Все о сварке. Расход сварочной проволоки на 1 метр шва калькулятор
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
заместитель министра монтажных
и специальных
строительных работ СССР
К.К.Липодат
14 декабря 1984 г.
ПРОИЗВОДСТВЕННЫЕ НОРМЫ РАСХОДА МАТЕРИАЛОВ В СТРОИТЕЛЬСТВЕ
СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ЛИСТОВЫХ КОНСТРУКЦИЙ, СВАРКА СТЕРЖНЕЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ, ГАЗОВАЯ РЕЗКА.
ВСН 452-84 Минмонтажспецстрой СССР
Центральное бюро научно-технической информации
Москва 1986
Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций.
Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко).
В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин).
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 452-84 |
|
Минмонтажспецстрой СССР | ||
|
Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка |
В дополнение к ВСН 416-81 ММСС СССР |
1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей - ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей - ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей - ручную дуговую и газовую приведены в "Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы". (М.: Стройиздат, 1982).
2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций.
3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
|
Внесены ВПТИмонтажспецстроем |
Утверждены Минмонтажспецстроем СССР 14 декабря 1984 г. |
Срок введения в действие с 1 июля 1985 г. |
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования.
4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, - огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса.
5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада.
6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру.
1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80.
3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Таблица 1
|
Группа электродов |
Коэффициент расхода электродов |
Марка электродов |
|
II |
1,5 |
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
|
III |
1,6 |
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
|
IV |
1,7 |
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
|
V |
1,8 |
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
|
VI |
1,9 |
АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
При применении электродов с коэффициентом расхода, отличающимся от приведенных в табл. 1, нормы расхода следует рассчитывать по формуле
Н=М×К,
где Н - определяемая норма расхода электродов, кг;
М - масса наплавленного металла, кг;
К - коэффициент расхода электродов, по которому определяется норма расхода.
4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов.
При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке покрытыми электродами - 0,826;
при ручной аргонодуговой сварке: для электрода плавящегося - 0,930, для электрода вольфрамового сварочного неплавящегося - 1; для аргона на сварку и на поддув - 0,714.
При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
для плавящегося и неплавящегося сварочного вольфрамового электрода - 1;
для аргона на сварку и поддув - 1,43.
5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51.
6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты:
при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон - 1,4; 2,0.
7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
 кг
кг
где p=3,14;
ДВН - внутренний диаметр трубы, м;
НФП - расход флюс-пасты на 1 м стыка (НФП=2,7 г/м).
9. В табл. 2-47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода. При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле
НТР=Н1м шва×lшва, кг
где НТР - норма расхода материалов на трубу необходимого диаметра, кг;
Н1м шва - норма расхода материалов на 1 м шва определенной толщины, кг;
lшва - длина шва трубы необходимого диаметра, м.
10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм.
11. Нормы расхода электродов при ручной дуговой сварке трубопроводов для типов сварных соединений с условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм следует определять по "Общим производственным нормам расхода материалов в строительстве. Сборник 30. Сварочные работы". М., Стройиздат, 1982.
12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом - 8, при поддуве - 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать.
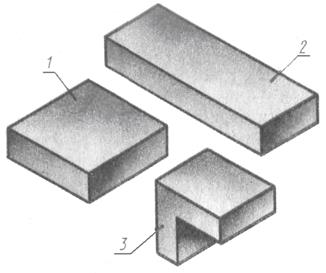
§ 1. Соединения С8 горизонтальных стыков трубопроводов со скосом одной кромки (рис. 1)

Рис. 1
Таблица 2
Норма на 1 м шва
|
Толщина стенки, мм |
Масса наплавленного металла, кг |
Электроды по группам, кг |
Код строки |
||||
|
II |
III |
IV |
V |
VI |
|||
|
3 |
0,152 |
0,269 |
0,286 |
0,305 |
0,322 |
0,340 |
01 |
|
4 |
0,207 |
0,368 |
0,393 |
0,417 |
0,442 |
0,466 |
02 |
5 |
0,262 |
0,465 |
0,497 |
0,527 |
0,558 |
0,590 |
03 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
|
aquagroup.ru
Расход материалов при сварочных работах – методы расчета
Cодержание статьи
Для определения себестоимости сварных изделий очень важно правильно рассчитать расход материалов при сварочных работах. Кроме того, количество необходимых электродов, сварочной проволоки, флюсов, защитных газов и других расходных материалов необходимо знать и для того, чтобы обеспечить непрерывность рабочего процесса, создав на складе достаточный их запас.
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки.
Норма расхода сварочных материалов – это их количество, необходимое для полного изготовления сварного изделия с учетом всех потерь и отходов. Данная норма включает в себя расход материалов на всех этапах технологического процесса, связанного со сваркой, а именно – во время проведения подготовительных работ (изготовление прихваток), ведения самих сварочных работ, а также возможной последующей правки конструкции.
Для каждого типа сварного шва и каждого метода сварки существуют свои нормативы расхода материалов. Кроме того, при определении количества нужных материалов учитываются и неизбежные при ведении сварки потери, причем существует также определенная норма таких потерь, которая зависит от применяемого метода сварки и ее режима, длины шва и сложности всей сварной конструкции.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Как рассчитать расход сварочной проволоки.

Для того, чтобы рассчитать количество сварочной проволоки, которое потребуется для изготовления сварной конструкции, необходимо учесть следующие параметры:
- Если применяется полуавтоматический метод сварки, то количество сварочной проволоки зависит от следующих факторов:
- характеристик подвергаемого сварке металла
- диаметра сварочной проволоки
- особенностей и технических характеристик самого сварочного оборудования
- присутствия или отсутствия защитного газа.
- Расчет расхода сварочной проволоки можно произвести, исходя из массы всей сварной конструкции – как правило, максимальное количество проволоки равняется 1,5% массы сварной конструкции.
Расчет расходов защитного газа.

Правильный расчет количества необходимого для ведения сварочных работ защитного газа дает возможность добиться высокого качества и непрерывности сварных работ в среде защитного газа. Количество необходимого газа зависит от того, какой именно металл подвергается сварке:
- для сварки конструкции из алюминия потребуется 15-20 литров защитного газа (аргона) в минуту
- сварка медной конструкции в среде защитных газов потребует 10-12 литров газа в минуту
- для магниевых сплавов потребуется 12-14 литров аргона в минуту
- при сварке сплавов никеля «уйдет» 10-12 литров газа в минуту
- титан и его сплавы требуют более значительного расхода газа при проведении сварочных работ – 35-50 литров в минуту.
А вот для сварки изделий из стали защитный газ расходуется более экономно.
Для того, чтобы не расходовать лишнее количество газа при сварке, баллоны с газом снабжаются специальным регулятором.
В заключение хотелось бы отметить, что правильный расчет расхода материалов для сварочных работ дает возможность не только обеспечить сварщика вовремя всем необходимым, но и сэкономить затраты на производство сварных конструкций, а значит, снизить себестоимость продукции и повысить конкурентоспособность ее на рынке.
promsnabservisnk.ru
Расчет расхода сварочной проволоки на метр шва
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды. И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.

В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
Содержание статьи
- Особенности проволоки
- Нормы расхода
- Как рассчитать расход
- Пример расчета
- Вместо заключения
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Если вы используете проволоку для сварки автоматическим или полуавтоматическим сварочным оборудованием, то расчет расхода сварочных комплектующих просто необходим. При аргонодуговой сварке это необязательно, но и лишним тоже не будет. Поскольку при таких видах сварки рекомендуется не прерывать сварочный шов, а этого можно добиться только после точного расчета количества проволоки. Лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чем впоследствии исправлять ошибки.Существует такое понятие, как норма расхода материала. При этом в норму входит не только количество проволоки, но и ее перерасход на случай ошибок сварщика или непредвиденных обстоятельств. При расчете учитываются все этапы сварки: от подготовительных до заключительных. Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
Нормы расхода
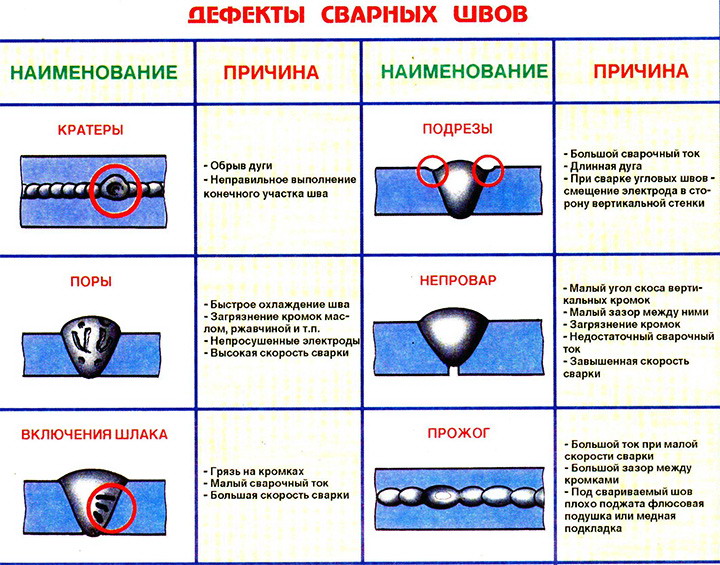
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.

Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
N = G*К
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
G = F*y*L
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Пример расчета
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
home.nov.ru