2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях. Как осуществляется грубое регулирование силы тока в сварочном трансформаторе
ТЕСТ «Источники питания сварочной дуги»
Бюджетное профессиональное образовательное учреждение
Омской области
«Седельниковское училище № 65».
ТЕСТ
Источники питания сварочной дуги
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2015
Источники питания сварочной дуги.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1. Какую внешнюю вольт-амперную характеристику может иметь источник питания для ручной дуговой сварки?
а) Падающую.
б) Жесткую.
в) Возрастающую.
2. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В;
б) 80-90 В;
в) 127 В.
Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
4. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
5. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) С помощью изменения расстояния между обмотками.
б) Путем изменения соединений между катушками обмоток
в) Не регулируется.
6. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
Инверторные источники обладают:
а) малой массой и габаритами;
б) низким коэффициентом полезного действия;
в) бесступенчатым регулированием сварочного тока.
Выпрямители имеют маркировку:
а)ВД;
б)ТД;
в) ТС.
Напряжение холостого хода источника питания — это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи;
б) напряжение на выходных клеммах при горении сварочной дуги;
в) напряжение сети, к которой подключен источник питания.
10. Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) напряжение и ток сети, к которой подключен источник питания;
в) ток и напряжение, на которые рассчитан нормально работающий источник.
Эталон ответа:
вопрос
1
2
3
4
5
6
7
8
9
10
ответ
а
б
в
а
в
а
а, в
а
а
в
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
infourok.ru
Плавное регулирование - сила - сварочный ток
Плавное регулирование - сила - сварочный ток
Cтраница 1
Плавное регулирование силы сварочного тока осуществляется дросселем насыщения Дн ( рис. 40), встроенным в трансформатор. Изменение магнитного сопротивления сердечника дросселя производится за счет подмагничивания сердечника магнитным потоком дополнительной обмотки, питаемой постоянным током и называемой обмоткой управления ОУ. [1]
Для плавного регулирования силы сварочного тока внутри каждого диапазона изменяют расстояния между обмотками. С этой целью катушки первичной обмотки передвигают вдоль сердечника при помощи рукоятки, находящейся вверху сварочного выпрямителя и соединенной с ходовым винтом. [2]
Транзисторные источники питания обеспечивают плавное регулирование силы сварочного тока, надежное возбуждение дуги и ее устойчивое горение ( со стабильной силой тока) при колебании длины от 0 5 до 3 мм, плавное уменьшение силы тока дуги в конце сварки, что необходимо для устранения кратера шва. Пульсации тока в дуге возникают с помощью генератора импульсов 4 ( см. рис. 5.12), выполненного на полупроводниковых триодах. Переход с импульсного режима на непрерывный осуществляется переключателем Я. [3]
Дроссель-регулятор типа РСТЭ-53 служит для получения крутопадающей характеристики трансформатора, создающей условия для устойчивого горения дуги и плавного регулирования силы сварочного тока. Имеет сердечник стержневого типа. Ярмо сердечника разъемное и одна его часть может перемещаться при помощи ходового винта, снабженного рукояткой. При вращении рукоятки по часовой стрелке сила тока увеличивается, против часовой стрелки - уменьшается. [4]
Выпрямитель обеспечивает преобразование напряжения трехфазной сети переменного тока в требуемое для процесса дуговой сварки напряжение постоянного тока с созданием необходимой падающей внешней характеристики и обеспечением возможности плавного регулирования силы сварочного тока в нужных пределах. [6]
Выпрямитель имеет два диапазона регулирования силы сварочного тока соответственно соединению первичной и вторичной обмоток трансформатора звезда-звезда или треугольник-треугольник. Плавного регулирования силы сварочного тока в каждом диапазоне достигают изменением индуктивности рассеивания понижающего трансформатора за счет изменения расстояния. [8]
Выпрямитель имеет два диапазона регулирования силы сварочного тока соответственно соединению первичной и вторичной обмоток трансформатора звезда-звезда или треугольник-треугольник. Плавного регулирования силы сварочного тока в каждом диапазоне достигают изменением индуктивности рассеивания понижающего трансформатора за счет изменения расстояния между первичной и вторичной обмотками. [10]
Регулирование силы сварочного тока смещением щеток - ступенчатое. Плавное регулирование силы сварочного тока получают, изменяя сопротивление регулировочного реостата Дрег ( см. рис. 64, а и б), включенного в цепь обмоток возбуждения. При этом увеличивается или уменьшается напряжение на щетках А и В и соответственно сила сварочного тока. [12]
В верхнюю планку крепления вторичной обмотки запрессовывается ходовая гайка, а верхняя планка крепления катушек первичной обмотки служит подпятником для ходового винта. При вращении ходового винта рукояткой, расположенной вверху трансформатора, в вертикальном направлении перемещается ходовая гайка зажимного устройства, и, следовательно, катушка вторичной обмотки, сближаясь с первичной катушкой или удаляясь от нее. Таким образом происходит плавное регулирование силы сварочного тока. [14]
Для получения больших сил токов з-д Электрик изготовляет сварочный генератор типа СМК-3 по схеме Кремера. В этом случае падающая характеристика обеспечивается взаимодействием трех обмоток: шунтовой, независимого возбуждения и противокомпаундной, противодействующей двум первым. Обмотка независимого возбуждения питается от сети постоянного тока напряжением 110 или 220 V, а при неимении таковой-от отдельного возбудителя. Для получения силы тока больше 600 А нужно включить генератор СМК-3 на параллельную работу с подобными генераторами. Для обращения генератора СМК-3 в многопостную машину ( постоянного напряжения 65 - 85 V) необходимо выключить противокомпаундную обмотку; в этом случае работа производится через реостаты. Для сварки дугой переменного тока завод изготовляет переносные однофазные трансформаторы типа СТ-2 на силу сварочного тока 70 - 300 А. Трансформаторы строятся для непосредственного присоединения к сети однофазного или трехфазного тока напряжением 120 / 220 - 380 / 500 V. Во вторичную Цепь трансформатора включается отдельный индукционный регулятор с подвижным железным сердечником для плавного регулирования силы сварочного тока. Трансформатор и регулятор приспособлены для передвижения и переноски. V; первое применяется при нормальной работе, второе-при затрудненных условиях работы ( колебание напряжения в первичной цепи, удаленность места С. [15]
Страницы: 1 2
www.ngpedia.ru
Регулирование - сила - сварочный ток
Регулирование - сила - сварочный ток
Cтраница 1
Регулирование силы сварочного тока производят секционированием первичной или вторичной обмоток или же изменением расстояния b между первичной и вторичной обмотками. В трансформаторах с магнитным шунтом силу тока можно регулировать, изменяя положение шунта. [2]
Регулирование силы сварочного тока осуществляется регуляторами типа РСТЭ Сварочными постами равномерно загружают три фазы трансформатора. Пост включают между одним - из линейных проводов и нулевым проводом ( фиг. [3]
Для регулирования силы сварочного тока изменяют напряжение вторичной обмотки трансформатора путем включения в питающую сеть различного числа витков секций первичной обмотки. При этом изменяется коэффициент трансформации - отношение чисел витков первичной и вторичной обмоток. При увеличении числа витков первичной обмотки ( повышении коэффициента трансформации) напряжение вторичной обмотки, а следовательно, и сварочный ток уменьшаются, при уменьшении числа витков - увеличиваются. [4]
Сварочный регулятор служит для регулирования силы сварочного тока и для улучшения устойчивости горения электрической дуги. Для регулирования силы тока на регуляторе ослабляют средний винт, вращая два закрепляющих крайних винта. Затем, по вертывгя средний винт по часовой стрелке, увеличивают силу тока, против часовой стрелки - уменьшают ее. После регулирования крайние винты закрепляют. [5]
Сварочный регулятор служит для регулирования силы сварочного тока и для улучшения устойчивости горения электрической дуги. [7]
Сварочный регулятор Служит для регулирования силы сварочного тока и для улучшения устойчивости горения электрической дуги. Для ( регулирования силы тока на регуляторе ослабляют средний винт, вращая два закрепляющих крайних винта. Затем, повертывая средний винт по часовой стрелке, увеличивают силу тока, против часовой стрелки - уменьшают ее. После регулирования крайние винты закрепляют. [8]
Выпрямитель имеет два диапазона регулирования силы сварочного тока соответственно соединению первичной и вторичной обмоток трансформатора звезда-звезда или треугольник-треугольник. Плавного регулирования силы сварочного тока в каждом диапазоне достигают изменением индуктивности рассеивания понижающего трансформатора за счет изменения расстояния между первичной и вторичной обмотками. [10]
Выпрямитель имеет два диапазона регулирования силы сварочного тока соответственно соединению первичной и вторичной обмоток трансформатора звезда-звезда или треугольник-треугольник. Плавного регулирования силы сварочного тока в каждом диапазоне достигают изменением индуктивности рассеивания понижающего трансформатора за счет изменения расстояния. [12]
Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть ( приблизительно) от 30 до 130, к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров. [14]
Падающая внешняя характеристика и два диапазона регулирования силы сварочного тока обеспечиваются изменением расстояния между обмотками трансформатора. Трансформаторы типов ТДМ-317-l, ТДМ-401-1 и ТДМ-503-1, предназначенные для работы в особо опасных условиях, снабжены ограничителями напряжения холостого хода. [15]
Страницы: 1 2 3
www.ngpedia.ru
2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях
Сварочный трансформатор
Сварочный трансформатор состоит из корпуса 1, внутри которого укреплён замкнутый магнитопровод 4 (сердечник), собранный из отдельных пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочный выпрямитель
Сварочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.
Понижающий трехфазный трансформатор снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока путем изменения расстояния между первичной и вторичной обмотками. Катушки вторичной обмотки неподвижны и закреплены у верхнего ярма. Катушки первичной обмотки подвижны. Сердечник трансформатора собран из пластин электротехнической стали. Внутри сердечника проходит ходовой винт с закрепленным внизу подпятником. В верхнюю планку крепления первичной обмотки запрессована ходовая гайка. При вращении рукоятки ходового винта вертикально перемещается ходовая гайка, а следовательно, и катушки первичной обмотки.
Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.
Сварочный преобразователь
Сварочный преобразователь представляет собой машину, служащую для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.
К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам ("+" и " - "). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор.
studfiles.net
устройство, вольтамперные характеристики, способы регулирования тока дуги.
Сварка – процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или нагреве и деформации.
Рис. Принципиальная схема сварочного трансформатора.
Сварочный трансформатор состоит из магнитопровода с зазором , первичной (I), вторичной (II) и обмотки реактивной катушки (IIк).
Регулирование сварочного тока осуществляется изменением величины зазора.
Для вольтамперной характеристики дуги (1) характерны падающий (I), прямолинейный (II) и возрастающий (III) участки.
ВАХ источников питания сварочных дуг в диапазоне падающего и прямолинейного участков ВАХ дуги пологопадающие (2) или крутопадающие (3). При работе в диапазоне токов дуги, соответствующих возрастающему участку ВАХ дуги могут применяться источники питания с жесткой характеристикой (4).
На устойчивость горения электрической дуги значительное влияние оказывает степень ионизации газа, в котором горит дуга. С увеличением температуры степень ионизации газа в дуге увеличивается. В столбе сварочной дуги имеется смесь газов: пары железа, кальция, аргон и другие газы.
Вопрос 2. Способы ограничения токов короткого замыкания.
Повышение напряжения питающих сетей.
Уменьшение числа ступеней трансформации напряжения.
Секционирование сборных шин при разомкнутых секционных выключателях.
Применение трансформаторов с расщепленными обмотками и секционных реакторов.
Применение линейных реакторов.
Вопрос 3. Методика выбора средств компенсации реактивной мощности.
Определяется суммарная мощность компенсирующих устройств :.
Реактивная мощность, передаваемая со стороны высокого напряжения через цеховые трансформаторы: .
, при условии – .
Билет №29
1.Механическая характеристика асинхронного двигателя в двигательном режиме. Ее характерные точки и электрические параметры, влияющие на координаты этих точек.
Характерные точки механической характеристики следующие: s = 0, = 0, М = 0 - точка идеального холостого хода;
s = 1, = 0, М = МКЗ = МП - точка короткого замыкания;
s = sKД, M = МКД; - критические точки в двигательном режиме;
s → ± ∞; 0 → ± ∞, М → 0 - асимптота механической характеристики, которой является ось скорости.
0 < s < 1, 0 < < - двигательный режим
На рис. 5.4 приведена механическая характеристика АД. Отметим, что она соответствует определенному чередованию фаз питающего напряжения сети , на зажимах статора АД. При изменении порядка чередования двух фаз АД будет иметь аналогичную механическую характеристику, расположенную симметрично относительно начала координат.
sК = sНОМ(М ± √ М2 - 1
M = 2MК / (s/sК + sК/s)
MК = 3UФ2 / (2 0 xК)
Полученные формулы позволяют назвать возможные способы регулирования координат АД, которое всегда связано с получением искусственных характеристик двигателя. Регулирование (ограничение) токов в роторе и статоре в переходных режимах может быть обеспечено изменением подводимого к статору АД напряжения, а также с помощью добавочных резисторов в цепях статора и ротора. Изменение уровня и частоты подводимого к двигателю напряжения; включение в цепи статора и ротора добавочных активных и реактивных резисторов; изменение числа пар полюсов магнитного поля АД. Применяются и другие способы регулирования координат, реализуемые с помощью специальных схем включения АД, - каскадные схемы, схемы электрического вала.
studfiles.net
«Сварочные трансформаторы, выпрямители. Устройство и регулирование»
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ КЕМЕРОВСКОЙ ОБЛАСТИгосударственное бюджетное образовательное учреждение
среднего профессионального образования
«БЕЛОВСКИЙ ТЕХНИКУМ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
Тема: «Сварочные трансформаторы, выпрямители. Устройство и регулирование»
Открытый урок
Разработал: Конева Елена Анатольевна,
преподаватель
2016
Методическое обоснование
Методическая разработка предназначена для проведения урока по Тема 1.4 Источники питания и оборудование для дуговой, плазменной сварки и резки раздела1 МДК.02.01 Оборудование, техника и технология электросварки в группе обучающихся профессии 15.01.05. Сварщик (электросварочные и газосварочные работы). Тема урока « Сварочные трансформаторы, выпрямители. Устройство и регулирование».
Методическая цель проведения урока: показать методику использования решения конкретных производственных ситуаций при проведении урока формирования новых знаний.
Данная методическая разработка позволяют:
- оценить уровень знаний, умений учащихся на уроке,
- осуществить текущий контроль,
- продемонстрировать знания и умения при выполнении тестовых заданий,
Предложенная форма урока позволяет:
- сформировать знания обучающихся по теме «Сварочные трансформаторы,
выпрямители. Устройство и регулирование»
- дает возможность выявить и устранить пробелы в знаниях.
Структура урока
Организационный этапПриветствие
Проверка посещаемости
2 минуты
Мотивация, целеполагание
Сообщение цели занятия
3 минуты
Актуализация опорных знаний
Выполнение тестового задания
5 минут
Основная часть
Изучение нового материала.
4.1 Просмотр видео-фильма.
4.2 Сварочный трансформатор. Устройство и регулирование.
4.3 Сварочный выпрямитель. Устройство и регулирование.
Закрепление изученного материала.
Выполнение тестового задания.
25 минут
Подведение итогов занятия
Анализ урока
Оценка знаний
5 минут
Технологическая карта урока
Тема раздела: Выполнение ручной дуговой и плазменной сварки средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
Тема урока: Сварочные трансформаторы, выпрямители. Устройство и регулирование
Тип урока: Урок изучения и первичного закрепления знаний
Методы урока: Объяснительно-иллюстративный
Цели урока:
Обучающая – способствовать формированию знаний обучающихся по теме «Сварочные трансформаторы, выпрямители. Устройство и регулирование»
Развивающая – способствовать формированию политехнического кругозора обучающихся.
Воспитательная – способствовать формированию любознательности, наблюдательности обучающихся.
Литература:
1.Галушкина, В.Н. Технология производства сварных конструкций [Текст]: учебник для нач. проф. образования / В.Н.Галушкина - 3-е изд., стер. - М. : Издательский центр «Академия», 2012. – 192 с.
2.Овчинников, В.В. Технология ручной дуговой и плазменной сварки и резки металлов [Текст]: учебник для нач. проф. образования / В.В.Овчинников - 2-е изд., стер. - М.: Издательский центр «Академия», 2012. – 240 с.
Междисциплинарные связи: междисциплинарный курс МДК.01.02 Технологические приемы сборки изделий под сварку, Основы электротехники.
Материально – дидактическое обеспечение урока: ситуационная задача, видео-фильм, плакаты, макеты трансформатора, выпрямителя, тестовое задание.
Преподаватель: Е.А.Конева
Ход урока
1. Организационный момент.
- Посещаемость, наличие учебных принадлежностей.
- Сообщение цели урока. Ситуационная задача.
2. Актуализация опорных знаний
2.1 Выполнение тестового задания. Самоконтроль.
3. Изучение нового материала.
3.1 Просмотр видео-фильма.
3.2 Сварочный трансформатор. Устройство и регулирование.
3.3 Сварочный выпрямитель. Устройство и регулирование.
4. Закрепление изученного материала.
4.1. Выполнение тестового задания.
5. Подведение итогов по уроку.
- Анализ урока.
- Сообщение оценок.
- Домашнее задание: проработка конспекта урока, ч.2,гл2, п3
2 мин.
Организационный этап
Приветствие.
Приветствует обучающихся.
Приветствуют преподавателя
Проверка посещаемости.
Проводит «перекличку» обучающихся
Участвуют в «перекличке».
3 мин
Мотивация, целеполагание
Постановка целей урока.
Сообщает цели урока.
Слушают.
Постановка производственной ситуации
Сообщает производственную ситуацию
Слушают.
Приложение А
5мин.
Актуализация опорных знаний
Выполнение тестового задания.
Объясняет выполнение тестового задания
Зачитывает вопросы тестового задания
Самостоятельно отвечают на тестовое задание
Приложение Б
Самоконтроль
Объясняет порядок проверки тестового задания
Проверяют. Выставляют оценки
Приложение Б
4
25мин
Изучение нового материала
Просмотр видео-фильма
Объясняет цель просмотра видео-фильма
Смотрят видео-фильма
Сварочный трансформатор.
Устройство и регулирование
Объясняет и рассказывает про источники питания сварочной дуги, их классификацию. Устройство и регулирование сварочного трансформатора. Маркировка сварочного трансформатора
Слушают. Конспектируют основные элементы конструкции сварочного трансформатора, его технические характеристики
Приложение В
Макет трансформатора
Плакат «Источники питания»
Сварочный выпрямитель. Устройство и регулирование
Объясняет и рассказывает про сварочный выпрямитель. Устройство и регулирование сварочного выпрямителя. Маркировка сварочного выпрямителя
Слушают. Конспектируют основные элементы конструкции сварочного выпрямителя, его технические характеристики
Приложение В
Макет трансформатора
Плакат «Источники питания»
Выполнение тестового задания
Объясняет выполнение тестового задания. Раздает тестовое задание
Выполняют тестовое задание
Приложение Г
5мин.
Подведение итогов урока, выставление оценок
Анализ урока.
Оценка знаний. Сообщение домашнего задания
Подводит итоги урока. Сообщает и оценки. Задает домашнее задание
Слушают.
Приложение А
Производственная ситуация
Необходимо изготовить емкость для хранения воды V = 3м3 . Боковые стенки емкости изготовлены из листа толщиной 10мм. Это позволяет выдерживать давление жидкости, находящейся внутри. Емкость имеет прямоугольную форму, верхняя часть емкости имеет крышку, которая установлена на шарнирах.
Задача: укажите:
а) какой вид сварки следует применить в этой ситуации
б) какой источник питания лучше использовать в этой ситуации
Приложение Б
Тестовое задание
Задание: Выберите правильное утверждение
Электрическая дуга является наиболее распространенным источником тепла при сварке плавлением.
Прохождение тока через газ называется электрический разряд.
Ион – это отрицательно заряженная частица.
Дугу можно зажечь как касанием, так и «чирканием».
Прежде чем зажечь дугу сварщик должен опустить маску.
Дугу возбуждают и ведут только переменным током.
ФОРМА ОТВЕТА - график
ДА НЕТ
Р=6.
ЭТОЛОН - КЛЮЧ
тестового задания
ДА НЕТ
Методика оценки теста
Итоговая оценка выставляется с учетом коэффициента К
где А — число операций, выполненных аттестуемым правильно;
Р — общее число существенных операций теста .
КРИТЕРИИ ОЦЕНКИ
” 5 ” — если К ≥ 0,95
” 4 ” — если К ≥ 0,94 — 0,81
” 3 ” — если К ≥ 0,7 — 0,8
” 2 ” — если К < 0,7
Приложение В
КОНСПЕКТ УРОКА
Классификация источников питания сварочной дуги
Источники питания сварочной дуги классифицируются по следующим основным признакам.По роду сварочного тока источники питания сварочной дуги бывают переменного и постоянного тока. К источникам переменного тока относятся сварочные трансформаторы и генераторы повышенной частоты. Источниками постоянного тока являются сварочные преобразователи и сварочные выпрямители.По виду внешних вольт-амперных характеристик источники питания сварочной дуги бывают с пологопадающей характеристикой, применяемой в основном при автоматической сварке под флюсом; с жесткой и возрастающей вольт-амперной характеристикой, применяемой при сварке в защитных газах и электрошлаковой сварке; с крутопадающей вольт-амперной характеристикой, используемой при ручной дуговой сварке. Бывают источники питания сварочной дуги и универсальные, т. е. обеспечивающие получение в нужный момент соответствующей вольт-амперной характеристики: крутопадающей, пологопадающей, жесткой или возрастающей.По количеству используемых сварочных дуг источники питания могут быть однопостовыми или многопостовыми.По способу установки источники питания сварочной дуги бывают стационарными или подвижными - переносными.
Основными источниками питания для сварки на переменном токе являются сварочные трансформаторы.
Сварочные трансформаторы с подвижными катушками типа ТС, ТСК и ТД предназначены для питания электрической дуги при ручной дуговой сварке, резке и наплавке металлов однофазным переменным током частотой 50 Гц.
Трансформаторы этого типа являются однопостовым и каждый из них может быть использован для питания одного сварочного поста. Магнитное рассеяние у них регулируют изменением расстояния между первичной и вторичной обмотками.
Вторичное напряжение трансформаторов несколько зависит от расстояния между катушками: напряжение холостого хода при сдвинутых катушках больше, при раздвинутых — меньше.
У трансформаторов ТД-502 и ТД-303 уменьшены вес и габариты, повышены технологичность конструкции, удобство обслуживания и надежность работы.
Уменьшение веса и габаритов достигнуто благодаря применению двухдиапазонного плавного регулирования силы тока:
а) В диапазоне большой силы тока обе катушки первичной и вторичной обмоток включаются попарно параллельно;
б) в диапазоне малой силы тока катушки первичной и вторичной обмоток одного стержня магнитопровода отключаются с одновременным блокированием хода подвижных катушек. Включение и отключение катушек одного стержня производят переключателем, смонтированным
Обслуживание сварочных трансформаторов
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов.
Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов.
Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции.
Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) при помощи полупроводниковых вентилей.
Сварочный выпрямитель состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
Падающая характеристика в сварочном выпрямителе создается включением в цепь реактивной катушки или применением трансформатора с увеличенным магнитным рассеянием. Во многих выпрямителях трансформаторы имеют подвижные первичные обмотки.
Сварочный ток регулируют при помощи секционированных обмоток трансформатора, специальным дросселем насыщения или изменением расстояния между обмотками. При многопостопой системе питания для создания падающей характеристики на каждом посту и регулирования сварочного тока служат балластные реостаты
Выпрямители рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40° С.
Приложение В
Тестовое задание.
Задание: Каждый вопрос имеет один правильных ответов. Выберите верный ответ.
1. Какую внешнюю вольт-амперную характеристику может иметь источник питания
для ручной дуговой сварки?
а) Падающую.
б) Жесткую.
в) Возрастающую.
2. В соответствии с нормами безопасности труда, напряжение холостого хода не должно превышать:
а) 40-70 В;
б) 80-90 В;
в) 127 В.
Как осуществляется грубое регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
4. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
5. Как осуществляется грубое регулирование силы тока в сварочном выпрямителе?
а) С помощью изменения расстояния между обмотками.
б) Путем изменения соединений между катушками обмоток
в) Не регулируется.
6. Как осуществляется плавное регулирование силы тока в сварочном выпрямителе?
а) Путем изменения расстояния между обмотками.
б) Посредством изменения соединений между катушками обмоток.
в) Не регулируется.
7. Выпрямители имеют маркировку:
а)ВД;
б)ТД;
в) ТС.
8.Напряжение холостого хода источника питания — это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи;
б) напряжение на выходных клеммах при горении сварочной дуги;
в) напряжение сети, к которой подключен источник питания.
9. Номинальные сварочный ток и напряжение источника питания — это:
а) максимальные ток и напряжение, которые может обеспечить источник;
б) напряжение и ток сети, к которой подключен источник питания;
в) ток и напряжение, на которые рассчитан нормально работающий источник.
Эталон тестового задания:
вопрос1
2
3
4
5
6
8
9
10
ответ
а
б
в
а
в
а
а
а
в
Методика оценки теста
Итоговая оценка выставляется с учетом коэффициента К
где А — число операций, выполненных аттестуемым правильно;
Р — общее число существенных операций теста .
КРИТЕРИИ ОЦЕНКИ
” 5 ” — если К ≥ 0,95
” 4 ” — если К ≥ 0,94 — 0,81
” 3 ” — если К ≥ 0,7 — 0,8
” 2 ” — если К < 0,7
Список литературы
Основные источники:
1.Галушкина, В.Н. Технология производства сварных конструкций [Текст]: учебник для нач. проф. образования / В.Н.Галушкина - 3-е изд., стер. - М. : Издательский центр «Академия», 2012. – 192 с.
2.Овчинников, В.В. Технология ручной дуговой и плазменной сварки и резки металлов [Текст]: учебник для нач. проф. образования / В.В.Овчинников - 2-е изд., стер. - М.: Издательский центр «Академия», 2012. – 240 с.
Дополнительные источники:
1.Овчинников, В.В. Современные виды сварки [Текст]: учеб. пособие для нач. проф. образования / В.В.Овчинников - 2-е изд., стер. - М.: Издательский центр «Академия», 2012. – 208 с.
2.Овчинников, В.В. Охрана труда при производстве сварочных работ [Текст]: учеб. пособие / В.В.Овчинников - 3-е изд., стер. - М.: Издательский центр «Академия», 2012. – 64 с. – (Сварщик).
Периодические издания
1.Журнал «Сварочное производство».
Электронный ресурс:
1.Все о сварочных приспособлениях [Электронный ресурс]. – Режим доступа: http://prusposobleniu ., свободный. – Загл. с экрана.
2. Техническая литература [Электронный ресурс]. – Режим доступа:
http//www. svarka.net, свободный. – Загл. с экрана.
3. Портал нормативно-технической документации [Электронный ресурс]. – Режим доступа: http//www.pntdoc.ru, свободный. – Загл. с экрана.
infourok.ru
Лекция № 7.Устройство и назначение сварочного трансформатора
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного – сварочные выпрямители и сварочные преобразователи.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор (рис.10). имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60–65 В; напряжение при ручной сварке обычно не превышает 20 – 30 В.
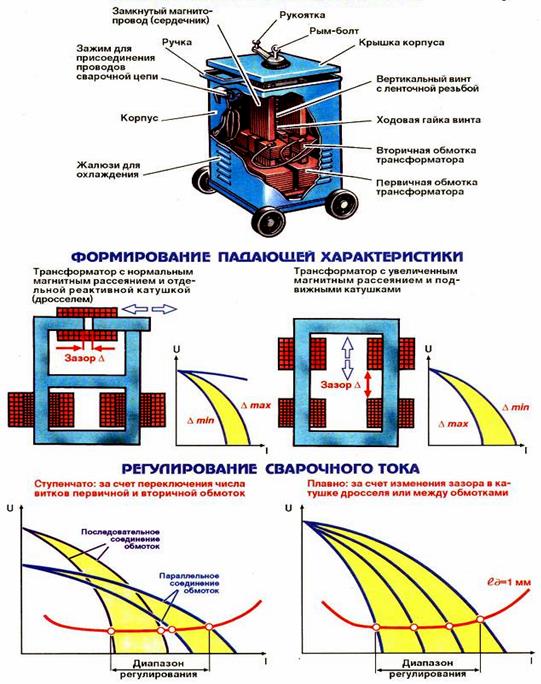
Рис.10 Сварочный трансформатор
В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка , также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток, соединены параллельно. Вторичная обмотка – подвижная и может перемещаться по сердечникупри помощи винта , с которым она связана, и рукоятки , находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет(индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока – 65 – 460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 – 180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику :
возрастающую, жесткую, падающую
Источник питания для ручной дуговой сварки имеет падающую вольт – амперную характеристику.
Напряжение холостого хода источника питания – напряжение на выходных клеммах при разомкнутой варочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Источник питания сварочной дуги-сварочный трансформатор обозначается следующим образом: ТДМ – 317
Т – трансформатор
Д – для дуговой сварки
М – механическое регулирование
31 – номинальный ток 310 А
7 – модель
Похожие статьи:
poznayka.org