







Энциклопедия по машиностроению XXL. Машина точечной сварки
Техника ведения процесса точечной сварки
Техника точечной сварки зависит, главным образом, от степени автоматизации машины и ее настройки. Однако при сварке на любой точечной машине должна соблюдаться определенная последовательность отдельных периодов. Заготовки после установки между электродами машины сжимаются. Путем сжатия обеспечивается хороший контакт между электродами и заготовками, а также между самими заготовками в месте их будущего соединения. Непосредственно за периодом сжатия должен следовать период нагрева заготовок, который начинается с момента включения тока в первичную цепь трансформатора и заканчивается в момент выключения его. После выключения тока заготовки должны выдерживаться под давлением в течение небольшого времени. Последнее необходимо для охлаждения места сварки, а также для избежания прожога. Время выдержки деталей под током устанавливают в зависимости от мощности машины, свариваемого материала, конструкции выключающего устройства и составляет от 0,01 до 2—3 сек. Время выдержки под давлением после выключения тока составляет обычно десятые доли секунды и зависит от настройки механизма сжатия и выключающего устройства точечной машины.
При работе на точечных машинах с педальным приводом, оснащенных выключающими устройствами нажимного типа (см. фиг. 142, а), рабочий после установки заготовок между электродами нажимает на педаль машины. В первый момент происходит опускание верхнего электрода до соприкосновения с заготовкой. При дальнейшем опускании педали сжимается главная пружина и с помощью выключателя включается ток в первичную обмотку трансформатора. Чтобы сила сжатия заготовок была постоянной, педаль должна опускаться до упора. При таком положении педали делается выдержка заготовок под током, после чего педаль освобождается и весь механизм сжатия и выключения тока приводится в исходное положение возвратной пружиной или грузом. На машинах такого типа включение и выключение тока происходит при несколько пониженном давлении, что наглядно видно на фиг. 142, а. Такие машины применялись исключительно для сварки стали и были первыми серийными отечественными машинами. К ним относятся не приведенные в "табл. 84—87 машины типа АТ-3, АТ-8, AT-16, АТ-25.
Аналогично процесс сварки протекает на машинах с пневматическим механизмом сжатия и простым выключающим устройством (без реле времени) и на машинах с педальным механизмом сжатия и проскакивающим выключателем тока при неправильной его регулировке.
Точечная сварка на машинах с педальным механизмом сжатия и правильно отрегулированным проскакивающим выключателем может осуществляться как при непрерывном опускании педали, так и с остановкой педали после включения тока. В первом случае время включения тока будет сравнительно коротким (0,05—0,20 сек.), что позволяет производить сварку тонколистовой стали, а также цветных металлов (алюминия и его сплавов, латуни, бронзы). Во втором случае время включения тока может быть сколько угодно большим, а поэтому такой прием применяют для сварки сравнительно толстых стальных листов.
Выключение тока при сварке на машинах с проскакивающим выключателем производится при повышенном давлении, которое увеличивается в период выдержки заготовок при выключенном токе (см. фиг. 142, б). При работе на машинах с таким выключателем необходимо настраивать выключатель так, чтобы ток включался при достаточном давлении. Качество сварки при работе на таких машинах выше, чем на машинах с нажимным выключающим устройством. Основные данные машин с педальным механизмом сжатия и проскакивающим выключающим устройством представлены в табл. 84.
Работа на машинах с педальным механизмом сжатия достаточно трудоемка. Для облегчения условий труда, получения высокого качества и производительности отечественными заводами выпускаются точечные машины с электромоторным механизмом сжатия и включения тока. Такие машины имеют педаль, предназначенную для осуществления сцепления муфты, через которую приводится во вращение валик с закрепленными па нем эксцентриком давления и веерообразным эксцентриком включения тока. На машинах с электромоторным приводом (см. табл. 85) возможна автоматическая сварка, постановка отдельных точек, а также сварка с любым временем выдержки деталей под током.
При автоматической работе, когда на заготовках необходимо поставить несколько точек, расположенных на небольшом расстоянии друг от друга, педаль опускается ногой на все время сварки.
При постановке отдельных точек педаль опускается на короткое время и снова освобождается. При сварке с большим временем включения тока производится переналадка заднего упора скобы с таким расчетом, чтобы муфта расцеплялась через полоборота. При этом время включения тока будет почти равно времени выдержки педали в нижнем положении. Схема выключающего устройства и диаграмма тока и давления дли машин с электромоторным приводом даны на фиг. 142, в.
Работа на пневматических стационарных машинах, снабженных ламповыми регуляторами времени (табл. 86—87) (машины типа МТП), протекает автоматически.
Управление машиной производится дистанционной педалью, располагаемой около машины, в любом месте.
www.prosvarky.ru
Сварка точечная | Рудетранс
Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В).
Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом.
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов - обладать большой электро- и теплопроводностью. Электроды для точечной сварки изготавливают главным образом из меди и её сплавов.
Рис. 2. Схема точечной сварки
Рис. 3. Стадии цикла и циклограммы точечной сварки: а - без увеличения давления; б - с увеличением давления при проковке; 1 - сжатие деталей; 2 - включение тока; 3 - проковка; 4 - снятие давления с электродов
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
Рис. 4. Схема односторонней точечной сварки: 1 - сварочный трансформатор; 2 - электроды; 3 - верхняя заготовка; 4 - нижняя заготовка; 5 - медная подкладка
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 - 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 - 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции - сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Оборудование для точечной сварки
www.rudetrans.ru
Использование точечной сварки при ремонте автомобилей
Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
Клещи контактной точечной сварки
Отличия от сварки плавлением
Точечная сварка давлением отлично показывает себя при соединении листовых заготовок, что подтверждается тем фактом, что практически все автопроизводители используют её при сварке кузовов автомобилей. Так же, следует отметить, что соединения, выполняемые точечной сваркой крепче, чем такие же, которые выполняются обычной сваркой оплавлением, и при этом дешевле обходятся. Дешевизна обеспечивается отсутствием вносимого металла, ведь единственная деталь, которую нужно время от времени заменять – сам электрод, который непосредственно соприкасается со свариваемыми заготовками.
Принцип работы процесса точечной сварки
Прежде всего, необходимо правильно разместить соединяемые детали, после чего поместить их между электродов сварочного аппарата. После этого можно начинать процесс сварки:
-
Сжатие деталей
-
Подача тока
-
Проковка (в некоторых случаях)
-
Снятие давления
Поскольку процесс образования жидкого ядра сварки происходит под давлением, соответственно ядро не соприкасается с атмосферой. Это позволяет избежать образования пор и других дефектов. Ядро защищено настолько хорошо, что не нуждается в дополнительной газовой или шлаковой защите.
Расплавленное ядро
Диаметр электрода и режимы (сила тока, время нагрева и давление) определяются толщиной и типом материалов, которые свариваются. Значительное влияние так же оказывает форма рабочей части электрода.
При сварке тонких стальных листов процесс образования точки зачастую занимает несколько секунд.
До недавнего времени точечная сварка имела ограниченное применение в повседневной жизни, поскольку требовала достаточно мощных источников питания и сварочных клещей, под которые можно установить далеко не каждую деталь.

Основной инструмент при работе со споттером — универсальный пистолет. Компактный и лёгкий
Но благодаря споттерам все изменилось. Этот способ, требует доступа только с одной стороны свариваемых деталей, имеет малую мощность, поэтому может работать даже от небольших инверторных источников питания, низкая цена которых делает их доступными многим СТО. Именно благодаря этим преимуществам сварка споттерами все чаще применяется при ремонте автомобилей. Прибавьте к этому еще и лучшие, по сравнению со сваркой плавлением, характеристики шва, хорошую продуктивность и получаем идеальный способ для сварки кузова автомобиля. Так же стоит отметить ещё одно немаловажное «умение» споттеров — возможность приваривать электрод к металлу и, благодаря специальным приспособлениям, исполнять роль обратного молотка, который способен работать без сверления или каких-либо других подготовительных операций, а потом легко его убирать.
Как видим, точечная сварка уже повсеместно используется при сварке автомобилей, а, от недавнего времени, начала широко использоваться и для ремонта. А все благодаря всего двум основным преимуществам — малым термическим деформациям и отличной продуктивности.
И всегда помните — если Вы решили улучшить свое СТО или цех оборудованием дли точечной сварки, мы всегда готовы Вам помочь

Процесс рихтовки со споттером
blog.svarcom.net
Машина точечной сварки - Сварочные работы дома - Каталог статей

Они бывают стационарными, передвижными и подвесными . По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения .
Типовые схемы машин для контактной точечной , шовной и стыковой сварки: 1 - трансформатор; 2 - переключатель ступеней; 3 - вторичный сварочный контур; 4 - прерыватель первичной цепи; 5 - регулятор; 6 - привод сжатия; 7- привод зажатия деталей; 8 - привод осадки деталей; 9 - привод вращения роликов; 10- аппаратура подготовки; 11 - орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки , регулирования и подвода воздуха к приводу 6 .
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых - это комплект кнопок. С органов управления поступают команды на сжатие С электродов или зажатие 3 деталей, на включение Т и отключение О сварочного тока, на вращение В роликов, на включение а регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Аппарат контактной точечной сварки серии SA
Машина контактной точечной сварки серии SA использует безмаслянные пневмоцилиндры новой патентованной конструкции, обеспечивающие высокую механическую скорость работы и длительный срок службы сварочного модуля.
Использование опционального «широкого» электрода увеличивает производительность по проволочным изделиям в разы.
Оборудование контактной сварки имеет прочную конструкцию корпуса и систему водяного охлаждения, которые обеспечивают скоростную и бесперебойную работу станков.
Машина контактной сварки
Машины контактной сварки от завода Искра
Для наших клиентов и предприятий, где широко используется сварка, мы можем предложить высококачественное сварочное оборудование для выполнения сварочных работ - машина контактной сварки. Машина контактной сварки, приобретенная у нас - это гарантия надежности и длительной эксплуатации без сбоев и поломок от производителя - Завода сварочного оборудования Искра. В результате работы на нашем оборудовании Вы получаете соединение высокого качества.
С помощью нашего обрудования доступна любая разновидность стыковой сварки - точечная сварка. стыковая сварка или же шовная. Если вы будете использовать машины контактной сварки. купленные у нас, то вы с легкостью сможете соединять и листовые металлы. При этом весь процесс будет происходить быстро, что повысит производительность производства в целом. Также вам не придется пользоваться многочисленными расходными материалами. А вся сварочная работа будет полностью автоматизироанна, что является существенной экономией при функционировании производства.
Если вам необходимо проводить работы связанные с образованием непрерывного или прерывистого сварного шва, то машина шовной сварки от Завода сварочного оборудования Искра - это именно то, что вам нужно. А если вы занимаетесь массовым производством продукции, и вам важна скорость проведения сварочных работ, то у нас есть машина стыковой сварки, которая поможет вам в этом.
Кроме того для наших клиентов доступна в продаже машина точечной сварки. Этот аппарат сможет ускорить процесс производства стержневых изделий или изделий из проволоки. В результате данного процесса металлы соединяются на уровне молекул. Благодаря этому получаются швы высокой прочности, которые применяются для соединения деталей мостов, металлических конструкций, автомобилей и самолетов. При этом такая сварка проста в использовании, что позволяет управлять машиной для сварки даже человеку не имеющему опыта. Кроме соединения металлов этот вид сварки может применяться и для некоторых неметаллический веществ . Таким образом получается, что автоматизировать свое производство можно без серьезных капиталовложений. Достаточно просто приобрести качественную машину контактной сварки.
Точечная сварка, машины контактной сварки
Как купить точечную сварку
Компания МОССклад продает станки точечной контактной сварки. также и в города: Новосибирск, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие.
Технология и применение
Принцип контактной сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток - около 6 000 А для листов толщиной 1 мм - подается через медные электроды, причем свариваемые листы сильно прижимаются друг с другу с помощью рычажных сварочных клещей или ручной системой сжатия с усилением зажима. В течение секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам , смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки.
Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.

Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами, нагревавшими два элемента докрасна, а потом куя их молотом, чтобы прочно соединить вместе. Сегодня электричество заменяет собой кузнечный горн, а усилие рычажных сварочных клещей заменяет молот.
Преимущества электрической контактной сварки:
Чрезвычайно простой процесс
Не требует операторов со специальной квалификацией
Этот вид сварки идеален для сварки тонких металлических листов
Контактная сварка
Контактный способ сваривания - это технологический процесс, при котором происходит соединение металлических деталей с помощью большого сварочного тока, проходящего через зажимные клещи, который разогревает металл деталей в месте их контакта до температур плавления. Прочность соединения зависит от того, какой способ сварки был выбран: электрический , газоплазменный или холодный способ. Сварочные соединения бывают: стыковочные, внахлест, угловые, тавровые.
Точечная сварка относится к одному из видов контактной для металлических изделий нахлесточным сварным соединением. В зависимости от того, как расположены электроды по отношению к свариваемым заготовкам, контактная сварка может быть как двусторонней, так и односторонней. Контактная сварка для соединения деталей нашла применение на автозаводах и в автосервисах, при ремонте автомобилей.
Машины контактной сварки классифицируются по типам сварного соединения и по типам тока, питающего сварочный трансформатор. Так, аппарат точечной сварки используется для точечного соединения металла, машина шовной сварки для соединения сплошным швом, а машина стыковой сварки применяется только для соединения металла стыковым способом.
Точечную сварку открыл английский физик Уильямом Томсоном в 1856 году. В России в 1877 году Бенардос Н.Н. разработал два способа сварки - шовная и точечная сварка. В промышленности такой вид сварки стал применятся с 1936 года после освоения серийного выпуска контактных сварочных машин.
Точечная сварка обладает следующими основными преимуществами:
- Высокая производительность;
- Низкий расход вспомогательных материалов;
- Высокая надежность и качество сварных соединений;
- Невысокие требования к квалификации сварщика.
Источники: weldingsite.com.ua, kit-complect.ru, iskra-svarka.ru, moccklad.ru, www.avantcom.ru
sovet.clan.su
Машины для точечной контактной сварки
 Машины для точечной контактной сварки
Машины для точечной контактной сварки Категория:
Сварка металлов
Машины для точечной контактной сварки Точечная сварка наиболее распространенный вид контактной сварки. Точечные машины обладают наибольшей универсальностью и находят широкое применение для сварки листов, преимущественно небольших толщин, полос, проволок и пр. Количество изготовляемых и действующих точечных машин в несколько раз превышает число контактных машин всех остальных типов вместе взятых.
Точечные машины сваривают листовые металлы толщиной от 0,1 мм и более, имеют электрическую мощность 0,5—1000 ква и более и усилие осадки от нескольких килограммов до нескольких тонн. Машины отличаются высокой производительностью, до 600 сварных точек в минуту. Г1о конструкции привода различают машины педальные, приводимые в действие усилием рабочего, и механизированные — с электрическим, пневматическим или гидравлическим приводом. Машины бывают и специализированные для определенного вида работ.
Рассмотрим для примера небольшую стандартную точечную машину типа АТ-10 мощностью 10 ква с педальным приводом (рис. 1). Внутри корпуса машины помещен сварочный трансформатор со вторичным напряжением 1,6—2,75 в, дающий сварочный ток до 6000 а. Вторичная обмотка состоит из одного гибкого витка, концы которого присоединены к верхнему и нижнему плечам, негущим электроды. Нижнее плечо неподвижно, верхнее закреплено шарнирно и может поворачиваться около оси шарнира; при этом конец верхнего электрода движется по дуге окружности соответствующего радиуса. Лучшим является прямолинейное вертикальное движение верхнего электрода, применяемое в более совершенных машинах. Поворот верхнего плеча и сжатие электродов осуществляется от педали, на которую рабочий при сварке надавливает с усилием 10—20 кГ. При нажатии педали поворачивается до упора педальный рычаг; при увеличении нажатия на педаль давление электродов не увеличивается. Через соединительную штангу, коленчатый рычаг, штангу и регулировочную пружину давление передается на рычаг верхнего плеча машины. Коленчатый рычаг встроен для повышения давления электродов. По мере перемещения штанги вверх Уменьшается угол между осями коленчатого рычага и штанги и быстро возрастает давление на электроды.
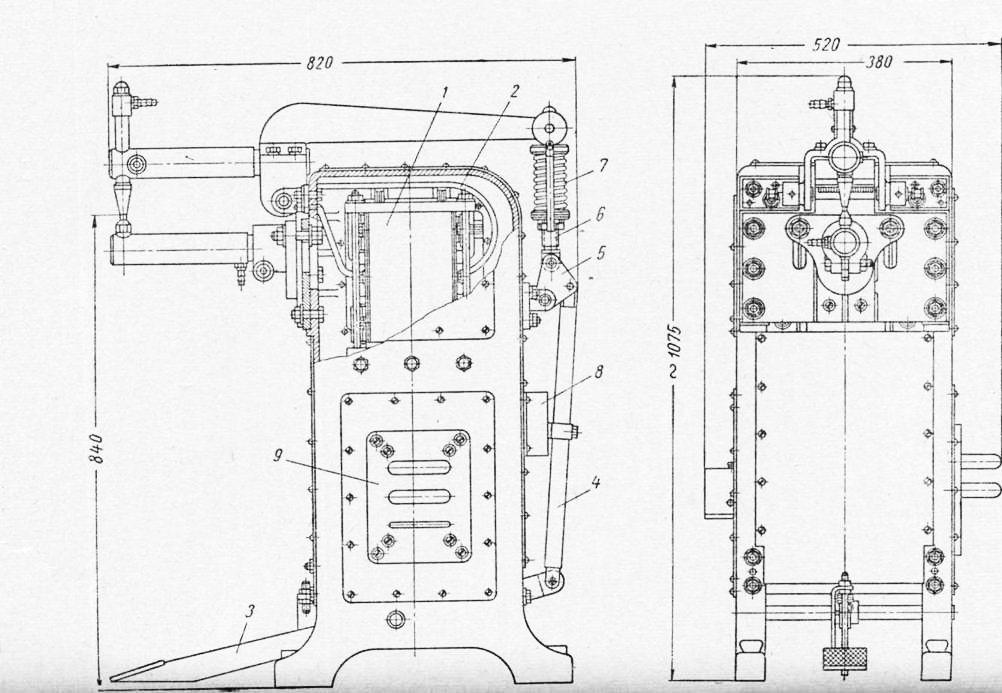
Рис. 1. Контактная точечная машина
Нормальные педальные машины создают усилие на электродах 100—150 кГ, коленчатый рычаг повышает его до 200—400 кГ при том же усилии, прилагаемом к педали. Затяжку регулировочной пружины можно плавно менять, благодаря чему достаточно точно устанавливают определенную силу давления электродов при дожатии педали до упора. При повторении нажатий педали до упора электроды каждый раз производят одно и то же давление на свариваемый металл благодаря наличию регулировочной пружины в кинематической цепи передачи давления от педали к электроду. При нажатии педали начинает перемещаться кверху соединительная штанга, которая сначала создает небольшое давление электродов на изделие и попутно включает сварочный ток, воздействуя на прерыватель. Благодаря сжатию пружины давление электродов постепенно возрастает вплоть до остановки перемещения штанги вследствие остановки дальнейшего перемещения детали упором. При освобождении педали процесс идет в обратном порядке: снижается давление на электроды, прерывателем выключается ток и электроды расходятся, освобождая изделие. Сварочный ток регулируют переключателем ступеней или регулятором.
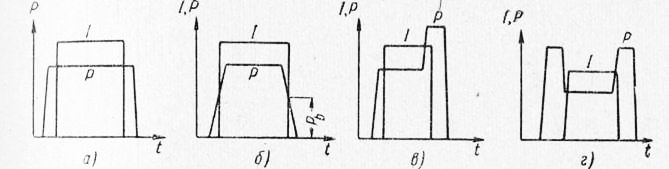
Рис. 2. Диаграммы давление — ток в зависимости от времени: а — выключение тока при нормальном давлении; б — то же при уменьшенном давлении; в — то же при увеличенном давлении; г — включение тока при уменьшенном и выключение при увеличенном давлении
Для машины описанной конструкции диаграмма давление — ток показывает изменение давления электродов и сварочного тока во времени и является важной характеристикой точечных машин. В этом случае ток выключается при уменьшенном давлении, что может привести к перегреву точки в последней стадии сварки, ухудшить формирование точки и уменьшить ее прочность вследствие воздействия на горячую точку усилий, стремящихся разъединить сваренные детали после снятия давления электродов.
Изменение давления и тока в сварочных машинах за время сварки одной точки может происходить различным образом.
Наиболее распространенный несколько улучшенный цикл точечной сварки показан на рис. 3, а. Давление и ток остаются приблизительно постоянными весь цикл сварки. Ток включается
вскоре по достижении нормальной величины давления, которое снимается несколько позже выключения тока. При слишком быстром снятии давления возможно ослабление горячей точки действием внутренних усилий, возникающих в процессе сварки, стремящихся разъединить листы и разорвать сваренную точку.
В этом отношении предпочтителен цикл сварки (рис. 2, в), в котором после выключения тока давление не снимается, а наоборот, значительно возрастает, и точка выдерживается некоторое время под увеличенным давлением без тока. Это позволяет точке охладиться и затвердеть под увеличенным давлением. В результате после снятия давления точке уже не опасны напряжения, возникающие в зоне сварки и стремящиеся разъединить сваренные листы. Подобный цикл, иногда называемый точечной сваркой с проковкой, заметно повышает прочность точки и улучшает структуру литого ядра.
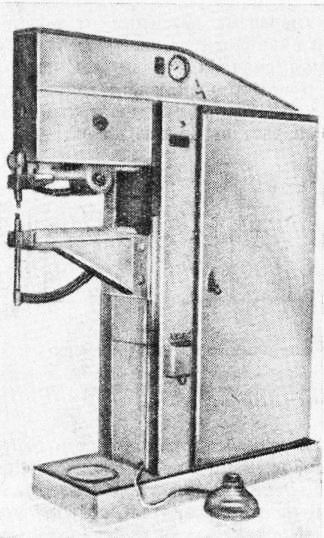
Рис. 3. Контактная точечная машина
Рис. 4. Держатель электродов и электрод точечной машины
Еще более сложный цикл, применяемый иногда для сварки металла значительной толщины, показан на рис. 185, г. Кривая давления имеет седлообразную форму, с двумя максимумами и уменьшенным значением в средней части. Сначала создается повышенное давление без тока для обеспечения плотного прилегания листов в зоне сварки. Затем давление снижается для увеличения омического сопротивления сварочного контакта и усиления теплового действия сварочного тока. После выключения тока давление снова повышается и точка выдерживается под увеличенным давлением (проковочным) без тока.
Педальные машины требуют довольно значительных физических усилий от сварщика и утомляют его, особенно при массовом производстве. Поэтому в настоящее время применяются преимущественно автоматизированные машины, например современная точечная сварочная машина типа МТ-1608 (рис. 186).
Машина может сваривать низкоуглеродистую сталь с максимальной толщиной 4 + 4 мм, легированные стали и алюминиевые сплавы. Номинальный сварочный ток 16 000 а; максимальная производительность 600 сварок в минуту; максимальное усилие на электродах 630 кГ; продолжительность сварки 0,02—4 сек. Привод машины пневматический, быстродействующий; ход электрода прямолинейный вертикальный; включение и регулирование сварочного тока осуществляется при помощи тирристоров; машина управляется электронным регулятором времени.
В то время как в машинах с педальным приводом перемещение электрода обычно радиальное, в автоматических машинах с механизированным приводом движение электрода прямолинейное вертикальное. Прямолинейное движение обеспечивает более равномерное распределение давления по рабочей поверхности электрода и не вызывает перекоса электродов.
На рис. 4 показано устройство держателя электрода с водяным охлаждением и типовых электродов для точечных машин. Электроды охлаждаются проточной водой. По мере износа рабочие поверхности электродов зачищают и обрабатывают специальной оправкой, восстанавливающей нормальную форму конца электрода.
Читать далее:
Процесс точечной сварки
Статьи по теме:
pereosnastka.ru
Машина контактной точечной сварки - Сварочные работы дома - Каталог статей

В машине контактной сварки МТР-1107 установлен более мощный трансформатор , что позволяет ей сваривать листы из низкоуглеродистой стали до 3мм.
Система привода электродов машины контактной сварки оснащена регулятором усилия сжатия электродов, датчиком автоматической синхронизации момента оптимального усилия сжатия и включения сварочного тока. Расположение регулятора усилия сжатия электродов на задней стенке машины, позволяет производить его настройку без открывания шкафа машины контактной сварки. Принцип работы машины точечной контактной сварки с радиальным ходом электродов основан на протекании сварочного тока через сжатые с необходимым усилием детали с заданной длительностью. Сжатие деталей между электродами машины контактной сварки осуществляется с помощью педали с ножным приводом.
Машина МТР-1107 может использоваться как в серийном производстве при сварке тонколистовых конструкций в машиностроении, так и при строительном производстве , а также при различных ремонтных работах.
ОСНОВНЫЕ ОСОБЕННОСТИ МАШИН МТР-1107
• Малые габариты;
• Плавное регулирование длительности прохождения сварочного тока;
• Цифровое регулирование сварочного тока;
• Цифровое регулирование длительности прохождения сварочного тока;
• Стабилизация сварочного тока при колебаниях напряжения питающей сети;
• Обеспечивает работу по циклу: сжатие - сварка - проковка при нажатой педали;
• Наличие термозащиты от перегрева;
Машина контактной сварки МТ-1928, 380В
Описание аппарата
Машина контактной точечной сварки МТ-1928Л предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, ВЗ.
Россия родина бренда.
Особенности аппарата
- Компактная, быстродействующая и простая в эксплуатации машина универсального назначения Конструкция верхнего и нижнего хоботов и возможность регулировки вылета нижнего хобота, позволяют сваривать изделия сложной конфигурации, например, с отбортовкой Раствор регулируется ступенчато
Комплект поставки
- Машина контактной сварки 1 шт. Руководство по эксплуатации 1 шт.
Чтобы заказать на сайте Машина контактной сварки МТ-1928, 380В добавьте товар в корзину, или обратитесь к нашим менеджерам по телефону, назвав ID оборудования - ID 7210005.
Точечная сварка,сварка листового металла, холодная сварка, шевная сварка, сварка продольных швов, стыковая сварка
Установки шовной сварки
Станки шовной сварки внахлест современное решение для сварки оцинкованной и нержавеющей стали. Применяются в производстве вентиляции и дымоходов. Сварка на данном оборудовании осуществляется внахлест. ширина 6мм, при этом обеспечивается 100% герметичность соединения, качество сварки. и отличный внешний вид. Сварка осуществляется при помощи медной проволоки, место соединения металлов заполняется медью. Сварной шов не требует дополнительной обработки т.к. заполнен медью. Одним из преимуществ станков шовной сварки является их скорость и простота перехода с оцинковки на нержавейку.
Установки холодной сварки
Установки для сварки продольных швов
Установки контактной сварки TECNA
Контактная сварка
В связи с тем, что соединение при контактной сварке формируется за время, гораздо меньшее сварки плавлением, то это обеспечивает более высокую производительность и меньшее коробление детали, т.к. ЗТВ мала.
Т.к. процесс легко автоматизируется и более легко встраиваются поточные конвейеры, этот способ лучше применять при массовом и серийном производстве.
Этот способ нашел применение в автомобильной и авиакосмической промышленности.
Благодаря тому, что соединения, полученные контактной сваркой, обладают очень высокой прочностью и качество мало зависит от квалификации сварщика, то этот способ находит применение и в других отраслях.
Контактной сваркой сваривают толщины от сотых до десятых долей мм, а также до десятков мм. Также сваривают нефте- и газопроводы.
Для роботов применяют системы с повышенной частотой питающего напряжения, что позволяет уменьшить габариты трансформатора.
Классификация способов контактной сварки
По ГОСТ 158-78-77 «Контактная сварка и соединения сварные» выделяют 3 основные вида:
- точечная сварка;
- шовная сварка;
- стыковая сварка.
tu – время протекания сварочного импульса
Q = J^2Rtu
Снимаем давление, деталь остывает и получаем литое ядро.
Формирование сварного соединения , определяется двумя физическими явлениями, являющимися значимыми:
1. Нагрев металла сварочным током
Q = J^2свRtu
2. Теплоотвод тепла из зоны сварки λ-теплопроводность

Т.е. в зоне между электродами действует тепло, выделяемое при прохождении тока и отводимое тепло в массу детали и электрода.
Т.к. Э. Томсон решил применить медные электроды, а λсu λстали, то форма литого ядра имеет благоприятную для сварного соединения чичевицеобразную форму.
Если увеличить Jсв и tсв, то начинает развиваться литое ядро.
Т.е. применение литых электродов и повышенный теплоотвод в них по сравнению с массой детали определяют развитие процесса плавления в литом ядре именно в массу детали, а не в сторону электрода.
В связи с этим снижается вероятность брака по причине плавления в ядре, т.е. прожег затруднителен, что определяет производительность точечной контактной сварки.
Рельефная сварка – ее можно отнести к одной из разновидностей точечной сварки.
Соединение при точечной сварке формируется при местном нагреве детали электрическим током и пластической деформацией в зоне соединения в счет усилия сжатия.
+ Q – за счет повышенного сопротивления;
- Q – металлы активно отводят тепло.
Соединение образуется за счет двух эффектов:
Шовная контактная сварка
Кш – обозначение швов, детали сваривают перекрывающимися точками по линии качения роликов , сжатия детали р, подвода тока Jсв и перемещения детали со скоростью сварки Vсв – тоже с помощью этих роликов.
Применяется в тех случаях, когда нужно получить герметичное сварное соединение с помощью контактной сварки.
Герметичный шов – для сварки резервуаров, бензобаков, емкостей, полостей и др.
Форум сварщиков Вебсварка
Точечная контактная сварка
Andrew 22 Янв 2015
Клещи для контактной сварки
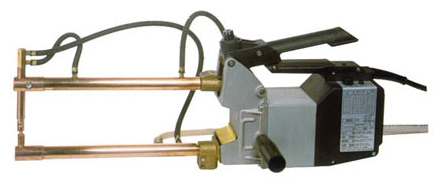
Широкое применение точечной сварки в производстве изделий больших габаритных размеров, как например вагонов, самолетов, автомобилей, легких строительных металлоконструкций и т. п. потребовало создавать передвижные и переносные точечные машины и переносные приспособления к неподвижным машинам, позволяющие сваривать изделия больших размеров. Переносные приспособления для точечной сварки имеют различные названия: клещи, скобы, сварочные пистолеты для точечной сварки и др. приспособления, соединяемые со сварочным трансформатором гибкими проводами; при этом по изделию передвигается лишь одно сварочное приспособление, имеющее сравнительно небольшой вес, а наиболее тяжелая часть контактной машины, т. е. сварочный трансформатор, остается на месте.
На представленных рисунках показано несколько типов переносных сварочных клещей с пневматическим давлением, присоединяемых к трансформатору гибкими проводами. Провод или кабель для присоединения сварочных приспособлений имеет специальное устройство, обеспечивающее минимальную индуктивность сварочной цепи и минимальный вес кабеля. Для уменьшения веса гибкий многожильный кабель заключается в резиновый шланг и охлаждается проточной водой.
Подобные приспособления широко применяются, например, в производстве автомобилей. В некоторых случаях для сварки металла малой толщины оказываются удобными однополюсные сварочные пистолеты. Пистолет присоединяют к одному концу вторичной обмотки сварочного трансформатора, другой конец обмотки присоединяют к изделию. Это позволяет получить сварную точку в любом месте изделия, причем без подвода электрода с обратной стороны металла.
Дополнительная информация:
Скрытый текст
Материал перенесен с сайта websvarka.ru «как есть». Если найдутся желающие внести правки в содержание статьи , то сообщите — выдам права модератора на тему.
Источники: posvartech.ru, www.ligasvarki.ru, www.055mm.ru, ruswelding.com, websvarka.ru
sovet.clan.su
Машины для точечной сварки типы АТП
Синхронный игнитронный прерыватель тока ПИШ позволяет получать равные по значению и длительности импульсы тока через одинаковые паузы. Длительности импульсов и пауз регулируются независимо в пределах 0,02...0,38 с. Таким образом, прерыватель тока одновременно выполняет роль регулятора времени. В настоящее время на машинах устанавливают более совершенные прерыватели тока типа ПСЛ на полупроводниковых элементах. Длительности импульсов тока и пауз регулируются дискретно от 1 до 20 периодов с частотой питающей сети. Это обеспечивает практически абсолютно точный отсчет времени. ПСЛ выпускаются с игнитронным или тиристорным прерывателем. Компенсирующее устройство обеспечивает автоматическую стабилизацию сварочного тока при колебаниях напряжения в питающей машину сети путем изменения момента включения управляемых вентилей-игнитронов или тиристоров. Они допускают также плавное регулирование сварочного тока. Универсальность прерывателей ПСЛ позволяет использовать их не только в шовных машинах, но и в машинах точечной сварки. [c.123]
МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ ТИП МТК-2 [c.159]КОНДЕНСАТОРНАЯ МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ ТИП ТКМ-4 [c.160]
МАШИНА ДЛЯ ШОВНО-ТОЧЕЧНОЙ СВАРКИ ТИП ШАГОВАЯ [c.281]
При контактной точечной сварке возможно соединение двух и большего числа элементов между собой. Число соединяемых элементов, а также их суммарная максимальная толщина зависят от типа применяемых контактных машин и режима сваривания. [c.158]
Кольцевой сердечник (фиг. 59,в) применяется преимущественно во вращающихся трансформаторах в машинах для сварки труб и в отдельных типах нормальных точечных машин. [c.279]
По каждой серийной работе, выполняемой точечной сваркой, применительно к каждому типу машины должно быть установлено время протекания тока, которое обеспечивает получение требуемого качества сварки при минимальном удельном (на одну сварку) расходе электроэнергии и минимальной у.тельной (прочностной) стоимости ее выполнения. [c.25]Механизированная поточная линия — это комплекс основного и вспомогательного оборудования, которое обеспечивает выполнение большей части основных технологических операций (транспортные, загрузочные и др.). Оборудование и рабочие места расположены в порядке выполнения отдельных операций технологического процесса. Пока это основной способ механизации, получивший широкое применение. В автомобилестроении широко применяют поточные механизированные линии для сборки и сварки крупногабаритных штампосварных конструкций. Точечная сварка на этих линиях производится подвесными точечными машинами. Транспортировка изделия производится напольным конвейером карусельного или прямолинейного типа с непрерывным или шаговым движением [5, 6, 12, 14]. Такие линии эффективны при относительно больших объемах производства. [c.184]
Дросселирующие клапаны типа КДП смягчают удары в механизмах давления машин для точечной сварки. Они легко пропускают воздух в одном направлении и тормозят его выход в другом. [c.20]
Машины типа МТП для точечной сварки (см. фиг. 9) [c.100]
При контактной точечной сварке число соединяемых элементов, а также наибольшая суммарная толщина их зависят от типа применяемых машин и режима сваривания (см. т. 2, гл. XI). [c.908]
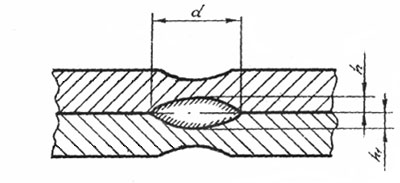
При точечной сварке число и суммарная толщина соединяемых элементов зависят от типа применяемых машин и режима сварки. Диаметр точки не превышает 1,5 - -5 мм, где х—наименьшая толщина свариваемых элементов. Расстояние между точками а>3 , но не менее 60 мм при двух элементах (рис. 6, а, д) а >44, но не менее 80 мм при трех соединяемых толщинах (1 .с. 6,6, е). [c.264]
Контактная сварка — точечная и шовная. Титан и его сплавы хорошо свариваются контактной сваркой. Дополнительной защиты мест сварки не требуется. Желательно использовать электроды и ролики, изготовленные из сплава МЦ4 или кадмиевой меди. Сварка ведется на жестких режимах с применением игнитронных прерывателей типа ПИШ и обычных мощных машин для шовной и точечной сварки. [c.367]
Основным временем при контактной сварке является время, затрачиваемое на сварку одного стыка при стыковой сварке, одной точки при точечной сварке или 1 м шва при шовной сварке. Оно зависит от мощности машины, типа прерывателя, способа ведения процесса (ручной, механический) и других условий, связанных с устройством оборудования. Основное время сварки определяется в соответствии с техническими характеристиками оборудования или опытным путем. [c.520]
По форме свариваемого соединения, определяющего тип сварочной машины, контактную сварку разделяют на стыковую, точечную и роликовую. При всех видах контактной сварки металл нагревается за счет выделения тепла при прохождении электрического тока по свариваемым деталям количество этого тепла определяется известным законом Джоуля—Ленца [c.322]
Таким образом, изменяя F e от нуля до некоторого значения, которое обеспечивает защемление сварочного наконечника, менялись условия, при которых возникает неразъемное соединение металлов с той или иной механической прочностью и структурой. Измерения форм колебаний стержня были произведены при F = = 0 30 60 90 120 150 кГ на машине для точечной ультразвуковой сварки типа МТУ-1,5 с источником питания — генератором типа УЗМ-1,5. Комплект контрольно-измерительной аппаратуры и блок-схема измерений приведены на рис. 6. [c.21]
Из результатов, полученных в работе [29], следует, что этот метод контроля качества сварных соединений весьма эффективен и может быть рекомендован для практического освоения. Аналогичное решение по контролю качества сварных соединений в зависимости от величины наружной деформации было предложено ранее во ВНИИЭСО. Фиксированный объем наружной деформации свариваемых металлов использован в машинах для точечной сварки металлов типов МТУ (см. рис. [c.63]
Сварка и приварка арматуры. Арматуру к изделиям приваривают на точечных сварочных машинах. Сварку корпусов ведер, кофейников, приварку дна к корпусу ведра производят на роликовых электросварочных машинах. Для точечной сварки применяют машины мощностью 8—10 кет (типа АТМ-8, АТН-8, АТМ-10 и т. д.), для шовной сварки — мощностью 25—50 кет (типа МШМ-25 и МШМ-50). [c.115]
Режимы точечной сварки низкоуглеродистых сталей приведены в табл. 205 и 206, режимы точечной сварки нержавеющих хромоникелевых сталей в табл. 207. Ввиду сравнительно небольшой продолжительности прохождения сварочного гока машины для точечной сварки нержавеющей стали должны снабжаться прерывателями типа ПИТ (прерыватель игнитронный точечный). Режимы точечной сварки алюминиевых сплавов приведены в табл. 208. [c.423]
Для измерения длительности сварочного импульса на машинах точечной сварки применяется электрисекундомер типа ПВ-52 завода Энергоприбор с пределом измерений 10 сек. и ценой одного деления 0,01 сек Электросекундомер рассчитан на включение в сеть переменного тока напряжением 220 в. Для измерения длительности сварочиого импульса электросекундомер вклю- [c.449]
В табл. 61 приведены некоторые установленные хронометражем данные вспомогательного времени на ручные приёмы при работе на контактных машинах в качестве иллюстрации, поясняющей методику нормирования. Затраты вспомогательного времени зависят от веса свариваемых деталей, характера и сложности машины, а также последовательности ириёмов обслуживания машины. Поэтому продолжительность вспомогательного времени различна для точечной, шовной и стыковой сварки, и лишь по некоторым элементам одинакова для всех видов сварки. В табл. 61 вначале приведены элементы работы, зависящие от свариваемой детали, а далее — отдельно для точечных, шовных и стыковых машин, зависящие от типа машины. [c.478]
Для точечной сварки стали толщиной до 12 мм служит одноточечная машина низкой частоты (2,5—3 гц) типа МТНЧ-250. Специальные многоточечные автоматы выпущены для сварки арматурных сеток и каркасов. При сварке легких сплавов помимо мощных машин переменного тока применяются машины с питанием аккумулированной энергией (конденсаторные и электромагнитные), а также машины, питаемые одним импульсом выпрямленного тока (типа МТИП-600). [c.195]
Для точечной сварки применяют машины УГХС 5-2, МХСА-50-3, рассчитанные на сварку деталей толщиной 5...20 мм. Для стыковой сварки алюминиевых и медных деталей сечением 0,5... 1000 мм производят 5 универсальных машин типа МСХС и специализированные машины, например МСХС-2004, для сварки встык медных контактных проводов сечением до 100 мм прямо на трамвайных или троллейбусных линиях. Изготавливает машины для холодной сварки завод Электрик , г. Санкт-Петербург. [c.269]
Машины типов МТВ-4801 и МТВ-4802 выполнены в традиционных конструкторских решениях, свойственных машинам точечной контактной сварки переменного тока. Радиальная точечная машина постоянного тока типа МТВР-4801 имеет следующие конструктивные особенности (рис. 1.8). На корпусе / в подшипниках установлена качающаяся балка/с закрепленным на ней верхним токопод-водом, состоящим из хобота 5, электрододер-жателя 6 с электродом и токоведущих шин 8. В задней части балка 7 соединена со штоком привода усилия сжатия, состоящего из диа-фрагменного пневмоцилиндра и направляющего устройства. Нижняя крышка привода усилия сжатия жестко связана с корпусом электродвигательного привода дополнительного хода верхнего сварочного электрода, обеспечивающего вертикальные поступательные перемещения пневмопривода усилия сжатия с балкой 7. Нижняя электродная часть 2 выполнена традиционно. Внутри корпуса расположены сварочный трансформатор, выпрямительный блок вентилей, тиристорный контактор и другие элементы электрооборудования. [c.176]
Контактные машины имеют высокий уровень механизации и автоматизации и хорошо адаптируются к работе в производственных потоках вместе с оборудованием другого типа, сборочными и сварочными приспособлениями [2, 5, 6, 12, 14, 16]. В одном афегате могут быть объединены десятки, а иногда сотни одноточечных машин. Комбинированное оборудование применяют в серийном и массовом производстве для автоматизации точечной сварки штампосварных конструкций из тонколистовых металлов, арматурных конструкций из железобетона и др. [c.184]
Более совершенными по сравнению с прерывателями КИЛ являются синхронные игнитронные прерыватели типа ПИТ (в машинах для точечной сварки) и типа ПИШ (в машинах для шовной сварки). З ги орерыватели позволяют регулировать продолжительность импульсов тока в пределах от 1 до 19 периодов, а также продолжительность пропускания тока в течение каждого полупериода. [c.17]
Регуляторы времени применяют в основном при точечной сварке. Они управляют длительностью, а также последовательностью операций сварочного цикла. Достааточно совершенным является электронный регулятор времени типа РВЭ-7- 1А-2, обеспечивающий заданную выдержку времени операций (табл. 3). Он управляет машиной по следующему циклу (табл. 4, схема а). [c.17]
Сварка деталей из алюминия и его сплавов. Вследствие высокой тепло- и электропроюдности точечная сварка деталей из чистого алюминия на машинах переменного тока затруднительна, но может быть успешно осуществлена на имиульсных — конденсаторных и постоянного тока (типа МТИП и МТПТ). [c.75]
В табл. 57 приведены режимы точечной сварки деталей из дуралюминов на машине типа МТП-200 и на машинах переменного тока с прерывателем ПИТ и модулятором. (табл. 9, схема д и фиг. 14, е). [c.75]
Клещи для точечной ультразвуковой сварки типа КТУ-1,5 (рис. 80) состоят из следующих основных частей корпуса 1, сварочной головки 2, узла перемещения 3 и консольной балки 4. Эти клещи являются модификацией сварочной машины типа МТУ-1,5. В корпусе клещей размещаются источник питания, регулятор времени, блок формирования воздуха пневмосистемы и при-еМносливные вентили системы охлаждения. [c.136]
Во ВНИИЭСО разработана технология армирования алюминиевых сплавов медью. Сущность такого армирования заключается в том, что предварительно на алюминиевый сплав ультразвуковой сваркой наносится слой меди толщиной б = 0,02 + 0,2 мм. Сварка производится на машинах для точечной ультразвуковой сварки типа МТУ. Специальные сварочные наконечники при одноточечном армировании обеспечивают приварку медной фольги 0 2—8 мм. На армированном участке подрубается лепесток и отгибается для последующего лужения, либо лепесток вырубается, облуживается и затем приваривается контактной сваркой к основному изделию. Монтажный провод припаивается к армированному лепестку припоем ПОС-61 с флюсом КЭ. [c.138]
Контактная точечная и роликовая сварка. Этой сваркой выполняют соединения, чаще внахлестку и внакладку, на деталях из деформированных сплавов. Так как сплавы алюминия и магния обладают высокой тепло- и электропроводностью, плотность тока в сварочном контакте должна составлять 1000—1100 а/мм и более, что требует применения особо мощных сварочных машин, обеспечивающих получение кратковременных и в то же время мощных импульсов сварочного тока. Поэтому точечную сварку сплавов наиболее рационально вести на трехфазных низкочастотных пневматических машинах с импульсом постоянного тока типа МТИП или МТПТ, а роликовую — на подобных машинах типа МШШИ или МШШТ. [c.127]
mash-xxl.info




