Таблица свариваемости металла (по сталям). Свариваемость сталей таблица
| Сталь углеродистая обыкновенного качества ГОСТ 380-88 | |||
| Ст 0 | нет | Для второстепенных элементов конструкций и неответственных деталей: настилы, арматура, шайбы, перила, кожухи, обшивки и д.р. | Сваривается без ограничений. |
| Ст2пс Ст2кп Ст2сп | Ст2сп Ст2пс | Неответственные детали, требующие повышенной пластичности, мало нагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах. | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка |
| Ст3кп | СТ3пс | Для второстепенных и малонагруженных элементов сварных элементов и не сварных конструкций, работающих в интервале температур от- 10 до 400 градусов по Цельсию. | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст3псСт3сп | Ст3спСт3пс | Несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-ой категории) толщиной до 10мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от - 40 до +425 градусов по Цельсию дляСт3пс и толщиной до25мм. Для Ст3сп, Ст3пс при толщине проката от 10 до 25мм. - для несущих элементов сварных конструкций, работающих при температуре от-40 до + 425 градусов, при условии поставки с гарантируемой свариваемостью, Ст3сп при толщине проката свыше 25мм - для несущих элементов сварных конструкций, работающих при температурах от -40 до + 425 градусов по Цельсию, при условии поставки с гарантируемой свариваемостью. | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст3Гпс | Ст3пс Ст18Гпс | Фасонный и листовой прокат толщиной от 10 до 36мм. для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до + 425 градусов по Цельсию, и для несущих элементов сварных конструкций, работающих при температуре от -40 до +425 градусов при гарантируемой свариваемости. | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. |
| Ст4кп | нет | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей. | |
| Ст4пс | Ст4сп | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др. | Сваривается ограниченно. |
| Ст5пс Ст5сп | Ст6сп Ст4сп | Детали клепанных конструкций: болты, гайки, ручки, тяги, ходовые валики, втулки, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, стержни, звездочки, трубчатые розетки, фланцы и другие детали, работающие в интервале о 0 до + 425 градусов по Цельсию, поковки сечением до 800мм. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст6пс | Для деталей повышенной прочности: осей, валов, пальцев, поршней и т.д. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
| Ст6сп | Ст5сп | Для деталей повышенной прочности: осей, валов, пальцев и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Сталь углеродистая качественная конструкционная ГОСТ 1050-88 | |||
| 08 | Ст10 | Детали к которым предъявляются требования высокой пластичности, шайбы патрубки, прокладки и другие неответственные детали, работающие в интервале температур от - 40 до + 450 градусов по Цельсию. | Сваривается без ограничений, кроме деталей после химико- термической обработки. |
| 08кп 08пс | Ст08 | Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке - втулок, проушин, тяг. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст10 | Ст08 15, 08кп | Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) - детали с высокой поверхностной твердостью при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст10кп Ст10пс | Ст08кп, 15кп, 10 | Детали работающие при температуре от - 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст15 | Ст10Ст20 | Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО - рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст15кп Ст15пс | Ст10кпСт15кп. | Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от - 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т.п.) | Сваривается без ограничений. |
| Ст18кп | Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей. | Сваривается без ограничений. | |
| Ст20 | Ст15Ст20 | После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от - 40 до+ 450 градусов под давлением; после ХТО - шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20кп Ст20пс | Ст15кп | После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от - 20 до + 450 градусов; после цементации и цианирования - оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст25 | Ст20, 30 | Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО - винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст30 | Ст25, 35 | Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности. | |
| Ст 35 | Ст30, 40 Ст35Г | Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст40 | Ст35, 45Ст40Г | После улучшения - коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст45 | Ст40Х, 50 Ст50Г | Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст50 | Ст45Ст50Г50Г2 Ст55 | После нормализации с отпуском и закалки с отпуском - зубчатые колеса прокатные валки, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев. | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст55 | Ст50, 60Ст50Г | Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие а трение. | Не применяется для сварных конструкций |
| Ст60 | СТ55 Ст65Г | Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости. | Не применяется для сварных конструкций |
| *ГОСТ 1055-88 содержит и другие марки стали | |||
| Сталь конструкционная легированная хромистая ГОСТ 4543-71 | |||
| Ст15Х | Ст20Х | Втулки, пальцы, шестерни, валики, толкатели и другие цементуемые детали, к которым предъявляются требования высокой твердости поверхности при невысокой прочности сердцевины; детали, работающие в условиях износа трением. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20Х | Ст15Х 20ХН, 18ХГТ | Втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементуемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины; детали работающие в условиях износа при трении. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст30Х | Ст35Х | Оси, валики, рычаги, болты, гайки и другие некрупные детали. | Ограниченно свариваемая. |
| Ст35Х | Ст40Х | Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали. | Ограниченно свариваемая. |
| Ст38ХА | Ст40Х | Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и др. улучшаемые детали. | Трудно свариваемая. |
| Ст40Х | Ст45Х Ст38ХАСт40ХС | Оси, валы, шестерни, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полу- оси, втулки и другие детали повышенной прочности | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст45Х | Ст40Х, 50Х | Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной твердости, износостойкости и работающие при незначительных ударных нагрузках. | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст50Х | Ст40Х,45Х Ст50ХН | Валы, шпиндели, установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной твердости, износостойкости и прочности, работающие при незначительных нагрузках. | Трудно свариваемая. Необходим подогрев и последующая термообработка |
| *ГОСТ 4534-71 содержит и другие марки стали. | |||
| сталь высоколегированная и сплавы КОРРОЗОННОСТОЙКИЕ ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ (ГОСТ 5632-72) | |||
| Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные (ГОСТ 5632-72) изготавливают марок: 40Х9С2, 40Х10С2М, 08X13, 12X13, 20X13, 30X13, 40X13, 10Х14АГ15, 12X17, 08X17Т, 95X18, 08Х18Т1, 15Х25Т, 15X28, 25Х13Н2, 20Х23Н13, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 15Х12ВНМФ, 20Х12ВНМФ, 37Х12Н8Г8МФБ, 13Х11Н2В2МФ, 45Х14Н14В2М, 40Х15Н7Г7Ф2МС, 08Х17Н13М2Т, 10Х17Н13М2Т, 31Х19Н9МВБТ, 10Х14Г14Н4Т, 14Х17Н2, 12Х18Н9, 17Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Г8Н2Т, 20Х20Н14С2, 08Х22Н6Т, 12Х25Н16Г7АР. Сплавы по (ГОСТ 5632-72) изготавливают марок: 06ХН28МДТ, ХН35ВТ, ХН35ВТЮ, ХН70Ю, ХН70ВМЮТ, ХН77ТЮР, ХН78Т, ХН80ТБЮ. ГОСТ 5632-72 содержит и другие марки сталей и сплавов. | |||
| Марки, область применения и свариваемость сталей (ГОСТ 5632-72) | |||
| 40Х9С2 | Выпускные клапана двигателей, крепежные детали | Не применяется для сварных конструкций | |
| 40X1 ОС2М | Клапана двигателей, крепежные детали | Трудносвариваемая | |
| 08X1312X1320X1325X1 ЗН2 | Стали: 12X13 12Х18Н9Т Сталь: 20X13 Стали: 12X13 14X1 7Н2 | Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам | Ограниченно свариваемая |
| 30X13 40X13 | Сталь: 40X13 Сталь: 30X13 | Режущий инструмент, предметы домашнего обихода | Не применяется для сварных конструкций |
| 10Х14АП6 | Стали: 12Х18Н9, 08X1 8Н10, 12Х18Н9Т, 12Н18Н10Т | Для немагнитных деталей, работающих в слабоагрессивных средах | Сваривается без ограничений |
| 12X17 | Сталь: 12Х18Н9Т | Крепежные детали, работающие в кислых растворах | Трудносвариваемая |
| 08X1 7Т 08X1 8Т1 | Стали: 12X17, 08X1 8Т1 Стали: 12X17, 08X1 7Т | Для конструкций, подвергающихся ударным нагрузкам и работающих в кислых средах | |
| 95X18 | Детали, к которым предъявляются требования высокой твердости и износостойкости | Не применяется для сварных конструкций | |
| 15Х25Т | Сталь: 12Х18Н10Т | Для сварных конструкций, не подвергающихся воздействию ударных нагрузок | Трудносвариваемая |
| 15X28 | Стали: 15Х25Т, 20Х23Н18 | Для сварных конструкций, не подвергающихся воздействию ударных нагрузок | Трудносвариваемая |
| 20Х23Н13 | Трубы и детали, работающие при высоких температурах | Трудносвариваемая | |
| 20Н23Н18 | Стали: 10Х25Т 20Х23Н13 | Детали, работающие при температуре до 1100°С | Ограниченно свариваемая |
| 10Х23Н18 | Листовые детали, работающие при температуре до 1 100 °С | Ограниченно свариваемая | |
| 20Х25Н20С2 | Детали печей, работающие при температуре до 1100°С | Ограниченно свариваемая | |
| 15Х12ВНМФ | Детали, работающие при температуре до 780 °С | Трудносвариваемая | |
| 20Х12ВНМФ | Стали: 15Х12ВНМФ, 18Х11МНФБ | Высоконагруженные детали | Трудносвариваемая |
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Сварные конструкции, крепежные детали | Трудносвариваемая |
| 10Х17НЗМ2Т | Сварные конструкции | Трудносвариваемая | |
| 31Х19Н9МВБТ | Крепежные детали | Трудносвариваемая | |
| 10Х14П4Н4Т | Стали: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Для изготовления сварного оборудования и криогенной техники до темп. -253 °С | Трудносвариваемая |
| 14Х17Н2 | Сталь: 20X1 7Н2 | Детали компрессорных машин | Трудносвариваемая |
| 12Х18Н9 17Х18Н9 | Стали: 20Х13Н4Г9, 10Х14Г14Н4Т Сталь: 20Х13Н4Г9 | Холоднокатаный лист и лента повышенной прочности | Сваривается без ограничений |
| 08X1 8Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | Сталь: 12Х18Н10Т Стали: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, | Трубы, детали печной арматуры | Сваривается без ограничений |
lazerrf.ru
Свариваемость сталей: классификация, характеристики, определение
Выделяют довольно большое количество параметров, которые определяют основные свойства металла. Среди них выделяют показатель свариваемости. На сегодняшний день сварка стали проводится крайне часто. Подобный способ соединения металлов и других материалов характеризуется высокой эффективностью, так сварной шов может выдерживать большую нагрузку. При плохом показателе провести подобную работу сложно, в некоторых случаях даже невозможно. Все металлы разделяются на несколько групп, о чем далее поговорим подробнее.

Свариваемость сталей
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его. Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается. Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.

Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.

Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.

Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.

Группы свариваемости
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Влияние содержания углерода на свариваемость стали
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Свариваемость низкоуглеродистых сталей
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.

Низкоуглеродистая сталь
Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.

Закаленная сталь
В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Свариваемость сталей | Мир сварки
Свариваемость сталей
Основными характеристиками свариваемости сталей является их склонность к образованию трещин и механические свойства сварного шва.
По свариваемости стали подразделяют на четыре группы:
| 1 | — | хорошая свариваемость; |
| 2 | — | удовлетворительная свариваемость; |
| 3 | — | ограниченная свариваемость; |
| 4 | — | плохая свариваемость. |
К группе 1 относят стали, сварка которых может быть выполнена без подогрева до сварки и в процессе сварки и без последующей термообработки. Но применение термообработки не исключается для снятия внутренних напряжений.
К группе 2 относят преимущественно стали, при сварке которых в нормальных производственных условиях трещины не образуются, а также стали, которые для предотвращения трещин нуждаются в предварительном нагреве, стали, которые необходимо подвергать предварительной и последующей термообработке.
К группе 3 относят стали, склонные к образованию трещин в обычных условиях сварки. Их предварительно подвергают термообработке и подогревают. Большинство сталей этой группы термически обрабатывают и после сварки.
К группе 4 относят стали, наиболее трудно сваривающиеся и склонные к образованию трещин. Сваривают обязательно с предварительной термообработкой, подогревом в процессе сварки и последующей термообработкой.
Низкоуглеродистые стали отличаются хорошей свариваемостью. Снижать свариваемость могут вредные примеси, если содержание их превышает норму. Вредные примеси могут ухудшать свариваемость даже и при среднем содержании, не выходящем за норму, если они образуют местные скопления, например вследствие ликвации. Вредными для сварки элементами в низкоуглеродистой стали могут являться углерод, фосфор и сера, причем последняя, особенно склонна к ликвации с образованием местных скоплений.
Отрицательное влияние на свариваемость может оказывать также засоренность металла газами и неметаллическими включениями. Засоренность металла вредными примесями зависит от способа его производства, и о ней частично можно судить по маркировке металла: сталь повышенного качества сваривается лучше, чем сталь обычного качества соответствующей марки; сталь мартеновская лучше, чем сталь бессемеровская, а сталь мартеновская спокойная – лучше, чем кипящая. При изготовлении ответственных сварных изделий указанные отличия в свариваемости низкоуглеродистых сталей должны обязательно приниматься во внимание и учитываться при выборе марки основного металла.
Углеродистые стали, содержащие более 0,25% углерода, обладают пониженной свариваемостью по сравнению с низкоуглеродистыми, причем свариваемость постепенно снижается по мере повышения содержания углерода. Стали с повышенным содержанием углерода легко закаливаются, что ведет к получению твердых хрупких закалочных структур в зоне сварки и может сопровождаться образованием трещин. С повышением содержания углерода растет склонность металла к перегреву в зоне сварки. Увеличенное содержание углерода усиливает процесс его выгорания с образованием газообразной окиси углерода, вызывающей вскипание ванны и могущей приводить к значительной пористости наплавленного металла.
При содержании свыше 0,4-0,5% углерода сварка стали становится одной из сложных задач сварочной техники. Углеродистые стали вообще обладают пониженной свариваемостью и, если это возможно, рекомендуется заменять их низколегированными конструкционными сталями, которые дают ту же прочность при значительно меньшем содержании углерода за счет других легирующих элементов. При сварке углеродистых сталей плавлением обычно не придерживаются соответствия химического состава присадочного и основного металлов, стремясь получить наплавленный металл равнопрочным с основным за счет легирования марганцем, кремнием и др. при пониженном содержании углерода.
Сварка углеродистых сталей часто выполняется с предварительным подогревом и последующей термообработкой, причем, если возможно, во многих случаях стремятся совместить термообработку с процессом сварки, например, с газовой сваркой мелких деталей, с газопрессовой, точечной, со стыковой контактной сваркой и т. д.
Большинство низколегированных конструкционных сталей обладает удовлетворительной свариваемостью. Ввиду возросшего значения сварки конструкционная низколегированная сталь новых марок, как правило, отличается удовлетворительной свариваемостью. Если же испытания пробных партий стали показывают недостаточно удовлетворительную свариваемость, то обычно для улучшения свариваемости изготовители корректируют состав стали. В некоторых случаях требуется небольшой предварительный подогрев стали до 100-200 °С, реже приходится прибегать к последующей термообработке. Для предварительной грубой качественной оценки свариваемости низколегированных сталей иногда прибегают к подсчету эквивалента углерода по химическому составу стали по следующей эмпирической формуле:

где символы элементов означают процентное содержание их в стали. При эквиваленте углерода меньше 0,45 свариваемость стали может считаться удовлетворительной, если же эквивалент углерода больше 0,45, то необходимо принимать специальные меры, например, проводить предварительный подогрев и последующую термообработку. Метод оценки свариваемости по эквиваленту углерода является ориентировочным и далеко не всегда дает верные результаты.
По структуре низколегированные стали относятся обычно к перлитному классу, большое разнообразие химического состава низколегированных сталей весьма затрудняет получение одинакового состава наплавленного и основного металлов при сварке плавлением, что требует большого разнообразия присадочных материалов. Поэтому, за исключением некоторых особых случаев, когда требуется соответствие химического состава основного и наплавленного металлов (например, получение устойчивости против коррозии, крипоустойчивости и т. п.), обычно ограничиваются получением необходимых механических свойств наплавленного металла, не принимая во внимание его химический состав. Это позволяет при сварке многих сортов сталей пользоваться немногими видами присадочных материалов, что является существенным практическим преимуществом. Например, электродами УОНИ-13 успешно свариваются десятки марок углеродистых и низколегированных сталей. В сварных конструкциях низколегированные стали обычно предпочитают углеродистым той же прочности. Для установления необходимости небольшого предварительного подогрева и последующего отпуска часто принимают во внимание максимальную твердость металла зоны влияния. Если твердость не превышает НВ 200-250, то подогрев и отпуск не требуются, при твердости НВ 250-300 подогрев или отпуск желательны, при твердости выше НВ 300-350 – обязательны.
Из высоколегированных сталей обладают хорошей свариваемостью и находят широкое применение в сварных конструкциях стали аустенитного класса. Наиболее широко применяются хромоникелевые аустенитные стали, например общеизвестная нержавеющая сталь 18-8 (18% Сr и 8% Ni). Хромоникелевые аустенитные стали применяются как нержавеющие, а при более высоком легировании, например при содержании 25% Сr и 20% Ni, они являются и жароупорными сталями. Содержание углерода в хромоникелевых аустенитных сталях должно быть минимальным, не превышающим 0,10-0,15%, иначе возможно выпадение карбидов хрома, резко снижающее ценные свойства аустенитной стали.
Для частей машин, работающих на истирание, например для щек камнедробилок, а также для рельсовых крестовин, применяется обычно в форме отливок сравнительно дешевая марганцовистая аустенитная сталь, содержащая 13-14% Мn и 1-1,3% С.
Сварка аустенитных сталей должна, как правило, сохранить структуру аустенита в сварном соединении и связанные с аустенитом ценные свойства: высокое сопротивление коррозии, высокую пластичность и т. д. Распад аустенита сопровождается выпадением карбидов, образуемых освобождающимся из раствора избыточным углеродом. Распаду аустенита способствуют нагрев металла до температур ниже точки аустенитного превращения, уменьшение содержания аустенитообразующих элементов, повышение содержания углерода в низкоуглсродистых аустенитных сталях, загрязнение металла примесями и т. д. Поэтому при сварке аустенитных сталей следует сокращать до минимума продолжительность нагрева и количество вводимого тепла и применять возможно более интенсивный отвод тепла от места сварки – посредством медных подкладок, водяного охлаждения и т. д.
Аустенитная сталь, предназначенная для изготовления сварных изделий, должна быть высшего качества, с минимальным количеством загрязнений. Поскольку распад хромоникелевого аустенита вызывается образованием и выпадением карбидов хрома, стойкость аустенита может быть повышена введением в металл карбидообразователей более сильных, чем хром. Для этой цели оказались пригодными титан и ниобий, в особенности первый элемент, к тому же не являющийся дефицитным. Титан весьма прочно связывает освобождающийся углерод, не позволяя образовываться карбидам хрома, и тем самым предотвращает распад аустенита. Для сварки рекомендуется применять аустенитную сталь с небольшим содержанием титана. Хорошей свариваемостью отличается, например, нержавеющая аустенитная хромоникелевая сталь X18Н9T типа 18-8 с небольшим количеством титана (не свыше 0,8%).
Более строгие требования, естественно, предъявляются к присадочному металлу, который должен быть аустенитным, желательно с некоторым избытком легирующих элементов, с учетом возможного их выгорания при сварке и со стабилизирующими добавками – титаном или ниобием. ГОСТ 2240-60 предусматривает аустенитную присадочную проволоку для сварки нержавеющих и жароупорных сталей. Аустенитная присадочная проволока иногда применяется и для сварки сталей мартенситного класса. Дефицитность и высокая стоимость аустенитной хромоникелевой проволоки заставляют разрабатывать более дешевые заменители.
Стали мартенситного класса, отличающиеся высокой прочностью и твердостью, находят применение как инструментальные стали, как броневые и т. д. Сварка их связана с известными трудностями. Стали легко и глубоко закаливаются, поэтому после сварки обычно необходима последующая термообработка, заключающаяся в низком или высоком отпуске. Часто необходим также предварительный подогрев изделия. Существенное значение может иметь предшествующая термообработка изделия перед сваркой; желательно по возможности равномерное мелкодисперсное распределение структурных составляющих. При сварке плавлением часто отказываются от сходства наплавленного и основного металла не только по химическому составу, но и по механическим свойствам, стремясь в первую очередь обеспечить повышенную пластичность наплавленного металла и устранить образование в нем трещин. Для этой цели при дуговой сварке довольно часто применяют, например, электроды из аустенитной стали.
Стали карбидного класса применяют главным образом как инструментальные, и на практике чаще приходится иметь дело не со сваркой, а с наплавкой этих сталей при изготовлении и восстановлении металлорежущего инструмента, штампов и т. п. Предварительный подогрев и последующая термообработка для этих сталей по большей части обязательны. Для дуговой сварки и наплавки применяются электродные стержни легированных сталей, близких по свойствам к основному металлу, а также стержни низкоуглеродистой стали с легирующими покрытиями, содержащими соответствующие ферросплавы. По окончании сварки или наплавки обычно производится термообработка, состоящая из закалки и отжига.
Стали ферритного класса отличаются тем, что в них совершенно подавлено или ослаблено образование аустенита при высоких температурах за счет введения больших количеств стабилизаторов феррита. Существенное практическое значение имеют хромистые ферритные стали с содержанием 16-30% Сr и не свыше 0,1-0,2% С, отличающиеся кислотоупорностью и исключительной жаростойкостью. Стали могут быть сварены с присадочным металлом того же состава или аустенитным. Обязателен предварительный подогрев; по окончании сварки производится продолжительный отжиг в течение нескольких часов, за которым следует быстрое охлаждение.
Литература
- Сварка, резка и пайка металлов / К.К. Хренов. М., Машиностроение, 1970, 408 с.
- Справочник конструктора–машиностроителя. Т.3 / В.И. Анурьев. М.: Машиностроение. 2000. 859 с.
- Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосникова. – М.: Машиностроение, 1989. – 640 с.
- Инструментальные стали. Справочник / Л.А. Позняк. М., Металлургия, 1977, 168 с.
weldworld.ru
Критерии свариваемости сталей | Строительный справочник | материалы - конструкции
При определении критериев свариваемости металлов и их сплавов ориентируются на следующие их свойства:
- чувствительность металла к тепловому воздействию, которое создается при сварке;
- склонность металла к росту зерна с сохранением пластических и прочностных свойств, структурным и фазовым изменениям в зоне термического воздействия;
- химическая активность металла, влияющая на его окисляемость при термическом воздействии сварочного процесса;
- сопротивляемость металла к образованию пор и трещин в холодном и горячем состоянии.
Большое влияние на качество сталей оказывает так называемая их раскисляемость, которая характеризуется содержанием марганца, кремния и некоторых других элементов и равномерностью их распределения. По этому параметру различают три вида стал ей: кипящая - «кп», полуспокойная - «пс» и спокойная - «сп».
Кипящая сталь отличается большой неравномерностью распределения вредных примесей (особенно серы и фосфора) по толщине проката и получается при неполном раскислении металла марганцем. Характерной особенностью этого вида сталей является склонность к старению и образование кристаллизационных трещин в шве и околошовной зоне, что приводит к переходу в хрупкое состояние при отрицательных температурах.
Спокойная сталь получается при равномерном распределении примесей, поэтому она менее склонна к старению и меньше реагирует на сварочный нагрев. Полуспокойная сталь занимает промежуточное значение между кипящей и спокойной.
Все эти свойства учитывают при выборе технологических приемов сварки, способов формирования сварочного шва, параметров теплового воздействия и т.д.В качестве примера приведем свариваемость сталей, как наиболее распространенных конструктивных материалов.
Для сварных конструкций лучше всего использовать низкоуглеродистые и низколегированные стали, обладающие высокой степенью свариваемости. Наибольшее влияние на качество сварного соединения оказывает углерод. Увеличение содержания углерода и ряда других легирующих элементов снижает свариваемость сталей, ухудшая качество шва. Сварные соединения высокоуглеродистых и высоколегированных сталей отличаются повышенным содержанием трещин и выполняются по специальной технологии.
Классификация сталей по свариваемости
| Группа по свариваемости | Марка стали | |
| Углеродистая | Конструкционная легированная | |
| 1 .Хорошая | Ст.1;Ст.2;Ст.З; Ст. 4;0, 8; сталь 10,15,20,25; 12кп, 15кп, 1бкп, 20кп | 15Г,- 20Г; 15Х;1 5ХА; 20Х; 15ХМ; 14ХГС; 10ХСМД; 10ХГСМД ,15ХСМД |
| 2. удовлетворительная | Ст5,- стальЗ0, 35 | 12ХМ2; 12ХНЗА;14Х2Ж; 10Г2МП; 20ХНЗА; 20ХН; 20ХГСА; 25ХГСА; З0Х, 30ХМ |
| 3.Ограниченная | Стб; сталь40, 45, 50 | 35Г; 40Г; 45Г; 40Г2,- 35Х,- 40Х; 45Х; 40ХН; 40; 40ХМФЙ," ЗОХГС; ЗОХГСА; зохгсм,- 35ХМ; 20Х2Н4А; 4ХС; 12Х2Н4МА |
| 4 .Плохая | сталь65, 70, 75, 80, 85, У7, У8, У9, У10, У11, У12 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; 6Хс; 7X3,- 9ХС; 8X3; 5ХНТ; 5ХНВ |
Примечание: Стали, относящиеся к хорошим, имеют содержание углерода менее 0,25%. Они хорошо свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Стали, относящиеся к удовлетворительным, имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильно подобранных режимах сварки дают качественный шов. Для улучшения качества сварки часто применяют подогрев.
Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. Плохо свариваемые стали содержат углерод в количестве более 0,45%. При их сварке требуются специальные технологические процессы.
Легирование стали одним или несколькими легирующими элементами придает ей определенные физико-механические свойства. Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости и первостепенная роль в этом принадлежит углероду.
Низколегированные стали хорошо свариваются всеми способами плавления. Получение же при сварке равнопрочного сварного соединения, особенно у термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих швов эти зоны становятся участками деформационного старения. Это в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин. В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали имеют высокую чувствительность к термическому циклу сварки. Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
При сварке высоколегированных хромистых 08X13, 08Х17Т и некоторых других сталей существуют отличительные особенности:
- высокий порог хладноломкости стали, находящийся обычно в области положительных температур;
- склонность к значительному охрупчиванию в околошовной зоне;
- низкая пластичность и вязкость металла шва, выполненного сварочными материалами аналогичного со сталью химического состава;
- невозможность устранить охрупчивание термообработкой.
Сварку таких сталей необходимо выполнять с минимальным тепловложением, так как с увеличением погонной энергии возрастает склонность зон сварного соединения к росту зерен, появлению микротрещин и падению пластичности. При этом снижается сопро-тивляемость сварного соединения локальным повреждениям и межкристаллической коррозии. В процессе сварки возникает опасность коробления и появляется повышенный уровень остаточных напряжений. После сварки в ряде случаев требуется термообработка.
Окисляемость металла под термическим действием сварочной дуги определяется его химической активностью. От этого напрямую зависит степень защиты сварочного шва, применяемого при сварке. Чем выше химическая активность металла, тем качественнее должна быть защита. Наибольшей химической активностью отличаются титан, ниобий, цирконий, вольфрам, молибден, тантал и некоторые другие. Поэтому при сварке этих металлов недостаточно применение флюсов и защитных покрытий, так как в защите нуждаются не только сварочный шов, но и прилегающая к нему область. Самой эффективной защитой в данном случае служит сварка в вакууме или в среде инертного газа высокой чистоты.
Сварка остальных цветных металлов (меди, алюминия, магния, никеля и их сплавов) тоже требует высокой защиты, которую обеспечивают инертные газы, флюсы и специальные электродные покрытия. Для сварки сталей и сплавов на основе железа в качестве защитных средств используют флюсы и электродные покрытия.
build.novosibdom.ru
| velikol.ru |  | 1 2 3 4 Таблица 1. Классификация сталей по свариваемости.
^ относят углеродистые и легированные стали ([С]Х=0,46÷0,59) перлитного класса, склонные в обычных условиях сварки к образованию трещин. Свариваемость этой группы сталей обеспечивается при использовании специальных технологических мероприятий, заключающихся в их предварительной термообработке и подогреве. Кроме того, большинство изделий из этой группы сталей подвергают термообработке после сварки. Для деталей и отливок из проката или поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск). Без предварительного подогрева такие стали можно сваривать в случаях, когда соединения не имеют жестких контуров, толщина металла не более 14мм, температура окружающей среды не ниже +5°С и свариваемые соединения имеют вспомогательный характер. Во всех остальных случаях обязателен предварительный подогрев до температуры 200°С. Термообработка данной группы сталей назначается по режиму, выбираемому для конкретной стали. ^ относят углеродистые и легированные стали ([С]х≥0,60) перлитного класса, наиболее трудно поддающиеся сварке и склонные к образованию трещин. При сварке этой группы сталей с использованием рациональных технологий не всегда достигаются требуемые эксплуатационные свойства сварных соединений. Эти стали свариваются ограниченно, поэтому их сварку выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой. Перед сваркой такая сталь должна быть отожжена. Независимо от толщины и типа соединения сталь необходимо предварительно подогреть до температуры не ниже 200°С. Термообработку изделия после сварки проводят в зависимости от марки стали и ее назначения. Эксплуатационная надежность и долговечность сварных конструкций из низколегированных теплоустойчивых сталей зависит от предельно допустимой температуры эксплуатации и длительной прочности сварных соединений при этой температуре. Эти показатели определяются системой легирования теплоустойчивых сталей. По системе легирования стали можно разделить на хромомолибденовые, хромомолибденованадиевые и хромомолибденовольфрамовые (табл. 1.2). В этих сталях значение углеродного эквивалента изменяется в широких пределах и оценка свариваемости сталей по его значению нецелесообразна. Расчет температуры предварительного подогрева выполняется для каждой конкретной марки сталей. Разделение высоколегированных сталей по группам (нержавеющие, кислотостойкие, жаростойкие и жаропрочные) в рамках ГОСТ5632-72 выполнено условно в соответствии с их основными служебными характеристиками, так как стали жаропрочные и жаростойкие являются одновременно кислотостойкими в определенных агрессивных средах, а кислотостойкие стали обладают одновременно жаропрочностью и жаростойкостью при определенных температурах. Остановимся на кратких рекомендациях по технологии сварки высоколегированных сталей, которые, как уже отмечалось, разделяются на четыре группы. Для хорошо сваривающихся высоколегированных сталей термообработку до и после сварки не проводят. При значительном наклепе металл необходимо закалить от 1050÷1100°С. Тепловой режим сварки нормальный. К этой группе сталей можно отнести ряд кислотостойких и жаропрочных сталей с аустенитной и аустенитно-ферритной структурой. Для удовлетворительно сваривающихся высоколегированных сталей перед сваркой рекомендуется предварительный отпуск при 650÷710°С с охлаждением на воздухе. Тепловой режим сварки нормальный. При отрицательной температуре сварка не допускается. Предварительный подогрев до 150÷200°С необходим при сварке элементов конструкции с толщиной стенки более 10мм. После сварки для снятия напряжений рекомендуется отпуск при 650÷710°С. К этой группе в первую очередь можно отнести большую часть хромистых и некоторых хромоникелевых сталей. ^
| |
velikol.ru
Свариваемость конструкционных сталей
- Сталь углеродистая обыкновенного качества ГОСТ 380-88
- Сталь подшипниковая ГОСТ 801-78
- Сталь углеродистая качественная конструкционная ГОСТ 1050-88
- Сталь конструкционная ГОСТ 1414-75
- Сталь инструментальная нелегированная ГОСТ 1435-90
- Сталь конструкционная легированная хромистая ГОСТ 4543-71
| Марка стали | Заменитель | Свариваемость |
| Ст 0 | нет | Сваривается без ограничений. |
| Ст2пс | Ст2сп | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка |
| Ст2кп | Ст2пс | |
| Ст2сп | ||
| Ст3кп | СТ3пс | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст3пс | Ст3сп | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст3сп | Ст3пс | |
| Ст3Гпс | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. |
| Ст18Гпс | ||
| Ст4кп | нет | |
| Ст4пс | Ст4сп | Сваривается ограниченно. |
| Ст5пс | Ст6сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст5сп | Ст4сп | |
| Ст6пс | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
| Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
| Марка стали | Заменитель | Свариваемость |
| 08 | Ст10 | Сваривается без ограничений, кроме деталей после химико- термической обработки. |
| 08кп | Ст08 | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| 08пс | ||
| Ст10 | Ст08 | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| 15, 08кп | ||
| Ст10кп | Ст08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст10пс | ||
| Ст15 | Ст10 | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20 | ||
| Ст15кп | Ст10кп | Сваривается без ограничений. |
| Ст15пс | Ст15кп | |
| Ст18кп | Сваривается без ограничений. | |
| Ст20 | Ст15 | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20 | ||
| Ст20кп | Ст15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20пс | ||
| Ст25 | Ст20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст30 | Ст25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст 35 | Ст30, 40 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст35Г | ||
| Ст40 | Ст35, 45 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст40Г | ||
| Ст45 | Ст40Х, 50 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст50Г | ||
| Ст50 | Ст45 | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст50Г | ||
| 50Г2 | ||
| Ст55 | ||
| Ст55 | Ст50, 60 | Не применяется для сварных конструкций |
| Ст50Г | ||
| Ст60 | СТ55 | Не применяется для сварных конструкций |
| Ст65Г | ||
| *ГОСТ 1055-88 содержит и другие марки стали | ||
Сталь конструкционная ГОСТ 1414-75
| Марка стали | Заменитель | Свариваемость |
| А20 | А12 | Не применяется для сварных конструкций |
| А30, А40Г | А40Г | Не применяется для сварных конструкций |
Сталь инструментальная нелегированная ГОСТ 1435-90
| Марка стали | Заменитель | Свариваемость |
| У7, У7А | У8 | Не применяется для сварных конструкций |
| У8, У8А | У7, У7А, У10, У10А | Не применяется для сварных конструкций |
| У9, У9А | У7, У7А, У8, У8А | Не применяется для сварных конструкций |
| У10, У10А | У12, У12А | Не применяется для сварных конструкций |
| У12, У12А | У10, У10А | Не применяется для сварных конструкций |
Сталь конструкционная легированная хромистая ГОСТ 4543-71
| Марка стали | Заменитель | Свариваемость |
| Ст15Х | Ст20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20Х | Ст15Х | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| 20ХН | ||
| 18ХГТ | ||
| Ст30Х | Ст35Х | Ограниченно свариваемая. |
| Ст35Х | Ст40Х | Ограниченно свариваемая. |
| Ст38ХА | Ст40Х | Трудно свариваемая. |
| Ст40Х | Ст45Х | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст38ХА | ||
| Ст40ХС | ||
| Ст45Х | Ст40Х, 50Х | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст50Х | Ст40Х,45Х | Трудно свариваемая. Необходим подогрев и последующая термообработка |
| Ст50ХН |
www.stalinvest.ru
Свариваемость сталей
Термокинетическая диаграмма распада аустенита стали марки 08X13 с содержанием углерода менее 0,08 % имеет две области превращения: в интервале 600 ... 930 °С, соответствующем образованию фер-ритно-карбидной структуры, и 120 ... 420 °С - мартенситной (рис. 8.3). Количество превращенного аустенита в каждом из указанных температурных интервалов зависит главным образом от скорости охлаждения. Например, при охлаждении со средней скоростью 0,025 °С/с превращение аустенита происходит преимущественно в верхней области с образованием феррита и карбидов. Лишь 10 % аустенита в этом случае превращается в мартенсит в процессе охлаждения ниже 420 °С. Повышение скорости охлаждения стали до 10 °С/с способствует переохлаждению аустенита и полному его бездиффузионному превращению ниже температуры начала мартенситного превращения (420 °С). Изменения в структуре, обусловленные увеличением скорости охлаждения, влияют и на механические свойства сварных соединений. С возрастанием доли мартенсита наблюдается снижение ударной вязкости. Увеличение содержания углерода приводит к сдвигу в область более низких температур границ
СВАРКА МАРТЕНСИТНО-ФЕРРИТНЫХ СТАЛЕЙ
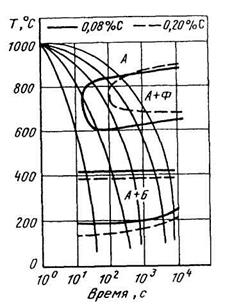
Рис. 8.3. Термокинетическая диаграмма распада аустенита
при непрерывном охлаадении 13 %-ной хромистой стали
с различным содержанием углерода
превращения γ→α + (К) и γ→α + (М) сталей с содержанием углерода 0,10 ... 0,25 %, в результате полное мартенситное превращение происходит при охлаждении со скоростью 1 °С/с.
В связи с высокой склонностью к подкалке в сварных соединениях этих сталей возможно образование холодных трещин. Склонность к образованию трещин при сварке зависит от характера распада аустенита в процессе охлаждения.
При формировании мартенситной структуры ударная вязкость сварных соединений 13 %-ных хромистых сталей снижается до 0,05 ... 0,10 МДж/м2. Последующий отпуск при 650 ... 700 °С приводит к распаду структуры закалки, выделению карбидов, в результате чего тетраго-нальность мартенсита уменьшается. После отпуска ударная вязкость возрастает до 1,0 МДж/м2.
Образование значительного количества феррита в структуре околошовного металла уменьшает склонность сварных соединений к холод-
338 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
ным трещинам. Это характерно для 13 %-ных хромистых сталей с содержанием С < 0,1 %. Количество δ-феррита в структуре околошовного металла зависит от температуры нагрева. В участках, нагреваемых до температур, близких к температуре солидуса, количество δ-феррита в структуре может стать подавляющим. Такая структура характерна для участка зоны термического влияния, примыкающего к линии сплавления. Ширина этого участка мало зависит от температуры подогрева, но возрастает с увеличением погонной энергии сварки. Для сталей 08X13 и 08X14МФ увеличение ширины участка с большим количеством δ-феррита отрицательно влияет на вязкость сварных соединений.
Сварка мартенситно-ферритных сталей производится в основном с предварительным и сопутствующим подогревом. Даже для стали марки 08X13 с наиболее низким содержанием углерода при сварке рекомендуется подогрев до 150 ... 250 °С с последующей термической обработкой.
Дополнительное легирование стали 08X14МФ карбидообра-зующими элементами снижает эффективное содержание С. Тетрагональ-ность мартенсита уменьшается, и сталь, легированная дополнительно Мо и V, может свариваться без подогрева.
Технология сварки и свойства соединений
Для стали 08X13 применяют различные способы сварки: ручная покрытыми электродами и в защитных газах, автоматическая под флюсом.
Наибольшее распространение имеют сварочные электроды и проволоки, обеспечивающие получение аустенитного наплавленного металла (электроды типа Э-10Х25Н13Г2, проволока Св-07Х25Н12Г2Т). Присадочные материалы для ручной дуговой сварки (электроды типа Э-10Х18Н2), аргонодуговой и автоматической сварки под флюсом (проволока Св-08Х18Н2ГТ и Св-08Х14ГНТ) стали 14Х17Н2 по химическому составу близки к основному металлу.
Сварные соединения мартенситно-ферритных сталей должны быть подвергнуты термическому отпуску для "смягчения" структур закалки и снятия остаточных напряжений.
Так как для сталей 08X13, 08Х14МФ, 12X13 и 20X13 применяют в основном аустенитные сварочные материалы, прочностные свойства их сварных соединений ниже по сравнению с основным металлом. Равно-прочность достигается при использовании для сварки электродов и проволок, обеспечивающих получение металла швов с мартенситной структурой.
СВАРКА ФЕРРИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
8.5. СВАРКА ФЕРРИТНЫХ ХРОМИСТЫХ СТАЛЕЙ Состав и свойства сталей
При содержании свыше 12 % Сг стали, структура которых соответствует этой области диаграммы Fe-Cr, относят к ферритным. Граница области у-твердых растворов изменяется в зависимости от содержания С (рис. 8.4). Перемещение границы у-области в сторону больших концентраций Сг при введении С связано с уменьшением растворенного Сг вследствие образования стабильных его карбидов. В связи с этим фер-ритные стали с обычным содержанием С легированы Сг в количестве не менее 16 %.
По сопротивляемости коррозии ферритные стали 08X17Т, 15Х25Т и другие не уступают хромоникелевым аустенитным сталям и значительно превосходят их по стойкости к коррозионному растрескиванию. При дополнительном легировании А1 и Si хромистые ферритные стали могут быть использованы для изготовления оборудования, работающего в условиях окисления при температурах до 1200 °С (табл. 8.6).
Применению ферритных сталей с обычным содержанием С и N препятствуют случаи хрупкого разрушения конструкций как в процессе изготовления, так и при транспортировке и эксплуатации. Высокая чувствительность к надрезу при нормальной температуре затрудняет их применение для изготовления оборудования, работающего в условиях ударных и знакопеременных нагрузок.
Повышение пластичности и вязкости хромистых ферритных сталей возможно при ограничении в их составе примесей внедрения (до 0,015 ... 0,020 % в сумме) при выплавке в специальных вакуумных печах.
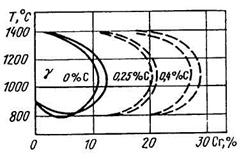
Рис. 8.4. Положение области у в диаграмме состояния сплавов с различным содержанием углерода (схема)
340 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
8.6.. Химический состав некоторых марок
хромистых ферритных сталей
Содержание элементов, % по массе
| Марка стали | Содержание элементов, % по массе | |||||||
| C | Si | Mn | S | P | Cr | Ti | Другие Элементы | |
| 08Х17Т |  0,08 0,08
| 0,8
| 0,8
| 0,025
| 0,035
| 16,0…18,0 | 0,5…0,80 | - |
| 15Х25Т | 0,15
| 1,0
| 0,8
| 0,025
| 0,035
| 24,0…27,0 | 0,5…0,90 | - |
| 08Х23С2Ю | 0,08
| 1,5…1,8
| 0,4…0,7 | 0,015
| 0,03
| 22,0…24,0 | - | А1=1,1… 1,6 |
СВАРКА ФЕРРИТНЫХ ХРОМИСТЫХ СТАЛЕЙ
К хромистым ферритным сталям, произведенным в открытых печах, практически не предъявляют требований по ударной вязкости, а оговаривают в основном минимально допустимые значения прочности (370 ... 460 МПа) и пластичности (δ = 14 ... 18 %).
Свариваемость сталей
Высокохромистые стали ферритного класса склонны к дополнительному охрупчиванию под воздействием нагрева. Ударная вязкость и пластичность металла в зоне термического влияния сварных соединений приближаются к нулю. У этих сталей не удается предотвратить интенсивный рост зерна при сварке плавлением. Наиболее крупные зерна образуются на участке перегрева, где температура достигает Тсол. Охрупчива-ние околошовного участка распространяется на слой, непосредственно примыкающий к линии сплавления и нагретый выше 1000 °С.
Охрупчивание ферритных сталей возможно также после выдержки в интервалах температур, способствующих образованию σ-фазы (550 ... 850 °С) и 475 °-ной хрупкости (400 ... 550 °С). Ударная вязкость стали после кратковременного нагрева до 475 °С снижается до 0,3 против 0,9 МДж/м2.
Хрупкость при 475 °С может быть устранена нагревом до 750 ... 760 °С, который практически полностью восстанавливает исходный уровень пластичности и вязкости стали. Более высокие температуры нагрева не эффективны, так как способствуют росту ферритного зерна и
появлению хладноломкости при нормальной температуре вследствие формирования грубозернистой структуры. Во избежание образования трещин сварку, правку и все операции, связанные с ударными нагрузками, рекомендуется проводить с подогревом до 150 ... 200 °С.
Однако подогрев при сварке отрицательно влияет на пластичность металла с ферритной структурой, так как уменьшает скорость охлаждения и увеличивает продолжительность выдержки в интервале температур, близких к 475 °С. Ускоренное охлаждение (100 °С/с) повышает пластичность стали со структурой перегрева.
Технология сварки и свойства соединений
В качестве присадочных материалов для ручной дуговой сварки, сварки под флюсом и в защитных газах преимущественно применяют хромоникелевые сварочные электроды и проволоки, обеспечивающие получение наплавленного металла типа Х25Н13 с аустенитной структурой.
При наличии требований по МКК для сварных соединений применяют присадочные материалы, легированные No или Ti и А1. Для сварки узлов из стали 08X17Т в химическом машиностроении применяют иногда электроды типа Э-10Х17Т. Проволоку Св-10Х17Т используют также при аргонодуговой сварке и автоматической сварке под флюсом. В случае применения аустенитных электродов и проволок металл шва сварных соединений обычных и "чистых" по примесям сталей отличается высокой пластичностью и ударной вязкостью. Если для сварки применены однородные электроды и проволоки с обычным содержанием примесей, то пластичность и ударная вязкость металла шва крайне низкие и какие-либо требования к этим характеристикам не предъявляются.
В связи с невозможностью измельчения структуры ферритных сталей методами термической обработки хрупкость их сварных соединений является необратимой. Термическая обработка, применяемая для сварных соединений сталей ферритного класса, положительно сказывается в основном на снижении уровня остаточных напряжений. Отжиг при 760 °С является универсальным для сталей ферритного класса. При этой температуре практически полностью релаксируют остаточные напряжения. Этот режим способствует также снижению склонности к межкристаллитной коррозии.
342 ТЕХНОЛОГИЯ СВАРКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ
Контрольные вопросы
1. Как изменяется структура высокохромистых сталей в зависимости от концентрации хрома и углевода?
2. Какой состав присадочного металла используют для сварки хромистых сталей с целью уменьшения вероятности образования холодных трещин?
3. Какие виды подогрева и в каком диапазоне температур используют при сварке хромистых сталей для предотвращения образования холодных трещин?
4. Какие виды термообработки используют для повышения пластичности сварных соединений хромистых сталей?
Глава 9
ТЕХНОЛОГИЯ СВАРКИ
Похожие статьи:
poznayka.org