







Электромуфтовая сварка. Электромуфтовая сварка
Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | - | + | + | 1,5 % |
| 25 | - | + | + | 1,5 % |
| 32 | - | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) | 1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
- Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
 |
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
|
|
Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом.
|
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины. |
 |
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
| Выполнение сварочного процесса | |
 |
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. |
 |
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо. |


| Минимальное время охлаждения: | ||
| d 20 | - 63 мм | - 6 мин. |
| d 75 | - 125 мм | - 10 мин. |
| d 140 | - 160 мм | - 15 мин. |
| d 160 | - 180 мм | - 20 мин. |
| d 200 | - 250 мм | - 30 мин. |
| d 280 | - 355 мм | - 45 мин. |

Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
smp-agru.ru
Электромуфтовая сварка полиэтиленовых труб ПНД
Электромуфтовая сварка полиэтиленовых труб (ПНД)
ГлавнаяЭлектромуфтовая сварка полиэтиленовых труб (ПНД)Электромуфтовая сварка – один из основных видов соединения полиэтиленовых труб (ПНД), особенностью которого является использование специального нагревательного элемента – электромуфты. Данный метод сварки обходится дороже, чем применения сварки встык, но иногда без этого способа не обойтись. В этой статье мы рассмотрим, в каких именно случаях применяется электромуфтовая сварка и каков принцип ее работы.
Сегодня электромуфтовую сварку ПНД используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов. При соединении электромуфтой скорость выполнения работ очень высокая и требуется мало свободного пространства.
Как правило, электромуфтовая сварка полиэтиленовых труб проводится с помощью специального оборудования, оснащённого микропроцессорным управлением. Благодаря этому, муфтовая сварка обеспечивает контроль параметров процесса, автоматическое регулирование времени сварки, которое зависит от параметров фасонного элемента и температуры воздуха.
Технология муфтовой сварки полиэтиленовых труб
Сварка полиэтиленовых труб с помощью такого метода сварки предъявляет особые требования к проведению работ. Перед началом сварки необходимо зачистить поверхности, подлежащие свариванию, следя за тем, чтобы не оставалось никакой грязи или окисной плёнки. В случае приваривания ответвительного седла должны применяться правильно подобранные зажимы. Когда проводится электромуфтовая сварка, труба и фасонный элемент должны оставаться абсолютными неподвижными, причём не только во время соединения, но и в процессе остывания.
Процесс сварки труб с помощью закладных электромуфт производится в следующей последовательности:
- концы соединяемых полиэтиленовых труб должны быть очищены от загрязнений и обезжирены.
- электромуфта надевается на торец одной из труб, до совмещения торца муфты и ПНД трубы. При необходимости труба зажимается в позиционере. Вторая труба совмещается с первой "торец в торец", после чего муфта надвигается в обратную сторону на 1/2 длины муфты.
- провода от сварочного аппарата подключаются к клеммам электромуфты.
- запускается процесс нагрева электромуфты в режиме «автоматический». Сварка труб завершена, когда расплавленный полиэтилен выступил из контрольных отверстий фитинга.
- последний этап процесса - естественное охлаждение свариваемого узла до полной неподвижности.
Основные преимущества электромуфтовой сварки:
- Универсальное применение в отношении полиэтилена и толщины его стенки. Свойства расплавленного полиэтилена дают возможность использовать данный метод для соединения труб с разным диаметром.
- Практичность и удобство при монтаже. Для сварки ПНД данным методом достаточно просто свести вместе концы труб и соединить их нагревательным элементом, после чего нагреть их, просто подав электрический ток на выводы муфты. После этого процесс будет происходить в автономном режиме.
- Надежность. Отличительной особенностью данного метода является надежность и долговечность конечного результата. Материалы в стыках проникают друг в друг, таким образом плотность шва такая же, как и у остальных участков трубы.
- Экономичное и эффективное применение. Аппараты для электромуфтовой сварки отличаются компактным размером, малой массой и сравнительно небольшим энергопотреблением.
Исходя из выше сказанного, можно сделать вывод, что электромуфтовая сварка зарекомендовала себя как надежная, экономичная и удобная технология для соединения трубопроводов в газо- и водоснабжении, а также для канализации. Трубопровод, собранный из полиэтиленовых труб с качественно выполненным процессом сварки, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Однако специалисты завода «Волжанин» отмечают, что обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Если Вы планируете осуществлять соединение труб аппаратами марки VOLZHANIN и у Вас возникли вопросы в процессе использования оборудования, Вы можете получить круглосуточную техническую поддержку по телефону горячей линии 8-800-200-17-45 (звонок по России бесплатный).
www.volzhanin.com
электромуфтовая сварка | RITMO | Plastic Welding Machines
 PIPE CUTTERS
PIPE CUTTERS
ТРУБОРЕЗЫ - Профессиональные труборезы для ручной резки пластиковых труб диаметром до Ø 315 мм. Труборезы TC 108, T1, Tu 75, Tu 140, T3 и T4 изготовлены из сплавов высочайшего качества, практичны и удобны в использовании. Труборезы могут быть оснащены различными режущими...

НОЖНИЦЫ - профессиональный инструмент для ручной резки полимерных труб до Ø 75мм. Ножницы моделей C2 AC и C3 AC изготовлены полностью из нержавеющей стали (модель С42 из алюминиевого сплава). Модели: - C42 Доступный в зеленый или оранжевый - C2 AC - C3 AC
 turbo
turbo
Скребок TURBO иновационный и простой в использовании запатентованный Ritmo скребок для снятия оксидного слоя и фаски на трубах и фитингах. Данный скребок может работать в ограниченных пространствах. Вращающийся инструмент TURBO позволяет быстро и точно производить...
 PIPE SCRAPERS PS
PIPE SCRAPERS PS
PS 180 и PS 400 профессиональные вращающиеся скребки, особоенно подходят для подготовки пластиковых труб и фитингов к электромуфтовой сварке.Устройство удобно в использовании, оснащено поворотным механизмом и специальной конструкцией крепления держателя...
 PIPE SCRAPERS RTC
PIPE SCRAPERS RTC
RTC 160 - 315 - 710Профессиональный инструмент разработанный и запатентованный Ritmo для обработки пластиковых труб перед электромуфтовой сваркой. Скребки RTCиспользуются для механического удаления оксидного слоя на поверхности трубы, который образуется в...
 Aligner ECO 20-63
Aligner ECO 20-63
ALIGNER ECO 20-63 is composed by two aluminum axes on which are mounted self-centering clamps made of steel. The clamps, can easily slide through the entire length of the axes.A positioning plate allows to perform welds in line, 30 °, 45 °, 90 ° and T-branches in diameters between 20 and 63 mm.The fixing of the pipes is done via cable ties (supplied) with fastener and quick release.The aligner is versatile and easy to use. Стандартная комплектация:Aligner, 4...
 ALIGNER 63
ALIGNER 63
UNIVERSAL ALIGNER 63: Профессиональный позиционер для фиксации и центровки труб при электромуфтовой сварке (для труб от Ø 20 до Ø 63 мм). Профессиональный позиционер для фиксации и центровки труб при электромуфтовой сварке.UNIVERSAL ALIGNER 63 полностью изготовлен из специального...
 ALIGNER 160 LIGHT
ALIGNER 160 LIGHT
Универсальный позиционер 160 Light: Профессиональный позиционер для фиксации и центровки труб при электромуфтовой сварке (для труб от Ø 63 до Ø 160 мм). Универсальный позиционер полностью изготовлен из специального алюминиевого сплава. Центральный шарнир позволяет...
 ALIGNER ECO 63 - 180
ALIGNER ECO 63 - 180
ALIGNER ECO 63 – 180 является удобным и профессиональным позиционером для закрепления сегментов труб во время электромуфтовой сварки для труб диаметром от Ø 63 a 180 мм. Позиционер изготовлен полностью из стали со специальными опорами для закрепления сегментов труб перед...
 ALIGNER 125 - 500
ALIGNER 125 - 500
ALIGNER 125 – 500 является удобным и профессиональным позиционером для закрепления сегментов труб во время электромуфтовой сварки для труб диаметром от Ø 125 мм до 500 мм. Позиционер изготовлен полностью из стали со специальными опорами для закрепления сегментов труб перед...
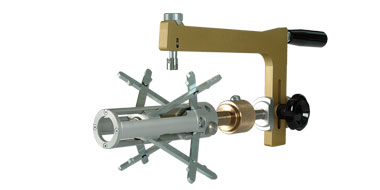
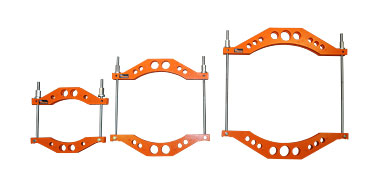 REROUNDER
REROUNDER
Прибор для удаления овальности труб – предназначен для удаления овальности по внешнему диаметру на полимерных трубах во время подготовки к электромуфтовой сварке. Предлагается 3 модели приборов для удаления овальности труб: модель 250-400 для труб с наружным Ø от 250 до...
 SQUEEZER 63-200
SQUEEZER 63-200
SQUEEZER 63-200 is an hydraulic squeezer, very effective and useful in the worksite, to stop the gas or water flow in the HDPE pipelines from Ø 63 to 200 mm - SDR 11, SDR 17. Thanks to this all the works on the line can be done in the highest safety conditions. The squeezing action on the pipe is possible thanks to a hydraulic cylinder which is manually actuated by the operator with a pressing lever. The resulting strength is transferred to two cylindrical rods which squeeze the pipe...
 SQUEEZER 63
SQUEEZER 63
Передавливатель Squeezer 63 – ручной механический передавливатель. Простой и быстрый в применении инструмент SQUEEZER используется на стройплощадке для перекрытия газа или воды в полиэтиленовых трубопроводах диаметром от Ø 16 до 63 мм / SDR 11 - SDR 17. Пережатие трубы...
 CHAMFERING
CHAMFERING
Инструменты SME предназначены для снятия фаски по наружному диаметру трубы для подготовки к электромуфтовой и раструбной сварке.
 BEVELERS
BEVELERS
ФАСКОСНИМАТЕЛИ SME - Профессиональный инструмент для снятия фаски с торцов пластиковых труб диаметром до Ø 315 мм, предназначенных для раструбной или электромуфтовой сварки. Фаскосниматели SME 1 и SME 2 PLUS изготовлены из специального алюминиевого сплава. СТАНДАРТНАЯ...
 MAYA 20-63
MAYA 20-63
MAYA 20-63, manual tool for beveling the ends of plastic pipes for electrofusion, socket fusion, pipe connection. Maya 20-63 covers a range from 20 to 63 mm. Compact and lightweight this chamfering tool proves to be a useful tool to always have in the toolbox.
www.ritmo.it
Сварка полиэтиленовых труб муфтами: технология
Роман Феликсович, Воронеж задаёт вопрос:
Доброго времени суток. Обращаюсь вот по какому поводу. Хочу выяснить, как осуществляется сварка полиэтиленовых труб муфтами. Дело в том, что мне нужно на даче починить водопровод своими руками. Старые трубы в подполье были из металла, они все проржавели, и их надо менять. Оттого и авария случилась. Сейчас уже никто стальными трубами не пользуется. Все устанавливают трубопроводы из полипропиленовых изделий. Самый выгодный и простой вариант соединения полиэтиленовых труб - методом стыковки. Но опять же, для данного процесса нужен крупногабаритный сварочный аппарат, который нужно где-то разместить. И еще муфтовое соединение хоть и выходит несколько дороже, но зато там агрегат для сварки имеет намного меньшие габариты. Что меня весьма устраивает. К тому же сваркой часто не планирую пользоваться. Жду ответа.Эксперт отвечает:
 кабель")
Технология сварки полиэтиленовых труб муфтами предполагает использование специальных приспособлений: сварочного аппарата и электромуфты с закладными нагревательными элементами. Соединение предполагает давление 16 атм. и выполнимо на изделиях с не слишком большим диаметром.
Большей популярностью пользуется простая муфта, использующаяся в соединении прямых участков пары заготовок. Муфтовое соединение - более дорогостоящий метод, нежели сварка стыковкой. Сварка муфтами является незаменимой тогда, когда разместить габаритный агрегат для сварки стыковкой не представляется возможным.
Технология процедуры сварки:
- Приготовленные заранее трубы и электрофузионные муфты для соединений устанавливают четко сонаправленно. Изделия подготавливают, снимая в районе сваривания всех загрязнений на поверхности.
- Прибор, поставляющий ток, включают. В результате начинают нагреваться закладные элементы электромуфты, одновременно с этим плавя окружающий материал.
- В агрегате повышается площадь плавящегося полиэтилена, и становится возможным передать тепло изделия его поверхности, переходящей в плавкое состояние.
- Диаметр нагреваемого изделия повышается. Расплавленный полиэтилен (заключенный в окружности электромуфты) приобретает нужное для сваривания давление.
- На этом моменте возможно отключить питающий прибор. Через некоторый промежуток времени электромуфтовое гомогенное соединение станет полностью готово.
Рекомендация специалистов: питающий аппарат высокого качества способен выполнить всю процедуру сваривания самостоятельно и занести сведения в особый электронный протокол.
Сварка изделий большого диаметра предполагает проведение дополнительной процедуры подогрева. Что важно учитывать, выполняя монтаж трубопровода своими руками?
Техника подогрева осуществляется по такой схеме:
- Совмещение муфты производят поочередно с каждой стороны с заготовками.
- Первым делом выполняют полный цикл сваривания с одной из деталей. Затем сваривают вторую половину электромуфты с другой заготовкой.
- Каждую из сторон электрофузионной муфты значительного диаметра подключают к прибору питания отдельно.
Электромуфты с d 110 мм доступны по цене, что позволяет приравнять экономически электромуфтовую сварку к стыковой.
Поделитесь полезной статьей:
Похожие статьи:
experttrub.ru
Электромуфтовая сварка полиэтиленовых труб
Особенности полиэтиленовых труб потребовали разработки надежных видов их соединений. Самым удобным способом монтажа таких трубопроводов считается в настоящее время электромуфтовая сварка. Данный вид соединения подразумевает использование: • специальных соединительных элементов – муфт – в тело которых помещается нагревательный элемент;• оборудования для электромуфтовой сварки.
Особенности процесса.
Самым надежным способом обеспечить герметичное и в то же время пластичное соединение друг с другом полиэтиленовых труб является их нагревание. Удобнее всего это делать методом электромуфтовой сварки. Все очень просто: концы труб соединяются с помощью специального фитинга, в качестве нагревательного элемента в котором применяется металлическая спираль. Когда на нее подается ток, поверхности нагреваются и надежно сплавляются друг с другом. Подача тока осуществляется с использованием оборудования для электромуфтовой сварки – компактного по размеру устройства.
В зависимости от особенностей расположения спирали выделяют несколько видов соединительных элементов для проведения сварки: • муфты, в которых спираль полностью открыта;• элементы с частично открытой спиралью; • муфты, в которых спираль полностью скрыта.
Наиболее предпочтительным является второй вариант, так как, во-первых, тепло равномерно распределяется по всей площади соединения, а во-вторых, риск повреждения спирали сводится к минимуму. Практика показала, что в отечественных условиях, когда гарантировать правильное хранение и транспортировку муфт может быть достаточно сложно, лучше отказаться от использования соединительных элементов с открытой спиралью. Дело в том, что в процессе неправильного хранения, с нарушенной упаковкой, металлическая спираль начинает окисляться, что значительно снижает ее эксплуатационные характеристики.
Оборудование для электромуфтовой сварки.
Устройства, с помощью которых выполняется термическое соединение друг с другом полиэтиленовых труб, могут иметь различную функциональность. Самые простые имеют ручное управление, то есть параметры сварки приходится вводить оператору. Более современные модели могут сами считывать необходимые данные со штрих-кода, которым производители полиэтиленовых фитингов снабжают свою продукцию.
Удобство использования новейших моделей аппаратов для сварки заключается еще и в том, что в процессе можно вести и протоколирование, что является критичным при выборе оборудования для монтажа газопроводов. Перенос протокола осуществляется с использованием USB портов, а объем памяти может достигать нескольких сотен и даже тысяч сварок.
Большинство современных сварочных машин отличаются универсальностью в использовании, то есть могут работать с трубами различных диаметров и производителей.
Преимущества электромуфтовой сварки.
Данный способ соединения применяется сегодня очень широко по многим причинам: • только подобный метод позволяет с успехом ремонтировать или реконструировать полиэтиленовые трубопроводы;• большая площадь соединения существенно увеличивает его прочность по сравнению со стыковым; • с использованием машин для электромуфтовой сварки можно соединять друг с другом детали трубопроводов, выполненные из различных марок полиэтилена, а также имеющие различные диаметр и толщину; • этот способ при соединении длинномерных труб гораздо удобнее, чем соединение встык;• экономия электроэнергии, достигаемая за счет того, что оборудование для электромуфтовой сварки потребляет меньшую мощность, нежели сварочная машина для сварки встык; • проведение этого вида сварки не требует высокой квалификации персонала и может быть в значительной степени автоматизировано.
Стоит отметить, что соединение полиэтиленовых труб с использованием муфт с нагревательными элементами иметь и определенные недостатки. В частности, это сравнительно высокая стоимость работ в связи с тем, что цена на муфты довольно высока. Помимо этого, необходимо учесть, что время монтажа трубопроводов увеличивается, так как на остывание соединений требуется больше времени, чем при сварке встык.
Тем не менее преимуществ у такого вида сварки гораздо больше, чем недостатков, что и обусловило ее широкое применение. При этом два основных способа выполнения сварных соединений вовсе не исключают друг друга, а выбор их обусловлен обычно особенностями проекта. Если необходимо проложить прямой трубопровод постоянного диаметра, целесообразнее соединять трубы встык. Если же выполняется большое количество отводов и врезок, электромуфтовая сварка оказывается действительно незаменимой.
В настоящее время на российском рынке предлагается и оборудование для электромуфтовой сварки, и соединительные элементы различных производителей. И покупатели имеют возможность выбрать ту марку, в качестве товара которой они могут не сомневаться.
www.btsm-weld.ru








