Технология контактной сварки алюминия. Сварка алюминиевая
Сварка алюминия: ОБОРУДОВАНИЕ. МАТЕРИАЛЫ. ТЕХНОЛОГИИ
Существует достаточно много разных марок алюминия и алюминиевых сплавов, при этом особенности сварки (включая режимы сварки) примерно одинаковы для всех, несмотря на разницу физико-химических свойств.
Алюминий - самый распространённый метал в природе.
В чистом виде это металл серебристо-белого цвета, очень легкий (плотность 2,7 г/см³), обладает высокой электропроводностью (37•106 См/м) и теплопроводностью (203,5 Вт/(м•К),температура плавления технического алюминия-658oС.
Металл обладает высокой пластичностью, хорошо поддаётся ковке, штамповке, прокату, волочению, хорошо отражает свет, очень активный.
При взаимодействии с кислородом образует тугоплавкую оксидную пленку с температурой плавления в 2,5 раза выше температуры плавления чистого алюминия (2060oС).
 Чистый алюминий достаточно мягкий металл. Основным недостатком его как конструкционного материала является малая прочность (10-12 кг/мм²). Для упрочнения алюминий сплавляют с другими металлами.
Чистый алюминий достаточно мягкий металл. Основным недостатком его как конструкционного материала является малая прочность (10-12 кг/мм²). Для упрочнения алюминий сплавляют с другими металлами.
Алюминий образует сплавы почти со всеми металлами. Наибольшее распространение получили его сплавы с марганцем, магнием, кремнием, медью. Сплав алюминия с медью и магнием называют дюралюминий («дюраль»), с кремнием – силумины.
Алюминий и его сплавы хорошо поддаются сварке. Хуже свариваются термоупрачняемые сплавы. Это объясняется тем, что вследствие значительной усадки металла шва и его низкой пластичности могут возникнуть трещины в шве. Кроме того, при сварке происходит отжиг основного металла, что ухудшает механические свойства сварного соединения.
Сварка алюминия и его сплавов имеет ряд особенностей
Они обусловлены физическими свойствами.
Высокая теплопроводность приводит к возможным непроварам в начале шва, ускоряет кристаллизацию сварочной ванны, что может привести к неполному выделению газов из сварочной ванны и образованию пор.
Чтобы избежать этого, необходимо:
- назначать силу сварочного тока большую, чем при сварке стали;
- производить предварительный подогрев свариваемой детали;
- использовать импульсно-дуговые сварочные аппараты.
Наличие тугоплавкой оксидной пленки на поверхности свариваемых деталей и моментальное образование её на поверхности расплавленного алюминия сварочной ванны препятствует процессу сплавления отдельных частиц металла. Удаление пленки с поверхности свариваемых деталей производится механической зачисткой или химическим травлением с последующим обезжириванием растворителями. Пленка, образующаяся на поверхности сварочной ванны, разрушается посредством катодного распыления при сварке на постоянном токе обратной полярности или сварке на переменном токе.
Для сварки алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. В основном используют ручную дуговую сварку покрытыми электродами, аргонодуговую сварку неплавящимся вольфрамовым электродом с присадочной проволокой, механизированную сварку в защитном газе.
Ручная дуговая сварка алюминия покрытыми электродами (ММА)

Ручную дуговую сварку покрытыми электродами применяют в основном при изготовлении и ремонте малонагруженных конструкций и деталей с толщиной элементов свыше 3 мм из алюминия и его сплавов. Сварку рекомендуется выполнять непрерывно в пределах одного электрода, так как при обрыве дуги кратер покрывается плёнкой шлака, препятствующей повторному зажиганию дуги. Такой же коркой покрывается конец электрода. Кромки свариваемых деталей рекомендуется подогреть до 200-250oС, что позволяет получить требуемое проплавление. Температура предварительного подогрева выбирается в зависимости от марки металла и толщины свариваемых деталей. Электроды перед сваркой необходимо прокалить при температуре 150-200oС в течение не менее 0,5 часа. Сварку ведут возможно короткой дугой без поперечных колебаний электрода. После сварки шлак со шва удаляют.
Для сварки алюминия и его сплавов разработана серия покрытых электродов компаниями ESAB (Швеция) и Lastek (Бельгия), отлично зарекомендовавших себя при использовании:
- ОК 96.10 – для сварки чистого алюминия и ремонтных работ;
- ОК 96.20, Lastek 7002 –для сварки деформируемых алюминиево-магниевых и алюминиево-марганцевых cплавов, нeупрочненных термически алюминиевых сплавов;
- ОК 96.40 – для сварки алюминиевых сплавов типа EN-AW, литейных сплавов типа AlSi5Cu и AlSi7;К 96.50, Lastek 62 – для сварки литейных алюминиевых сплавов с содержанием Si до 12%.
Сварку алюминия покрытыми электродами выполняют на постоянном токе обратной полярности. В качестве питания следует использовать инверторные источники серии Caddi Arc производства ESAB (Швеция), или серии Quasar или Genesis производства Selco (Италия).
Аргонодуговая сварка алюминия неплавящимся электродом (TIG)
Сварка вольфрамовым электродом подойдет для сварки тонких деталей. Метод достаточно трудный, часто необходимо использовать дополнительную присадку, поэтому, сварщик должен обладать навыком одновременного движения горелки и присадки.
Преимуществом данного способа является высокое качество сварных соединений, низкая себестоимость расходных материалов.
При аргонодуговой сварке алюминия неплавящимся электродом кромки свариваемых деталей и присадочный материал расплавляются дугой, которая горит между неплавящимся электродом и изделием. В качестве неплавящегося электрода используются вольфрамовые электроды марок WZ-08, WP, WL-10, WL-15, WL-20, WC-20, WR-2.
Дуга, сварочная ванна, торец присадочной проволоки и кристаллизирующий шов защищаются от воздействия атмосферного воздуха потоком инертного газа, подаваемого в зону сварки горелкой. В основном для этого используют аргон.
Предпочтительнее использовать газовую смесь аргонаи гелия или один гелий. Горелка устанавливается под углом 10-20о. Расстояние между соплом и свариваемой деталью должно быть 10-15 мм. При увеличении этого расстояния защита сварочной ванны ухудшается. При сварке горелка перемещается вдоль оси шва без поперечных колебаний.
В качестве присадочных прутков для сварки алюминия мы предлагаем использовать присадочные прутки марок: ESAB (Швеция) и Lastek (Бельгия)
- OK Tigrod 1070, Lastek 73 – для сварки чистого алюминия и пластичных алюминиевых сплавов;
- OK Tigrod 4043, Lastek 780, Lastek 71 – для сварки литейных Al-Siсплавов и сплавов типа АД;
- OK Tigrod 5356, OK Tigrod 5556, Lastifil 77, Lastek 74 – для сварки Al-Mg и Al-Mn cплавов.
Аргонодуговую сварку алюминия неплавящимся электродом (Tig) в защитной газовой среде производят на переменном токе (АС). Для этих целей прекрасно подходят аппараты компании Selco (Италия).
Сварка алюминия полуавтоматом (MIG)
При сварке алюминия полуавтоматом, шов образуется за счет расплавленного металла кромок основного металла и электродной проволоки. Расплавление металла происходит теплом дуги, горящей между деталью и плавящейся электродной проволокой, непрерывно поступающей в зону сварки и служащей одновременно присадочным материалом. Дуга и сварочная ванна при этом защищаются газом. При сварке алюминия и его сплавов полуавтоматом для защиты используют инертные газы – аргон, гелий или их смеси.
Для сварки алюминия и его сплавов разработана гамма сварочных проволок сплошного сечения. Лучшие отзывы получили следующие продукты компании Lastek (Бельгия):
- Lastifil 79 – для сварки чистого алюминия и пластичных алюминиевых сплавов;
- Lastifil 780, Lastifil 71 – для сварки литейных Al-Si сплавов и сплавов типа АД;
- Lastifil 77 – для сварки Al-Mg и Al-Mn сплавов.
Алюминиевая проволока начительно мягче стальной. Поэтому для её подачи рекомендуется использовать четырёхроликовое подающее устройство с U-образной канавкой, а для уменьшения трения в горелках в качестве направляющей используют тефлоновые каналы.
MIG-сварку необходимо выполнять на импульсно-дуговых аппаратах, которые снабжены специальной программой для сварки алюминия. Всем этим условиям соответствуют полуавтоматы серии OrigoMig, AristoMig выпускаемые компанией ESAB, и серий GENESIS, QUASAR компанией Selco.
Компания ПромСварка готова предложить клиентам услуги по сварке алюминия:
- консультации по выбору сварочного оборудования и материалов для сварки алюминия и его сплавов;
- знакомство с работой сварочного оборудования для сварки алюминия в демонстрационном зале компании ПромСварка;
- подбор и разработка технологии сварки алюминия, ориентированные на потребности Вашего предприятия;
- сварка опытных образцов Заказчика;
- бесплатное обучение сотрудников Вашего предприятия работе на приобретенном у вас оборудовании;
- заключение годовых контрактов на поставку сварочных материалов, с последующей ежемесячной отгрузкой по письменным заявкам.Вы всегда можете обратиться к нашим специалистам по телефонам: +375 17 241-36-99, 241-78-99.
Сварка алюминия и его сплавов. Особенности сварки алюминия, режимы сварки алюминия. Уникальные электроды для сварки алюминия. Сварка алюминия полуавтоматом, аргонодуговая сварка алюминия неплавящимся электродом, ручная дуговая сварка алюминия покрытыми электродами, сварка алюминиевых сплавов, дюралюминий, дюраль, силумин, литейные сплавы, Esab, lastek, алюминиевая проволока, проплавление, инверторные источники, Lastifill
Количество просмотров: 4482
promsvarka.by
Сварка алюминиевых отливок
Как и большинство деформируемых алюминиевых сплавов литейные алюминиевые сплавы можно, в принципе, также соединять с помощью сварки плавлением. Лучше всего свариваются доэвтектические и эвтектические силумины — алюминиево-кремниевые сплавы. Плохо свариваемыми и несвариваемыми являются литые детали из сплавов типа Al Cu4Ti из-за большого содержания меди — при сварке образуются термические трещины. При сварке литых алюминиево-магниевых сплавов с горячим растрескиванием борются подбором подходящей сварочной проволоки.
Сварка алюминиевого литья
Современные литейные сплавы и методы литья дают конструктору огромную свободу при проектировании отливок. Тем не менее, сварка становится все более важной для соединения литых алюминиевых деталей. Ее применяют для соединения двух или более деталей, которые удобно отливать по отдельности, например из двух половинок, потому что часто отливать такую деталь цельной очень трудно или неэкономично.
Еще шире сварка применяется при ремонте алюминиевых литых деталей, в том числе, при устранении дефектов литья. Сварку активно применяют для корректировки размерных отклонений литой детали, восстановления изношенной детали путем наварки на нее металла, а также, конечно, для ремонта сломанных деталей.
Методы сварки литейного алюминия
Наиболее часто для сварки литых алюминиевых деталей применяют дуговую сварку металлическим электродом в среде инертного газа (сварка методом MIG) и дуговую сварку вольфрамовым электродом также в среде инертного газа (сварка методом TIG). В качестве инертного газа чаще всего применяют аргон.
Сварка литейного алюминия методом MIG
При сварке методом MIG — методом дуговой сварки в среде инертного газа — между плавящимся электродом и изделием постоянно горит электрическая дуга. Процесс идет при постоянном токе, а проволочный электрод действует как положительный полюс. Сварку проводят под защитой инертного газа, чтобы защитить расплавленную область от вредного воздействия кислорода и влаги, содержащихся в воздухе. В качестве защитных газов применяют аргон и гелий или их смесь. Чаще, однако, используют более дешевый аргон.
Метод сварки MIG подходит для ручной, полуавтоматической и автоматической сварки. Когда обеспечивается хороший отвод тепла от места сварки, то можно получать относительно узкую термическую зону шва, а также удовлетворительную прочность и пластичность сварного шва.
Импульсная сварка методом MIG дает возможность выполнения трудных сварочных задач, например, сварку стенок толщиной около 1 мм.
В настоящее время именно сварку методом MIG применяют для сварки алюминия чаще всего. Это связано с более простым управлением процессом сварки, более дешевым оборудованием и меньшими эксплуатационными расходами.
Дуговая сварка вольфрамовым электродом (ТIG)
При сварке методом ТIG — методом дуговой сварки в среде инертного газа — электрическая дуга горит между неплавящимся вольфрамовым электродом и изделием. Для сварки алюминия обычно применяется переменный электрический ток. Сварочная проволока вводится отдельно вручную или механически. Сварку ведут под защитой инертного газа, чтобы защитить расплавленную область от вредного воздействия кислорода и влаги, содержащихся в воздухе. В качестве защитных газов применяют аргон и гелий или их смесь. Чаще всего сварку TIG ведут при переменном токе с аргоном, который дешевле. Сварку MIG ведут в основном вручную, но там, где это возможно применяют и автоматическую сварку.
Одним из вариантов сварки TIG является сварка с отрицательной полярностью электрода, как это делается при сварке стали, с применением постоянного тока и под защитой гелия. По сравнению с аргоном гелий обладает более высокой теплопроводностью и это позволяет применять меньший ток для разрушения оксидной пленки на алюминии. Как следствие, электрод не перегревается. Метод сварки TIG также имеет импульсные технологические варианты.
TIG или MIG?
По отношению к пористости сварного шва самые чистые швы дает метод сварки TIG. Одним из недостатков метода TIG является слишком большой поток энергии в место сварки. Это приводит к значительному размягчению зоны сварочного шва, что, впрочем, характерно и для метода сварки MIG. Метод сварки ТIG считается более удобным для ремонта мелких дефектов литых алюминиевых деталей. По сравнению со сваркой MIG, однако, сварка методом TIG идет с более низкой скоростью.
Подготовка к сварке алюминиевой литой детали
Для того, чтобы получить хороший сварной шов, необходимо соблюдать некоторые «правила». Способы подготовки к сварке зависят от методов сварки, толщины соединяемых стенок, типа алюминиевого сплава. Чрезмерный оксидный слой на алюминии иногда снимают механической обработкой. При зачистке поверхности шлифовальным инструментом не применяют синтетические шлифовальные диски во избежание возникновения пористости.
Другим возможным способом удаления оксидов с поверхности детали является ее травление. Жиры и грязь из сварочной зоны должны быть удалены подходящим способом с оглядкой на возможное образование пор. Детали с толстыми стенками перед сваркой необходимо подогревать.
Сварочная проволока по ISO 18273
Сварочная проволока является стандартизированной продукцией. В зарубежной практике требования к химическому составу сварочных материалов для литейного алюминия определяет международный стандарт ISO 18273 (он же EN 18273). Выбор сварочной проволоки зависит от материалов, которые будут свариваться. Для наиболее часто применяемых алюминиевых литейных сплавов, таких как доэвтектические и эвтектические силумины, а также термически упрочняемых сплавов типа Al Si10Mg и Al Si5Mg, рекомендуются сварочные материалы S-Al Si12 и S-Al S5.
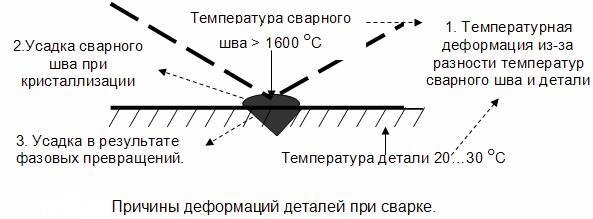
Большой опасностью при сварке является тенденция многих материалов образовывать трещины во время перехода из жидкого в твердое состояние. Причина этих трещин — растягивающие усадочные сварочные напряжения, которые возникают при охлаждении сварного шва. Часто количества фаз с низкой температурой плавления в сварочной проволоке оказывается недостаточно для залечивания возникающих трещин. Выбирая более мягкую сварочную проволоку с большей долей таких фаз эту опасность можно снизить. Однако необходимо иметь в виду снижение при этом прочностных свойств сварного шва.
Анодирование сварных алюминиевых отливок
Декоративное анодирование сварных швов из упомянутых выше сварочных сплавов невозможно, так сварочный шов будет выглядеть намного темнее основного алюминия. Анодирование для повышения стойкости к коррозии или повышения адгезии, конечно, всегда возможно.
Источник: Материалы фирмы Aleris, 2011
aluminium-guide.ru
Контактная сварка алюминия: подготовка, технология, биметаллические соединения
Электродуговая сварка алюминия и его сплавов сопряжена со значительными трудностями, это особенно верно, когда возникает необходимость сварить алюминий и медь, алюминий и латунь. Основные сложности создают физические и химические свойства этих материалов. Контактная сварка алюминия, а также контактная сварка этого металла и медных сплавов снимает часть вопросов и является более технологичным процессом при необходимости наладить массовое производство.

Схема сварки алюминия.
Подготовка поверхностей
Ключевым моментом при получении неразъемных соединений алюминия является подготовка сварочных поверхностей перед выполнением работ. Серый цвет алюминия обусловлен наличием на его поверхности плотной оксидной пленки. Температура ее плавления превышает 2000°С, в то время как сам алюминий плавится при температуре всего 657°. Уже при 1800° алюминий кипит. Поэтому удалить оксиды выжиганием трудно.

Химические свойства алюминия.
Кроме того, оксидная пленка на поверхности алюминия является химически нейтральной. Размягчению окислов помогает раствор каустической соды, еще можно использовать бензин. Такая обработка сама по себе может привести к коррозии алюминия, поэтому растворители тщательно смывают большим количеством воды.
Вместо или в дополнение к химической обработке применяется механическое удаление оксидов. При небольшой протяженности свариваемых поверхностей это делают щеткой по металлу. Для удаления пленки на значительной площади применяют электроинструмент с насадками. Для ответственных работ и для повторяемости результатов используют шабрение.
Оксидная пленка на поверхности алюминия восстанавливается довольно быстро, поэтому ее удаление лучше производить непосредственно перед сварочными процессами. Время между очисткой и свариванием не должно превышать 10 часов.
Вернуться к оглавлению
Технология сварочных процессов
Контактному соединению подвергаются только заготовки относительно небольшой толщины. При толщине деталей более 8 мм это уже нерационально. Чем больше толщина заготовок, тем большая сила тока необходима для качественного прогрева металла в зоне контакта. Поскольку даже при совсем небольшой толщине заготовок сварочный ток измеряется тысячами ампер, то для массивных изделий ток может составлять сотни тысяч ампер. При этом возникают проблемы с охлаждением электродов. Растут и необходимые сжимающие усилия рабочих органов инструмента.
Для соединения алюминиевых заготовок применяется один из трех видов контактной сварки, это может быть шовная, стыковая и точечная сварка.

Машина для точечной сварки алюминия.
В любом из этих видов термомеханических сварочных процессов сближение атомов кристаллической решетки выполняется с помощью давления при разогреве зоны контакта посредством проходящего через нее электротока.
Алюминий является хорошим проводником тока. Наибольшее сопротивление течению тока и связанный с этим прогрев создаются именно на стыке соединяемых поверхностей. Разогретые до пластичного состояния поверхности деталей сжимаются. В результате высокой температуры материал в зоне контакта расплавляется и формируется сварочное зерно.
Виды контактной сварки отличаются способом приложения сжимающего усилия и геометрией шва. При шовной сварке поверхности зажимаются между двумя роликами, через которые пропускается переменный сварочный ток. Подача тока по времени может быть дискретной или непрерывной. Отсюда и сам шов может получаться непрерывным герметичным, прерывистым и даже точечным. Так соединяют кромки труб большого сечения, листовые материалы. Толщина заготовок при этом не превышает 3 мм. Роликовые электроды изготавливают обычно из меди. Шовная сварка алюминия требует очень мощных источников питания с прерывателями ионного типа.
Стыковая контактная сварка подходит для соединения торцов стержней, профилей, труб небольшого диаметра. Заготовки зажимаются в держателях, на них подается сварочный ток и одновременное осевое усилие. При этом большое значение имеет тщательная подготовка поверхностей: очистка, обеспечение параллельности кромок и совмещение осей заготовок. Величина сварочного тока достигает 15 кА на каждый квадратный сантиметр площади торцов заготовок.
Наибольшее распространение при соединении листовых заготовок получила точечная сварка алюминия. Ввиду низкого электрического сопротивления алюминия прогрев и расплавление металла происходят очень быстро. Продолжительность воздействия на одну точку занимает всего около 0,005 секунды и менее. Это требует быстрого сближения сдавливающих кромок инструмента. Иначе сдавливание не будет успевать за расплавлением металла. Высокая скорость разряда достигается применением в цепи питания конденсаторов.
В этом виде сварки электроды тоже изготавливают из меди. Медь и некоторые ее сплавы обладают высокой твердостью и отличной электропроводностью. Хорошо подходит для таких целей сплав ЭВ. Когда производится точечная сварка с электродами из меди, может происходить сварка меди контактных электродов и алюминия заготовки. Тогда приходится зачищать торцы электродов с удалением поверхностного слоя металла.
Вернуться к оглавлению
Биметаллические соединения

Размеры точечных сварных соединений.
При точечной сварке алюминиевых заготовок сварка меди с алюминием является нежелательным явлением, но иногда возникает необходимость получить неразъемное соединение двух металлов. Особенно часто это требуется для обеспечения надежного электрического контакта в соединении. При разъемных соединениях изолирующая оксидная пленка повышает сопротивление в месте контакта.
Электродуговая сварка меди и алюминия сопряжена с некоторыми трудностями. Температуры плавления этих веществ различны. При большой зоне расплавления алюминия медь все еще остается в кристаллическом состоянии. Эти металлы взаимно растворяются друг в друге. Из-за более раннего расплавления алюминия шов формируется из раствора меди в алюминии. При высоких концентрациях меди раствор становится хрупким.
Если в построечных условиях найти альтернативу электродуговой сварке трудно, то в заводских условиях соединение этих металлов чаще выполняют теми же контактными способами, что и при соединении алюминиевых заготовок. При контактной сварке можно обеспечить минимальное взаимное проникновение металлов и не допустить охрупчивания соединения. Хорошие результаты дает применение невысоких температур в сочетании с небольшим временем воздействия.
Плакирование, то есть покрытие алюминиевых листов чистой медью, относится к холодной сварке этих металлов. Соединение получается прокаткой с перекрытием до 70%. Так, на алюминиевую заготовку накатывают слой меди до 0,8 мм.
Для получения плакирующего слоя толщиной до 2,5 мм используют горячую прокатку с нагревом до 450°С. Операция производится в два этапа для снижения окисления медных плакирующих листов.
moiinstrumenty.ru