







Основные достоинства и недостатки сварки разных видов. Преимущества и недостатки контактная сварка
Преимущества и недостатки контактной точечной сварки
Преимущества:
1. Высокая производительность и степень автоматизации вследствие кратковременности самого процесса сварки и возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
2. Возможность получения сварных соединений высокого и стабильного качества для рациональной конструкции соединения при соблюдении оптимальных значений параметров режима и условий выполнения сварки;
3. Практически отсутствие необходимости использования присадочных материалов, флюсов и газов;
4. Относительно высокие санитарно-гигиенические условия труда и культура производства.
Недостатки:
1. В ряде случаев контактная точечная сварка деталей из разнородных металлов и сплавов затруднена или невозможна;
2. Более высокая вероятность возникновения выплесков металла в момент включения сварочного тока, для предупреждения которых целесообразно применять импульсы тока с плавным нарастанием, увеличивать начальную силу сжатия, использовать машины с малой массой подвижных частей и направляющими, снабженными подшипниками качения;
3. Сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких швов;
4. Усложнение конструкции электродов и их эксплуатации особенно при многоточечной сварке;
Оборудование для контактной точечной
Сварки
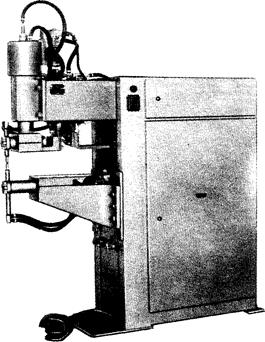
Машина МТ-1222 предназначена для контактной точечной сварки деталей из малоуглеродистой стали
| Параметры М Т-1222 | |
| Напряжение питающей сети при частоте 50 Гц, В | |
| Потребляемая мощность, кВ-А | |
| Номинальный сварочный ток, кА | 12,5 |
| Номинальное усилие сжатия электродов (при давлении воздуха 4,5 ати), кгс | |
| Номинальный длительный вторичный ток, кА | |
| Номинальный вылет электродов, мм | |
| Номинальный раствор электродов, мм | |
| Толщина свариваямого материала, мм | см. текст |
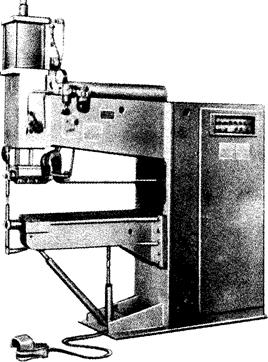 Машина МТ-2002 предназначена для контактной точечной сварки деталей из низкоуглеродистых и легированных сплавов
Машина МТ-2002 предназначена для контактной точечной сварки деталей из низкоуглеродистых и легированных сплавов
| Параметры М Т-2002 | |
| Напряжение питающей сети при частоте 50 Гц, В | |
| Потребляемая мощность, кВ-А | |
| Номинальный сварочный ток, кА | |
| Номинальное усилие сжатия электродов (при давлении воздуха 4,5 ати), кгс | |
| Номинальный длительный вторичный | |
| ток, кА | |
| Номинальный вылет электродов, мм | |
| Номинальный раствор электродов, мм | |
| Толщина свариваямого материала, мм | см. текст |
| Максимальная производительность, сварок/мин | (ход/мин) |
| Габаритные размеры, мм | 2600 X 2500 X Х600 |
| Масса, кг |
Заключение
В ходе курсовой работы был произведен информационный поиск на тему «Технология контактной точечной сварки» и составлен отчет в виде презентации и пояснительной записки к ней.
Контактная точечная сварка наиболее широко применяется в машиностроении.Стабильность и воспроизводимость результатов контактной точечной сварке существенно повышается при использовании постоянного тока и программного управления усилием сжатия.
Список литературы
1. Технология и оборудование контактной сварки: Учебник для студ. учреждений сред. проф. образований / Михаил Денисович Банов. – М.: Издательский центр «Академия», 2005 – 224 с.
2. Сварка. Резка. Контроль:Справочник. В 2-х томах / Под общ. ред. Н.П. Алешина, Г.Г. Чернышева. - М.: Машиностроение, 2004. Т. 1 / Н.П. Алешин, Г.Г. Чернышев, А.И. Акулов и др. - 623 с: ил.
3. Технология и оборудование контактной сварки. Учебное пособие для машиностроительных втузов и политехнических втузов по специальности «Оборудование и технология сварочного производства» под общ. ред. Орлова Б.Д. – М.: Машиностроение, 1975. – 536с.
Похожие статьи:
poznayka.org
Преимущества контактной точечной сварки
1. Чрезвычайно простой процесс, не требует операторов со специальной квалификацией.
2. Этот вид сварки идеален для сварки тонких металлических листов.
3. Не требует защитных газов и присадочного материала.
4. Сохраняются особенности металла вследствие малой зоны термообработки.
5. Отсутствуют вредные дымовые газы.
6. Чрезвычайно низкий риск пожара.
7. Высокая производительность.
Недостатки контактной точечной сварки
1. Каждая отдельная конфигурация шва требует своей собственной настройки оборудования.
2. Не исключена опасность повреждения электродами поверхности украшения [24].
2.2.3. Лазерная сварка
Лазерная сварка – сварка плавлением, при которой для нагрева используется монохроматический когерентный луч света. Применяемый для расплавления металла при сварке лазерный луч можно очень точно сфокусировать, контролируя при этом высокоинтенсивную передачу тепловой энергии на очень ограниченный участок изделия [21].
Наиболее широкое распространение получили лазерные установки с твердотельными лазерами на алюмоиттриевом гранате – Nd:YAG, излучение которых достаточно хорошо поглощается основными материалами ювелирной промышленности – драгоценными металлами и камнями (рис. 2.4). В настоящее время на ювелирном рынке отлично зарекомендовали себя производители лазерного оборудования «Sisma» (Италия), «Rofin» (Швейцария), «Siro Lasertec» (Германия) и др.
а
б
Рис. 2.4. Лазерные установки:
а – напольные лазерные установки; б – настольные лазерные установки
Несмотря на разнообразное дизайнерское решение внешнего вида установок, их принцип действия аналогичен. Лазерные установки имеют возможность изменения параметров луча по его мощности, фокусировке, длительности, частоте и форме импульсов. Узлы установок смонтированы таким образом, чтобы обеспечить легкий доступ для работы и техобслуживания.
Установки позволяют с высокой точностью осуществлять процесс сварки. При работе на установке оператор удерживает изделие в руках (рис. 2.5) и с помощью стереомикроскопа осуществляет точное наведение луча на место сварки путем совмещения перекрестья координатной сетки микроскопа с осью луча лазера. Импульсное воздействие сфокусированного лазерного излучения мгновенно нагревает и расплавляет металл в строго определенной точке.
Рис. 2.5. Сварка изделия с помощью лазера
Твердотельные лазеры на кристаллах Nd:YAG имеют длину волны излучения λ = 1,064 мкм, не видимую человеческим глазом. Это позволяет использовать прозрачное в видимой области защитное стекло рабочей камеры установки. Глядя через него, можно легко совершать подготовительные манипуляции, предшествующие сварке или наплавке. Тем не менее, это стекло задерживает поток отраженного лазерного излучения, а те вспышки, которые видны, имеют спектр видимых глазом лучей, испускаемых раскаленным материалом, и безопасны для зрения.
Область применения лазерных установок
1. Быстрая и надежная сварка звеньев цепей, обеспечение стабильной конфигурации звена. Полностью устраняется риск увеличения зазора между концами звеньев, который является результатом повышенных напряжений структуры металла в процессе механической деформации и может проявляться во время термической обработки в печи.
2. Лазерная сварка может быть использована как прихватка, т.е. для соединения деталей изделия перед пайкой.
3. С помощью лазерной сварки удобно осуществлять подварку дефектов литья, пор, непроливов в отливках из благородных металлов, выравнивать поверхность, смещая бугор металла в каком-либо направлении и пр.
При лазерной сварке световое давление луча и давление плазмы, образующейся при обработке благодаря высокой мощности, имеют весьма ощутимую величину и являются благоприятным фактором. Если луч направить на поверхность металла под углом, световое пятно оказывается вытянутым, и расплавленный металл удобно сталкивать в нужном направлении на подплавленную удаленную область светового пятна.
4. Сварка, ремонт изделий, изготовленных по технологии литья с камнями. Подварка крапанов, не раскрепляя камня (нет риска испортить камень, т.к. нет нагрева).
5. Ремонт замков цепочек со стальной пружиной (нет нагрева, и сталь не теряет своих пружинящих свойств).
6. Ремонт и сборка полированных изделий.
7. Ремонт, реставрация изделий без удаления защитно-декоративных покрытий.
8. Быстрая сборка сложных изделий без использования пинцетов, гипса.
9. Быстрое уменьшение размера колец.
10. Монтаж деталей из разных сплавов в одно изделие.
11. Изготовление и ремонт штампов.
12. Чеканка и микросверление.
13. Удаление порошка формовочной смеси из полостей после отливки.
14. Кинжальные, т.е. тонкие и глубокие проплавления на изделии, выстроенные по одной линии, вызывают управляемую усадку, изгибающую конструкцию стягивающим усадочным действием шва. Этот способ деформации позволяет выгибать изделия в нужном направлении, не встречая серьезных ограничений даже в области массивных элементов. Таким образом можно избавиться от геометрических дефектов, не разрезая изделие на части.
studfiles.net
Достоинства и недостатки сварки разных видов
Сварка — это способ воздействия на металлические предметы для соединения их между собой. Каждый человек в своей жизни сталкивается со свариванием на работе и/или в быту. Например, при протечке металлической трубы в доме, ремонте автомобиля, устройстве беседки на даче и в других случаях.

Сварка применяется в быту и на производстве, выбор вида сварки зависит от вида свариваемого металла или сплавов.
Преимущества и недостатки сварки зависят от ее вида.
В настоящее время используется большое количество видов. Их можно объединить в группы:
- Механические. Слияние атомов материала происходит за счет превращения механической энергии в кинетическую, нагреву подвергается место стыка материала.
- Термические. Предметы разогреваются до той температуры, при которой становятся мягкими, а потом просто соединяются.
- Термомеханические. Объединяет предыдущие методы. Детали нагреваются, а соединяют их между собой с помощью давления.
Каждый из этих методов сваривания используется для разных металлов.
Достоинства и недостатки механических видов
К ним относятся холодная, сварка трением и взрывом.
Первый способ подходит для свинца, меди, алюминия, олова и прочих нетвердых материалов, проходит без термической обработки.

Сварка трением применяется для чугунных, стальных, медных, латунных сплавов.
Второй способ — температура изделий повышается за счет их трения. Он применяется для чугуна, стали, меди, латуни. В третьем способе при взрыве температура предметов увеличивается, при ударе их друг о друга происходит соединение.
Плюсы холодного сваривания:
- очень хорошо подходит для заделки течи в трубах;
- происходит без нагрева поверхности изделий;
- быстро;
- не требуется особых навыков;
- после сваривания практически не остается грязи;
- можно провести самостоятельно в домашних условиях.
Самый значительный минус — при слиянии изделия очень сильно повреждаются. Например, ковка тоже относится к холодной сварке.
Преимущества сваривания трением:
- достаточно небольшая мощность;
- процесс проходит быстро;
- невысокая температура нагревания металла.
Недостатки: повреждение изделий вокруг шва; одна деталь должна быть округлой формы, а другая — плоской. Это нужно, для того чтобы первая ввинчивалась во вторую.
Достоинства сварки взрывом:
- прочность;
- температура металла повышается на короткое время;
- занимает мало времени.
Отрицательные свойства этого вида слияния деталей — взрывная волна, необходимо соблюдать нормы безопасности; можно провести только в специально отведенных для этого местах, в быту не применяется.
Плюсы и минусы термических способов

Схема электродуговой сварки.
К ним относятся плазменная (газовая), электродуговая, электрошлаковая и другие. Первый вид — газ нагревается до очень высоких температур (максимум — 30000° С), металл плавится, его можно резать, гнуть, соединять. При втором способе используется тот же самый принцип металлообработки, что и при газовом сваривании, но максимальная температура дуги — 7000° С. Третий вид — нагрев происходит, за счет того что электрический ток раскаляет шлак, а потом и сам предмет.
Положительные характеристики газовой сварки:
- легко транспортировать оборудование для металлообработки;
- не повреждает металл и окружающие предметы;
- можно не только соединять детали, но и разделять их;
- не нужны электрические сети.
Недостатки этого вида:
- очень большая площадь разогрева предметов при очень высокой температуре;
- на одно соединение уходит достаточно много времени;
- высокий уровень опасности, специалист должен иметь высокую квалификацию и опыт работы.
Намного чаще используется дуговая сварка. Ее преимущества:

Устройство прибора для газовой сварки.
- подходит для слияния практически всех металлов;
- соединения очень прочные;
- универсальный вид, применяется и в промышленности, и в быту.
Отрицательные свойства — вредные условия труда, прочность и аккуратность места соединения изделий зависит от навыков исполнителя.
Преимущества электрошлакового сваривания заключается в том, что оно применяется для слияния предметов любой толщины. По сравнению с дуговой электропотребление намного меньше.
Недостатки:
- нельзя бросать работу до полного слияния изделий;
- сваривать можно только, если предметы находятся в вертикальном положении, легкий наклон допускается;
- прочность стыков снижается, если температура окружающей среды ниже 0° С.
Этот способ соединения металлов применяется на заводах, фабриках и т. д.
Преимущества и недостатки термомеханических видов сваривания
Схема электронно-лучевой сварки .
Это диффузионная, контактная (автоматическая) сварка и другие способы. Первая представляет собой соединение предметов путем нагревания и механического давления на них, при этом они остаются в твердом состоянии. Вторая — разогрев изделий с помощью электричества и последующее их сжатие в единое целое.
Плюсы диффузного сваривания:
- возможно слияние разных металлов, при этом толщина деталей может не совпадать;
- швы получаются ровные, поэтому последующая обработка не понадобится;
- низкий расход энергии.
Минус этого вида в том, что для работы потребуются квалифицированные сварщики, имеющие навыки работы с подобным оборудованием.
Достоинства контактной сварки:
- прочное и аккуратное место стыка предметов;
- быстро;
- не вредит окружающей среде.
Отрицательные характеристики: непростое оборудование для проведения работ.
moyasvarka.ru
Контактная - Контактная | My test site
Контактная сварка – это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. Родоначальник контактной сварки – английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Элиху Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н. Н. Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была представлена в 1936 г. после освоения серийного выпуска контактных сварочных машин. С помощью контактной сварки изготавливают до 90 % конструкций, свариваемых давлением, и около 50 % всех сварных конструкций. Это объясняется преимуществами контактной сварки перед другими способами: высокой производительностью (время сварки одной точки или стыка составляет 0,02 … 1,0 с), малым расходом вспомогательных материалов (воды, воздуха), высоким качеством и надежностью сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика. Это экологически чистый процесс, легко поддающийся механизации и автоматизации.
Недостатки контактной сварки: относительная сложность оборудования, трудность неразрушающего контроля сварных соединений.Основные способы контактной сварки.
Основные способы контактной сварки – это точечная, шовная (роликовая) и стыковая сварка. При точечной сварке детали соединяются на отдельных участках их соприкосновения – точках (рис. 1, а). Детали собирают внахлестку, сжимают между электродами из медных сплавов, подключенными к вторичной обмотке сварочного трансформатора, и пропускают через место сварки короткий импульс тока Iсв. В контакте между деталями металл расплавляется, образуется ядро сварной точки. Под действием сжимающего усилия происходит пластическая деформация металла, по периметру ядра образуется уплотняющий поясок, предохраняющий ядро от окисления и выплеска. Шовная сварка происходит так же, как и точечная. Разница между ними в том, что при шовной сварке детали зажимаются между электродами-роликами (рис. 1, б), которые в процессе сварки вращаются, перемещая свариваемые детали. Импульсы сварочного тока следуют один за другим с установленной паузой между ними. Совокупность многих точек, взаимно перекрывающих друг друга, образует сплошной сварной шов. Точечную и шовную сварку можно производить и с односторонним подводом сварочного тока, устанавливая оба электрода с одной стороны детали. С обратной стороны устанавливают медную подкладку. Сваривают одновременно две точки или два шва. Применяют одностороннюю сварку при затрудненном доступе к обратной стороне детали и для повышения производительности труда. Разновидность точечной сварки – рельефная сварка. Для ее выполнения на одной из деталей штампуют выступ-рельеф. На рельеф укладывают вторую деталь и производят сварку. Это обеспечивает более концентрированный нагрев в зоне контакта деталей. При образовании сварного ядра рельеф сминается. Рельеф можно выполнять в виде длинного бугорка-валика. Тогда можно выполнять рельефную роликовую сварку. Точечной сваркой выполняют только нахлесточные соединения, роликовой, кроме нахлесточного, можно сваривать и стыковые. Для этого на стык листовых деталей накладывают с обеих сторон полоски тонкой (0,3…0,5 мм) фольги из материала свариваемых деталей и сваривают стык с полным проплавлением его толщины. При стыковой сварке (рис. 1, в) соединяют прутки, профильный прокат, трубы по всей площади их торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Различают стыковую сварку сопротивлением и оплавлением. При сварке сопротивлением детали прижимают с большим усилием (2…5 кгс/мм2). Сварочный ток нагревает детали до температуры 0,8…0,9 от температуры плавления. В стыке происходит пластическая деформация, соединения образуется без расплавления металла. Этим способом не всегда удается обеспечить равномерный нагрев деталей большого сечения по всей площади и достаточно полно удалить из стыка деталей окисные пленки. Поэтому стыковую сварку сопротивлением применяют только для соединения деталей малого сечения (до 200…300 мм2): проволок, труб, стержней из малоуглеродистых сталей. При сварке оплавлением детали прижимают друг к другу очень малым усилием при включенном сварочном трансформаторе. Отдельные контакты поверхностей мгновенно оплавляются, возникают новые контакты, которые оплавляются тоже. Под действием электродинамических сил жидкие прослойки металла оплавленных контактов вместе с окислами и загрязнениями выбрасываются из стыка деталей. Поверхности постепенно оплавляются, после чего усилие сжатия резко увеличивают – происходит осадка. При этом в течение 0,1 с через стык еще пропускают ток. Жидкий металл вместе с оставшимися окислами вытесняется из зоны стыка в грат – соединение образуется между твердыми, но пластичными поверхностями. При сварке оплавлением химически активных металлов зон соединения защищают инертными газами.
svar.wmsite.ru
Использование и достоинства контактной сварки
Процесс контактной сварки основан на высокотемпературном нагреве и пластической деформации под давлением, что происходит благодаря прохождению через металл электрического тока и образует неразъемное соединение. Впервые предложил использовать такую технологию физик из Великобритании по имени Уильям Томсон, который сто пятьдесят пять лет тому назад провел первый опыт со стыковой сваркой. Прошло более двадцати лет, пока стыковая сварка не стала применяться на промышленном уровне. А в это же время в России, исследования Бенардоса помогли провести опыт точечной контактной и роликовой шовной сварки. Однако, применение в промышленном масштабе данное изобретение нашло на российских просторах только к тридцать шестому году двадцатого века.
На сегодняшний день контактная сварка применяется достаточно широко, благодаря своим преимуществам:
- она обладает высокой производительностью, одна точка сварки готова за время от двух сотых до одной целой секунды;
- для использования контактной сварки необходим небольшой расход вспомогательных веществ, воздуха и воды;
- использование такой технологии дает высокий уровень качества соединений и надежные швы;
- для работы не требуется большого опыта и высокой квалификации, число необходимых для управления параметров небольшое;
- экологическая чистота процесса, даже если используется автономный источник питания и дизельное топливо летнее, находится на достаточно высоком уровне;
- сварочные агрегаты для контактного процесса являются легко модернизируемыми и автоматизируемыми.
Среди разновидностей контактной сварки есть точечный, шовный или роликовый, стыковой способ. Оснащение для такого процесса может быть стационарным, передвижным и подвесным (используются так называемые клещи). Работать сварочный аппарат может от источника постоянного или переменного тока, который подвергается выпрямлению. В любом аппарате для контактной сварки есть электрическая и механическая часть, гидравлическая и пневматическая система, водяное охлаждение. Электрод замыкает вторичный контур с проводником, которым служит свариваемая деталь. Именно электрод является единственной ценной расходной деталью, которая требует соответствия огнеупорных свойств, ведь процесс проходит при высокой температуре и кратковременных усилиях ударного характера большого уровня!
k-svarka.com
Точечная сварка своими руками: преимущества и недостатки
Содержание статьи
Точечная является разновидностью контактной сварки. Она отличается от других видов сварки тем, что деталь соединяется не продолжительным сварочным швом, а одной или несколькими сварочными точками. Это и есть основной особенностью данного вида сварочного соединения. Точечная сварка своими руками производится совсем не сложно.Промышленность, строительство и бытовое хозяйство пользуется точечной сваркой с 1877 года. Главное изучить основные нюансы и аспекты данного типа.
Понятие точечной сварки
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током, поступающего от электродов, и пластической деформации зоны соединения под действием сжимающего усилия.

Данный вид соединения производится по следующим параметрам:
- время воздействия – 0,2-2,0 секунд;
- высокий ток при работе – больше тысячи ампер;
- маленькое сетевое напряжение – 2-5В;
- сила сжимающего места соединения – до нескольких сотен килограмм;
- минимальная зона расплавления, обеспечивающая точечную сварку.
Точечная сварка в промышленности применяется гораздо чаще, чем другие разновидности контактного способа (шовная, стыковая). Такая популярность связана с широким спектром применения и очень выгодными параметрами самого процесса.
Прочность скрепления зависит от многих факторов. Во-первых, площадь точечной поверхности, то есть самой точки (ядра). Во-вторых, сила сварочного тока и время его воздействия на детали. В-третьих, усилия сжатия свариваемых деталей. Такой метод применяется для изделий разной прочности и толщины, например, от 0,01 до 20-30 миллиметров. Как правило, такой метод применяют на стыковке деталей «внахлест».

Технология точечной сварки
Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды,тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться. При этом образуется сварочное ядро (схоже со сварочной ванной при иных ). Его диаметр обычно колеблется от нескольких миллиметров до 1,5-2 сантиметров.
Заготовки из стали низкого качества могут поддаваться соединению без расплавления ядра, но при этом соединение будет считаться низкого качества. Специалисты рекомендуют новичкам учиться и набивать руку именно на таких заготовках.
Рассмотрим пошаговую инструкцию и все этапы процесса соединения деталей:
- Подготовительный этап, который включает три основных аспекта:
- подготовка деталей к сплавлению. При этом кромки зачищаются для сцепления с целью удаления остатков лакокрасочных изделий или масляных пятен. После этого их необходимо зафиксировать (для этого используют ручные тиски или струбцины) для спаивания между электродами;
- подготовка рабочего места в соответствии со всеми нормами, правилами и требованиями безопасности;
- подготовка сварщика. Перед началом работы непременно нудно надеть специальный костюм и маску для защиты глаз от искр, которые могут причинить ожоги.
- Непосредственный сварочный процесс, при котором под воздействием высокой температуры, создаваемой электродами, металл плавится. Для этого мастер фиксирует деталь между электродами и подает ток, за счет которого образуется энергия, плавящая металл. Когда появилось ядро, ток снимают, и детали крепко сжимаются между собой, сварочной ядро кристаллизуется (застывает) и образует точечную сварку.
Благодаря простоте процесса, для того, чтобы совершать точеную сварку своими руками, не нужно быть высококвалифицированным сварщиком. Главное понимать саму сущность сварки. Нагрев осуществляется за счет импульса, образующегося сварочным током. Он расплавляет металл (точечно) и образует так называемое сварочное ядро. Затем импульс пропадает, а изделие еще несколько секунд находится под давлением. За это время оно успевает застыть и скрепиться.
Важно: сжимание происходит в момент подачи импульса, для того, чтобы избежать разбрызгивания.
Возможные дефекты
Если вы решили в домашних условиях заниматься сваркой, тогда следует ознакомиться с возможными дефектами и их происхождением, чтобы избежать подобных ошибок. Рассмотрим самые распространенные дефекты, которые могут случиться во время точечной сварки:
- полный или частичный непровар может возникнуть из-за некачественных электродов, которые стоит заменить новыми, малой силой тока, или чрезмерным сжатием. Рассмотреть данную оплошность можно двумя способами: при внешнем осмотре или при использовании специального прибора для контроля сварки (радиационного или ультразвукового;
- трещины во время сварки могут возникать из-за сильного тока или некачественно зачищенных изделий, что из-за возникающего сопротивления нарушает температурный режим сварки;
- разрывы у кромок при сварке внахлест чаще всего происходят из-за того, что мастер слишком близко от края детали располагает сварную точку. То есть, необходимо рассчитывать так, чтобы нахлеста хватило на качественное соединение;
- внутренний выплеск – это такой дефект, при котором расплавленный металл «вылазит» за пределы ядра и создает между заготовками зазор. Основной причиной такой ошибки является длительный импульс или слишком большой ток, из-за чего ядро чрезмерно расплавляется. Чтобы этого избежать, важно ровно устанавливать электроды и контролировать силу тока. Чтобы аппарат настроить, рекомендуется несколько точек попробовать на черновом материале;
- наружный выплеск – это дефект, при котором расплавленная масса «вылазит» наружу. Он возникает в результате недостаточного сжатия деталей. То есть, отсутствует момент ковки, позволяющий соединить заготовки.
- вмятины от электрода остаются из-за малого диаметра электрода или чрезмерного сжатия. Из-за неправильно установленных проводников может увеличиваться зона расплавления, из-за чего возникают дефекты;
- прожог – самая частая ошибка, возникающая у начинающих мастеров при любом виде сварки. Она случается по нескольким причинам: малое усилие сжатия электродов, загрязненная поверхность заготовок или кончика проводника;
- смещение ядра происходит из-за неправильно установленных электродов по отношению у заготовкам;
- трещины внешние и внутренние бывают от сильного тока и длительного импульса или же от несвоевременного ковочного усилия.
Преимущества и недостатки метода

Как делать точечную сварку – разобрались. Сейчас рассмотрим основные достоинства и недостатки, которыми характеризуется данный вид соединения. К преимуществам такого метода относятся следующие факторы:
- в сравнении с другими типами и технологиями этот метод считается самым «культурным» и гигиеничным способом;
- нет необходимости в процессе применять дополнительные материалы – газы, флюсы и так далее;
- нет отходов и шлаков;
- в сварке без газа не выделяются вредные вещества, которые наносят вред здоровью мастера;
- высокий уровень коэффициента полезного действия;
- возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- высокое качество соединений за краткий промежуток времени.
Если соблюдать вне нормы и правила работы с точечной сваркой, тогда можно получить высококачественное соединение отличающееся аккуратностью и надежностью. По статистике, новичкам намного проще научиться точечной сварке, чем набить руку выкладывать различные виды швов.
Кроме преимуществ, есть и ряд недостатков, с которыми необходимо ознакомиться:
- очень сложно реализовать надежное скрепление при плавке разных металлов, точнее, практически невозможно;
- при подаче сильного импульса происходит разбрызгивание металла;
- сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких точек;
- усложнение конструкции электродов и их эксплуатации, особенно при многоточечной сварке.
Аппарат для точечной сварки

Аппарат для точечной сварки выглядит следующим образом и включает в себя такие детали:
- трансформатор тока;
- сварочный зажим;
- включающее и выключающее реле;
- механизм сжатия электродов;
- регулятор силы и длительности подачи тока.
У тех аппаратов, которые предназначены для домашнего и бытового применения регулятор силы может отсутствовать. Тогда мастер сам регулирует силу сжатия проводников и время воздействия на деталь, отталкиваясь от своего опыта и полагаясь на свои умения и навыки.
В процессе работы очень важно контролировать состояние электродов. Если их диаметр увеличивается, тогда уровень тепла в месте воздействия на ядро уменьшается. Диаметр электрода должен совпадать в диаметром сварной точки. Обычно проводники изготавливаются из жаропрочных материалов – меди, бронзы. Но под воздействием высокой температуры со временем они теряют свою форму, поэтому важно их своевременно менять.
Оборудование для точечной сварки
Рассматривая оборудование, можно провести следующую классификацию:
- по способу передвижения – мобильные, подвесные, стационарные;
- по способу механизации – ручной и автоматический;
- по расположению электродов – параллельно и друг напротив друга.
Для производственных целей необходимо использовать высококлассное оборудование. Для дома отлично подойдет и самодельная точечная сварка, которую можно собственноручно сделать из любого электрического прибора. Ниже в видео подробно рассказывается, как самостоятельно соорудить сварочный аппарат.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Контактная сварка - преимущества и параметры процесса
Сварочные работы – это на сегодняшний день самый распространённый способ соединения и резки металлов. Способы проведения сварочных работ бывают различными, как и оборудование, которое при этом применяется. Для работы с более мелкими деталями и изделиями ещё в XIX веке был разработан метод контактной сварки. Суть этого метода заключается в том, что изделия соединяются между собой при нагреве металла электрическим током, проходящим через него в определённой сварочной зоне. Качество места сваривания зависит от качества подготовленной поверхности, силы тока сварки, длительности электрического импульса, прикладываемого к месту сварки и силы сжатия свариваемых деталей.


Главный показатель качества контактной сварки – размер ядра точки сваривания. Так как контактная сварка в основном применяется для соединения листового материала, то размер ядра сварки определяется, как три толщины самого тонкого свариваемого листа. Толщина свариваемых таким способом изделий может изменяться в диапазоне от 0,002 мкм в электронном приборостроении до 20 мм при возведении металлических конструкций в машиностроении, кораблестроении, и других областях промышленности, а также при возведении и ремонте сооружений и зданий бытового и промышленного назначения.
При контактной сварке результат работы обычно контролируется визуально или методом разрушения. Преимущества контактной сварки очевидны:
- 1. Скорость работ (производительность) – одна сварная точечная операция длится 0,02-1,0 сек.
- 2. Небольшой расход материалов.
- 3. Надёжность соединения и высокое качество при малом количестве контролируемых процессов.
- 4. Экологичность сварных работ.
Любая контактная сварка по способу производства работ может разделяться на стыковую сварку, шовную и точечную сварку изделий. Современный аппарат контактной сварки представляет собой передвижное, стационарное или подвесное устройство. Рабочий ток в таком оборудовании может быть переменным или постоянным.
Используемые электроды для контактной сварки служат для того, чтобы вторичный контур, образующийся из свариваемых деталей, замкнулся, и образовалось ядро свариваемой точки. Дополнительные функции электродов при шовной сварке – перемещение и удерживание свариваемых деталей в процессе сварки. Электроды для точечной контактной сварки – инструмент быстроизнашивающийся. Для производства таких электродов применяется медь и медные сплавы. Это может быть бронза с включением хромоциркония, кадмиевая бронза, бронза хромистая, бронза, легированная добавлением никеля, титана и бериллия или кремний-никелевая бронза.


Один из видов контактной сварки — точечная сварка. При такой сварке детали соединяются между собой по ограниченным местам касания. Детали зажимаются между электродами, соединёнными с источником импульсного тока. Для зажима деталей применяются клещи для контактной сварки, которые являются переносным приспособлением. Переносные устройства для контактной точечной сварки называются по разному — скобы, клещи, пистолеты для точечной сварки и т.д. В основном это переносные сварочные клещи с пневматическим давлением, но для более тонких работ (например, в автомобилестроении) используются специальные пистолеты.
Как работает аппарат точечной сварки?
Для этого способа сварки характерен нагрев места стыка деталей электрическим током, проходящим через них. Обязательно усилие сжатия свариваемых деталей. Детали соединяются и удерживаются клещами или прижимаются друг к другу пистолетом. И клещи, и пистолет соединяются со сварочным аппаратом шлангами, что позволяет передвигаться вдоль свариваемой конструкции во время работы. Под воздействием электрического тока в месте контакта деталей металл плавится и образуется ядро сварной точки диаметром до 20 мм – в зависимости от проводимых работ. Использование специальной аппаратуры позволяет создавать до 600 точечных соединений в минуту.
Метки: выполнение сварочных работ, работа сварочным аппаратом, сварка своими руками, Сварка- основы
kovka-svarka.net




