







Назад в прошлое: каменные формы для медного литья. Форма для литья
форма для литья, 5 букв, сканворд
форма для литья
Альтернативные описания• кремнистая осадочная горная порода, богатая кремнеземом
• в геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц
• приспособление в виде рамы, в котором изготовляются земляные литейные формы
• рама с формовочной смесью, в которой сделана полость для заливки металлом
• ящик или рама с формовочной смесью при литье металла
• литейная рама
• рама с формовочной землей для заливки металла
• ящик формовщика
• осадочная горная порода, микропористая, твердая, легкая
• жесткая рама в литейном производстве
• горная порода
• меловой известняк
• известковый суглинок
• ящик для литейной формы
• осадочная горная порода
• рама для литья
• рама с формовочной смесью
• рама для заливки металла
• глина для отливки чугуна
• ящик литейщика
• формовочный ящик для выплавки
• формовочная рама в литейке
• рама, литье
• легкая и пористая горная порода
• литейный ящик
• литейная форма
• порода, богатая кремнеземом
• пористая горная порода
• форма для отливки изделий
• форма для отливки изделия
• кремнистая глина
• формовочная рама
• рама в литейном цеху
• литейная форма без дна
• Форма для заливки металлом
• Приспособление в литейном производстве
• Лёгкая, твёрдая, тонкопористая кремнистая горная порода
• ж. меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди арх.- мез. алебастр. Мягкое и рыхлое вещество вообще, пушина. Иней на деревьях, косматая изморозь, кухта, куржа, куржевина, твер. ивень. Густая опока (на деревьях), к урожаю овса. Опочистая, опоковатая почва, белая, известковатый суглинок. Опоковая калыпь, опоковый льяк, форма для отливки. Опока садится на деревья, когда отпустит, после сильных морозов: сырость воздуха мерзнет на промерзхом дереве, накипает, опекает его; вязкая глина, опока, пристает к сошнику и заступу, липнет или опекает. Опочник м. опоковый, опочный камень, мергель, туф
• формовочная смесь
• лёгкая и пористая горная порода
scanwordhelper.ru
Технология Изготовления Форм для Литья из Бетона: Инструкция

Технология литья из бетона подходит как для изготовления мелких фигурок, так и для массивных предметов, таких как цветочницы, раковины и прочее
Бетон – строительный материал, известный человечеству очень давно. Настолько давно, что сегодня ведутся жаркие споры по естественному происхождению строительного материала египетских пирамид, так как последние исследования показывают наличие внутри «мегалитов» следов овечьей шерсти и прочих инородных включений, коих в настоящем камне быть не может по определению.
К сожалению, к теме нашей статьи это не имеет никакого отношения, хоть и очень интересно – наша же цель, узнать, как проходит изготовление форм для литья из бетона, а также сам процесс заливки бетонных предметов.
Содержание статьи
Назначение литого бетона, его преимущества и недостатки

Использование литого бетона в качестве самовыравнивающейся смеси
Бетон литой – это строительный материал, относящийся к категории гидротехнических. Основным его отличием от обычного является применение в качестве наполнителя мелкофракционного песка и использование пластификаторов, что придает смесям прекрасную текучесть и эластичность.
- Основным связующим веществом является цемент. В качестве добавок используются различные пластификаторы и модификаторы, благодаря которым, готовый бетон имеет низкую усадку, легко растекается по поверхности и не расслаивается.
- Добавки также позволяют дольше удерживать в составе влагу, благодаря чему корректировка поверхности может выполняться в течение большего времени.
- На многих ресурсах можно увидеть информацию о том, что литой бетон не нуждается в виброуплотнении. Отчасти может так и есть, но не совсем. Дело в том, что пузырьки воздуха интенсивно образуются внутри смеси при ее перемешивании, поэтому вибрация при изготовлении фигур разной сложности, либо прокатывание игольчатым валиком в случае наливного пола просто необходимы.
- Итоговая поверхность литого бетона намного лучше переносит воздействие влаги (она хуже проникает в его структуру), благодаря чему перепады температур материал переносит прекрасно.
- Применяется литой бетон не только для изготовления финишных покрытий полов. Этот материал очень облюбовали дизайнеры всех мастей для создания декоративных фигур разных габаритов и сложности. Вот небольшая фото галерея, показывающая такие творения.
Как видите, дизайнерская фантазия не знает границ. Бетон применяется практически везде, благодаря своей универсальности.
Формы для фигур из литого бетона
Формы для литья из бетона или, как их еще называют, матрицы – это определенные емкости, имеющие очертания нужной для изготовления фигуры. Внутрь формы закладывается необходимое количество раствора, содержащего пластификаторы, который затем уплотняется и оставляется сохнуть на нужное время.
Совет! При необходимости получения необычной фактуры, к раствору могут примешиваться керамзит, мелкофракционный щебень, мраморная крошка и прочие наполнители. Если необходимо фигуру окрасить в массе, добавляют различные пигменты — в основном оксиды металлов.

Формы для бетонного производства – бетонные балясины
- После того как фигура высыхает, ее аккуратно извлекают.
- Большинство форм может быть использована повторно. Срок их службы определяется материалом, из которого они изготовлены, аккуратностью мастера, осуществляющего заливку и выемку, а также заводского качества, то есть устойчивости к деформациям, нагрузкам и прочее.
- Изготавливаться формы могут из абсолютно разных материалов. Это и пластик, и силикон, и полиуретан, и дерево, и фанера, и прочее.
- Выбор материала зависит, прежде всего, от сложности изготавливаемой фигуры.
Все формы делятся на два типа: жесткие и мягкие. Первые изготавливаются из ДСП, фанеры, металла, дерева и прочего, тогда как вторые – это полимеры, в основном силикон или жидкая резина.
Гибкие формы применяются для изготовления сложных фигур, например искусственного камня или тех же фигурок в виде животных, людей и прочего. Берется за основу преимущественно силикон, так как этот материал очень прочен и служит долго. Его поверхность настолько скользкая, что позволяет осуществлять заливку без дополнительной смазки, облегчающей выемку.
Также разделить формы можно на разборные и неразборные. Второй вариант изготавливают в единственном экземпляре, чтобы потом при извлечении фигуры разрушить ее. В чем смысл такого подхода, ведь это явно удорожает любое производство?
- Дело в том, что насколько ты не подгоняй части формы друг к другу, между ними всегда будет оставаться некоторый зазор, в который при заливке обязательно попадет бетон.
- В итоге, несмотря на то, что изделие получается цельнолитое, по контурам стыков остается некое подобие швов, которые хоть и незначительно, но портят вид изделия.
- Применение неразборной формы избавляет от этой проблемы, и результат получается словно вышедшим из под рук профессионального скульптора. Так что фактически, неразборные формы являются атрибутом ручной работы, которая стоит больших денег.
Как самостоятельно изготовить форму

Как сделать форму для отливки из бетона: фигурная лепка
Изготовление форм для бетонного литья – процесс, который может быть невероятно сложным и, наоборот, весьма простым. Определяющим фактором сложности является геометрия фигуры, которую вы хотите получить.
- Простые фигуры можно делать, не имея в наличии модели. Например, для имитации искусственного камня можно вырезать выемки в толще пенопласта. Такие формочки необходимо дополнительно укреплять, чтобы они выдерживали массу залитого бетона.
- Если фигура будет иметь сложную конфигурацию, то форму под нее нужно отлить, а значит никак не обойтись без модели.
- Вот тут то и потребуется мастерство, коего у нас, дилетантов, оказаться не может. Мастеру потребуется умение лепить из воска, пластилина, гипса или глины, как на фото выше.
- Так что же мы можем изготовить в домашних условиях своими руками, если таланта и умений нет в наличии? Да все что угодно, при условии, что у нас имеется готовый образец изделия.
Следующая пошаговая инструкция, расскажет о том, как таким нехитрым способом получить нужную форму. В качестве примера возьмем небольшую бетонную раковину.
Итак:

Снятие размеров с готовой модели
- У нас в распоряжении имеется готовое сантехническое изделие округлой формы.
Интересно знать! Сегодня такие раковины очень популярны в Европе, и устанавливаются в роскошных домах на соответствующие постаменты.
- Начать необходимо со сборки короба, который послужит ограничительными бортиками для застывающего силикона.

Измерение высоты бетонной чаши
- Снимаем фактические размеры изделия, чтобы потом прибавить к ним по 5-6 сантиметров для толщины стенок формы.

Резка ДСП панели
- Теперь согласно полученным размерам нам понадобится сделать небольшой ящик, в который свободно уместится раковина, а оставшееся пространство и будет местом под силикон.
- В качестве материала подойдет и дерево, и ОСП панели и металл. В нашем случае мастер взял ламинированный ДСП, который ему нужно распилить на заготовки.
- Очень важно, чтобы грани отпиливаемых деталей были идеально ровными, поэтому резать лучше либо на станке, либо на торцевой пиле. Если в наличие имеется только электрический лобзик, то позаботьтесь о том, чтобы достать ровные, жесткие направляющие, которые позволят резать ровно.
- Следующий этап — это вырезание отверстия в рабочей панели.

Обводка контура раковины по крышке ящика
- Берем заготовку, кладем ее на ровную горизонтальную поверхность, и устанавливаем сверху нашу модель.
- Осторожно и точно обводим карандашом контур раковины.

Чтобы запустить пилку от лобзика, делаем стартовое отверстие
- Теперь нам нужно по полученному контуру вырезать отверстие. Берем шуруповерт и сверло по дереву, и сверлим стартовое отверстие под пилку от электролобзика. Сверлите так, чтобы внешний край сверла не выходил за намеченный радиус.

Резка панели лобзиком требует аккуратности
- Уметь резать ровно лобзиком достаточно сложно — пилка постоянно норовит отклониться от линии.

Убираем круг в сторону
- Проявите всю свою осторожность и никуда не спешите.

Создание контура модели на основании ящика
- Далее берем дно ящика, и осторожно кладем сверху нашу раковину.

Как отлить форму из бетона: сборка основания
- Сделанную ранее заготовку ставим сверху. После этого раковина центруется по имеющемуся в ДСП контуру.

Совмещающаяся метка
- Чтобы не «сбить настройки», рисуем маркером на ребрах панелей прямые черты, которые мы впоследствии будем совмещать. После этой манипуляции панель с отверстием откладывается в сторону. Будьте осторожны и не сместите раковину.

Работа с глиной
- Далее берется глина для лепки, нарезается на полоски, из которых потом необходимо скатать небольшие «колбаски», как показано на фото выше.

Основание заделывается слоем глины
- После используем полученные заготовочки для того, чтобы замазать основание раковины. Будьте внимательны, не оставляйте просветов и не сдвиньте нечаянно модель. Глины не жалейте – ее должно выдавить вверх при повторном совмещении деталей основания.

Шпаклевание щели
- Вторая панель с отверстием возвращается на место и хорошо придавливается. Не забываем про то, что нужно совместить точно поставленные ранее метки. Сверху между отверстием и моделью останется небольшая щель, которую также необходимо заделать глиной
- Берем небольшой шпатель и планомерно проходим весь периметр. Масса не должна выпирать, поэтому снимаем все сверху заподлицо и аккуратно подчищаем остатки ветошью.

Установленная гайка – это форма для будущих соединений
- По углам нашей заготовки необходимо наклеить по две-три закрытых гайки, чтобы при заливке в этом месте образовались выемки, которые послужат для последующих соединений.
- Клеятся они на горячий клей, чтобы не затягивать монтаж.

Установка боковин ящика
- На следующем этапе крепятся боковые стенки. Монтаж выполняем при помощи обычных саморезов. Детали скрепляются по всем швам, чтобы уплотнение было максимальным.

Герметизация швов
- Изнутри все швы промазываются тем же клеем, чтобы закрыть все возможные щели и сделать конструкцию герметичной.

Нанесение аэрозольной смазки на внутренние стенки формы
- Когда клей затвердеет, нам потребуется изнутри форму промазать смазкой, чтобы силикон потом легко отстал. Для этого применяются специальные составы (лучше в виде аэрозоли), которые вы можете приобрести в хозяйственных магазинах.

Приготовление жидкой резины
- Теперь можно взяться за приготовление силиконовой смеси. Действуем строго по инструкции, приложенной производителем. Наливаем компоненты в ведро с высокими бортиками и тщательно все перемешиваем дрелью с насадкой миксером.

Изготовление форм для литья бетона: заливка
- Приготовленная смесь заливается в нашу формочку. Однако наливать нужно не до краев, а так, чтобы силикон не доходил до краев отверстия в раковине нескольких сантиметров.
- После этого жидкая резина выдерживается около 16-ти часов при комнатной температуре (около 23 градусов по Цельсию).
- Теперь нам необходимо сделать вторую часть формочки.

Обмазка краев отверстия глиной
- Для этого снова берем нашу глину для лепки и аккуратно заполняем ей закругление на краях отверстия, то есть, как бы выравниваем его в плоскости.

Монтаж крышки
- Далее из того же ДСП вырезаем крышку для нашего ящика. Она должна плотно сесть на свое место, после чего быть прикрученной с боков на саморезы. Теперь всю форму можно аккуратно перевернуть – конструкция будет иметь солидный вес, так что будьте осторожны.

Снятие крышки
- Саморезы, которые удерживали нижнюю крышку, выкручиваются, после чего сей элемент аккуратно поддевается и вытаскивается.

Извлечение внутренней панели
- Следом вместе с глиной удаляется и рабочая панель с отверстием. Удалите все остающиеся частицы мусора, чтобы не испортить ответную часть формы.
- Если гайки, которые мы клеили по углам, застряли в силиконе, то подковырните их аккуратно отверткой и тоже уберите в сторонку – они больше не понадобятся.
- Протрите чашу раковины чистой сухой тряпочкой.

Шпаклевание отверстий от саморезов
- Разомните снова глину и зашпаклюйте с ее помощью все верхние отверстия, которые остались от саморезов, иначе силикон при заливке утечет в них.
- Также как мы это делали ранее, загерметизируйте форму при помощи горячего клея, после чего нанесите слой смазки.

Заливка ответной части формы
- Снова разводим наш силикон и заливаем его прямо внутрь чаши. Заполните теперь форму до краев, после чего оставьте сохнуть на те же 16 часов.

Разборка готовой формы
- Когда указанное время истечет, нужно будет разобрать форму и извлечь изнутри модель. Сначала раскручиваем все саморезы и, поддевая чем-то плоским и прочным, удаляем бортики. Далее снимается верхняя крышка, после чего уже можно доставать содержимое.
В итоге на месте удаленной раковины образуется пустота, в которую мы и будем заливать бетон для литья.
Как видите, процесс изготовления формы хоть и растянут во времени, но не представляет чего то сверхсложного. Стоит понимать, что цена на такое удовольствие будет не маленькой, однако возможность многократного применения изделия, окупает затраты многократно.
Работа с изготовленной формой
Давайте же теперь разберемся, как выполнить заливку бетонного раствора в получившуюся форму, и посмотрим, что из этого выйдет.

Чистота превыше всего
- Начинаем с того, что тщательно очищаем форму от грязи и пыли. Любые мелкие загрязнения приведут к неизбежным дефектам на поверхности новых раковин, поэтому уделите этому вопросу внимание.
- Теперь нам нужно изготовить две крышки из ДСП, которые будут буквально на 5 миллиметров шире формы со всех сторон. Как они выпиливаются, вы уже знаете, поэтому идем дальше.
- Крышка, которая будет установлена на ту сторону формы, где осталось отверстие, тоже должна иметь дырочку, через которую будет осуществляться заливка. Делаем ее точно также, как мы поступали при изготовлении формы.

Стяжка формы
- Данные элементы нужны нам для того, чтобы мы могли, не деформируя, плотно прижать части опалубки друг к другу. Устанавливаем их на свои места, после чего стягиваем всю конструкцию при помощи четырех гибких хомутов, как показано на фото, крест-накрест.
- Стяжка должна быть достаточно плотной, чтобы предотвратить вытекание бетона и в то же время не нужно переусердствовать, так как деформация приведет к получению искривленного изделия, в нашем случае – раковины.
- Далее готовится бетонная смесь, которая согласно задумке может иметь разную фактуру и цвет. Для приготовления таких смесей используется только высококачественный портландцемент марок 400 и 500, у которого не желательно наличие добавок.
Совет! Маркировка «Д0» указывает на то, что цементный порошок состоит на 100% из качественного цементного клинкера и не имеет в составе никаких добавок.
- Цемент мешается с песком средней фракции – где-то 2,5. Сырье должно быть идеально чистым, чтобы по итогу не получилось брака. Если все-таки мусор местами наблюдается, то обязательно выполняется предварительное просеивание.
- Соотношение компонентов определяется согласно рецептуре, как 1 к 2 (больше песка).
- Следом добавляются пластификаторы, масса которых не должна превысить 1,5% от веса замешиваемого за раз раствора.
- Добавляется также и пигментирующее вещество. Например, если вам хочется получить белую раковину, то используйте диоксид титана, в количестве не более 8%.
- Последний компонент смеси – это, конечно же, вода. Ее количество не должно превысить 25% от массы сухого вещества.
- Все вместе это перемешивается в бетономешалке до образования однородной массы.

Процесс заливки
- Итак, берем нашу форму, ставим ее на вибростол и начинаем аккуратно закладывать приготовленную смесь. Спешить не нужно, после каждой порции, дайте бетону немного распределиться внутри опалубки, чтобы воздух изнутри выходил, не встречая препятствий.
- Наливаем бетон до тех пор, пока он не покроет собой всю формочку, после чего изделие откладывается в сторону и оставляется сохнуть не менее чем на сутки, после чего можно провести распалубку и дать изделию высохнуть окончательно.

Готовое изделие
- Раскрываем форму и, о чудо! Видим внутри точно такую же раковину, как ту, что мы использовали в качестве модели. Красота, да и только! Теперь изделие можно покрыть специальным лаком и пользоваться им.
На этом все! Мы разобрали, как изготавливаются формы для фигур из бетона, и как ими правильно пользоваться. Информация очень интересная и может послужить как людям, желающим найти для себя любимое хобби, так и тем, кто хочет подобным образом зарабатывать деньги. В окончание предлагаем вам видео в этой статье, которое расскажет и покажет еще много интересного.
beton-house.com
изготовление формы, литье грузил, станок, тигель
Свинец и его сплавы широко используют для изготовления шрифтов, подшипников скольжения и множества небольших деталей. Кроме того, свинец является основным компонентом аккумуляторных батарей разной емкости.

Свинец
В быту свинец используют для получения рыболовных снастей, грузов для балансировки колес и пр.Большая часть деталей машин и узлов, изготавливаемых с использованием свинца, производят, применяя литейные технологии.
Технологический процесс литья из свинца
Свинцовые сплавы — это многокомпонентные составы, которые могут содержать в своем составе до 10% меди. Ее наличие существенно повышает температуру плавления. Второй по значимости компонент – сурьма. Основное достоинство свинцовых сплавов является то, что для работы с ними можно использовать формы практически любой конфигурации, при довольно небольших давлениях. Температура плавления свинца довольно небольшая – 325-350 градусов и это позволяет отливать свинцовые детали в домашних условиях.
Для литья свинца применяют технологию литья под давлением. В качестве печей для расплава применяют оборудование, работающее на различных видах топлива – газа, мазута, кокса и электрической энергии. Это оборудование должно обеспечивать выполнение следующих требований:1. Минимальное время, затрачиваемое на плавку.2. Минимальные потери материала.3. Минимальный расход топлива.4. Безопасную и комфортную работу.Для получения расплава свинца и его сплава температуры обеспечиваемой в печах достаточно для плавления свинца.Обработку свинца производят в тигельных печах. Главное отличие этого класса оборудования заключается в том, что расплав не входит в контакт с продуктами сгорания топлива. Свинец и его сплава плавят в печах с металлическими или графитовыми тиглями, которые могут работать на нескольких видах топлива.
Тигельные печи выпускают в двух исполнениях:• стационарное;• поворотное.Печи с графитовыми тиглями для литья позволяют выполнять плавку различных металлов – и свинец, и олово, и алюминий. Причем переход с одного металла на другой происходит с минимальными затратами. Но тигли, выполненные из графита, обладают невысокой стойкостью и поэтому чаще применяют тигли, выполненные из чугуна.

Процесс литья свинца
Процедура получения свинцовых деталей выглядит следующим образом. Свинцовые чушки или лом погружают, где и происходит переход свинца из твердого состояния в жидкое. После этого жидкий материал разливают по подготовленным моделям.Принцип отливок в промышленности и домашнем хозяйстве одинаков, ключевые различия заключаются только в масштабах.
Формы для выплавки свинца
Как уже отмечалось ранее, свинец для получения деталей отливают в формы. Формы для литья изготавливают из разных материалов – в промышленности используют сталь, чугун, графит, алюминиевые сплавы. В домашних условиях используют песок, гипс, силикон и другие материалы.Форма свинцовой отливки может быть изготовлена руками, но чаще всего применяют механизированное оборудование. Тем более что во многих домашних мастерских можно встретить хоббийное механическое оборудование.
Конструктивно форма для отливки свинцовых изделий состоит из нескольких частей:1. Собственно форма, как правило, включающая в свой состав две части.2. Плавкие или неплавкие стержни, направляющие и замки.Для изготовления гипсовой формы необходимо подготовить две коробки, выполненные из дерева. Затем, гипс, разведенный до сметанообразного состояния гипс, заливают в деревянную коробку. После того как через некоторое время гипс начнет застывать, в это время можно в него установить будущее изделие. При этом оно, должно быть, погружено в гипс наполовину. Так будет сформирована первая половина формы. Аналогичную операцию необходимо выполнить для получения второй формы. После того как гипс высохнет форма будет готова. Для того, что бы можно было заливать расплавленный свинец во время изготовления формы необходимо сформировать литьевое отверстие.

Формы для литья цинковых изделий
Перед тем как залить в форму ее рабочую поверхность необходимо смазать маслом. Это облегчит в дальнейшем разборку формы. После того как заготовка готова ее достают из формы и подвергают механической обработке.Детали можно получать, применяя различные виды материалов для изготовления форм. Например, литье в металлические формы, это самый распространенный вид, применяемый на производстве. Для изготовления форм применяют чугун, сталь и алюминий. В промышленных масштабах изготовление литейных форм из металла не составляет особого труда. Вся документация, необходимая для изготовления форм, разрабатывается в конструкторском бюро и передается в производство, где и происходит ее изготовление.

Силиконовая форма для литья свинца
Один из способов получения свинцовых отливок — это литье свинца в силиконовую форму. Изготовление литьевой формы из силикона, пожалуй, самое длительное по времени. Дел в том, что практически все операции по созданию формы производят вручную, нанося силикон на макет слоями и тщательно его, выравнивая руками. Кроме того, надо учитывать, что нанесенный слой должен просохнуть, а это 10 – 15 минут. Но в этом случае результат оправдывает ожидания и на выходе будет получена многооборотная форма.
Литье свинца под давлением
Технологию литья под давлением применяют в том случае, если стоит задача производства небольших отливок с тонкими стенками.
Эта технология имеет определенные преимущества:1. Высокая точность отливок.2. Высокое качество поверхности.3. Отсутствие необходимости проведения дальнейшей механический обработки отлитых изделий.4. Возможность изготовления заготовок со сложной конфигурацией.5. Высокая производительность комплекса литья под давлением.6. Низкое количество некондиционных изделий.7. Экономия средств и ресурсов при изготовлении крупных партий отливок.
Область применения литья из свинца
Свинец входит в первую пятерку используемых в быту и промышленности цветных металлов. Он уступает только алюминию, меди и цинку.Свойства свинца и определили сферу его применения. Основной потребитель этого металла предприятия по производству аккумуляторных батарей. Это вызвано тем, что свинец обладает высокой стойкостью к воздействию щелочей. Для установки в аккумуляторы используют решетки, выполненные из сплава свинца и сурьмы.Определенные объемы свинца применяют для нужд электротехники, его используют для производства кабельно-проводниковой промышленности. Производство топлива также не обходится без свинца. Из него производят тетраэтилсвинц, используемый для повышения эксплуатационных характеристик топлива.

Область применения литья из свинца
Использование ядерной энергии породило множество технических проблем и одна из них – защита от радиации. Свинец поглощает гамма-лучи именно это свойство, позволило использовать свинец для защиты от радиации.Лакокрасочная промышленность потребляет большое количество свинца, из его оксида производят сурик.Литье из свинца в домашних условияхЛитье свинца в домашних условиях вполне осуществимо. Для получения расплава свинца достаточно обеспечить его разогрев до температуры 327 градусов. Для этого можно использовать газовую плиту, горелку. Некоторые умельцы умудряются использовать промышленные фены, способные разогреть воздух до 500 градусов.

Область применения свинца в домашних условиях
Как правило, литье в домашних условиях производят с целью получений рыболовной оснастки – грузил, блесен. Кроме того, из свинца отливают фигурки солдатиков, части ювелирных изделий и пр.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Модели для литья: точное литье повыплавляемым, газфицируемым
Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.

Литье по выплавляемым моделям
В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Область применения
Особенности этого технологического процесса позволяет его использовать и на крупных предприятиях, и в небольших мастерских, и в домашних условиях.
В промышленности, так исторически сложилось, что литье по выплавляемым моделям применяют в машиностроении, в частности, по этой технологии выполняют отливки корпусных деталей для продукции электротехнической промышленности, деталей судов, автомобилей.

Литье по выплавляемым моделям в машиностроение
Надо отметить, что такое широкое применение литья по такой технологии стали применять в промышленных масштабах относительно недавно. Это было связано с тем, что существовали определенные проблемы при получении формы. Их стало возможным решить после появления такого химиката, как этилсиликат. Его использование позволило допиться необходимых показателей по термической стойкости и вязкости материала.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
Модель после получения формы не утилизируют и ее можно использовать для получения новых форм.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр.Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух.Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают.Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Огнеупоры
Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Все дело в том, что принципы, заложенные в технологию литья в песчаные формы во многом сходны с принципами литья по выплавляемым моделям.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Готовые отливки
Изделия, получаемые при литье металлов можно разделить на несколько типов:
- Чушки, которые в дальнейшем будут использоваться для дальнейшей переплавки.
- Слитки, предназначенные для обработки давлением.
- Фасонные изделия, которые могут быть отправлены на дополнительную механическую обработку, необходимую для удаления литников, облоя.

Готовые отливки
Современные технологии литья металлов позволяют получать детали, которые не требуют дополнительной обработки.
Преимущества и недостатки литья по выплавляемым моделям
Такая технология литья отличается следующими достоинствами:
- Высокая точность получаемых отливок, это позволяет исключить или уменьшить количество механической обработки.
- Возможность получения отливок сложной конфигурации, в том числе и с тонкими стенками.

Преимущество метода — точность детали
Но, литье по формам обладает существенным недостатком, они довольно сложны в изготовлении, и обладают высокой стоимостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
сущность литья, технология, изготовление песчаных форм
Литье в песок (литье в песчано-глинистые формы) — один из самых распространенных методов получения литых заготовок во многих отраслях промышленности – станкостроение, автомобильная отрасль и многое другое. Этот способ широко применяют при единичном, серийном и массовом производстве.

Литье в песчаные формы
Технология литья в песчаные формы
Технология литья в формы из песка не отличается сложностью. Такой метод литья применяют для изготовления отливок и деталей из серого чугуна, низкоуглеродистые стальные сплавы. Иногда, литье в песчаные формы используют для обработки цветных металлов – алюминия, меди и пр.
Выбирая такое литье в песок технолог, должен понимать, что качество готовых деталей будет довольно низким. Это связано в первую очередь с тем, использование такой технологии не может гарантировать того, что в жидкий сплав не попадут посторонние включения. При литье в песчаные формы весьма бурно происходить газообразование, особенно этот процесс, проявляет себя при литье во влажные формы. Допустимо использовать такую форму литья для получения деталей со сложной геометрией. Но ряд ограничений на получение таких заготовок накладывает то, что изъятие готовой отливки сопряжено с определенными сложностями.
Литье в песок позволяет получать заготовки до сотен тонн весом. Таким образом, производят станины для металлорежущего оборудования, корпусные детали и пр.Между тем точность получаемых заготовок ниже 14 квалитета, кроме того, на поверхности отлитых деталей можно встретить раковины, посторонние включения. Именно поэтому те поверхности, которые будут контактировать с другими деталями, всегда подвергают механической обработке.
Литейная продукция
Литье в песок или землю применяют для производства множества деталей. Для удобства потребителей их можно систематизировать в несколько групп.Группа А – к этой группе относят отливки простой формы – кольца, колеса, маховики и пр.Группа Б – к этой группе относят элементы арматуры, подшипниковые корпуса, сложные поверхности с тупым или острым углом.Группа В – она включает в себя заготовки для зубчатых колес, станины, кожуха и пр.Группа Г – это отливки для производства станочных станин, сложные корпусные детали.Группа Д – это отливки, которые получают методом формования по модели.
 Cложные корпусные детали
Cложные корпусные детали  Заготовки для зубчатых колес
Заготовки для зубчатых колес  Арматура
Арматура  Отливки простой формы
Отливки простой формы Таким образом, можно сделать вывод, что в формы из песка можно выполнять отливку и канализационных люков, и детали со сложной геометрической формы, например, кожуха ступеней компрессоров и пр.При проектировании формы из песка, конструктор должен учитывать то, что в том направлении куда будет извлекаться готовая отливка не должна иметь никаких препятствий в виде выступающих стержней и пр.
Литейные модели
Модели для такой формы литья в песок должны выдерживать довольно большое давление, которое возникает при набивке опоки литейной землей. Именно поэтому для изготовления литьевых форм применяют металл, твердую древесину. Все материалы, которые допустимо использовать для изготовления литьевых форм допускается комбинировать. То есть их можно собирать на резьбовых соединениях, склеивать и пр. Для устранения пор на деревянных частях моделей из тщательно обрабатывают абразивной шкуркой. Затем, ее покрывают лаком. При изготовлении литейных форм необходимо учитывать то, что необходимо выдерживать углы наклона вертикальных плоскостей. Наличие этих углов впоследствии облегчит изъятие готовой отливки из формы.

Основные элементы литья в песчано-глиняные формы
Одним из ключевых факторов, определяющих качество выполнения литья – это свойства песка (земли), применяемого для получения литьевой оснастки. Практика показывает то, что чем мельче и чище песок, тем качество получаемой отливки будет выше.Нельзя забывать и о стержнях, которые могут быть много- или одноразовые.
Общая классификация песчаных формовочных смесей
В зависимости от применения смеси можно разделить на следующие подвиды:
- облицовочные их применяют при создании рабочей поверхности формы;
- диные (наполнительные), их применяют непосредственно для создания формы.

Общая классификация песчаных формовочных смесей
Облицовочные материалы обладают толщиной, которая определяется толщиной будущей отливки, она может составлять 20 – 100 мм. Сверху смеси, применяемой для облицовки, может быть засыпана наполнительная смесь.Наполнительную или единую смесь применяют для набивки всей формы и применяют для производства оснастки при всех видах производства, начиная от единичных изделий и заканчивая массовым.
Изготовление литейной песчаной формы
Литье в песчаные формы начинается с ее создания. Отличительной чертой песчаной оснастки является то, что их можно использовать только один раз и для получения новой детали необходимо изготавливать новую.
Оснастку производят, имея на руках модель будущей детали. Ее устанавливают в опоку (деревянная или металлическая коробка для формовочной смеси), засыпают землю. Затем необходимо уплотнить засыпанную песчаную смесь. Для этого используют ручной или механизированный инструмент ударного действия и приспособления. По достижении смесью необходимой кондиции, то есть необходимой плотности, модель извлекают и в распоряжении литейщиков останется готовая технологическая оснастка.
Для получения полостей расположенных внутри будущей отливки применяют стержни. Их как правило, изготавливают из того же материала, что и саму оснастку.В процесс производства литейной формы из песка входят следующие основные этапы.
- установка модели в опоку;
- уплотнение песчаной смеси;
- изъятие модели из опоки.
Трудоемкость и технология производства литейной оснастки во многом зависит от следующих параметров:
- размера будущей отливки;
- количества полостей;
- типа оснастки.
Если изготавливаемая форма требует дополнительного нагрева или запекания, то затраты времени на ее производство резко вырастут. Для облегчения изъятия готовой отливки на рабочие поверхности наносят различные смазки, например, солидол.
Сборка песчаной литейной формы
После того как оснастка для литья произведена, ее готовят для заливания расплава. Рабочие поверхности необходимо смазать специальным составом, который способствует свободному извлечению готовой отливки. После подготовки рабочих поверхностей выполняют установку литьевых стержней.

Процесс изготовления формы
На завершающем этапе, полуформы соединяют между собой и надежно скрепляют. Надежность сборки не позволит расплаву вытечь за пределы формы.
Типы песчаных форм
Многообразие песчаных форм для литья позволило их разделить на несколько групп, предназначенных для получения отливок с разными характеристиками.

Песчаные литейные формы
Всего можно назвать 7 групп литейной технологической оснастки или модельных комплектов.
- Модельный набор, произведенный из металла, в состав, которого входят дополнительные приспособления для выполнения машинной формовки.
- Набор, выполненный из металла, в его состав включены дополнительные приспособления, которые предназначены для выполнения машинной и ручной формовки.
- Модельный набор, используемый для выполнения машинной и ручной формовки. Сами модели произведены из металла, а некоторые части, например, стержни для формирования полостей выполнены их древесины разных пород.
- Набор для производства ручной и машинной формовки. Модели и стержни, подвергаемые сильному износу, выполняют из металла.
- Набор для формовки отливок из твердых пород древесины.
- Набор для формирования отливок, выполненный из мягких пород древесины.
- Наборы для выполнения ручной формовки отливок.
Сырая песчаная форма
Для производства литьевой оснастки используют смеси, состоящие из песка, воды, глины и какого-либо связующего материала. Типовой рецепт выглядит примерно так:
- 90% песка;
- 3% воды;
- 7% глины.

Сырая песчаная форма
Оснастку такого типа относят к весьма экономичным и широко используемым.
Подсушенная песчаная форма
Производство такой оснастки похоже на производство сырой формы, но в рецептуру вводят дополнительные материалы, предназначенные для связывания компонентов смеси.

Подсушенная песчаная форма
Рабочие поверхности оснастки просушивают прогреванием. Такой подход к изготовлению форм приводит к росту точности размеров заготовок и их качества. Производство таких форм требует больших затрат времени и в результате их стоимость растет, а выпуск деталей нижается.
Сухая песчаная форма
В оснастке такого типа используют добавки органического типа. Их задача связывание компонентов смеси в единое целое. Окончательную обработку производят в печи. К явным достоинствам этих изделий можно отнести точность выполненной отливки. Но надо понимать, что эти формы обладают высокой стоимостью изготовления и низкой производительностью выполнения отливок.
Химически твердеющая песчаная форма
В формовочный состав химически твердеющей оснастки вводят смолы. Они обеспечивают формирование модели на открытом воздухе без использования термической обработки.

Химически твердеющая песчаная форма
В основе смеси лежит кварцевый песок. Кроме, песка в состав смеси входит жидкое стекло и едкий натр. Добавление этого химиката оказывает влияние на технологические свойства литейной формы. В частности, будет продлен срок ее эксплуатации. После затвердевания, ее прочность будет выше, чем у смесей другого типа.
Характеристики литейного песка
Выполняя литье в песчаную оснастку надо понимать, что качество отливки напрямую зависит от состава и свойств литейного песка. Практикой литейного дела определены пять ключевых параметров, которые определяют качество литейного песка.

Физические характеристики песка
- прочность;
- газопроницаемость;
- стабильность при воздействии температуры;
- способность к просадке;
- возможность многократного использования.
Прочность
Прочностью называют способность смеси сохранять заданные параметры во время выполнения литейной операции и транспортировки опоки внутри производственного помещения.
Газопроницаемость
Газопроницаемость – это способность песка пропускать через себя газы, образовывающиеся при затвердевании расплава. Если смесь обладает высокой проницаемостью, будет снижена пористость отливки. Если проницаемость низкая, то качество поверхности будет значительно лучше. Газопроницаемость напрямую зависит состава и фракции песчаной смеси.
Термическая стабильность
Возможность оснастки при воздействии температуры сохранять заданную форму, оказывать сопротивление растрескиванию и появлению иных дефектов, проявляющихся при действии большой температуры расплавленного металла, называют термической стабильностью.
Способность к просадке
Способность формовочной смеси плотно сжиматься в процессе затвердевания отлитой детали. Если бы песок не обладал таким свойством, то отлитая заготовка не имела бы возможности изменять размеры внутри формы. А это в результате привело бы к растрескиванию заготовки и проявлению других дефектов, возникающих при разливе расплавленного металла.
Повторное применение
Это обозначает возможность использования формовочной смеси для производства оснастки, предназначенных для формирований новой партии отливок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
каменные формы для медного литья
Помимо общеизвестного и распространенного литья в землю или более «экзотического»-в березовый гриб, существовал способ литья в каменные формы, преимущественно мелких предметов: крестики, пуговки-гирьки, украшения, пряслица.
 Каменные литейные формы применялись еще в глубокой древности. При археологических раскопках, ученые неоднократно находили каменные формы для отливки наконечника копья и других изделий.
Каменные литейные формы применялись еще в глубокой древности. При археологических раскопках, ученые неоднократно находили каменные формы для отливки наконечника копья и других изделий.
В качестве материала для таких форм может применяться талько-актинолито-хлоритовый сланец. Этот камень легко обрабатывается всеми видами режущих инструментов, но требует предварительного обжига при температуре 800— 1000 в течение 12—24 час. (в зависимости от толщины формы).
Перед первой заливкой форму рекомендуется нагреть до 150—200° и нанести на ее рабочую поверхность защитный слой из серебристого графита (в старину использовали сажу, например при горении бересты). После заливки и некоторой выдержки — форму раскрывают, извлекают отливку, наносят графит на поверхность полости формы и вновь собирают ее для следующей заливки.
Опыт применения каменных форм показывает, что поверхность чугунных и бронзовых отливок, отлитых в этих формах, получается совершенно гладкой и не имеет отбела (для чугуна). Внутренняя поверхность формы после большого числа заливок сохраняет свой первоначальный вид, что указывает на высокую стойкость материала формы.
Каменные формы из талько-актинолито-хлоритового сланца могут широко применяться не только как полупостоянные формы, но и взамен кокилей при массовом производстве мелких отливок из различных сплавов.
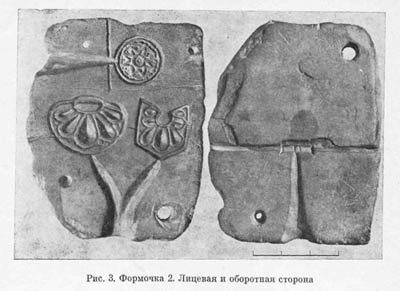
Как правило, при археологических раскопках каменные формы находят на месте древней мастерской или недалеко от нее. Например, вот эти формочки были найдены в центре Древнего Киева. Культурный слой, в котором была обнаружена мастерская, относится к X в.
 Первая формочка (рис. 2) представляет собой пластину почти прямоугольной формы, размером 6,5X7 см при толщине 0,9—1,4 см. Обе стороны формочки являются рабочими — на них вырезаны изображения, служившие для отливки поясных украшений. На одной стороне находятся изображения четырех поясных бляшек. Они выполнены в виде трехлепестковых пальметок с отверстиями у основания ростка. По внешнему обводу каждого изображения часто нанесены точки, которые при отливке имитировали мелкую зернь. Здесь же вырезано 5—6 точек более крупного размера, вероятно, для имитации более крупной зерни. Все вырезанные изображения весьма сходны между собой. Однако левая пара бляшек незначительно отличается от правой. Последние несколько больше по размерам, отверстия здесь овальные, точек для крупной зерни шесть, а не пять, как у левой пары. Изображения бляшек каждой из этих пар имеют только те отличия, которые вызваны самим процессом ручной резьбы по камню, а также в количестве точек для мелкой зерни. К каждому из рисунков проделан литник. По краям формы находятся три отверстия для штифтов, служивших для фиксации крышки. На другой стороне формы вырезано еще три изображения поясных украшений. Поперек пластины, почти па всю ее ширину, расположен наконечник пояса. Вся поверхность последнего заполнена искусной резьбой растительного характера, которую в целом можно представить как дерево жизни, увенчанное тремя солярными знаками. Ниже находится изображение малого наконечника, украшенного гораздо проще — узким пояском с точками, идущими по контуру рисунка. Рядом вырезана маленькая сердцевидная бляшка с круглым отверстием в основании. На этой стороне формочки в нижней ее части находятся четыре отверстия для штифтов. Вероятно, сначала использовалась одна пара отверстий, однако вследствие долговременного использования формочки пришлось сделать новую. На торце формочки резцом сделана куфическая надпись на арабском языке. Мы полагаем, что надпись на формочке, вероятнее всего, означает имя владельца формочки, а не мастера-резчика, выполнившего изображение бляшек (хотя не лишено вероятности предположение, что это было одно и то же лицо).
Первая формочка (рис. 2) представляет собой пластину почти прямоугольной формы, размером 6,5X7 см при толщине 0,9—1,4 см. Обе стороны формочки являются рабочими — на них вырезаны изображения, служившие для отливки поясных украшений. На одной стороне находятся изображения четырех поясных бляшек. Они выполнены в виде трехлепестковых пальметок с отверстиями у основания ростка. По внешнему обводу каждого изображения часто нанесены точки, которые при отливке имитировали мелкую зернь. Здесь же вырезано 5—6 точек более крупного размера, вероятно, для имитации более крупной зерни. Все вырезанные изображения весьма сходны между собой. Однако левая пара бляшек незначительно отличается от правой. Последние несколько больше по размерам, отверстия здесь овальные, точек для крупной зерни шесть, а не пять, как у левой пары. Изображения бляшек каждой из этих пар имеют только те отличия, которые вызваны самим процессом ручной резьбы по камню, а также в количестве точек для мелкой зерни. К каждому из рисунков проделан литник. По краям формы находятся три отверстия для штифтов, служивших для фиксации крышки. На другой стороне формы вырезано еще три изображения поясных украшений. Поперек пластины, почти па всю ее ширину, расположен наконечник пояса. Вся поверхность последнего заполнена искусной резьбой растительного характера, которую в целом можно представить как дерево жизни, увенчанное тремя солярными знаками. Ниже находится изображение малого наконечника, украшенного гораздо проще — узким пояском с точками, идущими по контуру рисунка. Рядом вырезана маленькая сердцевидная бляшка с круглым отверстием в основании. На этой стороне формочки в нижней ее части находятся четыре отверстия для штифтов. Вероятно, сначала использовалась одна пара отверстий, однако вследствие долговременного использования формочки пришлось сделать новую. На торце формочки резцом сделана куфическая надпись на арабском языке. Мы полагаем, что надпись на формочке, вероятнее всего, означает имя владельца формочки, а не мастера-резчика, выполнившего изображение бляшек (хотя не лишено вероятности предположение, что это было одно и то же лицо).
 Вторая форма (рис. 3) имеет размеры 8X6 см при толщине 0,4— 0,8 см. На одной стороне вырезаны изображения пятиугольной бляшки, украшенной семилепестковой пальметкой, сегментовидной бляшки, а также круглой бляшки с восьмиугольной звездой. Литник круглой бляшки перерезается под прямым углом каналом для штифта, служащего для изготовления отверстия в ушке отлитого изделия.
Вторая форма (рис. 3) имеет размеры 8X6 см при толщине 0,4— 0,8 см. На одной стороне вырезаны изображения пятиугольной бляшки, украшенной семилепестковой пальметкой, сегментовидной бляшки, а также круглой бляшки с восьмиугольной звездой. Литник круглой бляшки перерезается под прямым углом каналом для штифта, служащего для изготовления отверстия в ушке отлитого изделия.
На торце, куда входит литник прямоугольной и сегментовидной бляшек, вырезан крест. На другой стороне в центре вырезано изображение колодочки с литником и каналом для штифта для образования полости в колодочке.
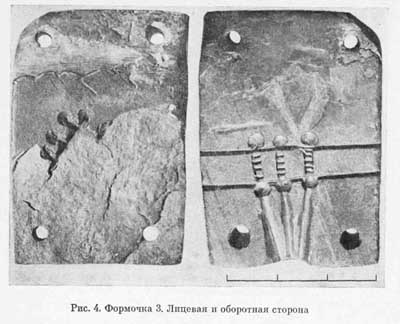 Третья форма (рис. 4) меньше предыдущей (3,5х5 см при толщине 1,3 см). Полностью сохранилась лишь одна сторона, где вырезано три полуцилиндрических колодочки, к каждой из которых ведет отдельный литник. Для придания изделиям полой конструкции прорезано два параллельных канала для штифтов. Вследствие механического повреждения на второй стороне сохранился лишь незначительный фрагмент изображения.
Третья форма (рис. 4) меньше предыдущей (3,5х5 см при толщине 1,3 см). Полностью сохранилась лишь одна сторона, где вырезано три полуцилиндрических колодочки, к каждой из которых ведет отдельный литник. Для придания изделиям полой конструкции прорезано два параллельных канала для штифтов. Вследствие механического повреждения на второй стороне сохранился лишь незначительный фрагмент изображения.
Все формочки изготовлены из шифера (пирофиллитового сланца) овручского происхождения.
 Первые две формочки относятся к одному литейному набору, служившему для изготовления поясных украшений (рис. 5). Так, большая продолговатая бляшка с круглым концом, украшенная сложным изысканным орнаментом, служила наконечником боевого пояса. На нем изображены трилистники со сложными завитками, перерастающие друг в друга и образующие своеобразное «древо жизни». Малый наконечник с заостренным концом предназначался для ремешков, к которым крепились меч, нож, кошелек и т. д. Маленькая бляшка расположенная рядом с наконечниками, с отверстием для язычка пряжки ножен также прикреплялась на эти ремешки. Сами ремешки крепились к боевому поясу при помощи бляшек-пальметок с продолговатым отверстием, которые находятся на другой стороне этой формочки. Бляшки крепились к поясу, а через их отверстия пропускались ремешки. Находящиеся здесь же другие две бляшки меньшего размера располагались на боевом поясе и окаймляли отверстие для язычка пряжки. Сегментовидная бляшка могла также употребляться для пропуска ремешков. Пятиугольная бляшка, вероятно, прикреплялась к щитку пряжки пояса. А круглые бляшки со звездой в середине, по всей видимости, украшали остальную часть пояса. (Возможность приделать ушко этой бляшке указывает на существование также варианта использования ее в виде подвески). Как известно, количество бляшек на боевом поясе воина бывало довольно значительным. Так, на поясе, найденном в 1848 г. в Чернигове у Елецкого монастыря, насчитывалось 57 бляшек и наконечников.
Первые две формочки относятся к одному литейному набору, служившему для изготовления поясных украшений (рис. 5). Так, большая продолговатая бляшка с круглым концом, украшенная сложным изысканным орнаментом, служила наконечником боевого пояса. На нем изображены трилистники со сложными завитками, перерастающие друг в друга и образующие своеобразное «древо жизни». Малый наконечник с заостренным концом предназначался для ремешков, к которым крепились меч, нож, кошелек и т. д. Маленькая бляшка расположенная рядом с наконечниками, с отверстием для язычка пряжки ножен также прикреплялась на эти ремешки. Сами ремешки крепились к боевому поясу при помощи бляшек-пальметок с продолговатым отверстием, которые находятся на другой стороне этой формочки. Бляшки крепились к поясу, а через их отверстия пропускались ремешки. Находящиеся здесь же другие две бляшки меньшего размера располагались на боевом поясе и окаймляли отверстие для язычка пряжки. Сегментовидная бляшка могла также употребляться для пропуска ремешков. Пятиугольная бляшка, вероятно, прикреплялась к щитку пряжки пояса. А круглые бляшки со звездой в середине, по всей видимости, украшали остальную часть пояса. (Возможность приделать ушко этой бляшке указывает на существование также варианта использования ее в виде подвески). Как известно, количество бляшек на боевом поясе воина бывало довольно значительным. Так, на поясе, найденном в 1848 г. в Чернигове у Елецкого монастыря, насчитывалось 57 бляшек и наконечников.
Резьба по камню, особенно выпуклых линий, которые при отливке дают углубленные линии,— очень тонкий и кропотливый труд. Обработка такой формочки требовала как специального материала и инструмента, так и опытного мастера-резчика. Изготовление литейной формочки требовало значительных затрат труда. Эти затраты оправдывали себя лишь в случае массового производства. «Только наличие широкого и гарантированного круга заказчиков или наличие рынка могли способствовать появлению таких дорогих и трудоемких приспособлений, как эти литейные формы»,— подчеркивал Б. А. Рыбаков.
Длительная и интенсивная работа мастерской (на что указывает залощенность форм, новые отверстия для штифтов и т. д.) говорит о том, что такой спрос на изделия данного вида в Киеве X в. уже существовал.
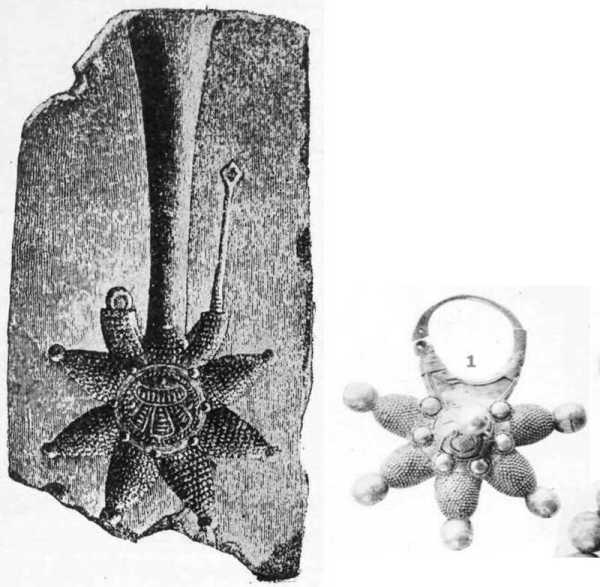
На рисунке выше приведена формочка для отливки колтов из киевских мастерских на Фроловской горе. Справа готовая серебряная сережная подвеска в виде семиконечной звезды (колт) из клада, найденного на территории Старой Рязани.

Серебряный браслет 12 века из собрания Государственного исторического музея (Москва), внизу одна из половинок каменной формы.

Стенд в ГИМе (г. Москва)
Культура Древнего Китая также использовала каменные формы для литья. На фото ниже изображены древние китайские каменные формы для литья зеркал, толщина отливки 1,5-4 мм диаметр 150-200 мм, поражающие своей изящностью.

Назревает интересный вопрос: как древние ремесленники боролись с отводом воздуха из канала для заливки? Ведь, если он (воздух) не вытеснится из канала по щели стыка полуформ, то тогда будет непролив. Например, как можно пролить тонкий кончик данной иглы:

Вероятно, применялся метод центробежного литья, т.е. достаточно сразу после заливки повращать, допустим на веревке, форму, и металл прольется хоть через отверстие диаметром с волос. И потом есть еще и молоток, после литья кончик можно отковать! А наклёп обеспечит еще и упрочнение кончика.
Есть еще одна хитрость, булавка могла быть биметаллической, достаточно перед заливкой вложить в форму железную иголку залить металл и все.

Одна из половинок каменной формы для отливки лунниц (XII-XIII вв.)

Одна из половинок каменной формы для отливки лунниц. Найдена в Смоленской области, на берегу Западной Двины.
На обеих формах очень хорошо видно место, куда перед заливкой вставлялся штифт образующий отверстие в оглавии.

Эти формы найдены на Украине. В нижней части изображения уникальная двухсторонняя форма из розового шифера (вероятно, для изготовления перстней и нательных оберегов-амулетов). Интересно, что куски розового шифера во множестве встречаются на селищах 10 -13-х веков. Добывался в Овруче (Вручий), что на Волыни. Из него изготавливали так называемые пряслица (грузики для веретена), иногда крестики. Розовый шифер бывает разных оттенков, от оранжевого до тёмно-фиолетового, хорошо подвержен обработке, можно обрабатывать простым ножом. Также литейные формы резались из мягких пород камня — известняка, песчаника, шифера, сланца и даже берёзового гриба. Каждая форма по своему уникальна, и найти совершенно одинаковую невозможно. У каждого мастера была своя специфика и технология отливки.

Сравнение двух форм: слева-домонгольская бронзовая форма для отливки иконки с поясным изображением Святого Георгия. Аналогичные бронзовые формы использовали для оловянисто-свинцовых сплавов. Особенно, это было распространено в Новгороде и Пскове, где не возникало проблем с сырьем - прежде всего с оловом, которое в XI-XVII вв. было только привозным. Справа-каменная форма для отливки скандинавских подвесок.
В более позднее время литье в каменные формы больше применялось для отливки небольших медных изделий-нательных крестиков, пуговок-гирек, копоушек и др.

Каменная форма, найдена в доме, перевезенном из затопляемой г. Мологи. Форма двухсторонняя из темного камня. На лицевой стороне форма для нательного крестика, и навершие копоушки-петушок. На оборотной стороне-верхняя часть пуговиц-гирек.
Небольшая статья, посвященная изготовлению каменных форм и отливки в них, есть в книге С.В. Гнутовой "Русское медное литье" Выпуск 2. (стр. 162) Фото и цитата из книги:
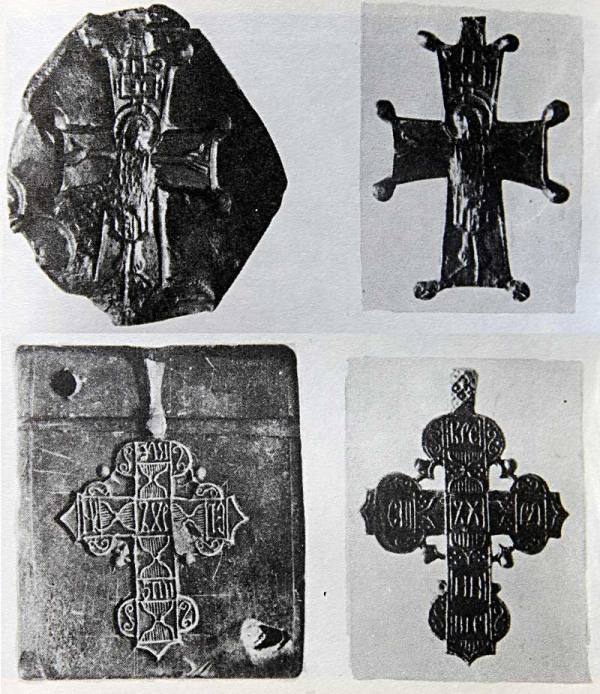
Верхняя часть изображения-каменная форма креста XII-XIV вв.. Нижняя часть-каменная форма креста XVII-XVIII веков.
Сама технология отливки в каменные формы достаточно полно рассмотрена Б. А. Рыбаковым капитальном труде «Ремесло Древней Руси», им же отмечена и замена греческих надписей на русские — вероятно, первый случай столь частого впоследствии изменения деталей при сохранении первоначального ядра композиции.
Им же было отмечено, что выпуклые греческие буквы на каменной форме могут быть изменены только на углубленные русские. Поэтому Б. А. Рыбаковым был сделан вывод о более позднем происхождении памятника, точно копирующего греческий, поуже с русскими буквами.
Однако эта принципиально возможная переделка каменной формы на существующих памятниках встречается довольно редко, и неудивительно, ибо выражение тонкого выпуклого рельефа (на форме) затруднительно на столь твердом и хрупком материале, как камень. Большинство углубленных русских букв, встречающихся на медной отливке, выполнено не на каменной форме, а чеканено или гравировано непосредственно на уже отлитой реплике. Надо думать, что ремесленниками руководило, в данном случае, элементарное чувство желания минимальной затраты сил для достижения рационального и точного результата.
Все трудности обработки камня неизбежно ставят вопрос о распространении выделки каменных форм для получения литых произведений. Изучение сохранившихся каменных форм приводит к интересным выводам о возможных сроках службы каждой формы.
Большинство сохранившихся каменных форм для отливки сравнительно сложных изображений представляют собой обломки с довольно четко сохранившимся рельефом. Между тем при многократных отливках именно мелкие детали рельефа должны пострадать в первую очередь. В данном случае относительная хрупкость камня, неспособность его противостоять тепловым напряжениям приводит именно к раскалыванию всей формы, что и подтвердилось при пробных отливках в искусственно приготовленные имитационные формы.
Материал изготовления каменных форм достаточно разнообразен, например, шифер, сланец, большинство же форм, по выводам Б. А.Рыбакова, изготовлялось из известняка — то есть материала, отличающегося сравнительно меньшей хрупкостью, но не допускающего тонкого и чистого рельефа. Именно этими качествами, возможно, и объясняется факт выделки большинства позднейших форм из известняка, поэтому же и все позднейшие формы содержат только примитивные изображения.
Таким образом, можно подвести итог о неудобности каменных форм для изготовления сложной литой пластики.
1. Трудность изготовления.
2. Невозможность вырезания тонкого рельефа, особенно характерного для XV—XVIII веков (вспомним высказывание В. И. Леретца о «живописной пластике» этого периода).
3. Кратковременный срок службы каменной формы, тем более что для воспроизведения реплик вполне достаточно получение первого экземпляра.
4. Возможность переделки каменной формы ограничена, во всяком случае, любая переделка вызывает увеличение отливки. Поэтому, даже при возникновении первоначального изображения в камне все радикальные изменения последующих реплик должны происходить на другом материале.
Все вышесказанное позволяет сделать вывод об ограниченности изготовления каменных форм для литой пластики, что и иллюстрируется сохранившимися экземплярами как каменных форм, так и образцов древнерусского литья.
В конечном итоге, на послемонгольский период древнерусского ремесла можно распространить высказывание Б. Л. Рыбакова по поводу более раннего периода, когда расширение массовости производства ведет к изменению самой технологии ремесла. Кроме того, помимо вопросов тиражирования, сказался и чисто художественный фактор, ибо изменение изобразительных задач требует и перемену самой техники художественного производства.

Уважаемые посетители данного ресурса-коллеги, буду премного благодарен, если Вы пополните данную коллекцию каменных форм для медного литья своими фото:
www.mednyobraz.ru
Как сделать форму для литья
Изготовление литейных форм, на фрезерном станке Roland Modela
Студент ФабЛаба рассказывает, как она сделала форму для литья на фрезерном станке Roland Modela, и отлила в форму металл и пластик.
Задача: Разработать произвольную фигурку или изделие, которое мы могли бы повторить несколько раз, сделав для него форму для литья.
Я решила скачать модель фигуры с Thingiverse и по-своему персонализировать её в Rhinoceros. Мне хотелось попробовать поработать с твёрдыми материалами такими как металл или жесткий пластик, поэтому сама форма для литья должна была быть мягкой. Контрформу мы делали из воска для моделирования с помощью фрезерного станка Roland Modela, а для самой формы мы использовали термостойкий силикон.
Скачать файл модели формы можно здесь: Rhino 3D модель Формы для литья [.3dm]
Общие рекомендации при изготовлении формы и контрформы: 1) Рассчитайте диаметр используемой фрезы. Убедитесь, что вы оставляете достаточно места между вашим изделием и стенкой контрформы. 2) Оставьте отверстие достаточного размера для заливания материала, а также дополнительное вентиляционное отверстия для выхода воздуха. 3) Стенки контрформы должны быть немного наклонены. 4) Если вы делаете форму из двух частей, не забудьте сделать шипы и пазы для точного соединения половинок. 5) Помните, что для отливки твердых изделий нужны мягкие формы. 6) Обратите внимание на соотношение смешиваемых материалов отливки.
Процесс изготовления
Изменить форму черепа я пробовала двумя разными способами, чтобы получить двустороннюю форму для отливки. Так как отливать я буду из металла, и изделие будет твердым, то сама форма должна быть мягкой. Я подготовила 3D-модель контрформы в Rhinoceros, которую буду вырезать из бруска воска для моделирования размером 7,0 X 14,1 X 3,5 см. Также я учла и оставила необходимые отверстия для заливки металла и вентиляционные отверстия.
После того, как я закончила делать 3D-модель, я стала вырезать из бруска модельного воска контрформу, на фрезерном станке Roland Modela. Для черновой обработки я использовала концевую 2-зубую фрезу диаметром 3 мм, для чистовой - сферическую фрезу диаметром 1,5 мм. Я прошлась по чистовой только в одном направлении (ху), так как на мой взгляд и этого было вполне достаточно, и дополнительная обработка была ни к чему, а время - сэкономилось. На черновую и чистовую обработку в общей сложности ушло примерно 3 часа и 20 минут.
Когда контрформа была вырезана, я начала делать собственно саму форму из термостойкого силикона. Как я упоминала ранее, форма должна была быть не только мягкой, но и очень термостойкой, поэтому я использовала силикон повышенной термостойкости Mold MAX® 60. Порядок действий изготовления нашей формы для литья: 1) Нанести некоторое количество универсальной разделительной смазки-спрея и дать ей подсохнуть в течение 3 минут. 2) Сделать смесь для силикона: компоненты A и B смешиваются в массовой пропорции 100A:3B (или согласно инструкции к тому силикону, который вы используете). 3) Вылить смесь в контрформу, убедившись, что внутрь не попали пузырьки воздуха. 4) На всякий случай тщательно простучать форму, пока все пузырьки воздуха не выйдут на поверхность. 5) Дать силикону застыть в течение суток.
К сожалению, в моём случае получилось так, что через сутки силикон был всё ещё незастывшим. Оказалось, что весы были испорчены, показывали неверный результат, и я смешала в неправильной пропорции! После очистки контрформы с помощью воды и мыла я постаралась сделать всё правильно.
Хоть и со второго раза, но получилось же!
Теперь всё готово к долгожданной отливке. Для того, чтобы отлить металлические изделия я сделала следующие шаги: 1) Добавить тальк в форму. 2) Нагреть печку или сосуд, в котором будете плавить металл, подождать пока ваши заготовки расплавятся. Соблюдайте технику безопасности и работайте в перчатках! 3) Сложить обе части формы и выровняв сжать их каким-нибудь удобным для вас способом. Части формы должны быть хорошо сжаты, чтобы не допустить протечек. 4) Аккуратно и неспешно залить расплавленный металл. 5) Сразу же окунуть форму в холодную воду для охлаждения. Оставить форму в воде до тех пор, пока она достаточно хорошо не остынет и можно будет её трогать. 6) Снять форму и достать ваше изделие.
Черепа вышли очень неплохими, с хорошей детализацией. Один из них я отполировала, а второй оставила без обработки (см. рисунки).
После завершения работ с металлом, я попробовала сделать то же самое из пластика. Процесс был проще, так как пропорция смеси для материала составляет 1:1. Также пластиком легче оперировать, он не горячий и отливать из него проще. Результат на картинке:
engraver.ru









