







1.Задачи легирования. Методы введения легирующего элемента. Металл для легирования
описание, список и особенности применения
Развитие отождествляется с совершенствованием. Улучшение промышленных и бытовых возможностей осуществляется с помощью использования материалов с прогрессивными характеристиками. Это, в частности, легированные металлы. Их разнообразие определяется возможностями коррекции количественного и качественного состава легирующих элементов.
Природно-легированная сталь
Первое выплавленное железо, которое по своим свойствам отличалось от сородичей, было природно-легированным. В выплавляемом доисторическом метеоритном железе содержалось повышенное количество никеля. Его находили в древнеегипетских захоронениях 4-5 тысячелетий до н. э., из такого же сооружен памятник архитектуры Кутаб Минар в Дели (V век). Японские булатные мечи изготавливались из железа, насыщенного молибденом, а дамасская сталь содержала вольфрам, характерный для современной быстрорежущей. Это были металлы, руда для которых добывалась из определенных мест.
Сплавы современного производства могут содержать природные компоненты металлического и неметаллического происхождения, которые отражаются на их характеристиках и свойствах.
Исторический путь
Фундамент для развития легирования был заложен обоснованием тигельного способа плавления стали в Европе в XVIII веке. В более примитивном варианте тигли использовались еще в древние времена, в том числе для выплавки булатной и дамасской стали. В начале 18 века эта технология получила совершенствование в промышленных масштабах и позволяла корректировать состав и качество исходного материала.
- Одновременное открытие все новых и новых химических элементов, подталкивало исследователей на экспериментальные опыты выплавки.
- Установлено негативное влияние меди на качество стали.
- Открыта латунь, содержащая 6 % железа.
Проводились опыты с точки зрения качественного и количественного влияния на стальной сплав вольфрама, марганца, титана, молибдена, кобальта, хрома, платины, никеля, алюминия и прочих.
Первое промышленное производство стали, легированной марганцем, налажено в начале XIX века. Оно же получило развитие с 1856 года в рамках бессемеровского процесса выплавки.
Особенности легирования
Современные возможности позволяют выплавлять легированные металлы любого состава. Основные принципы рассматриваемой технологии:
- Компоненты считаются легирующими только в том случае, если они вводятся целенаправленно и содержание каждого превышает 1 %.
- Сера, водород, фосфор считаются примесями. В качестве неметаллических включений используются бор, азот, кремний, редко – фосфор.
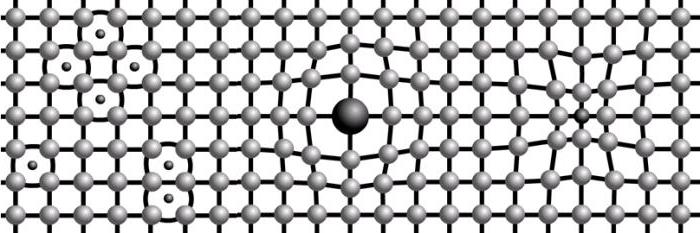
- Объемное легирование – это введение компонентов в расплавленную субстанцию в рамках металлургического производства. Поверхностное представляет собой способ диффузионного насыщения поверхностного слоя необходимыми химическими элементами под действием высоких температур.
- В ходе процесса добавки изменяют кристаллическую структуру «дочернего» материала. Они могут создавать растворы проникновения или исключения, а также размещаться на границах металлической и неметаллической структур, создавая механическую смесь зерен. Большую роль тут играет степень растворимости элементов друг в друге.

Легирующие компоненты
Согласно общей классификации, все металлы делятся на черные и цветные. К черным относятся железо, хром и марганец. Цветные делятся на легкие (алюминий, магний, калий), тяжелые (никель, цинк, медь), благородные (платина, серебро, золото), тугоплавкие (вольфрам, молибден, ванадий, титан), легкие, редкоземельные и радиоактивные. К легирующим металлам относится значительное разнообразие легких, тяжелых, благородных и тугоплавких цветных, а также все черные.
В зависимости от соотношения этих элементов и основной массеы сплава последние делятся на низколегированные (3 %), среднелегированные (3-10 %) и высоколегированные (более 10 %).

Легированные стали
Технологически процесс не вызывает сложностей. Ассортимент очень широк. Основные цели для сталей следующие:
- Повышение прочности.
- Улучшение результатов термической обработки.
- Увеличение коррозионной стойкости, жаростойкости, жаропрочности, теплостойкости, устойчивости к агрессивным условиям работы, срока службы.
Основные составляющие – черные легирующие и тугоплавкие металлы, к которым относятся Cr, Mn, W, V, Ti, Mo, а также цветные Al, Ni, Cu.
Хром и никель – главные компоненты, определяющие нержавеющую сталь (Х18Н9Т), а также жаропрочную, условия работы которой характеризуются высокими температурами и ударными нагрузками (15Х5). В количестве до 1,5% используются для подшипников и деталей трения (15ХФ, ШХ15СГ)
Марганец – основополагающая составляющая износостойких сталей (110Г13Л). В небольших количествах способствует раскислению, снижению концентрации фосфора и серы.
Силиций и ванадий – элементы, которые в определенном количестве повышают упругость и используются для изготовления пружин и рессор (55С2, 50ХФА).
Алюминий применим для железа с большим электрическим сопротивлением (Х13Ю4).
Значительное содержание вольфрама характерно для быстрорежущих устойчивых инструментальных сталей (Р9, Р18К5Ф2). Легированное сверло по металлу из такого материала намного более производительное и стойкое к срабатыванию, чем тот же инструмент из углеродистой стали.
Легированные стали вошли в повседневное использование. Одновременно известны так называемые сплавы с удивительными свойствами, полученные также методами легирования. Так «деревянная сталь» содержит 1 % хрома и 35 % никеля, что определяет ее высокую теплопроводность, характерную для дерева. Алмазная же включает 1,5 % углерода, 0,5 % хрома и 5 % вольфрама, что характеризует ее как особо твердую, сродни алмазу.

Легирование чугуна
Чугуны отличаются от сталей значительным содержанием углерода (от 2,14 до 6,67 %), высокой твердостью и коррозионной стойкостью, однако незначительной прочностью. С целью расширения диапазона показательных свойств и сфер применения, его легируют хромом, марганцем, алюминием, силицием, никелем, медью, вольфрамом, ванадием.
В связи с особыми характеристиками данного железоуглеродистого материала, его легирование – более сложный процесс, чем для стали. Каждый из компонентов влияет на преобразование форм карбона в нем. Так марганец способствует формированию «правильного» графита, что повышает прочность. Введение других же имеет следствием переход углерода в свободное состояние, отбеливание чугуна и снижение его механических свойств.
Технология усложняется невысокой температурой плавления (в среднем, до 1000 ˚С), тогда как для большинства легирующих элементов она значительно превышает этот уровень.
Наиболее эффективно для чугунов комплексное легирование. Одновременно, следует учитывать повышение вероятности ликвации таких отливок, риска трещинообразования, дефектов литья. Осуществлять технологический процесс более рационально в электромагнитных и индукционных печах. Обязательным последовательным этапом является качественная термообработка.
Хромистые чугуны характеризуются высокой износостойкостью, прочностью, жаростойкостью, устойчивостью к старению и коррозии (ЧХ3, ЧХ16). Применяются в химическом машиностроении и в производстве металлургического оборудования.
Чугуны, легированные кремнием, отличаются высокой коррозионной стойкостью и устойчивостью к влиянию агрессивных химических соединений, хотя и удовлетворительными механическими свойствами (ЧС13, ЧС17). Формируют детали химической аппаратуры, трубопроводов и насосов.
Примером высокопродуктивного комплексного легирования являются жаропрочные чугуны. Они содержат в своем составе черные и легирующие металлы, такие как хром, марганец, никель. Для них характерна высокая стойкость к коррозии, износостойкость и устойчивость к высоким нагрузкам в условиях высокотемпературных воздействий – детали турбин, насосов, двигателей, аппаратуры химической промышленности (ЧН15Д3Ш, ЧН19Х3Ш).
Важным компонентом является медь, которая задействована в комплексе с другими металлами, при этом повышает литейные характеристики сплава.

Легированная медь
Используется в чистом виде и в составе медных сплавов, которые имеют широкое разнообразие в зависимости от соотношения основных и легирующих элементов: латуни, бронзы, мельхиоры, нельзийберы и другие.
Чистая латунь – сплав с цинком – не легируется. Если в ее состав входят легирующие цветные металлы в определенном количестве – она считается многокомпонентной. Бронзы – это сплавы с другими металлическими составляющими, могут быть оловянными и не содержащими олова, легируются во всех случаях. Улучшение их качества осуществляется с помощью Mn, Fe, Zn, Ni, Sn, Pb, Be, Al, P, Si.
Содержание кремния в медных соединениях повышает их коррозионную стойкость, прочность и упругость; олово и свинец – определяют антифрикционные качества и позитивные характеристики относительно обрабатываемости резанием; никель и марганец – составляющие, так называемых, деформируемых сплавов, которые также положительно влияют на устойчивость к коррозии; железо улучшает механические свойства, а цинк – технологические.
Применяются в электротехнике, как основное сырье для изготовления разнообразных проводов, материал для изготовления ответственных деталей для химического оборудования, в машиностроении и приборостроении, в трубопроводах и теплообменниках.

Легирование алюминия
Используется в виде деформируемых или литейных сплавов. Легированные металлы его основе представляют собой соединения с медью, марганцем или магнием (дуралюмины и другие), последние – соединения с силицием, так называемые силумины, при этом все их возможные варианты легируются с помощью Cr, Mg, Zn, Co, Cu, Si.
Медь повышает его пластичность; кремний – текучесть и качественные литейные свойства; хром, марганец, магний – улучшают прочность, технологические свойства обрабатываемости давлением и коррозионную стойкость. Также в качестве легирующих компонентов, способствующих устойчивости к старению и к агрессивным условиям работы, могут приниматься B, Pb, Zr, Ti, Bi.
Железо – нежелательный компонент, однако в небольших количествах применяется для производства алюминиевой фольги. Силумины используются для литья ответственных деталей и корпусов в машиностроении. Дуралюмины и штамповочные сплавы на основе алюминия – важное сырье для изготовления корпусных элементов, в том числе силовых конструкций, в авиастроении, судостроении и машиностроении.

Легированные металлы задействованы во всех сферах промышленности как те, которые имеют повышенные механические и технологические характеристики, в сравнении с исходным материалом. Ассортимент легирующих элементов и возможности современных технологий позволяют производить разнообразные модификации, расширяющие возможности в науке и технике.
fb.ru
легирование - это... Что такое легирование?
ЛЕГИ́РОВАНИЕ см. Леги́ровать.
(нем. legieren — сплавлять, от лат. ligo — связываю, соединяю), 1) введение в состав металлических сплавов так называемых легирующих элементов (например, в сталь — Cr, Ni, Мо, W, V, Nb, Ti и др.) для придания сплавам определенных физических, химических или механических свойств. 2) Введение примесных атомов в твердое тело (например, в полупроводники для создания требуемой электрической проводимости). Легирование диэлектриков обычно называется активированием.
ЛЕГИ́РОВАНИЕ (нем. legieren — сплавлять, от лат. ligo — связываю, соединяю), введение в состав твердых веществ (металлов (см. МЕТАЛЛЫ), сплавов (см. СПЛАВЫ), полупроводников (см. ПОЛУПРОВОДНИКИ) и диэлектриков (см. ДИЭЛЕКТРИКИ)) легирующих элементов для придания им определенных физических, химических или механических свойств. Введение легирующей примесей может существенным образом изменить свойства твердых тел. От характера взаимодействия атомов легирующих элементов и атомов основного вещества, от типа образованных дефектов структуры, от характера взаимодействия легирующих и фоновых примесей, легирующих примесей и дефектов структуры, от способности легирующей примеси образовывать соединения в матрице вещества и т.д. зависят свойства (электрические, магнитные, тепловые) легируемого вещества. Легирование широко применятся в технологии получения металлов и сплавов, полупроводниковых кристаллов и пленок, а также диэлектрических материалов с заданными свойствами. Легирование металлов и сталей Легирования металлов, сталей и сплавов позволяет получить металлические сплавы с разнообразными свойствами, значительно отличающимися от свойств чистых металлов. Например, коррозионная стойкость циркония (см. ЦИРКОНИЙ) существенно зависит от его чистоты. Сотые доли процента углерода и азота снижают его коррозионную стойкость, но введение ниобия нейтрализует действие углерода, а введение олова — азота. Легирование ряда металлов и сплавов на их основе редкоземельными элементами позволило значительно улучшить прочностные характеристики этих веществ и т. д. При легировании стали можно получить заданные свойства, в том числе отсутствующие у исходных углеродистых сталей. Стали считаются легированными при содержании примесей в них, например, кремния — более 0,8% , марганца — не более 1%. Но при введении легирующих примесей в сталь необходимо учитывать, что все элементы, которые растворяются в железе, влияют на температурный интервал его аллотропических модификаций, оказывая влияние на свойства сталей. Температура полиморфных превращений железа зависит от всех растворенных в нем элементов. В их присутствии изменяется область существования g-железа. Ряд легирующих примесей (Ni, Mn и др.) расширяют область существования g-железа от комнатной температуры до температуры плавления (см. аустенит (см. АУСТЕНИТ)), А такие примеси, как V, Si, Mo и др. делают ферритную фазу устойчивой вплоть до температуры плавления (см. феррит (см. ФЕРРИТ)). Легирующие примеси в промышленных сталях могут преимущественно растворяются именно в основных фазах железоуглеродистых сплавов — феррите, аустените, цементите (см. ЦЕМЕНТИТ)). При наличии в сплаве железа большой концентрации элемента, который сужает g-область, превращение g ¬® a отсутствует, образуются ферритные стали. Класс аустенитных сталей можно получить при легировании элементами, расширяющими g-область. Если легирующие примеси в g-железе находятся в свободном состоянии, то они как правило, являются примесями замещения, занимая позиции атомов железа. Но легирующие примеси могут образовывать химические соединения с железом, между собой, образовывать оксиды или карбиды. В этом случае карбидообразующие элементы (молибден, ванадий, вольфрам, титан) задерживают выделение карбидов железа при отпуске и увеличивают конструкционную прочность стали. Легирующие примеси изменяют свойства феррита. Молибден, вольфрам, марганец и кремний снижают вязкость феррита, а никель — не снижает. Но никель интенсивно снижает порог хладоломкости, уменьшая склонность железа к хрупким разрушениям. Все легирующие элементы (за исключением марганца и бора), уменьшают склонность аустенитного зерна к росту. Никель, кремний, кобальт, медь (элементы, не образующие карбиды), относительно слабо влияют на рост зерна. Легирующие элементы замедляют процесс распада мартенсита. Т. е. в общем случае легирование существенным образом меняет кинетику фазовых превращений (см. ФАЗОВЫЕ ПЕРЕХОДЫ ВТОРОГО РОДА). Для повышения качества сталей некоторые примеси, например, марганец и кремний, добавляют в заданном количестве. При содержании марганца от 0,25 до 0,9% прочность стали повышается без значительного снижения ее пластичности. Кремний, содержание которого в обыкновенных сталях не превышает 0,35%, не оказывает существенного влияния на свойства стали. А такие примеси, как фосфор и сера являются нежелательными загрязняющими примесями. Фосфор делает сталь хрупкой (хладноломкой), а присутствие серы в количестве более 0,07 % вызывает красноломкость стали, снижает ее прочность и коррозионную стойкость. Изменение свойств сплавов в результате легирования обусловлено, кроме того, изменением формы, размеров и распределения структурных составляющих, изменением состава и состояния границ зерен. Легирование стали может тормозить процессы рекристаллизации (см. РЕКРИСТАЛЛИЗАЦИЯ). Легирование полупроводников Под легированием полупроводников подразумевается не только дозированное введение в полупроводники (см. ПОЛУПРОВОДНИКИ) примесей, но и структурных дефектов (см. ДЕФЕКТЫ) с целью изменения их свойств, главным образом электрофизических. Наиболее распространенным методом легирования является легирование различными примесями. Для получения кристаллов n- и p- типа проводимости кристаллы легируют электрически активными примесями (чаще всего – водородоподобными, валентность которых отличается от валентности основных замещаемых атомов на единицу). Электрически активные водородоподобные примеси являются примесями замещения. Например, для элементарных полупроводниковых материалов (см. ЭЛЕМЕНТАРНЫЕ ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ) германия или кремния такими легирующими примесями являются атомы элементов III или V групп таблицы Менделеева. Примеси такого типа создают мелкие (вблизи дна зоны проводимости (см. ПРОВОДИМОСТИ ЗОНА) или вблизи потолка валентной зоны (см. ВАЛЕНТНАЯ ЗОНА)) энергетические уровни: соответственно, примеси III группы (B, Al, In, Ga) будут акцепторами (см. АКЦЕПТОР), а примеси V группы (P, Sb, As) — донорами (см. ДОНОР (в физике)). У полупроводниковых соединений AIIIBV элементы V группы замещаются примесями VI группы (S, Se, Te), которые являются донорами, а элементы II группы (Zn, Cd), замещая, соответственно, атомы III группы в соединении, будут проявлять акцепторные свойства. Такое легирование позволяет управлять типом проводимости и концентрацией носителей заряда в полупроводнике. Некоторые примеси, введенные в кристалл, способны проявлять как донорные, так и акцепторные свойства. Если проявление донорных или акцепторных свойств таких примесей зависит от их размещения в кристаллической матрице, например, от того, находится ли атом легирующей примеси в узле кристаллической решетки или в междоузлии, примеси называются амфотерными. Некоторые примеси, размещаясь в узлах решетки, являются акцепторами, а в междоузлии — донорами. А в случае легирования соединений AIIIBV примесями IV группы, проявление донорных или акцепторных свойств будет зависеть от того, в узлах какой подрешетки расположен атом примеси. При замещении таким атомом катионного узла он будет проявлять донорные свойства, а при замещении анионного узла — акцепторные. В некоторых случаях используют легирование изовалентными примесями, т.е. примесями, принадлежащими той же группе Периодической системы, что и замещаемые им атомы. Такое легирование используется для формирования свойств косвенным путем. Например, легирование кристаллов GaAs изовалентной примесью In способствует проявлению эффекта примесного упрочнения (снижения плотности дислокаций) и формированию в кристалле полуизолирующих свойств. Иногда для легирования используют примеси, образующие глубокие уровни в запрещенной зоне, что позволяет воздействовать на диффузионную длину носителей заряда и регулировать степень компенсации электрически активных центров. Путем введения тех или иных легирующих добавок можно эффективно влиять на состояние ансамбля собственных точечных дефектов (см. ТОЧЕЧНЫЕ ДЕФЕКТЫ) в кристалле, в особенности на поведение в них дислокаций и фоновых примесей и таким образом управлять свойствами полупроводникового материала. Легирование полупроводников обычно осуществляется непосредственно в процессе выращивания монокристаллов и эпитаксиальных структур. Легирующая примесь в элементарной форме или в виде соединения вводится в расплав, раствор или газовую фазу. В связи с особенностями процессов на фронте кристаллизации при выращивания кристаллов и пленок, примесь распределяется неравномерно как по длине, так и в объеме кристалла. Чтобы добиться равномерного распределения, используются различные технологические приемы. Еще одним способом легирования полупроводников является радиационное легирование. В этом случае доноры и акцепторы не вводятся в кристалл, а возникают в его объеме в результате ядерных реакций при его облучении. Наибольший практический интерес представляют реакции, возникающие в результате облучения тепловыми нейтронами, которые обладают большой проникающей способностью. При таком способе легирования распределение электрически активных примесей более равномерно. Но в процессе облучения в кристалле образуются радиационные дефекты, снижающие качество материала. Для создания p-n-переходов может использоваться диффузионный метод введения легирующей примеси. В этом случае примесь в объем вводят либо из газовой фазы, либо из специально нанесенного покрытия, которым может служить, например, в случае кремния, оксидная пленка. Для получения тонких легированных слоев широко используется метод ионной имплантации (см. ИОННАЯ ИМПЛАНТАЦИЯ), позволяющей вводить практически любую примесь и управлять ее концентрацией и профилем ее распределения.1.Задачи легирования. Методы введения легирующего элемента
Легирование (от лат. ligo - связываю, соединяю), введение добавок в металлы, сплавы и полупроводники для придания им определенных физических, химических или механических свойств. Материалы, подвергнутые легированию, называют легированными. К ним относятся легированные стали и чугуны, легированные цветные металлыи сплавы, легированные полупроводники, Для легирования используют металлы, неметаллы (С, S, P, Si, В, N2 и др.),ферросплавы (см. Железа сплавы) и лигатуры - вспомогательные сплавы, содержащие легирующий элемент. Например, основные легирующие элементы в сталях и чугунах - Сr, Ni, Mn, Si, Mo, W, V, Ti, Al, Nb, Co, Сu, в алюминия сплавах - Si, Cu, Mg, Ni, Cr, Co, Zn, в магния сплавах - Zn, Al, Mn, Si, Zr, Li, в меди сплавах -Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, Si, P, в титана сплавах - Al, Mo, V, Mn, Сu, Si, Fe, Zn, Nb.
Легирование - качественное понятие. В каждом металле или сплаве из-за особенностей производственного процесса или исходного сырья присутствуют неизбежные примеси. Их не считают легирующими, так как они не вводились специально. Например, уральские железные руды содержат Сu, керченские - As, в сталях, полученных из этих руд, также имеются примеси соответственно Сu и As. Использование луженого, оцинкованного, хромированного и др. металлолома приводит к тому, что в получаемый металл попадают примеси Sn, Zn, Sb, Pb, Ni, Cr и др.
При легирование металлов и сплавов могут образовываться твердые растворы замещения, внедрения или вычитания, смеси двух и более фаз (напр., Ag в Fe), интерметаллиды, карбиды, нитриды, оксиды, сульфиды, бориды и других соединений легирующих элементов с основой сплава или между собой.
В результате легирование существенно меняются физико-химические характеристики исходного металла или сплава и, прежде всего, электронная структура. Легирующие элементы влияют на температуру плавления, область существования аллотропич. модификаций и кинетику фазовых превращений, характер дефектов кристаллической решетки, на формирование зерен и тонкой кристаллической структуры, на дислокационную структуру (затрудняется движение дислокаций), жаростойкость и коррозионную стойкость, электрические, магнитные, механические, технолегирование (например, свариваемость, шлифуемость, обрабатываемость резанием), диффузионные и многие другие свойства сплавов.
Легирование подразделяют на объемное и поверхностное. При объемном легировании легирующий элемент в среднем статистически распределяется в объеме металла. В результате поверхностного легирования легирующий элемент сосредоточивается на поверхности металла. Легирование сразу несколькими элементами, определенное содержание и соотношение которых дает возможность получить требуемый комплекс свойств, наз. комплексным легирование и соотв. сплавы - комплекснолегированными. Напр., в результате легирование аустенитной хромоникелевой стали вольфрамом ее жаропрочность возрастает в 2-3 раза, а при совместном использовании W, Ti и др. элементов - в 10 раз.
Условно различают понятия: легирование, микролегирование и модифицирование. При легировании в сплав вводят 0,2-0,5% по массе и более легирующего элемента, при микролегировании - чаще всего до 0,1 %, при модифицировании - меньше, чем при микролегировании, или столько же, однако задачи, решаемые микролегированием и модифицированием, разные. Микролегирование эффективно влияет на строение и энергетическое состояние границ зерен, при этом предполагается, что в сплаве будут реализованы два механизма упрочнения - благодаря легированию твердого раствора и в результате дисперсионного твердения. Модифицирование способствует в процессе кристаллизации измельчению структуры, изменению геом. формы, размеров и распределения неметаллических включений, изменению формы эвтектических выделений, в целом улучшая механические свойства. Для микролегирования используют элементы, обладающие заметной растворимостью в твердом состоянии (более 0,1 ат. %), для модифицирования обычно служат элементы с ничтожной растворимостью ([0,1 ат. %).
Основный способ объемного легирование - сплавление основного элемента с легирующими в печах (конвертеры, дуговые, индукционные, тигельные, отражательные, пламенные, плазменные, электроннолучевые, вакуумно-дуговые и др.). При этом часто возможны большие потери особенно активных элементов (Mg, Cr, Mo, Ti и др.), взаимодействующих с O2 или N2, С целью уменьшения потерь при выплавке и обеспечения более равномерного распределения легирующего элемента в объеме жидкой ванны используют лигатуры. Другие способы объемного легирование - механическое легирование, совместное восстановление, электролиз, плазмохимической реакции. Механическое легирование осуществляют в установках - аттриторах, представляющих собой барабан, в центре которого имеется вал с насаженными на него кулачками. В барабан засыпают порошки компонентов будущего сплава. При вращении и ударе кулачков по механической смеси происходит постепенное "вбивание" легирующих элементов в основу. При многочасовой обработке удается получать равномерное распределение элементов в сплаве. При совместном восстановлении смешивают порошки оксидов компонентов сплава с восстановителем, например с СаН2, и нагревают. При этом СаН2 восстанавливает оксиды до металлов, одновременно протекает диффузия компонентов, приводящая к выравниванию состава сплава. Образовавшийся СаО отмывают водой, а сплав в виде порошка идет на дальнейшую переработку. При металлотермическом восстановлении в качестве восстановителей используют металлы - Са, Mg, Al, Na и др.
Поверхностное легирование осуществляют в слое до 1-2 мм и используют для создания особых свойств на поверхности изделия. В основе большинства процессов (в сочетании с термической обработкой) лежит диффузионное насыщение из газовой или жидкой фазы, химическое осаждение из газовой фазы. К таким процессам относят алитирование (насыщающий элемент Аl), науглероживание (С), планирование (CN), азотирование (N), борирование (В) и т.д. По твердофазному методу на поверхность металла наносят легирующий элемент или сплав в виде слоя нужной толщины, далее каким-либо источником энергии (лазерное облучение, плазменная горелка, ТВЧ и др.) поверхность оплавляется и на ней образуется новый сплав. Общее название перечисленных процессов - химико-термическая обработка.
От всех выше приведенных методов отличается способ ионной имплантации, суть которого заключается в том, что поверхность металла (или полупроводника) бомбардируют в вакууме потоком ионов какого-либо элемента. Энергия ионов настолько велика, что они внедряются в кристаллическую решетку легируемого элемента, проникая на нужную глубину. Затем проводят отжиг для устранения дефектов в кристаллах. С помощью этого метода производят материалы со статистически равномерным распределением не растворяющихся друг в друге элементов и т. обр. получают структуры, которые нельзя получить никакими другими способами.
studfiles.net
Легирование стали - особенности технологического процесса + Видео
Для изготовления некоторых инструментов и ножей применяются специальные стали с добавлением легирующих добавок. Легирование стали осуществляется на металлургических производствах. При этом некоторые добавки позволяют не только улучшить характеристики стали, но и существенно упростить процесс плавки. Технологический процесс легирования довольно сложен, требует особой точности и поэтому практически невозможен в домашних условиях.
1 Описание процесса, цели
Нужно различать легирование стали, которая применяется для изготовления инструментов, и той, которая применяется для изготовления полупроводников. Так, в первом случае требуется повышение именно механических характеристик, а во втором случае требуется повышение токопроводящих свойств. Для этого применяются различные легирующие добавки, а также существенно отличается технологический процесс. Для того, чтобы иметь понятие о процессах, в данном материале будут вкратце рассмотрены основы легирования металлов для различных технических нужд.
Под легированием понимают добавление в состав металла различных примесей (добавок), которые изменяют характеристики и свойства металла. При этом процессы легирования разделяют на:
- Металлургическое легирование (по-другому - объемное).
- Поверхностное. Оно может быть выполнено несколькими способами: диффузией, ионным "обстрелом" и т.д.
В зависимости от того, для какой отрасли производят легирование стали, могут применяться различные технологии. Так, на металлургических производствах для легирования стали в расплавленный металл в качестве добавки применяется металл для легирования.

Добавление добавок в расплавленный металл
Рекомендуем ознакомиться
Легирование хромом, молибденом, никелем, ниобием (ниобий применяется редко) и т.д. Такие добавки позволяют существенно улучшить физико-химические свойства материала. Чтобы стальная заготовка обладала определенными свойствами (например, сопротивляемость коррозии, увеличение твердости и уменьшение износа), применяется поверхностное легирование. Технологический процесс легирования может производиться на различных этапах плавки для получения различных характеристик готового проката.
Поверхностное легирование часто применяют для изготовления стекол и керамических изделий. Это гораздо лучше, чем напыление, потому что происходит диффузия легирующей добавки и основного материала.
Главной целью легирования полупроводников является изменение проводимости, а также концентрации носителей в заданном количестве материала, при этом получая необходимые свойства (например, плавность pn-перехода). Для этих целей наиболее часто применяются добавки фосфора или мышьяка, иногда добавляют бор.
На данный момент существует несколько технологических способов легирования. Подробнее о них рассказано в следующем разделе.
2 Различные способы
Первый способ - ионное легирование (ионная имплантация) Такой способ позволит осуществлять контроль приборов с максимальной точностью. Эта технология применяется в основном для легирования полупроводников. Ионное легирование условно можно разделить на 2 этапа: загонка легирующих атомов в материал и активация загнанной в материал добавки. Проконтролировать процесс можно дозировкой (кол-вом добавки), энергей (от нее зависит глубина вхождения добавки), температурой (от нее зависит распределение добавки в материале), а также временем протекания процесса.
Следующим идет нейтронно-трансмутационный процесс легирования. Он тоже применяется для легирования полупроводников. Принципы технологического процесса следующие: добавки не вводятся, а "мутируют" из исходного материала при протекании ядерных реакций, которые вызываются при облучении материала нейтронами. В результате выходит монокристаллический материал, в котором атомы распределены равномерно. Подобный способ впервые был применен на территории СССР в 1980 году. Отечественными учеными была доказана возможность легирования силиция в больших количествах на энергоблоках АЭС, при этом не снижалась выработка электроэнергии и не ухудшались параметры безопасности. С 1988 по 2004 года технология была внедрена почти на всех АЭС России и усовершенствована, что позволило увеличить диаметр слитков Si до 85 мм. На данный момент Россия лидирует в этой технологии.
Другим способом легирования полупроводников является термодиффузионный способ. Он условно разделяется на несколько этапов: осаждение добавки, отжиг (при котором происходит загонка добавки в материал), удаление добавки.

Процесс легирования стали
Электроискровое легирование происходит при обработке готовых изделий из металла при использовании дуговых разрядов, при которых происходит перенос добавки с электрода на поверхность изделия. Часто применяют для форм и других изделий, которые используются в цветной и черной металлургии (в процессе разливки), поскольку обработанные детали и конструкции устойчивы к высокой температуре. Электроискровое легирование применяется только для специальных изделий и механизмов.
А вот в металлургии специальное легирование начало использоваться не так давно - примерно с начала 20 века. Основными причинами этого являются технологические сложности, связанные с процессом и с тем, что частично происходило природное обогащение компонентами (так, используемое метеоритное железо имело в своем составе никель, а на рудниках - свои примеси серы, кремния и т.д.). Некоторые месторождения (например, на юге Японии) имели в составе руды и молибден, поэтому японское оружие считалось очень надежным и прочным. В Европе уделили особое внимание процессу легирования во второй половине 19 века, первый лабораторный образец легированной стали был получен в 1858 году, первая пробная партия получена в 1871-м, однако технологически не подготовленное оборудование не позволяло быстро внедрить эту технологию. Поэтому массово легировать сталь стали только к 1890-м годам.
Отдельно стоит рассказать о технологии взрывного насыщения. Взрывное легирование используется при насыщении углеродистой стали медью. Это один из подвидов ионного способа, основное назначение - защита металлических изделий от коррозии.
3 На что влияют добавки
Первое, что следует выделить - наиболее часто применяемые добавки к стали. Таковыми являются: хром, никель, марганец, молибден, титан, ванадий. Медь легируют кадмием, что существенно увеличивает ее износостойкость. Установка небольшого количества присадок кадмия позволяет повысить прочность, гибкость и износостойкость проводов и кабелей. В титан добавляют молибден, что позволяет существенно повысить температурный диапазон эксплуатации. При этом некоторые металлы могут легировать сразу несколькими добавками.
Легирующие добавки для стали вводят для повышения именно механических характеристик.
4 Расшифровка наименований
Часто возникает необходимость узнать состав металла. Маркировка материала осуществляется при помощи букв и цифр, согласно ГОСТу 4543-71. Первыми идут цифры, показывающие кол-во C в процентах (сотых), затем идут буквы, показывающие добавку. Возможные обозначения: Х - Cr, Н - Ni, К - Co, М - Mo, Т - Ti, В - W, А - N, Б - Nb, Д - Cu, Г - Mn, Р - B, Ю - Al, Ф - V, С - Si. В маркировке за буквой, обозначающей добавку, ставится цифровое обозначение, которое указывает кол-во добавки в %, при этом цифра может округляться согласно правилам округления (т.е. реальное содержание добавки 0,88% будет округлено до 1%). Если кол-во добавки около 1 %, то цифровое обозначение после добавки не ставится совсем. При этом необходимо обратить внимание, что важно расположение буквы в наименовании.
Так, обозначение, содержащее "А", находящееся не в конце наименования стали, является обозначением добавки N как легирующей добавки, в случае, когда она последняя в наименовании, обозначает сталь высокого качества.
Например, распишем сталь 65Х13Н2МА. Установка расшифровки такова: кол-во углерода - 0,65%, 13% хрома, 2% никеля, 1% молибдена, сталь высококачественная.
В заключении стоит отметить, что необходимо четко следить за соотношением компонентов в стали.
tutmet.ru
Легирование - металл - Большая Энциклопедия Нефти и Газа, статья, страница 3
Легирование - металл
Cтраница 3
Легирование металла шва этими элементами осуществляется через проволоку, через покрытие или комбинированием указанных двух способов. Легирование через покрытие несколько уступает легированию через проволоку в отношении постоянства химического состава металла, но является весьма гибким методом, позволяющим простыми средствами получить почти любой требуемый состав наплавленного металла. [31]
Легирование металла шва этими элементами осуществляется через проволоку, через покрытие или комбинированием указанных двух способов. Легирование через покрытие несколько уступает легированию через проволоку в отношении постоянства химического состава металла, но является весьма гибким методом, позволяющим. [32]
Легирование металла шва может быть получено расплавлением присадочной проволоки ( один из наиболее надежных способов легирования), либо введением в покрытие или флюс порошкообразных металлических добавок или восстановлением из окислов металлов. При этом следует учитывать активность окисления легирующего элемента в зоне сварочной ванны. С увеличением активности окисления легирующего элемента в зоне сварки уменьшается его усвоение сварочной ванной. [33]
Легирование металла шва может производиться либо через электродную проволоку, либо через флюс. Эффективность первого способа не подлежит сомнению, но чтобы пользоваться им, надо иметь много сортов легированной проволоки, а это представляет собой трудную задачу, связанную с работой металлургической промышленности. По данной причине в большинстве случаев применяется более дешевый и простой способ легирования металла шва - при помощи флюса. [34]
Легирование металла шва различными полезными примесями происходит при сварке наряду с процессом раскисления. [35]
Легирование металла шва осуществляют металлом проволоки и покрытием. Легирование металлом проволоки проводят путем подбора проволоки нужного химического состава. [36]
Легирование металла шва при сварке под плавлеными флюсами происходит за счет марганца и кремния, которые находятся во флюсах в виде окислов, и возможно в очень ограниченных пределах. [37]
Легирование металла шва через проволоку имеет ряд преимуществ, так как позволяет получить более постоянный химический состав металла шва и облегчает изготовление электродов. Однако в - настоящее время широко практикуется легирование металла шва через покрытие. Существенным недостатком такого способа легирования является неоднородность химического состава покрытия и соответственно металла шва. [38]
Легирование металла шва марганцем в этом случае осуществляется электродной проволокой, а кремнием - из флюса за счет кремневосстановительных процессов. [39]
Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня. Однако следует помнить, что доля участия основного металла в металле шва, а значит, и степень легирования зависят от способа сварки, применяемого режима и других технологических приемов. Для обеспечения технологической прочности сварных швов, выполненных низколегированными сварочными материалами, содержание углерода в них не должно превышать 0 15 %, так как дальнейшее увеличение содержания углерода резко повышает склонность металла швов к образованию горячих трещин, а также существенно снижает пластичность и особенно ударную вязкость металла шва в эксплуатационных условиях. Необходимых прочностных характеристик металла шва достигают легированием его элементами, которые, повышая прочность, не снижают существенно его деформационную способность и ударную вязкость. [40]
Легирование металла шва проводится для придания специальных свойств наплавленному металлу. Наиболее часто для этого применяют хром, никель, молибден, вольфрам, марганец, титан. Эти элементы вводятся и в покрытие, и в стержень электрода. [41]
Легирование металла сварных швов осуществляется гораздо проще неплавлеными флюсами, имеющими в своем составе необходимое количество легирующих добавок. [42]
Выбранное легирование металла шва тем или иным элементом не должно приводить к образованию горячих трещин и к резкой закалке шва из-за быстрого охлаждения при сварке. [43]
Возможно легирование металла шва за счет применения пластинчатых электродов, предварительно обмазанных ферросплавами. [44]
Уровень легирования металла проволок и лент, предназначенных для наплавки первого слоя, устанавливается с учетом определенной доли участия основного металла в наплавленном. Значительное разбавление наплавляемого металла основным ( 20 - 30 %) способствует увеличению содержания в нем углерода и в ряде случаев повышению концентрации вредных примесей. Все это увеличивает вероятность образования горячих трещин в коррозионно-стойком покрытии. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Легирование (металлургия) — WiKi
Леги́рование (нем. legieren «сплавлять» от лат. ligare «связывать») — добавление в состав материалов примесей для изменения (улучшения) физических и/или химических свойств основного материала. Легирование является обобщающим понятием ряда технологических процедур, различают объёмное (металлургическое) и поверхностное (ионное, диффузное и др.) легирование.
В разных отраслях применяются разные технологии легирования.
В металлургии легирование производится в основном введением в расплав или шихту дополнительных веществ (например, в сталь — хрома, никеля, молибдена), улучшающих механические, физические и химические свойства сплава. Для изменения различных свойств (повышения твёрдости, износостойкости, коррозионной стойкости и т. д.) приповерхностного слоя металлов и сплавов применяются также и разные виды поверхностного легирования. Легирование проводится на различных этапах получения металлического материала с целями повышения качества металлургической продукции и металлических изделий.
При изготовлении специальных видов стекла и керамики часто производится поверхностное легирование. В отличие от напыления и других видов покрытия, добавляемые вещества диффундируют в легируемый материал, становясь частью его структуры.
При изготовлении полупроводниковых приборов под легированием понимается внесение небольших количеств примесей или структурных дефектов с целью контролируемого изменения электрических свойств полупроводника, в частности, его типа проводимости.
История
Легирование стало целенаправленно применяться сравнительно недавно. Отчасти это было связано с технологическими трудностями. Легирующие добавки просто выгорали при использовании традиционной технологии получения стали.
Примечательно то, что первыми сталями, с которыми познакомился человек, были природнолегированные стали. Ещё до начала железного века применялось метеоритное железо, содержащее до 8,5 % никеля[1].
Высоко ценились и природнолегированные стали, изготовленные из руд, изначально богатых легирующими элементами[2]. Повышенная твёрдость и вязкость японских мечей с возможностью обеспечить остроту кромки, возможно, объясняются наличием в стали молибдена[3].
Современные взгляды о влиянии на свойства стали различных химических элементов начали складываться с развитием химии во второй четверти XIX века[3].
По-видимому, первым удачным использованием целенаправленного легирования можно считать изобретение в 1858 г. Мюшеттом стали, содержащей 1,85 % углерода, 9 % вольфрама и 2,5 % марганца. Сталь предназначалась для изготовления резцов металлообрабатывающих станков и явилась прообразом современной линейки быстрорежущих сталей. Промышленное производство этих сталей началось в 1871 г.
Принято считать, что первой легированной сталью массового производства стала Сталь Гадфильда, открытая английским металлургом Робертом Эбботом Гадфильдом в 1882 г[3]. Сталь содержит 1,0 — 1,5 % углерода и 12 — 14 % марганца, обладает хорошими литейными свойствами и износостойкостью. Без особых изменений химического состава эта сталь сохранилась до настоящего времени.
Влияние легирующих элементов
Для улучшения физических, химических, прочностных и технологических свойств металлы легируют, вводя в их состав различные легирующие элементы. Для легирования сталей используются хром, марганец, никель, вольфрам, ванадий, ниобий, титан и другие элементы. Небольшие добавки кадмия в медь увеличивают износостойкость проводов, добавки цинка в медь и бронзу — повышают прочность, пластичность, коррозионную стойкость. Легирование титана молибденом более чем вдвое повышает температурный предел эксплуатации титанового сплава благодаря изменению кристаллической структуры металла.[4] Легированные металлы могут содержать один или несколько легирующих элементов, которые придают им специальные свойства.
Легирующие элементы вводят в сталь для повышения её конструкционной прочности. Основной структурной составляющей в конструкционной стали является феррит, занимающий в структуре не менее 90 % по объёму[5]. Растворяясь в феррите, легирующие элементы упрочняют его. Твердость феррита (в состоянии после нормализации) наиболее сильно повышают кремний, марганец и никель. Молибден, вольфрам и хром влияют слабее. Большинство легирующих элементов, упрочняя феррит и мало влияя на пластичность, снижают его ударную вязкость (за исключением никеля). Главное назначение легирования:
- повышение прочности стали без применения термической обработки путём упрочнения феррита растворением в нём легирующих элементов;
- повышение твёрдости, прочности и ударной вязкости в результате увеличения устойчивости аустенита и тем самым увеличения прокаливаемости;
- придание стали специальных свойств, из которых для сталей, идущих на изготовление котлов, турбин и вспомогательного оборудования, особое значение имеют жаропрочность и коррозионная стойкость.
Легирующие элементы могут растворяться в феррите или аустените, образовывать карбиды, давать интерметаллические соединения, располагаться в виде включений, не взаимодействуя с ферритом и аустенитом, а также с углеродом. В зависимости от того, как взаимодействует легирующий элемент с железом или углеродом, он по-разному влияет на свойства стали. В феррите в большей или меньшей степени растворяются все элементы. Растворение легирующих элементов в феррите приводит к упрочнению стали без термической обработки. При этом твердость и предел прочности возрастают, а ударная вязкость обычно снижается. Все элементы, растворяющиеся в железе, изменяют устойчивость феррита и аустенита. Критические точки легированных сталей смещаются в зависимости от того, какие легирующие элементы и в каких количествах присутствуют в ней. Поэтому при выборе температур под закалку, нормализацию и отжиг или отпуск необходимо учитывать смещение критических точек.
Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями. Марганец вводят в сталь до 2 %. Он распределяется между ферритом и цементитом. Марганец заметно повышает предел текучести, порог хладноломкости, прокаливаемость стали, но делает сталь чувствительной к перегреву. В связи с этим для измельчения зерна с марганцем в сталь вводят карбидообразующие элементы. Так как во всех сталях содержание марганца примерно одинаково, то его влияние на сталь разного состава остается неощутимым. Марганец повышает прочность, не снижая пластичности стали.
Альтернативная версия написанного выше:
Марганец и кремний являются постоянными спутниками практически в любой стали, поскольку их специально вводят при её производстве. Кремний, наряду с марганцем и алюминием является основным раскислителем стали. Марганец также используется для «связывания» находящейся в стали серы и устранения явления красноломкости. Содержание элементов обычно находится в пределах 0,30 — 0,70 % Mn, 0,17-0,37 % Si и порядка 0,03 % Al. В этих пределах они называются технологическими примесями и не являются легирующими элементами. Специальное введение марганца, кремния и алюминия выше указанных диапазонов для придания стали определённых потребительских свойств уже будет являться легированием[6].
Кремний не является карбидообразующим элементом, и его количество в стали ограничивают до 2 %. Он значительно повышает предел текучести и прочность стали и при содержании более 1 % снижает вязкость, пластичность и повышает порог хладноломкости. Кремний структурно не обнаруживается, так как полностью растворим в феррите, кроме той части кремния, которая в виде окиси кремния не успела всплыть в шлак и осталась в металле в виде силикатных включений.
Маркировка легированных сталей
Марка легированной качественной стали в России состоит из сочетания букв и цифр, обозначающих её химический состав. Легирующие элементы имеют следующие обозначения: хром (Х), никель (Н), марганец (Г), кремний (С), молибден (М), вольфрам (В), титан (Т), тантал (Та), алюминий (Ю), ванадий (Ф), медь (Д), бор (Р), кобальт (К), ниобий (Б), цирконий (Ц), селен (Е), редкоземельные металлы (Ч). Цифры, стоящие после буквы, указывают на содержание легирующего элемента в процентах. Если цифры не указаны, то легирующего элемента содержится 0,8-1,5 %, за исключением молибдена и ванадия (содержание которых в сталях обычно до 0.2-0.3 %) А также бора (в стали с буквой Р его должно быть до 0,010 %). В конструкционных качественных легированных сталях две первые цифры показывают содержание углерода в сотых долях процента[7].
Пример: 03Х16Н15М3Б — высоколегированная качественная сталь, которая содержит 0,03 % C, 16 % Cr, 15 % Ni, до 3 % Mo, до 1 % NbОтдельные группы сталей обозначаются несколько иначе:
- Шарикоподшипниковые стали маркируют буквами (ШХ), после которых указывают содержания хрома в десятых долях процента;
- Быстрорежущие стали (сложнолегированые) обозначаются буквой (Р), следующая цифра обозначает содержание вольфрама в процентах;
- Автоматные стали обозначают буквой (А) и цифрой обозначают содержание углерода в десятых долях процента.
ru-wiki.org
Процесс легирования - Литейное производство
 Процесс легирования
Процесс легирования Категория:
Литейное производство
Процесс легирования Легирование — это введение в расплавленные или твердые металлы легирующих материалов для получения сплава заданного химического состава с целью придания ему определенных требуемых свойств.
Общим (объемным) легированием называют введение легирующих материалов в жидкий металл и равномерное распределение их в объеме. Поверхностным легированием называют введение легирующих материалов в поверхностные слои затвердевшей или затвердевающей отливки. Легирующими материалами могут служить технически чистые элементы, преимущественно металлы, их сплавы или химические соединения. Основными легирующими элементами в стали и чугуне являются Cr, Ni, Mn, Si, Mo, W, Ti, Al, Nb, Co, Си, В и др., в алюминиевых сплавах — Si, Си, Mg, Ni, Cr, Со, Zn, в медных — Zn, Sn, Pb, Al, Mn, Fe, Ni, Be, в магниевых — Al, Zn и в свинцовых сплавах — Sn, Zn, Sb.
С развитием различных вариантов легирования появилась разновидность процесса, известная под названием микролегирования. При микролегировании остаточное содержание легирующих элементов не превышает 0,1%.
Легированные сплавы можно получить при использовании шихтовых материалов первичной плавки, содержащих легирующие элементы. Такие материалы называют природнолегированными. Например, природнолегированными являются чугуны, в которые легирующие элементы вносятся из руды при восстановлении железа в доменной печи. Эти элементы могут сохраняться при последующем переделе чугуна в сталь или при переплавке чугуна в других плавильных агрегатах. И в этом случае стали и чугуны называют природнолегированными. Промышленные методы легирования приведены на схеме 1.
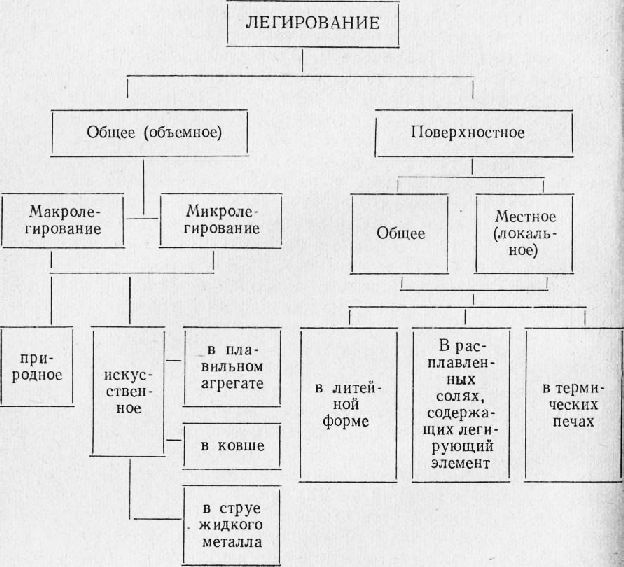
Схема 1. Методы легирования
Несмотря на разнообразие сплавов и методов легирования, известны только два принципиально различных случая влияния легирующих элементов на свойства сплавов: первый, когда легирующие элементы остаются в твердом растворе и второй, когда они помимо раствора, образуют включения, имеющие поверхность раздела.
Влияние легирующих элементов на структуру и свойства сплава зависит от соответствия кристаллических решеток легирующего элемента и металла, являющегося основой сплава.
Если атомный объем легирующего элемента, тип и параметры его кристаллической решетки подобны этим же характеристикам
новного элемента сплава, то возможен первый случай, т.е. образование твердых растворов с большой концентрацией легирующего элемента. Многие литейные сплавы (например сталь, чугун, бронзы, латуни, силумины и др.) представляют собой различные твердые растворы легирующего элемента в основном элементе (железе, меди, алюминии).
Легирующие элементы могут образовывать с основой сплава или другими присутствующими в нем элементами особые химические соединения (карбидные, оксидные, нитридные, карбонитридные и т. д.), обладающие многими ценными качествами: большой твердостью, высокой прочностью и пластичностью, хорошей химической стойкостью, магнитными (антимагнитными) свойствами, жаропрочностью и т. п. Равномерно и в достаточной степени распределенные в твердом растворе (или в качестве самостоятельной фазы) эти соединения придают сплавам необходимый для соответствующих условий эксплуатации комплекс свойств.
Если основной элемент сплава, например железо, подвержен в твердом состоянии полиморфным превращениям (а, у, б), то легирующие элементы определяют изменение свойств, получаемых в результате термической обработки соответствующих сплавов.
Легирующие элементы могут расширять или уменьшать те или иные области, представляемые диаграммами состояния. Например, никель и марганец расширяют область твердого раствора в сплавах железо-углерод и после быстрого охлаждения от высокой температуры никелевая или марганцевая сталь при соответствующем содержании указанных элементов обладает вязкой немагнитной аустенитной структурой с высокой температурой рекристаллизации.
Другие легирующие элементы, например хром, кремний, вольфрам, молибден и ванадий, сужают области у-твердого раствора и способствуют получению ферритной структуры с высокими магнитными свойствами и коррозионной стойкостью.
Условия растворения легирующих элементов определяются общими законами растворов и диффузионными, устанавливающими условия проникновения легирующих элементов в затвердевающую или затвердевшую поверхность отливки.
Характерной особенностью элементов, используемых для микролегирования, является их высокая химическая активность, т.е. способность непосредственно в расплаве взаимодействовать с кислородом, азотом, водородом, серой и некоторыми другими нежелательными примесями и таким образом нейтрализовать их вредное влияние.
Читать далее:
Процесс модифицирования
Статьи по теме:
pereosnastka.ru










