Порядок проведения электросварочных работ. Электросварочные работы безопасность
Безопасность при сварочных работах

Любые сварочные работы предполагают потенциальную опасность, причем не только для неопытного мастера, но и для профессионала.
Каждое проведение сварочных работ, масштабное или мелкое, должно сопровождаться определенными мерами, которые позволят защитить жизнь и здоровье сварщика и не допустить выхода ситуации из-под контроля.
Случаев, когда из-за несоблюдения техники безопасности сварщик получает травмы, тысячи. Поэтому, прежде чем открыть сварочный кейс и приступить к работе, неплохо бы проверить, все ли меры защиты соблюдены.
Организовывая электричество своими руками, вы рискуете не только собственной жизнью, но и жизнь окружающих, ведь выход сварки из-под контроля может привести к плачевным последствиям.
Итак, существует ряд правил, которые защитят вас и ваше окружение.
Не стоит пренебрегать ими, даже если вы считаете себя опытным мастером, и сварка для вас – дело привычное.
Безопасность при проведении сварочных работ

Выделяют несколько видов опасности при проведении сварочных работ. В первую очередь, это электробезопасность, затем оптическая безопасность, предотвращение пожара, предотвращение возникновения чрезвычайной ситуации во время работы.
Электробезопасность – важнейший аспект работы. Как правило, сварочные аппараты имеют электрическое питание, а значит, риск получить удар током возрастает.
Перед проведением сварочных работ, стоит позаботиться о том, чтобы все провода были изолированы.
Повреждений в изоляции быть не должно, так как это может привести к поражению мастера электрическим током.
Источник тока – сварочный инвектор — основа питания сварочной дуги. Он также нуждается в изоляции, а главное, в заземлении. Стандартный сварочный инвектор также предполагает наличие изоляции сварочной дуги и всех проводов.
Неисправности сварочного аппарата стоит ликвидировать до начала работы, а не во время нее.
Лучше, если чинить сварочные аппараты и их комплектующие будет все же мастер.
Чтобы защититься от случайного поражения током, необходимо проводить работы в специальной одежде, рекомендованной для такой деятельности. Как правило, это специальные рукавицы и войлочная обувь, а также защитный костюм. Кроме того, проследите, чтобы все «обмундирование» было сухим.
Проверять исправность сварочного оборудования необходимо регулярно, желательно – перед каждой работой.
Оптическая безопасность, в переводе на простой язык – это защита глаз.
Повсеместно встречаются мастера, которые производят мелкие, а иногда и крупные сварочные работы без масок или очков. Именно это приводит к печальным последствиям: от частичного повреждения органов, до полной потери зрения.
Безопасность при сварочных работах обеспечивают специализированные защитные маски. Защита же, изготовленная кустарным способом, не гарантирует вашей безопасности.
Кроме того, что очки и маска защитят ваши глаза от случайных искр, они еще смогут отразить мелкую металлическую стружку при зашкуривании.
Попадание такой стружки в глаза грозит серьезным повреждением, вплоть до потери зрения.
Современные маски не только защищают глаза, но и обеспечивают комфортную работу: они не искажают картинку и могут регулировать степень затемнения.
Пожарная и специальная безопасность. Используя сварочный аппарат без соблюдения техники безопасности, вы рискуете не только своим здоровьем, но и безопасностью объекта, на котором работаете и жизнью других людей.
Позаботьтесь о защите от возможного взрыва, если вы работаете в закрытом помещении.
Если же работы за пределами помещения, стоит подумать не только о собственной защите, но и о защите окружающих.
Чтобы не допустить поражения глаз или попадания на окружающих раскаленных брызг, используют специальные экраны и щиты.
Существует также опасность поражения посторонних людей током. Чтобы предотвратить это, существует контур заземления дома и профилактика исправности оборудования, о которой говорилось выше.
Также стоит подумать о том, как предупредит возникновение пожара. Чтобы чрезвычайной ситуации не произошло, исключите возможность проведения сварочных работ вблизи легковоспламеняющихся предметов, сварку металла на дереве или других пожароопасных материалах.
Специальная безопасность также включает в себя меры предосторожности при работе на высоте.
Тросы и страховка помогут вам избежать падения.
Большинство несчастных случаев при проведении сварочных работ связано с безответственностью самого мастера, и лишь небольшая их часть происходит из-за неучтенных факторов.
Если элементарные правила безопасности соблюдаются, работы проводятся в специальном костюме и маске, все источники тока заземлены и изолированы, риск получить травму будет гораздо ниже.
dekormyhome.ru
Обеспечение безопасности при электросварочных и газосварочных работ.
Электросварочные работы осуществляются с соблюдением правил безопасности, установленных для этих видов работ только при наличии разрешения по установленной форме, подписанной руководителем.
Из рабочей зоны производится удаление всех горючих веществ, производится осмотр для выявления опасности возникновения пожара. В зоне проведения электросварочных работ производится остановка всего оборудования и очистка поверхностей от пожаровзрывоопасных веществ. Щели, углубления, отверстия в соседние помещения в пределах рабочей зоны заполняют негорючими материалами с низкой теплопроводностью. Производится сушка полов, конструкций. Назначается ответственный за проведение работ. С исполнителями сварочных работ проводится целевой инструктаж. Не разрешается использовать без изоляции или с поврежденной изоляцией провода, а также применять нестандартные предохранителе.
Соединять сварочные провода следует при помощи опрессования, сварки, пайки и специальных зажимов. Подключение проводов к электрододержателю, свариваемому изделию и сварочному аппарату должно выполняться при помощи медных кабельных наконечников, скрепленных болтами и шайбами.
Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, а также к местам сварочных работ, должны быть надежно изолированы и в необходимых местах защищены от действия высокой температуры, механических повреждений и химических воздействий.
При проведении электросварочных работ во взрывопожароопасных и пожароопасных помещениях и сооружениях обратный проводник от свариваемого изделия до источника тока выполняется только изолированным проводом, по качеству изоляции он не должен уступать прямому проводнику, присоединенному к электрододержателю.
Рукоятка электрододержателя должна быть сделана из негорючего диэлектрического и теплоизоляционного материала. Конструкция электрододержателя для ручной сварки должна обеспечивать надежное зажатие и быструю смену электродов. Электроды, применяемые при сварке, должны быть заводского изготовления и соответствовать номинальной величине сварочного тока.
Электросварочная установка на время работы должна быть заземлена. Помимо заземления основного сварочного оборудования в сварочных установках следует непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный проводник).
Требования безопасности при электросварке:
- при прокладке проводов по металлическим конструкциям оборудования в местах касания проводов подкладываются несгораемые, неэлектропроводные подкладки, с целью исключить возможность выноса напряжения на металлические конструкции;
- температура частей электросварочного агрегата контролируется. При превышении более 750С работы приостанавливаются.
- к работе допускаются лица имеющие допуск по I группе электробезопасности и квалификационное удостоверение электросварщика;
- использовать источники питания постоянного тока;
- перед включением электросварочной установки следует убедиться в отсутствии электрода в электродержателе.
Газосварочные работы.
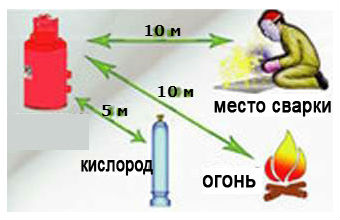
При транспортировании баллонов нельзя допускать толчков и ударов. К месту сварочных работ баллоны должны доставляться на специальных тележках, носилках, санках. Переноска баллонов на плечах и руках не разрешается. Баллоны с газом при их хранении, транспортировании и эксплуатации должны быть защищены от действия солнечных лучей и других источников тепла. Баллоны, устанавливаемые в помещении, должны находиться от приборов отопления и печей на расстоянии не менее 1м, а от источников тепла с открытым огнем – не менее 5м.
Расстояние от горелок (по горизонтали) до баллонов с кислородом или горючими газами должно быть не менее 5м. Хранение в одном помещении кислородных баллонов и баллонов с горючими газами, а также красок, масел и жиров не разрешается.
При обращении с порожними баллонами из-под кислорода или горючих газов должны соблюдаться такие же меры безопасности, как и с наполненными баллонами. Закрепление газоподводящих шлангов на присоединительных ниппелях горелок, резаков и редукторов должно быть надежно и выполнено с помощью хомутов. Допускается вместо хомутов закреплять шланги не менее чем в двух местах по длине ниппеля мягкой отожженной (вязальной) проволокой
При проведение газосварочных или газорезательных работ запрещается:
- допускать соприкосновение кислородных баллонов, редукторов и другого сварочного оборудования с различными маслами, а также промасленной одеждой и ветошью;
- производить продувку шланга для горючего газа кислородом и кислородного шланга горючим газом, а также взаимозаменять шланги при работе;
- пользоваться шлангами, длина которых превышает 30 м, а при производстве монтажных работ – 40 м;
- перекручивать, заламывать или зажимать газоподводящие шланги.
Все электросварочные работы выполняются в соответствии с требованиями ГОСТ 12.3.003-86[25] и РД 09-250-98[38]. Электротехнические устройства, входящие в состав электросварочного оборудования , должны соответствовать ГОСТ 12.2.007.8-75[22]
Электробезопасность.
Все электрооборудование защищается лакокрасочным покрытием от воздействия окружающей среды. При проведении ремонтных работ с электрооборудованием и токоведущими частями применяют сухую и чистую спецодежду диэлектрические перчатки, резиновые боты или коврики, инструменты с изолированными ручками. При ремонте электрооборудование обесточивают и на выключатель нагрузки укрепляют знак «Не включать! Работают люди».
Для защиты от поражения электрическим током применяются следующие технические средства и способы:
– защитное отключение при возникновении внештатной ситуации в результате короткого замыкания или перегрузке в электрической сети, срабатывание вводного автомата;
– компенсация токов в замыкании на земле при передаче измерительных сигналов;
– оградительные устройства в местах опасных для обслуживающего персонала во время ремонтных работ;
– знаки безопасности (предупреждающие плакаты), предупреждающие о возможной опасности в системе защиты оборудования;
– блокировочные устройства в схемах автоматики.
Для обеспечения защиты работающих от случайного прикосновения к токоведущим частям электродвигателей и щита приборов автоматики используются провода с поливинилхлоридной и резиновой изоляцией.
Защита от статического электричества.
Под статическим электричеством понимают совокупность явлений, связанных с возникновением и релаксацией свободного и электрического заряда на поверхности или в объеме диэлектриков, а также на изолированных проводниках.
Технические мероприятия предусматривают аварийное отключение установки от источника напряжения, снятие предохранителей и другие мероприятия, обеспечивающие не возможность подачи напряжения к месту работы, установку знаков безопасности и ограждений остающихся под напряжением токоведущих частей. А также предусматривать следующие меры защиты: отводить заряды посредством заземления оборудования, применять материалы увеличивающие электропроводность, проводить увлажнение помещений или поверхность электризующего материала, ионизировать воздух или среду, устраивать пол с повышенной электропроводностью.
Возможность накапливания зарядов статического электричества, его опасность и способы нейтрализации приведены в таблице 7.7
Таблица 7.7 Возможность накапливания зарядов статического электричества, его опасность и способы нейтрализации.
| Наименование стадии, технологической опера- ции, оборудования и транспортных устройств, на которых ведется обработка или перемеще-ние веществ-диэлектриков, способных подвергаться электризации с образова-нием опасных потенциалов | Перечень веществ- диэлектриков, способных в данном оборудовании или транспортном устройстве подвергаться электризации с образова-нием опасных потенциалов | Основные технические мероприятия по защите от статического электри-чества и вторичных проявлений молнии |
| 1. Щитовая КИПиА | 1. Спец.одежда из синте-тических материалов. 2. Синтетическое покрытие полов (линолеум и т.д.) | 1. Поддерживать микроклимат согласно требованиям. 2. Спец.одежда персонала должна быть хлопчатобумажная. 3. Использовать для покрытий пола натуральные материалы. |
| 2. Технологическое оборудование и трубопроводы | Углеводородный газ, водород-содержащий газ, дизельное топливо, водяной пар, азот, технологический воздух. | Заземление оборудова-ния и трубопроводов в соответствии с «Правилами по защите от статического электри-чества на производствах химической, нефтехими-ческой и нефтеперерабатывающей промышленности» |
Продолжение Таблица 7.7 Возможность накапливания зарядов статического электричества, его опасность и способы нейтрализации.
| 3. Электрооборудование | Детали выполненные из диэлектрических материалов | Заземление электро-оборудования в соответствии с «Правилами по защите от статического электри-чества на производствах химической, нефтехими-ческой и нефтеперерабатывающей промышленности» |
Защитное заземление
Защитное заземление должно обеспечивать защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции. Защитное заземление состоит из заземлителя и заземляющих проводников. Бывают естественные и искусственные. К первым относятся металлические конструкции зданий, надежно соединены с землей, ко вторым стальные трубы или уголок вбитые в землю. Верхние концы сваривают стальной полосой. В качестве заземляющих проводников обычно используют стальные или медные шины, которые приваривают или соединяют болтами к корпусу машин. Заземление выполняется в соответствии ГОСТ 50571.10-96[14]
В случае пробоя на металлический корпус электрооборудования возникает однофазное короткое замыкание, что приводит к быстрому срабатыванию защиты и тем самым автоматическому отключению поврежденного электрооборудования от питающей сети. Зануление следует выполнять электрическим соединением металлических частей электроустановок с заземленной точкой источника питания электроэнергией при помощи нулевого защитного проводника. Защитой являются: плавкие предохранители или максимальные автоматы установленные для защиты от токов коротких замыканий, автоматы с комбинированными расцепителями.
studfiles.net
Безопасность электросварочных работ - Справочник химика 21
Каковы общие требования безопасности электросварочных работ [c.45]
Безопасность электросварочных работ на монтаже ТЭС, 2 ч., 1974 г. [c.226]
Безопасность электросварочных работ [c.88]
ОСНОВНЫЕ ПРАВИЛА БЕЗОПАСНОСТИ ЭЛЕКТРОСВАРОЧНЫХ РАБОТ [c.37]
Назовите требования по пожарной безопасности электросварочных- работ. [c.45]
Правильно ли организованы на предприятии электросварочные работы ( 52—81 Инструкции о мерах пожарной безопасности). [c.379]
Электросварочные работы во взрывоопасных и взрывопожароопасных помещениях должны выполняться в соответствии с требованиями Типовой инструкции по организации безопасного ведения огневых работ, утвержденных Госгортехнадзором СССР. [c.571]
Огневые работы внутри аппаратов и емкостей должны выполняться в соответствии с действующей Типовой инструкцией по организации безопасного проведения огневых работ на взрывоопасных объектах , утвержденной Госгортехнадзором СССР 7 мая 1974 г. с соблюдением мер безопасности, предусмотренных настоящей инструкцией, прн этом дополнительно оформляется разрешение на проведение огневых работ. Аппараты и емкости, в которых проводятся электросварочные работы, должны быть заземлены. [c.239]
Техника безопасности при проведении электросварочных работ [c.90]
При выполнении электросварочных работ и обслуживании электросварочной установки следует выполнять требования настоящей главы, Санитарных правил при сварке и резке металлов Минздрава СССР, а также указания по эксплуатации и безопасному обслуживанию, изложенные в инструкции завода-изготовителя. [c.381]
Порядок проведения электросварочных работ должен соответствовать требованиям Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах, утвержденной Госгортехнадзором России. [c.314]
При организации электросварочных работ внутри аппарата и емкостей должны строго выполняться требования Стандартов безопасности труда, Правил устройства электроустановок (ПУЭ), Правил техники безопасности при эксплуатации электроустановок потребителей (ПТЭ, ПТБ), а также Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и пожаро-взрывоопасных объектах, утвержденной Госгортехнадзором СССР. Огневые работы в емкостях должны проводиться при открытых люках и максимальном доступе воздуха. Для этого в течение всего времени проведения работ проветривание должно осуществляться при помощи передвижных воздуходувок или других вентиляционных устройств, установленных вне емкости. Если при проведении огневых работ в колодцах, туннелях и подобных им сооружениях невозможно обеспечить принудительную вентиляцию, то на трассе проведения работ открывают ближайшие люки по обе стороны от места работы. До начала электросварочных работ емкости должны быть заземлены. Запрещается совмещать огневые работы внутри аппарата с другими видами ремонтных работ. [c.387]
При обрыве дуги (смена электрода, окончание работы) напряжение на реостате исчезает, катушка 2 обесточивается, и контактор под влиянием веса своих подвижных частей отключается. Таким образом, смена электрода проводится только при безопасном напряжении. Данное блокировочное устройство необходимо при проведении электросварочных работ внутри металлических аппаратов, колодцах, тоннелях и в особо сырых помещениях. [c.219]
Ремонтные работы в помещениях химической лаборатории с применением огня (газо- и электросварочные работы) можно проводить только при наличии разрешения администрации по согласованию с зав. лабораторией, начальником пожарной охраны, начальником Отдела охраны труда или инженером по технике безопасности. [c.239]
Правила техники безопасности и промсанитарии для подсобных производств и цехов химической промышленности в кузнечно-прессовом производстве при холодной обработке металлов литейном производстве при электросварочных работах. Введены в действие с 7/У1 1961 г. [c.610]
На основе настоящих Правил на предприятиях и в организациях, производящих электросварочные работы, должны быть разработаны и выданы на руки рабочим подробные инструкции по технике безопасности для электросварщика. [c.905]
В случаях производства электросварочных работ на высоте должны устраиваться механизированные подъемные площадки (люльки) или леса и подмости в соответствии с требованиями главы ХП1 Правил техники безопасности для строительно-монтажных работ , утвержденных 26 февраля 1958 г. президиумом ЦК профсоюза рабочих строительств и промышленности строительных материалов. [c.908]
Электросварочные работы требуют обеспечения безопасности раооты сварщиков, а также и работающих поблизости людей. Сварщик должен быть снабжен очками или щитком со светофильтрами из темного стекла. Электросварщики применяют светофильтры ЭС-500, ЭС-300, ЭС-100, а подсобные рабочие — светофильтры ГС-3 или ГС-7. При возможности место сварочных работ необходимо огораживать ширмами, а мелкие детали сваривать в специальных кабинах. [c.422]
Перед ликвидацией утечки давление в испытуемом участке газопровода необходимо снизить до атмосферного. При необходимости применения газосварочных или электросварочных работ на газопроводах, которые испытывались газом, перечисленные работы должны производиться в соответствии с правилами техники безопасности но производству огневых работ на газопроводах, находящихся под газом. [c.365]
При ремонте деталей должны соблюдаться меры безопасности, зависящие от выбранного способа устранения дефекта. При выполнении сварочных работ непосредственно на тепловозе необходимо соблюдать меры пожарной безопасности. При работе на электросварочных и наплавочных установках рабочие места должны иметь ограждения и местную вентиляцию. При электрохимических процессах выделяется много вредных паров. Поэтому в гальваническом отделении должна быть особо интенсивная общая приточно-вытяжная вентиляция. Работники должны пользоваться кислотостойкой спецодеждой и защитными очками. Загрузку и выгрузку деталей следует производить осторожно, чтобы не разбрызгивать применяемые композиции. [c.42]
Выполнение электросварочных работ во взрывоопасных и взрывопожароопасных помещениях химических предприятий должно проводиться в соответствии с требованиями, изложенными в Типовой инструкции по организации безопасного ведения огневых работ на взрывоопасных и взрывопожарных объектах , утвержденной Госгортехнадзором СССР 7 мая 1974 г. [c.83]
В аварийных случаях разрешение на проведение электросварочных работ может выдаваться начальником цеха или лицом, его замещающим. В этом случае электросварочные работы должны проводиться под непосредственным руководством лица, выдавшего разрешение на их ведение, с уведомлением руководства предприятия службы техники безопасности. [c.84]
Начальник цеха (заместитель начальника производства) назначает лиц, ответственных за подготовку и проведение электросварочных работ, а также определяет объем и содержание подготовительных работ, последовательность их выполнения, меры безопасности при выполнении электросварочных работ, порядок контроля воздушной среды и средства защиты, что подтверждается его подписью в разрешении на производство работ. [c.85]
Разрешение согласовывается с пожарной охраной предприятий в части обеспечения мер пожарной безопасности и наличия на месте проведения электросварочных работ первичных средств пожаротушения в порядке, установленном Правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства . [c.86]
Порядок согласования разрешения со службой техники безопасности и с другими службами предприятия, а также необходимость контроля за выполнением электросварочных работ со стороны службы техники безопасности определяется в инструкциях, разрабатываемых на предприятиях. [c.86]
В тех случаях, когда на предприятии отсутствует пожарная охрана, руководитель, утвердивший разрешение на проведение электросварочных работ, должен выделить специального человека из числа инженерно-технических работников предприятия для осуществления мероприятий по контролю пожарной безопасности при проведении электросварочных работ. [c.86]
При оформлении разрешения на проведение электросварочных работ внутри емкостей (аппаратов, колодцев, коллекторов, траншей и т. п.) должны учитываться все меры безопасности, предусмотренные в предлагаемой памятке и инструкции по работе в закрытых сосудах (емкостях, аппаратах, коллекторах и т. д.). [c.87]
Для проведения электросварочных работ должен быть назначен ответственный из числа инженерно-технических работников цеха, не занятых в данное время введением технологического процесса и знающих правила безопасного ведения электросварочных работ на взрывоопасных и взрывопожароопасных объектах. [c.87]
На основе Типовой инструкции по организации безопасного проведения электросварочных работ на предприятиях должны быть разработаны инструкции по организации безопасного ведения работ с учетом специфики производства и местных условий. [c.91]
Электросварочные работы при монтаже оборудования должны быть организованы в соответствии с ГОСТ 12.3.003—75 Работы электросварочные. Общие требования безопасности и Правилами пожарной безопасности при проведении сварных и других огневых работ на объектах народного хозяйства, утвержденными ГУПО МВД СССР. Электросварочные работы во взрывоопасных и взрывопожароопасных помещениях должны выполняться в соответствии с требованиями Типовой инструкции по организации безопасного ведения огневых работ на взрывоопасных и взрывопожароопасных объектах, утвержденной Госгортехнадзором СССР. Разрешение на сварочные работы в закрытых емкостях по утвержденной Госгортехнадзором СССР форме выдает администрация предприятия. [c.88]
Помимо соблюдения общих правил по технике безопасности на электросварочных работах следует отметить особые требования при сварке нержавеющих сталей. [c.108]
Безопасность работы газосварщика во многом зависит от правильно организованного рабочего места. Места, где производят газосварочные и газорезательные работы, очищают от стружек, пакли и других материалов, чтобы при попадании искры не возник пожар. Сварку и резку металлов на открытых площадках в дождливую погоду, а также при сильном ветре производят под навесом. Расстояние от места производства электросварочных работ до различных легковоспламеняющихся материалов принимают не менее 10 лг. [c.154]
При производстве электросварки необходимо руководствоваться общими правилами техники безопасности при производстве электросварочных работ, а также указаниями, приведенными в 32. [c.210]
Памятка по технике безопасности при электросварочных работах на предприятиях химической промышленности. -М. Химия, 1981. [c.2]
При работе в закрытых емкостях необходимо также надевать полиэтиленовые каски пользование в этом случае металлическими щитками запрещается. Работу в закрытых емкостях должны выполнять г.. менее двух человек, причем один из них должен името первую квалификационную группу (и выше) и находиться снаружи свариваемой емкости для контроля безопасного ведения работ сварщика. Электросварщик, работающий внутри емкости, должен иметь предохранительный пояс с веревкой, конец которой должен быть у второго лица, находящегося вне емкости. При перерывах в работе, а также после ее окончания электросварочную аппаратуру необходимо отключить от сети. [c.93]
Стандарты общих требований безопасности к производственным процессам (например, ССБТ. Производственные процессы. Общие требования безопасности , ССБТ. Работы погрузочно-разгрузочные, подъем и перемещение тяжестей. Общие требования , ССБТ. Работы электросварочные. Общие требования безопасности ) устанавливают требования безопасности к организации производственных процессов и проведению работ требования, связанные с условиями выполнения работ и применением средств обеспечения безопасности и др. [c.15]
Pe foнтныe работы в помещениях лаборатории с применением огня (газо- и электросварочные работы) можно проводить только при наличии письменного разрешения заместителя директора института по научной части (главного инн енера завода) и по согласованию с начальником лаборатории, с начальником пожарной охраны и отделом техники безопасности. [c.707]
С введением в действие настоящих Правил для предприятий и организаций. указанных в п. 1, теряют силу Правила безопасности при производстве автогенных работ с применением электродуговой и ацетилено-кисло-родной сварки , утвержденные постановлением НКТ СССР 9 мая 1933 г., в части электросварочных работ, а также все другие ведомственные правила по технике безопасности и производственной санитарии при электросварочных работах. [c.906]
Перед началом электросварочных работ исполнители должны получить инструктаж о соблюдени и мер безопасности при проведении электросварочных работ на данном объекте. [c.88]
Электросварочные работы должны быть немедленно прекращены при обнаружении отступлений от требовании Типовой инструкции, при несоблюдении мер безопасности, предусмотренных разрешеннелг, а также при возникновении опасной ситуации. [c.88]
chem21.info
Безопасная организация производства работ. Электросварочные и газопламенные работы


 Полезная информация:
Полезная информация: ohrana-bgd.narod.ru
Выполнение электросварочных работ
При электросварочных работах возникает опасность поражения электрическим током. Кроме того, возможно поражение глаз, поверхности кожи на открытых частях тела лучами электрической дуги, получение ожогов каплями расплавленного металла и шлака и отравление вредными газами, выделяющимися при электросварке.

Электрическая схема сварочного генератора.
Для безопасности электросварщик должен быть обеспечен специальной одеждой и защитными приспособлениями. Специальная одежда состоит из куртки, брюк, ботинок с глухим верхом, рукавиц и головного убора без козырька.
Для выполнения потолочной сварки необходимы асбестовые или брезентовые нарукавники. Для сварки цветных металлов и сплавов, содержащих цинк, медь и свинец, необходим респиратор. Лицо и глаза защищают щитком-шлемом или маской. Стекла щитка-шлема (ТИС) или маски должны подбираться по зрению сварщика.
Чтобы принимать нужные меры безопасности при выполнении электросварочных работ, необходимо знать устройство наиболее широко применяемых при этих работах оборудования и аппаратуры, а также правила пользования ими.

Схема сварочного полуавтомата.
Для электродуговой сварки источниками тока обычно являются сварочные трансформаторы или специальные сварочные агрегаты. Напряжение холостого хода трансформатора должно быть достаточным для появления дуги и безопасным для человека, а после возникновения дуги должно уменьшаться до значений, соответствующих напряжению горения дуги. При изменении длины дуги не должна значительно изменяться величина сварочного тока, а при коротких замыканиях ток в цепи не должен превышать рабочий ток сварки более чем на 20—40%.
Необходимо, чтобы сварочный трансформатор обеспечивал возможность легко и плавно регулировать величину тока и быстро реагировать на изменения тока и напряжения в сварочной дуге.
Сварочные трансформаторы имеют трансформаторную и дроссельную обмотки, размещаемые на разных стержнях одного общего сердечника. Между трансформаторной и дроссельной частями сердечника помещен третий стержень - магнитный шунт. Для регулирования сварочного тока перемещают магнитный шунт или подвижную часть дроссельной половины сердечника.

Рисунок 1. Схема автоматического отключения сварочного трансформатора при холостом ходе.
Первичные обмотки сварочных трансформаторов выполняют с номинальным напряжением 220 и 380 В. Со стороны питающей сети сварочные трансформаторы должны быть защищены предохранителями. Провода, подводящие ток к электродам, должны быть гибкими, иметь изоляцию из вулканизированной резины, а поверх нее резиновый шланг. В сети первичного напряжения 220 и 380 В наименьшее сечение проводов на каждую фазу и их защита выбираются соответственно мощности сварочного трансформатора или агрегата.
Широко применяют автоматические устройства для отключения сварочных трансформаторов при холостом ходе (рис.1), обеспечивающие безопасность работы электросварщика при смене электродов.
Основными элементами устройства являются двухобмоточные реле Р, контактор К и котельный трансформатор Т. Контактор имеет два главных контакта и один нормально замкнутый блок-контакт. Главные контакты рассчитаны на силу тока 50 А. Катушка двухобмоточного реле состоит из двух обмотокab иcd.
При разомкнутом электроде Э1 со свариваемой деталью Э2 (свариваемая деталь в данном случае является электродом) главные контакы контактора разомкнуты, и поэтому сварочный трансформатор отсоединен от сети. При этом к электродам приложено вспомогательное напряжение 12 В от вторичной обмотки котельного трансформатора Т.

Требования правил техники безопасности при производстве электросварочных работ.
При замыкании электродов (начало сварки) замыкается цепь напряжения 12 В через нормально замкнутый блок-контакт контактора на обмоткуab двухобмоточного реле. При этом якорь втягивается и замыкает свой нормально разомкнутый контакт, который включает катушку контактора К. Контактор срабатывает и включает сварочный трансформатор, начинается процесс сварки.
При включении контактора его нормально замкнутый блок-контакт размыкается, и обмоткаab двухобмоточного реле обесточивается. Однако двухобмоточное реле остается включенным, так как оживляется вторая обмоткаcd реле, питаемая от дросселя, обтекаемого сварочным током. При размыкании электродов (конец сварки) обмоткаcd реле обесточивается, контактор отпадает и отключает сварочный трансформатор. Схема возвращается в исходное положение.
Описанное устройство работает надежно и при длительной эксплуатации дает большую экономию электроэнергии, так как во время смены электродов или кратковременных перерывов в работе сварочный трансформатор автоматически отключается.
Для сварки в стык, точечной и шовной сварки широко применяют стационарные стыковые, точечные и шовные машины электрической контактной сварки при вторичном напряжении холостого хода их трансформаторов не выше 36 в и первичном напряжении переменного тока не выше 500 В.
В процессе эксплуатации машины должны сохранять постоянство тока и вторичного напряжения. Изменение этих параметров не превышает для установок стыковой и точечной сварки ±6%, а для установок шовной сварки ±3%. Температура нагрева отдельных частей машины не должна быть выше 75°. Для каждой машины необходимо иметь отдельный рубильник и предохранители. На сварочной машине следует установить вольтметр.

Десять правил сварочных работ.
Все части сварочной машины, находящиеся под первичным напряжением, необходимо защищать ограждением, а корпуса машин надежно заземлять. Пол около машины следует держать сухим, покрывать деревянной решеткой или резиновым ковриком.
Поскольку поражение электрическим током возможно как непосредственно в процессе сварочных работ, так и при подключении к сети сварочных агрегатов, наибольшую опасность представляет одновременное прикосновение одной рукой к электроду, а другой к свариваемому предмету. В этом случае сварщик окажется под напряжением вторичной цепи установки, где напряжение колеблется в пределах от 25 до 90 В.
Повышенную опасность представляет также смена электродов, когда полное напряжение холостого хода трансформатора (65—90 В) находится между электродом и свариваемой деталью. При этом сварщик вынужден прикасаться рукой к электроду или к оголенным частям электрододержателем, находящимся под напряжением.
Для предупреждения поражения электрическим током сварщика необходимо, чтобы в передвижных электросварочных установках оба провода до трансформатора и провод от трансформатора к сварочному посту имели надежную изоляцию, регулярно проверяемую в эксплуатации, а также достаточное сечение проводов.
Сварочные установки можно подключать к общей сети только посредством исправных штепсельных соединений и рубильниками закрытого исполнения.
Конструкция электрододержателя должна обеспечивать надежное зажатие и быструю смену электрода. Рукоятка электрододержателя должна быть изготовлена из теплостойкого, плохо проводящего тепло и электричество материала. Запрещается пользоваться электрододержателями, рукоятки которых имеют нарушенную изоляцию.

Требования пожарной безопасности.
Следует учитывать, что смена электродов производится в процессе сварки довольно часто - через промежутки времени, исчисляемые минутами. Увеличение вероятности попадания под напряжение усугубляет опасность этой операции.
Мерой защиты служат сухие брезентовые рукавицы, защищающие сварщика одновременно от ожога металлом и лучистой энергией. В сухих нормальных сварочных помещениях эта мера оказывается вполне достаточной. При сварке внутри металлических котлов, резервуаров или в особо опасных помещениях, где условия для поражения током способствуют этому, необходимо применять другие, более надежные меры защиты. Одной из таких мер является применение безопасного электрододержателя.
Для предохранения глаз от вредного воздействия электрической дуги сварщику необходимо применять щитки или фибровые маски с защитными стенками (светофильтрами). Кроме того, с наружной стороны защитного стекла следует помещать предохранительное обыкновенное белое стекло. Щиток должен закрывать лицо со всех сторон без просветов во избежание попадания в глаза света от соседних электрических дуг.
При размещении нескольких сварочных аппаратов расстояние между токоведущими частями смежных сварочных аппаратов должно быть не менее 1,5 м.
Для предохранения окружающих людей от облучения место работы электросварщиков следует отгораживать щитами или производить электросварочные работы в специальных кабинах.
Капли расплавленного металла могут воспламенить одежду и вызвать ожоги тела. Для защиты сварщиков от ожогов и брызг металла работу необходимо производить в брезентовых рукавицах и спецодежде.
На рукоятке щитка имеется дополнительный фибровый козырек (он легко заменяется при его повреждении), который предохраняет рукавицы от загорания.
При электродуговой сварке выделяются пыль и газы, вредно влияющие на здоровье сварщиков. Для предупреждения отравлений необходимо применять безвредные обмазки для электродов и флюсы при полуавтоматической сварке. Сварочные посты должны быть оборудованы приточно-вытяжной вентиляцией для удаления пыли и газов.
Необходимо помнить, что при работах в котлах и других металлических конструкциях, имеющих соединение с землей, сварщик должен избегать прикосновения к металлическим конструкциям и к неизолированным токоведущим частям сварочной цепи. В этих условиях сварщик обязан производить работу на резиновых матах, в резиновом шлеме, галошах и диэлектрических рукавицах.
В связи с особой опасностью работ в котлах и аналогичных металлических конструкциях лицо, ответственное за их производство, обязано установить специальное наблюдение за работой электросварщика и обеспечить немедленное прекращение подачи тока по его сигналу.
Поделитесь полезной статьей:
Topfazaa.ru