ТЕМА ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ. Дефекты сварных соединений и швов
ТЕМА ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
ТЕМА: ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Дефектом называется несоответствие параметров и характеристик сварного шва или соединения требованиям нормативнотехнической документации. Неровности шва — отсутствие стабильности геометрических параметров шва (ширина, величина выпуклости, катет).
Причины возникновения. Низкокачественная подготовка кромок под сварку: неравномерность зазора в стыке, несовпадение уровней кромок, разная толщина стыкуемых деталей и др. Характеристика. Несоответствие геометрических параметров швов документации и, эксплуатации, что нормативно-технической следовательно, может условиям привести преждевременному разрушению конструкции. к
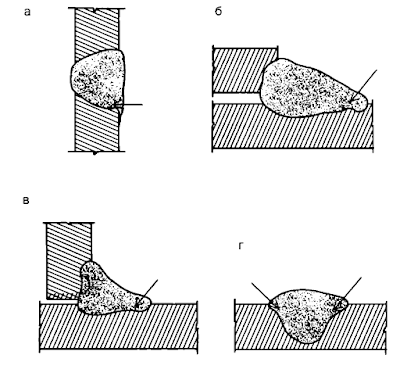
Подрез зоны сплавления — дефект в виде углубления по линии сплавления сварного шва с основным металлом. Причины возникновения. Нарушение режима сварки: повышенная мощность пламени, значительная скорость сварки. Неправильная ориентация горелки при формировании углового шва. Характеристика. Уменьшение толщины металла в месте углубления, снижающее эксплуатационные свойства конструкции. Подрез, будучи концентратором напряжений, способствует развитию микротрещин.
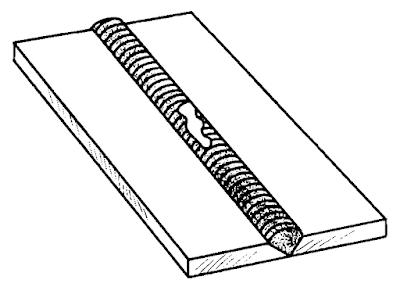
Свищ в сварном шве — дефект в виде воронкообразного углубления. Причины возникновения. Быстрая кристаллизация металла сварочной ванны, обусловленная высокой скоростью сварки. Сварка на режимах с повышенной мощностью газового пламени. Плохая подготовка свариваемых кромок (наличие ржавчины, окалины, загрязнений, влаги) и сварочных материалов. Выбор сварочных материалов (присадка и флюс), не соответствующих свариваемому металлу. варка во влажной атмосфере или на ветру, характеристика. Характеристика. Пониженные прочностные показатели шва, имеющего пустоты.
Наплыв на сварном соединении — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного сплавления с ним. валика без
Причины возникновения. Нарушение режима сварки: малая скорость сварки при большой мощности пламени. Неправильный выбор угла наклона горелки при выполнении углового шва. Чрезмерное расплавление присадочного металла из-за ошибочно выбранной марки присадки. Характеристика. Натекание расплавленного металла на холодные кромки без сплавления с ними. Наплыв является концентратором напряжений, так как образует острый угол между швом и основным металлом.
Прожог сварного шва дефект в виде — сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины возникновения. Низкокачественная подготовка стыка под сварку. Нарушение режима сварки: резкое снижение скорости сварки или увеличение мощности пламени. Уменьшение свариваемой теплонасыщение толщины основного конструкции или из-за небольших металла интенсивное размеров изготавливаемого изделия. Характеристика. Нарушение целостности и герметичности конструкции. Ухудшение механических свойств сварного соединения. Внешний вид сварного шва не соответствует предъявляемым к нему требованиям. Прожог всегда считается недопустимым дефектом.
Усадочная раковина сварного шва — дефект в виде полости или впадины, образовавшийся при усадке металла шва в условиях отсутствия питания жидким металлом. Причины возникновения. Нарушение техники сварки (быстрое и внезапное прекращение сварочного процесса). В отсутствие присадочного металла и под влиянием усадки в месте давления газового пламени образуется углубление. Характеристика. Усадочная раковина снижает прочностные показатели сварного шва вследствие уменьшения его поперечного сечения. Наличие усадочной раковины придает нетоварный вид всей конструкции. исправлению. Усадочная раковина всегда подлежит
Перегрев металла — дефект околошовной зоны в виде крупнозернистого металла с видимыми границами зерен. Причины возникновения. Нарушение технологии сварки: высокая мощность пламени, малая скорость сварки, повторный нагрев, плохой теплоотвод от места сварки. Характеристика. Металл околошовной зоны имеет низкие прочностные показатели.
Пора в сварном шве — дефект сварного шва в виде полости округлой формы, заполненной газом.
Причины возникновения. Сварка по плохо подготовленным кромкам с остатками масла, краски, ржавчины и других загрязнений. Применение сварочных материалов со следами влаги и ржавчины. Осуществление сварочных работ в условиях повышенной влажности и ветровой нагрузки, ухудшающих защиту сварочной ванны от воздействия воздуха. Несоответствие выбранных сварочных материалов (присадка и флюс) основному металлу. Нарушение режима и техники сварки: повышенная скорость сварки при значительном объеме сварочной ванны.
Характеристика. Газовые металла шва полости снижают внутри прочностные характеристики и ухудшают эксплуатационные свойства сварного шва и соединения в целом. Поры относятся к объемным дефектам, наличие которых можно допустить, если их размеры и число не превышают определенные значения. Скопление или цепочка пор в ответственных конструкциях недопустимы.
Непровар — дефект несплавления соединении в в виде сварном вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины возникновения. Неправильный выбор режима сварки: недостаточная мощность пламени, повышенная скорость сварки. Недостаточная глубина проплавления изза несовершенной техники сварки. Отсутствие стабильного зазора в стыке или низкокачественная сборка стыка. Неправильная ориентация горелки при выполнении угловых швов, при которой пламя направлено на стенку, а на полке образуются наплыв и непровар. Плохая очистка свариваемых кромок перед сваркой от окалины, ржавчины и других загрязнений. При многослойной сварке недостаточно тщательная очистка от шлака поверхности предыдущего слоя.
Характеристика. Непровар относится к малозначительным дефектам, но опасен как концентратор напряжений. В месте непровара чаще всего образуются трещины.
Шлаковые включения в сварном шве — дефекты в виде вкраплений шлака в сварной шов.
Причины сварки: возникновения. применение Нарушение окислительного режима пламени, высокая скорость сварки, значительная глубина проплавления. Низкокачественная подготовка кромок и сварочных материалов, вызвавшая попадание в сварочную ванну грязи и окалины, образовавших при расплавлении шлаковые включения. Неправильный выбор присадочных материалов и флюсов, обусловивший металла шва. повышенную вязкость
Характеристика. Шлаковые включения уменьшают площадь поперечного сечения шва и, следовательно, его прочностные показатели. При наличии единичных шлаковых включений сварной шов может не утратить своих характеристик. Такие включения допустимы в швах неответственных конструкций при определенных размерах дефектов и их ограниченном числе. Протяженные шлаковые включения в сварных швах ответственных металлоконструкций недопустимыми дефектами. являются
Трещина соединении в сварном — дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах.
Причины возникновения. Повышенное содержание в основном металле вредных примесей серы и фосфора. Значительная жесткость конструкции, приводящая к возникновению внутренних напряжений при сварке. Склонность сталей с повышенным содержанием углерода к образованию закалочных структур, являющихся при наличии сварочных напряжений очагами трещин. Предварительное напряженное состояние конструкции при сборке в кондукторе. Нарушение режима сварки: высокая тепловая мощность пламени, большой объем сварочной ванны.
Характеристика. неблагоприятным Трещины, видом являющиеся дефектов, самым недопустимы независимо от места их расположения и назначения металлоконструкции. Наиболее опасны микротрещины и внутренние трещины, обнаружение которых без специальных методов контроля затруднено. Трещины могут располагаться вдоль и поперек шва как в наплавленном металле шва, так и в зоне термического влияния. Они образуются не только в процессе сварки (горячие трещины), но и после полного остывания сварного соединения (холодные трещины).
Брызги металла затвердевших — дефект капель на в виде поверхности сварного соединения. Причины возникновения. Нарушение режима сварки: применение пламени повышенной мощности или окислительного пламени. Недостаточно совершенная техника сварки из-за сложности металлоконструкций, проведения сварочных пространственных работ в положениях, неудобных ограниченном пространстве и неблагоприятных условиях. Характеристика. Конструкция приобретает вид, не соответствующий требованиям заказчика.
Пережог металла шва — дефект в виде крупных зерен металла, по границам которых образуются оксиды. Причины возникновения. Нарушение технологии сварки: применение пламени с избытком кислорода либо пламени большой мощности. Интенсивное теплонасыщение конструкции из-за ее малых размеров. Характеристика. малым Крупные зерна металла обладают сцеплением, что приводит к механических свойств сварного соединения. ухудшению
СУДОРЕМОНТ ОТ А ДО Я.: ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
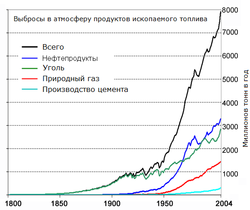
 Дефекты формы шва: а — неравномерная ширина; б — бугры и седловины
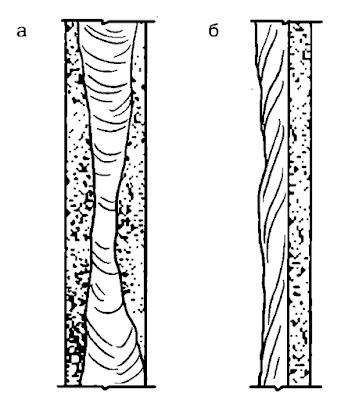
Дефекты формы шва: а — неравномерная ширина; б — бугры и седловины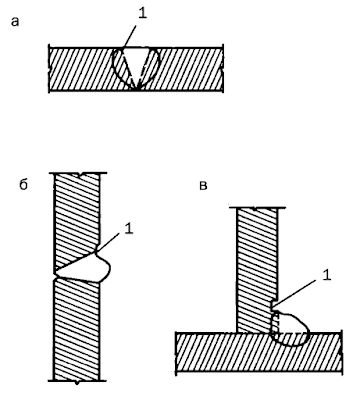 Подрез сварного шва: а — в стыковом соединении; б — в горизонтальном шве на вертикальной поверхности; в — в угловом шве таврового соединения; 1 — подрез
Подрез сварного шва: а — в стыковом соединении; б — в горизонтальном шве на вертикальной поверхности; в — в угловом шве таврового соединения; 1 — подрез2. Подрезы (углубления) в основном металле, появляющиеся по краям сварного шва.Их глубина может доходить до нескольких миллиметров. Причины подрезов различны. Например, это могут быть большая сила тока, высокое напряжение, смещение электрода по отношению к оси шва, проблемное пространственное положение, затрудняющее сварку, или низкая квалификация исполнителя работ.В результате подрезов рабочая толщина металла уменьшается, они становятся очагами концентрации внутренних напряжений, развивающихся при нагрузке, и в процессе эксплуатации изделия или конструкции могут привести к разрушению соединения. Наибольшую опасность представляют подрезы, направленные поперек усилий, которые воздействуют на них в угловых и стыковых швах.Возникновение подреза зависит от соотношения между скоростью затвердевания (кристаллизации) сварного шва и скоростью заполнения углубления расплавленным металлом. Отсюда следует, что для недопущения или устранения данного дефекта необходимо либо снизить скорость кристаллизации, либо повысить скорость заполнения углубления. Как правило, прибегают к первому варианту, для чего проводят предварительный подогрев свариваемых частей (этот способ работает благодаря улучшению смачиваемости твердого металла жидким за счет имеющейся между ними разности температур) или осуществляют многоэлектродную сварку.
3. Прожоги, т.е. сквозные отверстия в сварном шве, причины появления которых весьма различны.Повышение погонной энергии сварочной дуги приводит к увеличению объема жидкого металла. Если это произошло в результате повышения силы сварочного тока, то одновременно возрастет и давление дуги. Совокупность описанных процессов может привести к тому, что силы гидростатического давления и давления сварочной дуги превысят силу поверхностного натяжения расплавленного металла, который вытечет, образовав прожог.Причинами прожога могут стать неравномерная скорость сварки, большой зазор между свариваемыми частями, соединение элементов из тонкого металла (это особенно частая причина прожога, так как ширина сварочной ванны становится такой, что превосходит толщину металла), некачественный первый слой в многослойном шве или выполнение вертикального шва в направлении снизу вверх.4. Поджоги, которые возникают при возбуждении сварочной дуги в непосредственной близости от разделки кромок. Такие дефекты подлежат обязательному удалению, поскольку они превращаются в центры концентрации внутренних напряжений.
5. Наплывы, ставшие следствием ряд таких причин, как увеличенная сила тока в сочетании с длинной сварочной дугой и большой скоростью сварки, чрезмерный наклон сварного шва, выполнение шва в трудном пространственном положении и вертикального шва снизу вверх, ошибки при манипулировании электродом и неопытность сварщика. Они бывают локальными и значительными по длине.6. Незаверенный кратер. Если при окончании сварки дуга неожиданно обрывается, то на металле появляется углубление — кратер. Его размеры определяются силой сварочного тока. Оставленный незаверенным кратер — это источник концентрации внутренних напряжений, которые снижают прочность соединения. Если сварка осуществляется без выводных планок, то кратер надо заварить и оборвать дугу на заваренном участке шва. Нельзя выводить кратер в зону основного металла, поскольку это чревато образованием подреза.
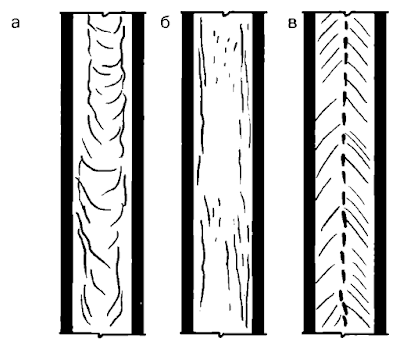
Пористость металла шва: а — равномерная; б — очаговая; в — в виде цепочки
7. Поры, вышедшие на поверхность. Их появление объясняется содержанием газов в расплавленном металле. В этот момент их еще можно удалить из сварочной ванны, но если они появились в момент кристаллизации металла шва, то останутся в виде газовых пор. Причинами возникновения пористости являются использование отсыревших электродов, повышенная скорость сварки, длинная дуга, загрязненные кромки разделки и некачественная защита шва при сварке в среде защитных газов. Равномерные поры — это результат действия постоянных факторов, таких как загрязненность кромок, влажные электроды и неравномерная толщина их покрытия. Одиночные поры — это последствие случайных факторов, в частности скачков напряжения в сети, локальных дефектов в электродном покрытии, случайного увеличения длины дуги. Очаги (скопления) пор формируются при нарушении режима сварки, применении электродов с некачественным покрытием или загрязненности кромок. Меры предотвращения пористости содержатся в уже названных причинах, хотя есть и другие. Например, использование обратной полярности при работе на постоянном токе, снижение температуры расплавленного металла сварочной ванны, устранение неметаллических включений в металле и др.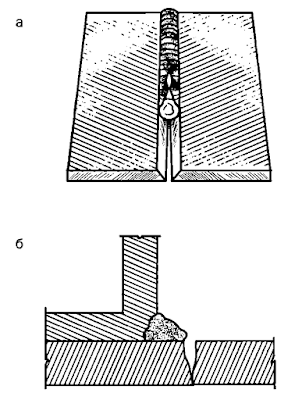 Трещины: а — в наплавленном металле шва; б — в зоне термического влияния
Трещины: а — в наплавленном металле шва; б — в зоне термического влияния8. Трещины, которые представляют собой наиболее опасные дефекты швов. Они могут быть продольными или поперечными и возникать как в наплавленном, так и в основном металле.Трещины образуются, когда в металле формируются напряжения в результате неравномерного нагревания и охлаждения, когда происходят усадка и изменения величины зерен металла и их расположения; когда сварка ведется при низкой температуре; когда соединяются в жестко зафиксированных изделиях или конструкциях конструкционные и легированные стали и пр. Трещины подлежат обязательному устранению: их вырубают и повторно заваривают.К группе внутренних дефектов относятся следующие:1. Трещины. Причины их появления и способы ликвидации такие же, что и при образовании и устранении наружных трещин.
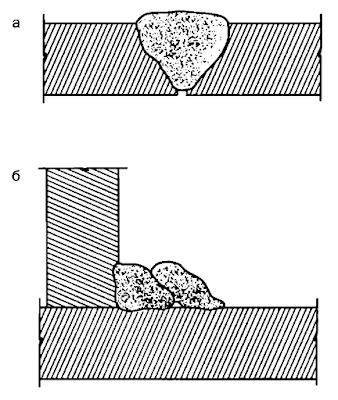 Непровар: а — корня сварного шва; б — кромки
Непровар: а — корня сварного шва; б — кромки2. Непровары корня шва и кромки. Это серьезный дефект, который выглядит как несплавление электродного металла с основным.Помимо того, что в зоне непровара прочность шва резко ухудшается, здесь образуются очаги напряжения, снижающие сопротивляемость шва внешним нагрузкам при эксплуатации изделия или конструкции.Причины непровара различны, среди них могут быть недостаточный ток, низкая мощность горелки, несоответствующий прогрев металла при ускоренном манипулировании электродом или горелкой, проникновение в шов шлака или пленки окислов, малый угол скоса кромок, некачественная подготовка кромок к сварке.Как и в предыдущем случае, непровар аккуратно вырубают, после чего снова заваривают дефектный участок, предварительно выяснив причину непровара;3. Поры, возникающие при поглощении жидким металлом газов, которые не успели полностью выделиться в процессе работы.Другая причина порообразования — выкрашивание каплевидных включений металла и шлака, поскольку мельчайшие капли металла, покрытые пленкой окислов, попав в сварочную ванну, не сплавляются с металлом шва.Наличие пор приводит к тому, что шов становится проницаемым и разрушается под воздействием газов и жидкостей. Поры подлежат вырубанию и повторному завариванию, а при газовой сварке — проковке.4. Шлаковые включения, проникающие в металл при ведении сварки длинной дугой и окислительным пламенем. Как и поры, они негативно отражаются на сечении шва, снижая его прочность.
sudoremont.blogspot.com
Юхин Н.А. Дефекты сварных швов и соединений
Приведены название каждого дефекта и его трехзначное цифровое обозначение (или четырехзначное обозначение разновидности), а также буквенное обозначение согласно Классификации дефектов Международного института сварки (МИС). Рисованные изображения дефектов снабжены пояснениями: допустимость дефекта, внешние признаки (если они имеются), причины и процесс возникновения. Указаны способы предупреждения дефектов как перед сваркой, так и во время сварки и, наконец, способы их обнаружения и устранения.
ОГЛАВЛЕНИЕ
Трещины (100; е)
Микротрещина (1001)
Продольная трещина (101; Еа)
Поперечная трещина (102; Eb)
Радиальные трещины (103; Е)
Трещина в кратере (104; Ес)
Раздельные трещины (105; Е)
Разветвленные трещины (106; У)
Газовая полость (200; а)
Газовая пора (2011; Аа)
Равномерно распределенная пористость (2012; аа)
Скопление пор (2013)
Цепочка пор (2014)
Продолговатая газовая полость (2015; Ab)
Свищ (2016; Ab)
Поверхностная пора (2017)
Усадочная раковина (202; R)
Кратер (2024; K)
Твердое включение (300)
Шлаковое включение (301; Bа)
Флюсовое включение (302; C)
Оксидное включение (303; J)
Металлическое включение (304; H)
Несплавление (401)
Непровар и полный непровар (402; D)
Нарушение формы (500)
Подрез непрерывный протяженный (5011; F)
Подрез перемежающийся локальный (5012; P)
Усадочная канавка (5013)
Превышение выпуклости стыкового шва (502)
Превышение выпуклости углового шва (503)
Превышение проплава (504)
Местное превышение проплава (5041)
Неправильный профиль сварного шва (505)
Наплыв (506)
Линейное смещение (507)
Угловое смещение (508)
Натек (509)
Прожог (510)
Неполное заполнение разделки кромок (511)
Чрезмерная асимметрия сварного шва (512)
Неравномерная ширина шва (513)
Неровная поверхность шва (514)
Вогнутость корня шва (515)
Пористость в корне сварного шва (516)
Возобновление шва (517)
Следы случайной дуги (601)
Брызги металла (602)
Вольфрамовые брызги (6021)
Поверхностные задиры (603)
Утонение металла шва (606)
weldering.com