата сильно зависит от серийности производства. Обычно, чем крупнее производитель, тем более интересную цену он может предложить. Но всегда есть исключения. Поэтому для выбора действительно достойного сварочного аппарата лучше обратить внимание на другие косвенные признаки: наличие сервиса, каталогов, сайта, инструкций на языке страны покупки, четкость инструкции и т.п. Сертификат - это последний документ куда надо смотреть (в 90% случаев производителем все равно будет Китай, даже если написано что-либо иное). Особенно это касается российских торговых марок. Почти все российские торговые марки, присутствующие на Украине, - это таким образом «замаскированная» китайская продукция.
В зависимости от того, где будет работать сварочный аппарат, нужно покупать бытовой или профессиональный инвертор. Разница между ними в продолжительности времени работы, как это уже указывалось ранее. Есть также промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. Поэтому при низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские Selco и Helvi, французский Gysmi, корейский Power Man, немецкий Fubag, также есть российский инверторный сварочный аппарат «Торус».
Автор: Петр Николаенко, г. ДнепропетровскИсточник: Электрик №5/2016
Возможно, Вам это будет интересно:
meandr.org
Ремонт сварочного инвертора TELWIN TECNICA 164
 А внутри оказалось довольно интересно.
А внутри оказалось довольно интересно.
 На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!) Давайте теперь разберемся с теорией по поводу сварочных инверторов. Принцип работы инверторов заключается в поэтапном преобразовании энергии. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!) Давайте теперь разберемся с теорией по поводу сварочных инверторов. Принцип работы инверторов заключается в поэтапном преобразовании энергии. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю! Скачать можно тут Вот и начал изучать я этот мануал. Вот блок-схема данного аппарата.
Скачать можно тут Вот и начал изучать я этот мануал. Вот блок-схема данного аппарата.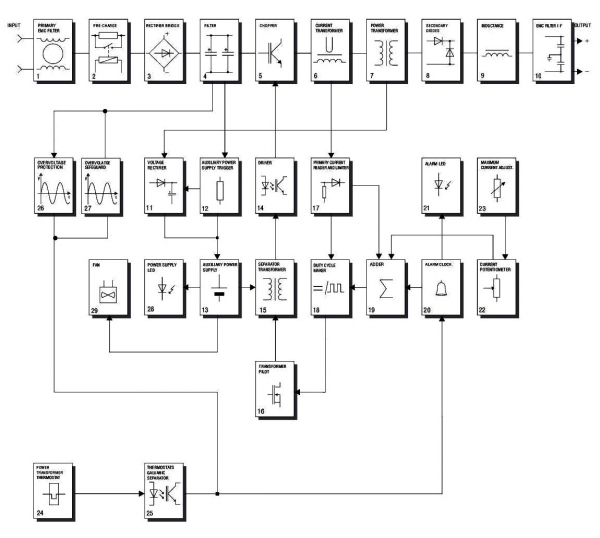 Крупнее Схема аппарата состоит из двух частей — силовой и блока управления. Силовая часть
Крупнее Схема аппарата состоит из двух частей — силовой и блока управления. Силовая часть 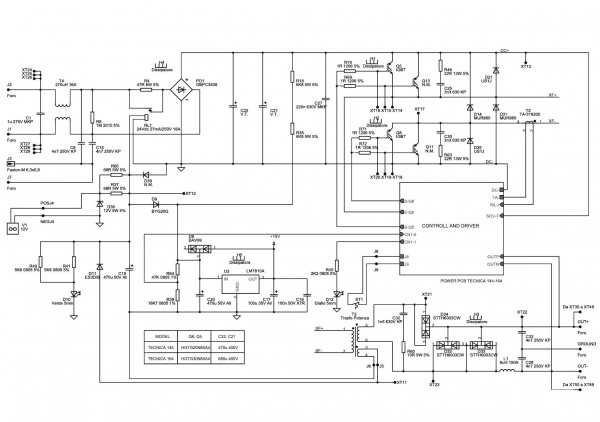 Крупнее Силовая часть состоит из следующих блоков: 1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления. 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления:
Крупнее Силовая часть состоит из следующих блоков: 1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления. 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления: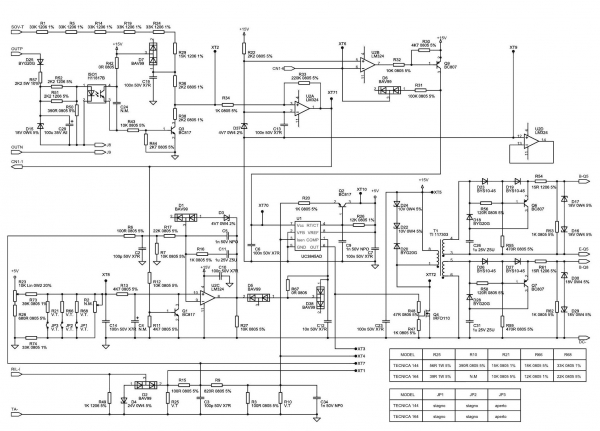 Крупнее Блок управления состоит из следующих узлов: 1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга. 2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора. 3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов. 4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора. Вот даташит на эту микросхему. Вот подробнее назначение выводов этой микросхемы. 1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации. 2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС. 3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние. 4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу. 5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух
Крупнее Блок управления состоит из следующих узлов: 1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга. 2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора. 3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов. 4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора. Вот даташит на эту микросхему. Вот подробнее назначение выводов этой микросхемы. 1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации. 2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС. 3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние. 4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу. 5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух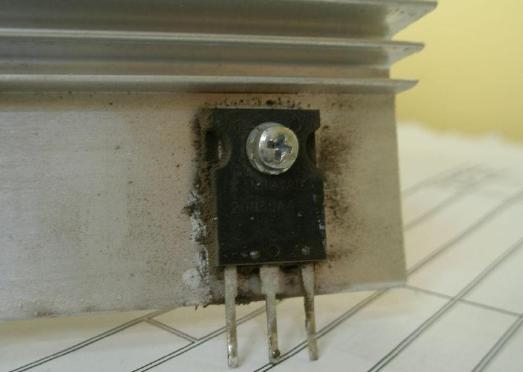 Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212 Диод слева от силового транзистора прижат пружинной скобой к радиатору
Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212 Диод слева от силового транзистора прижат пружинной скобой к радиатору Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше. Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше. Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.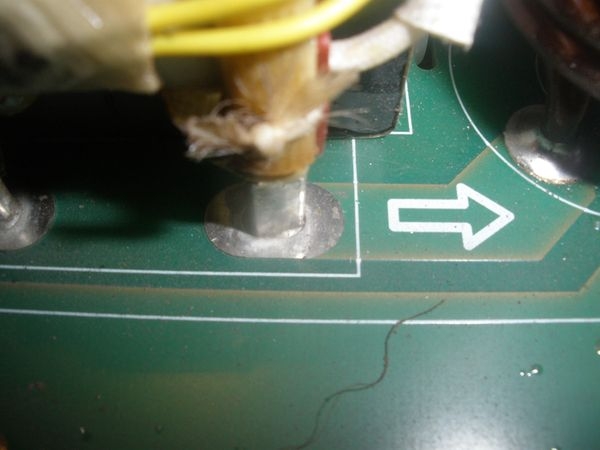 Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах.
Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах. Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.
Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.  Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.Транзисторы Q5 — HGTG30N60A4 Q6 — BC807 Q7 — BC807 Q8 — HGTG30N60A4Диоды D14 — MUR860 D22 — стабилитрон на 10 вольт D24 — стабилитрон на 10 вольт D26 — BYG20G D27 — BYG20G D30 — стабилитрон на 18 вольт D31 — стабилитрон на 18 вольтРезисторы R54 — 10 Ом (типоразмер 1206) R55 — 470 Ом (типоразмер 0805) R61 — 10 Ом (типоразмер 1206) R71 — 1 Ом (типоразмер 1206) Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.Транзисторы Q5 — HGTG30N60A4 Q6 — BC807 Q7 — BC807 Q8 — HGTG30N60A4Диоды D14 — MUR860 D22 — стабилитрон на 10 вольт D24 — стабилитрон на 10 вольт D26 — BYG20G D27 — BYG20G D30 — стабилитрон на 18 вольт D31 — стабилитрон на 18 вольтРезисторы R54 — 10 Ом (типоразмер 1206) R55 — 470 Ом (типоразмер 0805) R61 — 10 Ом (типоразмер 1206) R71 — 1 Ом (типоразмер 1206) Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.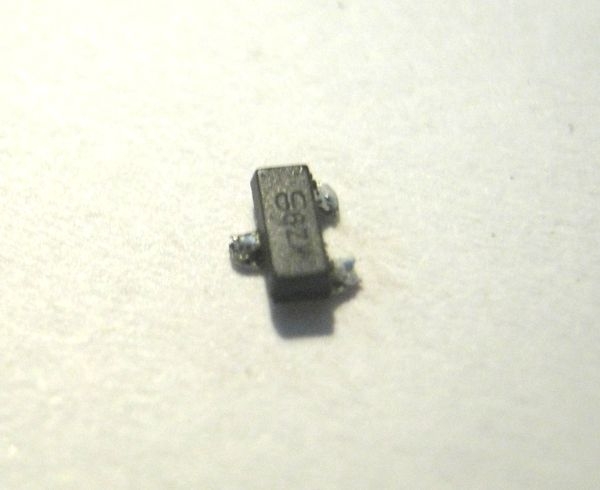 Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа.
Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа. Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом
Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом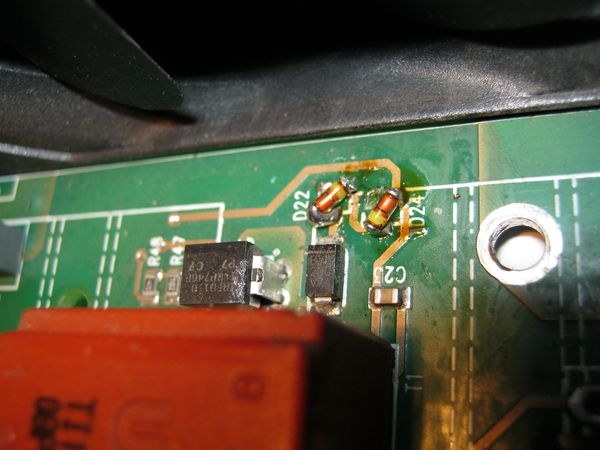 Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.
Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.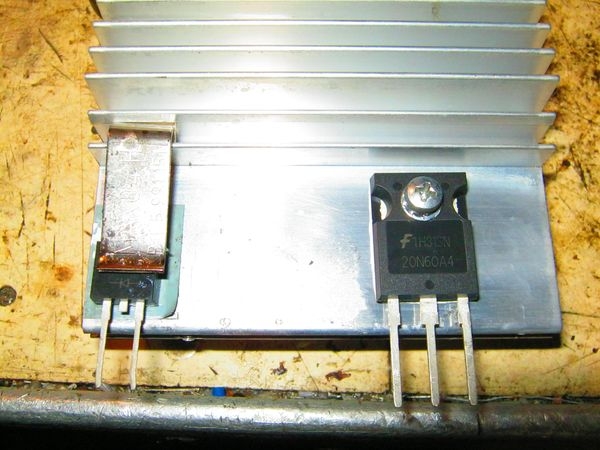 Вот фото платы с замененными компонентами
Вот фото платы с замененными компонентами 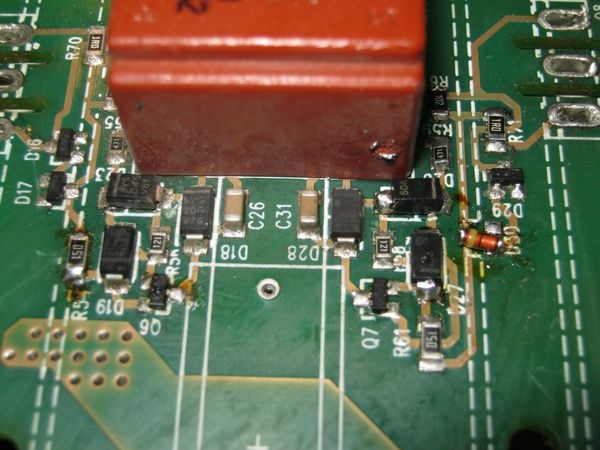 Впаял силовые транзисторы и диоды
Впаял силовые транзисторы и диоды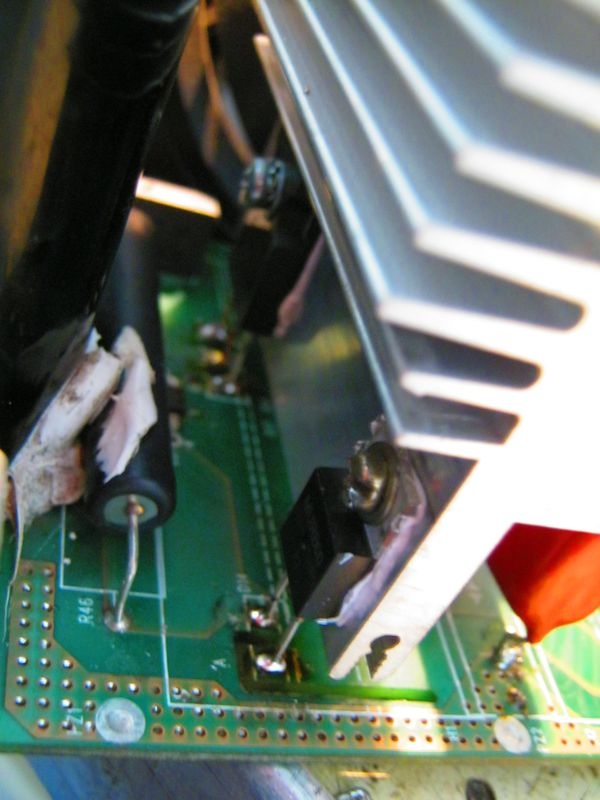 Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.
Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.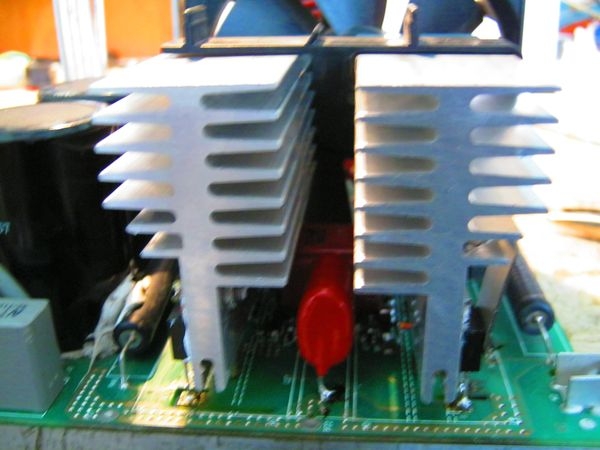 Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.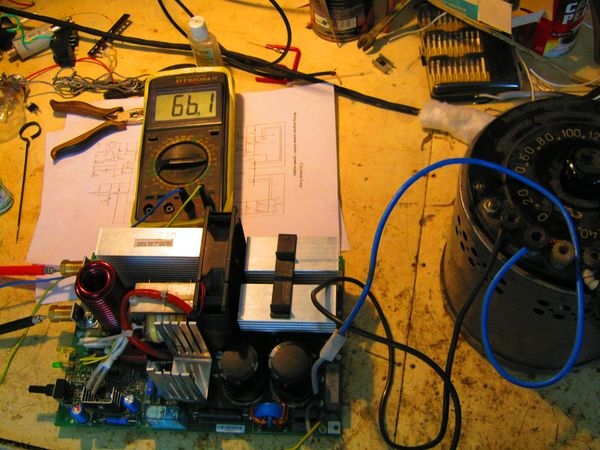 Вольтметр показывает напряжение холостого хода. В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их. Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора.
Вольтметр показывает напряжение холостого хода. В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их. Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора.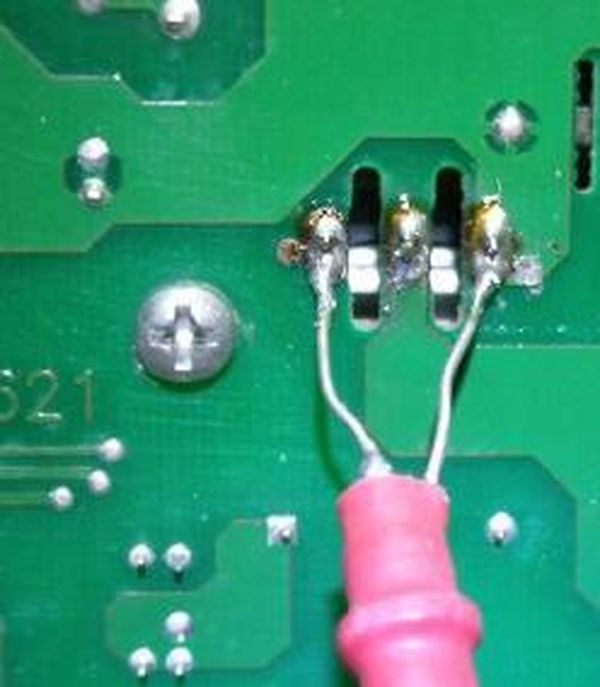 Теперь собственно осциллограммы: 1. Выход драйвера, не нагруженного на затворы ключей
Теперь собственно осциллограммы: 1. Выход драйвера, не нагруженного на затворы ключей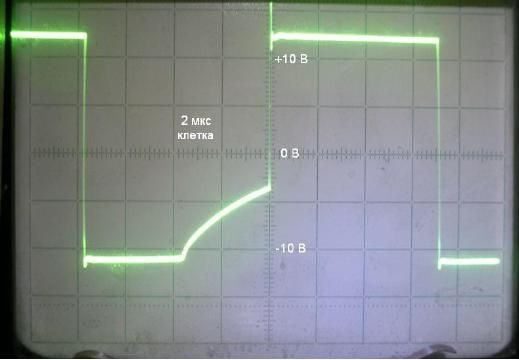 2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса
2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса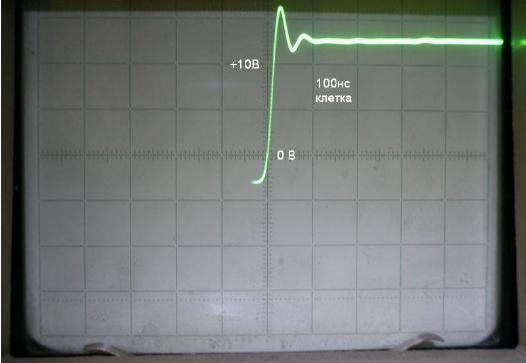 3. Выход драйвера, не нагруженного на затворы ключей — спад импульса
3. Выход драйвера, не нагруженного на затворы ключей — спад импульса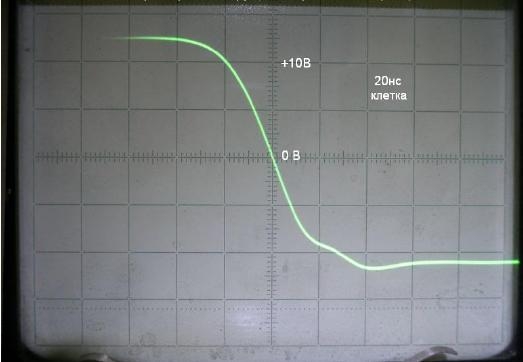 3. Выход драйвера, нагруженного на затвор ключа
3. Выход драйвера, нагруженного на затвор ключа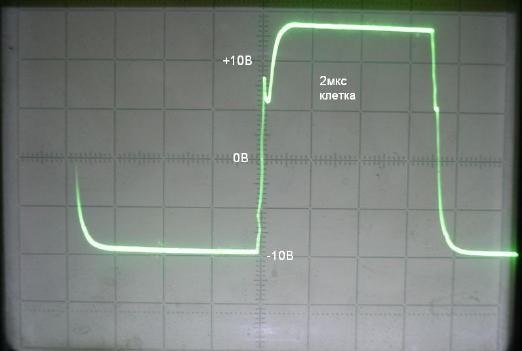 4. Выход драйвера, нагруженного на затвор ключа — фронт импульса
4. Выход драйвера, нагруженного на затвор ключа — фронт импульса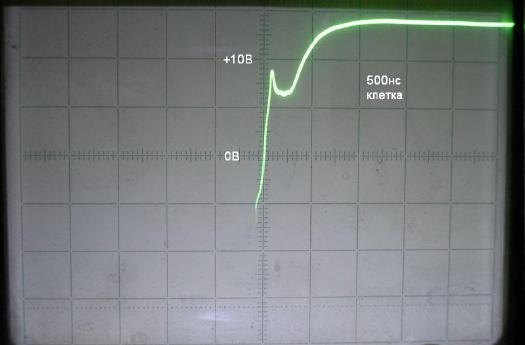 5. Выход драйвера, нагруженного на затвор ключа — спад импульса
5. Выход драйвера, нагруженного на затвор ключа — спад импульса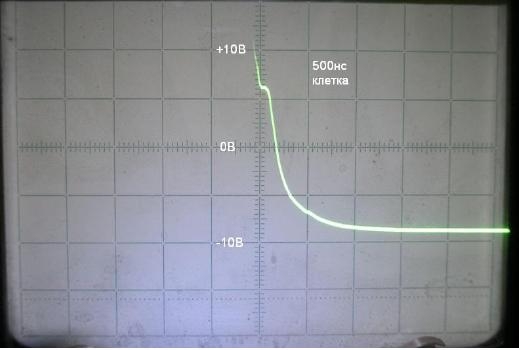 6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе
6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе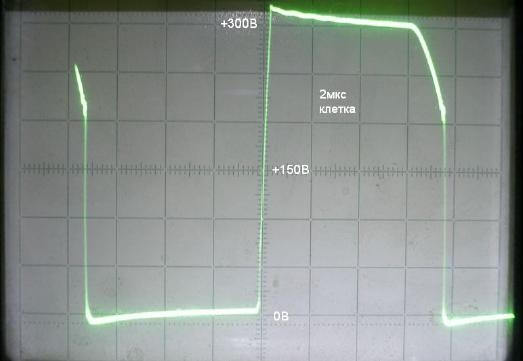 7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа
7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа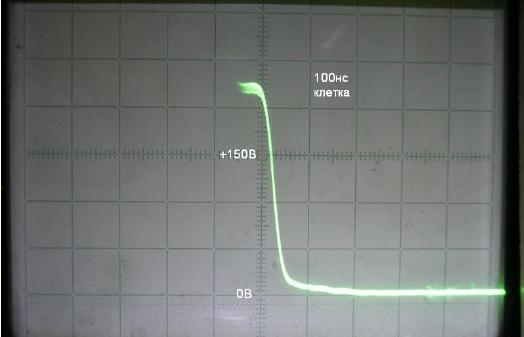 8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа
8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа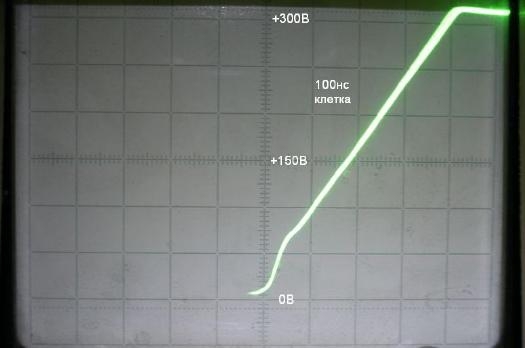 Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный! Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было. Вот постарался и сварил две пластины встык.
Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный! Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было. Вот постарался и сварил две пластины встык. Варит просто замечательно, разбрызгивание металла минимальное. Вот фото шва с отбитым шлаком
Варит просто замечательно, разбрызгивание металла минимальное. Вот фото шва с отбитым шлаком Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование! Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание!
Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование! Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание! electronics-lab.ru
Ремонт сварочного инвертора своими руками
Ремонт сварочного инвертора своими руками
Сегодня большинство сварочных агрегатов бытового назначения имеют небольшие габариты и массу. Такая возможность появилась благодаря использованию в их электрической части инверторных схем управления и преобразования сварочного тока, которые позволили избавиться от переключения обмоток сварочного трансформатора.
В электронных схемах инверторных агрегатов, для регулировки величины сварочного тока и коммутации напряжения установлены мощные полевые транзисторы или управляемые диоды – семисторы и тиристоры.
Для того чтобы определить причину неисправности или низкого качества работы сварочного аппарата и наметить способы его ремонта необходимо иметь хотя бы общее представление о его схемотехнике и принципе работы.

Принцип работы и конструкция устройства
Бытовой сварочный инвертор должен сформировать и иметь на выходе постоянной ток определенной силы, значение которого достаточно для поджига и поддержания устойчивого горения дуги.
В отличие от обычных сварочных трансформаторов, которые просто понижают сетевое напряжение, а для его преобразования в постоянное используются блоки выпрямителей, инверторное оборудование преобразует переменное напряжение частотой в 50,0 герц в более высокочастотное, что позволяет значительно повысить стабильность выходных параметров и использовать понижающие трансформаторы меньших габаритов.
Процесс получения необходимых для обеспечения процесса сварки металла параметров включает следующие последовательные процедуры (операции):
- выпрямление сетевого напряжения;
- преобразование его в ток высокой частоты;
- понижение напряжения до необходимого уровня, при котором обеспечивается достаточная величина выходного тока;
- повторное выпрямление напряжение.
Для преобразования низкочастотного, сетевого напряжения в напряжение высокой частоты используются специальные преобразователи, построенные на базе мощных транзисторов. Выпрямление конечного напряжения осуществляется мостовыми устройствами на базе мощных диодных сборок или тиристоров (семисторов).
Бытовые инверторы в своей конструкции содержат несколько функционально связанных блоков, которые расположены на отдельных платах и соединены посредством проводников или шлейфов между собой.
Основным элементом инвертора является силовой блок, на котором установлены следующие модули:
- Блок первичного выпрямителя, представляющий собой плату, на которой установлены по мостовой схеме мощные диоды.
- Инверторный преобразователь создан на основе мощного транзистора, который формирует высокочастотное напряжение частотой 50,0…100,0 килогерц.
- Модуль понижения напряжения включает трансформатор с ленточными обмотками понижающий напряжение до 40,0…50,0 вольт.
- Выходной выпрямитель собран на базе диодов, рассчитанных на ток до 250,0 ампер.
- Все силовые элементы (диоды и транзисторы) установлены на охлаждающих радиаторах (теплоотводах) а корпус устройства оборудован системой принудительной вентиляции.

Причины входа из строя инверторных сварок
Как правило нарушение работоспособности инверторного сварочного аппарата происходит из-за несоблюдения или нарушения правил эксплуатации. Довольно часто поломки вызываются попаданием влаги на электронные детали отдельных модулей.
Высокочастотное напряжение образует электростатическое поле, которое способствует накоплению пыли, с удалением которой не справляется вентиляционная система. Пыль приводит к изменению параметров сопротивления на отдельных участках плат электронных блоков, что также является причиной нарушения нормальной работы всего агрегата.
Неопытный сварщик может вывести инвертор из строя если будет выполнять сварочные работы, на которые аппарат не рассчитан. Например, резка швеллерного профиля маломощным бытовым устройством приведет к его перегрузке и гарантированной поломке. Если не будет обеспечен надежный контакт сетевых и сварочных кабелей, то будет наблюдаться перегрев контактной зоны и разрушение клемных изоляторов.
Помимо эксплуатационных нарушений, к неработоспособности инверторной сварки могут привести причины независящие от квалификации сварщика и характера выполняемых работ. Это прежде всего снижение сетевого напряжения до уровня 180,0…190,0 вольт, что является достаточно частым явлением в дачных поселках и сельских поселениях.
Нельзя забывать и о некачественной сборке и использовании недоброкачественных комплектующих, что является основной причиной выхода из строя неотработанных в производстве и непроверенных в эксплуатации сварочных инверторов.
Основные виды дефектов
Рассмотрим основные неисправности, с которыми наиболее часто сталкивается владелец инверторного аппарата для сварки. Если на выходе аппарата отсутствует напряжение это обычно вызвано перегоранием предохранителей или нарушением целостности одного из проводников в схеме прибора.
Вторая достаточно часто встречающаяся неполадка проявляется в невозможности выставить нужное значение сварочного тока даже в крайнем, максимальном положении регулятора мощности. Причиной это дефекта, как правило, является пониженный уровень питающего напряжения.
Если устройство самопроизвольно, довольно часто отключается во время работы следует проверить не перегреваются ли его модули. Второй причиной отключения может быть наличие короткого замыкания в каких-либо элементах схемы прибора.
Нестабильность горения сварочной дуги вызывается неисправностями или силового блока, или модуля управления. Если при работе агрегат создает повышенный уровень шума, это является свидетельством перегрузки, которые могут привести к более серьезным неисправностям.
При наличии дефектов в работе системы защиты, последствия могут быть самыми непредсказуемыми. К сожалению обычно неправильная работа этого модуля обнаруживается слишком поздно, когда неисправность достигла критического уровня и какой-либо узел аппарата вышел из строя.

Основные правила ремонта
Нарушение работоспособности сварочного инвертора не всегда является проблематичной и вполне может устранена своими руками лицом, имеющим определенные электротехнические навыки и способном разобраться в тонкостях схемотехники изделия. Перед тем как начинать разборку аппарата следует проверить надёжность контакта входных и сварочных кабелей.
Любой ремонт следует начинать с визуального осмотра «внутренностей агрегата». Наличие механических повреждений на печатных платах, обугливание или почернение изоляции проводников, следы короткого замыкания свидетельствуют о возможном наличии неисправности. Если визуально определить причину не удается, следует с помощью мультиметра проверить целостность соединительных проводников между отдельными модулями агрегата.
Если дело не в этом, а причина неисправности носит более серьёзный характер следует приступить к более тщательной диагностике изделия. Для этого может потребоваться следующий инструмент:
- плоскогубцы с изолированными ручками;
- набор прямых и крестообразных отверток;
- электропаяльник мощностью 40,0 …100,0 ватт;
- набор гаечных рожковых и торцевых ключей
- кусачки;
- слесарный нож;
- мультиметр (тестер с пределами измерения 50,0 … 250,0 вольт;
- амперметр с диапазонами измерений 0…50,0 и 0,250 ампер.
Некоторые специалисты могут сказать, что без осциллографа и частотомера многие причины выхода из строя отдельных блоков сварочного аппарата определить не удастся. Однако эти причины достаточно специфичны, а устранение достаточно сложно. Для ремонта аппарата с подобными дефектами следует обращаться к специалистам ремонтных фирм.

Ремонт силового блока
Основной причиной неисправности силового блока является выход из строя (перегорание, пробой) мощного транзистора. В большинстве случаев его неисправность удается определить визуально. Корпус транзистора может иметь деформации (вздутие, разрывы), потемнение, прогары. Ремонт заключается в замене неисправной детали. Перед установкой нового транзистора на радиатор, место из контакта следует смазать специальной термопастой.
Обычно силовой триод не выходит из строя в одиночку, а сопровождается перегоранием микросхем и транзисторов управляющей схемы. Ремонт аппарата в этом случае также заключается в замене вышедших из строя деталей.
Пробой или перегорание диодов силового моста встречается более редко. Однако перед началом замены силового транзистора диоды следует прозвонить мультиметром, определяя их сопротивление. Нулевое или бесконечно большое сопротивление одного из диодов при поочередном подключении щупов мультиметра различной полярности свидетельствует о неисправности проверяемого электронного прибора.
При замене диодов и транзисторов следует подбирать их полные аналоги, вплоть до соответствия буквенного индекса, который характеризует быстродействие электронного элемента.
Ремонт блока управления
«Домашний» ремонт блока управления заключается в визуальном осмотре деталей модуля и проверке проводников на наличие обрыва.
Если причина неисправности не в этом, то имеет смысл обратиться в специализированную ремонтную организацию. Это не только обойдется дешевле, но и гарантирует от повторного выхода их строя замененных деталей электронной схемы.
Если при перегреве агрегата не происходит его атематического отключения и не срабатывает сигнальная лампочка (имеется не на всех моделях), следует проверить надежность соединения термовыключателей с датчиками температуры. Устраняют неисправность путем замены одного из этих элементов.

Безопасность при ремонте устройства своими руками
Современные сварочные бытовые сварочные инверторы достаточно надежны в работе, а при их периодическом техническом обслуживании и ремонте следует соблюдать определенные правила:
- Запрещается эксплуатация изделия со снятым кожухом.
- Все диагностические работы и замену деталей производят на полностью обесточенном устройстве.
- При удалении накопившейся внутри корпуса пыли используют струю сжатого воздуха при избыточном давлении, не превышающем 5,0 атмосфер.
- Очистку печатных плат и расположенных на ней электронных элементов производят кисточкой (наподобие кисточки для бритья).
- Длительное хранение прибора проводят только в сухом помещении, с полностью закрытым корпусом и отключенным от сети.
househill.ru
Инструкция по эксплуатации сварочного инвертора и условия использования
Для сварки используется специальное оборудование, обеспечивающее расплавление ограниченного участка соединения. Для сварочных работ могут использоваться приспособления различного типа, но наиболее популярным для домашних работ является инвертор. Он обеспечивает хорошее качество сварного шва, работа с ним предельно простая. Чтобы работа была выполнена быстро и качественно, должна соблюдаться специальная инструкция по эксплуатации, позволяющая регламентировать сварку, обеспечив необходимые условия работы.

При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Условия использования
Схема сварочного инвертора довольно простая, она повторно-прерывистая, при краткосрочном воздействии достигается максимальный результат. Конструкция оборудования обеспечивает необходимый уровень безопасности, устройство отлично работает при подключении к обычной электрической сети, но применять надо только вилки «евростандарт», имеющие заземление.

Схема устройства сварочного инвертора.
Длительность нагрузки при работе равна 5 минутам, но чаще всего используется так называемый 3-минутный цикл, равный 60% нагрузки на оборудование. Такой режим лучше всего не нарушать, так как может нагреться корпус, а это приведет к выходу из строя всего оборудования.
Перед тем как начинать сварочные работы, необходимо приготовить не только оборудование, но и средства защиты. Для сварщика понадобятся:
- Специальная маска сварщика, включающая шлем и защитное стекло для глаз.
- Перчатки из плотной ткани, которая не возгорается при попадании искр и капель металла.
- Роба, выполненная из той же ткани, что и перчатки.
Проводить работы следует на поверхности, выполненной из невозгорающихся материалов, например, на металлической столешнице.
Установка инвертора и инструкция по эксплуатации
Сварка инвертором требует тщательной подготовки, так как работа эта потенциально опасная. Перед тем как начать работу, пользователь сварочного оборудования (оператор) должен подготовить рабочее место:

Схема панели сварочного инвертора.
- От сварочного аппарата надо убрать передатчики, компьютерное, измерительное оборудование.
- При использовании инвертора следует убрать любую аппаратуру, которая может вызвать помехи.
- Необходимо оборудовать рабочий стол.
- В помещении требуется оборудовать устройство принудительной вентиляции, чтобы можно было охлаждать инвертор.
Далее требуется выполнить подключение сварочного инвертора к питающей электрической сети, используя розетку «евростандарт». При использовании сварочного инвертора лучше всего применять специальные электроды с покрытием ММА. Выбираются электроды в полной зависимости от того, какой металл будет свариваться. К примеру, зависимость силы тока, диаметра электрода и толщины обрабатываемого металла следующая:
- толщина детали — 1-2 мм, диаметр электрода — 2 мм, сила тока инвертора — 30-75 А;
- толщина детали — 1,5-6 мм, диаметр электрода — 3 мм, сила тока инвертора — 75-120 А;
- толщина детали — 3-6 мм, диаметр электрода — 4 мм, сила тока инвертора — 120-150 А;
- толщина детали — 5-20 мм, диаметр электрода — 5 мм, сила тока инвертора — 150-200 А.
Перед тем как будет использоваться сварочный аппарат, надо убедиться, что электроды сухие. Далее следует включить режим TIG — это сварка в защитной газовой среде с применением неплавящегося электрода. В качестве защитной среды лучше всего использовать аргон, но здесь все зависит от типа металлических деталей. Провод горелки подключается к минусовой клемме, после чего выполняется подсоединение к редуктору (он находится на баллоне). Включается выпрямитель инвертора, начинается подача газа. Вентиль на горелке можно аккуратно включить, после чего электродом чиркнуть по металлу, чтобы зажечь дугу.
Сварка с применением постоянного тока

Схема работы сварочного инвертора.
Используя оборудование для сварки при постоянном токе, необходимо проследить, чтобы механические свойства были хорошими. Проводится сварка только при обратной полярности, держатель требуется подключить к положительной клемме.
Электроды следует прокалить, чтобы обеспечить отличное качества шва. Электрод над свариваемой деталью надо удерживать на одинаковом расстоянии, чтобы дуга не скакала. Обычно такое расстояние равно диаметру выбранного электрода.
Если применяется электрод на 2 мм, то и высоту его над сварной ванной следует контролировать на уровне 2 мм
.
При эксплуатации сварочного инвертора необходимо электрод вести кругообразными или зигзагообразными движениями, чтобы обеспечить равномерное расплавление материала. Важно, чтобы угол наклона был правильным. Например, если наконечник сильно наклонять к детали, то сварная ванна будет металл выгонять вперед, в итоге шов получится бугристым. Аналогичная ситуация возникает в том случае, когда электрод слишком приближен к металлу. Деталь буквально прожигается, шов получается слишком широким и непрочным. Сварочный аппарат нельзя держать высоко, так как расплавление будет плохим, шов — некачественным, по бокам металл не прогревается.
Инструкция по эксплуатации сварочного инвертора довольно простая. Она требует выбора правильного электрода и силы тока для работы, соблюдения всех правил безопасности и включения. Важно правильно вести наконечник, чтобы шов получился ровным, качественным, а само соединение прочным. После выполнения работы окалина сбивается молотком.
moyasvarka.ru









