







Ванная сварка арматуры гост. Сварка арматуры гост
Соединения сварные арматуры согласно ГОСТ 14098 2014
Железобетонные конструкции и нормативы при их применении
Железобетонные конструкции, применяемые при строительстве, это очень сложный элемент, к которому предъявляются определенные требования. При их изготовлении должны применяться соответствующие нормы, основанные на строгих расчетах.
Сама конструкция состоит из бетона расчетной марки, сварной арматуры и закладных. При этом арматура по профилю, толщине и марке металла применяется строго по ГОСТ у 14098-2014, который заменил действующий ранее ГОСТ 14098-91. Также регламентированы стандартом сами сварные соединения между арматурой стержневой и проволочной и прокатом, выполненным в виде листов или фасонного проката, то есть закладными изделиями.
Затрагивает документ и монтаж готовых конструкций, а также сварочные работы и материал, используемые при использовании монолитного способов строительства. Причем устанавливаются такие параметры, как виды и типы конструкций, размеры её соединений, которые производятся такими способами сварки, как дуговая, а также контактная сварка.
Типы обозначений сварочных соединений
Сварочные соединения обозначаются согласно таблицы №1
| Тип сварного соединения | Способ и технологические особенности сварки | |||
| Наименование | Обозначение, номер | Наименование | Обозначение | Положение стержней при сварке |
| 1 | 2 | 3 | 4 | 5 |
| Крестообразное | К1 | Контактная точечная | Кт | Любое |
| К3 | Дуговая ручная или механизированная* прихватками | Рп | ||
| Мп | ||||
| Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
| С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
| С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
| С10 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мп | Горизонтальное | |
| С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
| С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мп | Вертикальное | |
| С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
| С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
| Мн | ||||
| С23 | Дуговая ручная или механизированная* швами внахлестку | Рэ | ||
| Мэ | ||||
| Нахлесточное | Дуговая ручная или механизированная* швами в среде | Рш | Любое | |
| Мш | ||||
| Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
| Н3 | Контактная по двум рельефам на пластине | Кр | ||
| Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
| Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | Рф | ||
| Дуговая механизированная швами в среде | Мз | |||
| в цекованное или раззенкованное отверстие | ||||
| Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
| * Допускается применение любого из перечисленных видов механизированной сварки: в среде | ||||
| , порошковой проволокой, либо порошковой проволокой в среде | ||||
Сварочный шов схематически обозначается следующим образом.
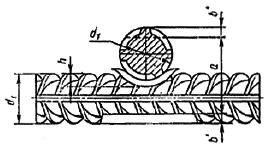 Схема крестообразного соединения, выполненного точечной сваркой
Схема крестообразного соединения, выполненного точечной сваркойЕсли сварная конструкция не предусмотрена в этом ГОСТе, нужно произвести разработку рабочего чертежа с указанием условий, при которых будет происходить сварка и согласовать по регламенту установленного порядка.
Согласно техническим требованиям возможна замена как способа сварки, так и самого типа соединения, на другие, но с такими же качествами и свойствами, которые соответствуют приложению А этого ГОСТа.
В таблицах от № 2 до № 17 указаны все применяемые в железобетонных конструкциях соединения арматурных прутов и других элементов проката.
Все сварные соединения должны иметь оценку качества исполнения, которая выражается в баллах, и зависит от того, как соблюдается технология сварочных работ, которая имеет свой регламент.
Оценка производится по статической нагрузке при испытании образца.
Применяемый материал для сварных конструкций
Арматура, которая применяется в конструкциях, должна иметь специальные свойства, полученные при термомеханической обработке, и определённый химический состав. Она должна соответствовать ГОСТ 5781-82( горячекатаная сталь для армирования). Проволока, применяемая в конструкциях, должна соответствовать ГОСТ 6727-80, а также сталь, которая применяется здесь, должна соответствовать ГОСТ 10884-94 как и по составу, так и по обработке, и закладные детали, которые изготавливаются согласно ГОСТ 10922-2012.
Выпускаемый ассортимент (пруты для армирования) должен соответствовать требуемым свойствам и в зависимости от этого металл разделяется по классам. Их диаметры также должны иметь отклонения не более 9% для наименьшего прута диаметром 6 мм и 2% для наибольшего в 80 мм. Также ГОСТ регламентирует и длину выпускаемого изделия.
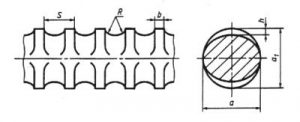
Периодический профиль арматурной стали может иметь различный рисунок.
 Виды профилей арматурной стали
Виды профилей арматурной сталиХолоднотянутая проволока имеет три размера:3, 4, 5 мм
Её параметры приведены в ГОСТе. Возможность выдерживать 4 перегиба в соответствии с требованиями позволяют использовать этот материал во многих других местах, тем более, что выпускается проволока в мотках массой от 20 кг до 1500 кг.
При рассмотрении сварных закладных изделий, отмечают типы по следующей номенклатуре:
- сетки, изготовленные из арматуры и поставляемые в рулонах или плоскими;
- каркасы, изготовленные из арматуры которые могут как плоскими, так и объемными;
- стержни, у которых присутствуют различные типы соединений, например стыковые, расположенными по всей длине;
- сборные закладные, сваренные совместно с анкерами, изготовленными из арматуры.
Все образцы должны периодически проходить испытание на соответствие требованиям: по размерам, по составу металла, по выдерживанию нагрузки.
Использование металла, используемого в конструкциях из железобетона, в других отраслях
Эти металлические составляющие, могут применяться не только в железобетонных конструкциях, но и в других отраслях.

Применяют как гладкий профиль, так и профиль с периодическим рифлением.
 Арматура горячекатаная гладкого профиля
Арматура горячекатаная гладкого профиляАрматура с гладким профилем более универсальна в использовании, но для конструкций , испытывающих повышенную нагрузку, её использовать не рекомендуется. Для этого лучше использовать прутки с рифленым профилем.
Показано применение гладкой арматуры в ненагруженных или нагруженных незначительно колонах, в различного вида изделий, которые изготавливаются для декоративного использования. Также используют в порогах, в кирпичной кладке для усиления её прочности путём армирования. При этом пруты укладываются или непосредственно на раствор, или изготавливаются в виде сетки. Таким же образом они используются и при изготовлении стяжки на пол.
Из этого вида арматуры изготавливают разного вида изделий, например, крепежа (болты, шпильки, пальцы), как заготовки для изготовления разного вида конструкций, в кузнечном производстве для изготовления оград и прочих ограждений, в качестве заземления и других изделий. Эта универсальность в применении связана с тем, что арматура, которая относится к классу А1, выпускается из углеродистой стали марок Ст3сп, Ст3пс и Ст3кп. Буквы после цифры 3 означают СП – спокойная, ПС – полуспокойная, КП – кипящая, что указывает, в каком состоянии расплавленный металл был использован.
Это свойство позволяет обрабатывать арматуру различными способами.
Конечно, для других классов предусмотрен и другой состав, например, к классу АIII – 25Г2С, 35ГС, 32Г2Рпс. Например, первая имеет состав: С (углерод) от 0,2 до 0, 29%, Марганец -1,2 – 1,60%, кремний – 0,60 -0,90%, хром, никель не более 0,3%, сера, фосфор не более 0, 045%. Она более дорогая, не так поддаётся обработке и, соответственно, не так применяемая, как гладкая, но имеет свои преимущества.
Арматура с периодическим рифлением в основном используется как укрепление ответственных бетонных конструкций за счет своей конструкции и химическому составу. Классифицируется арматура этого профиля: AII, AIII, AIV, AV, AVI.
Кроме всего прочего, арматура любого класса хорошо варится и повышенную стойкость к коррозионному износу.
Кроме строительства зданий, она применяется для строительства мостов и дорог, особенно при различных дорожных развязках, при заливке перекрытий и потолков, а также, при возведении стен из пенно — и газобетонных блоков.
Хорошо зарекомендовал себя материал для строительства на склонах и в местах с повышенной сейсмической опасностью.
Также этот профиль используется в закладных при изготовлении объемных или плоских каркасов, а также как основание при монолитном строительстве.
Структура, которую она имеет, позволяет распределять нагрузку равномерно, по всей площади.
Если на предприятии заказали определённую партию арматуры, предварительно обговаривается и длина прутов, например, это может быть от 5,5 м и до 26 м, при этом все остальные параметры и допустимые отклонения по размерам также должны соответствовать ГОСТ 5781-82. Цена зависит ещё и от способа изготовления арматуры. Холоднокатаная однозначно дороже горячекатаной, но при этом холоднокатаная не имеет такой пластичности, которая присуща горячекатаной стали, которая при производстве может получить различное напряжение по всей длине прутка. Это происходит за счет того, что в металле при обработке происходит изменение в кристаллах, что меняет его структуру и свойства.
themechanic.ru
ГОСТ 14098-2014 - Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
14098—
2014
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Издание официальное
Москва
Стандартинформ
2015
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения,обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
| Краткое наименование страны по МК(ИСО 3166) 004-97 | Код страны по МК (ИС0 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Армения | AM | Минэкономики Республики Армения |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Киргизия | KG | Кыргызстандарт |
| Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. № 1374-ст межгосударственный стандарт ГОСТ 14098-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уввдо1лпенив и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2015
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Таблица 9 - Конструкции стыковых соединений а рматуры С21-Рн и С21-Мн
Обозначение типа соединения, способа сварки
Соединение арматуры
до сварки
после сварки
| Класс арматуры | А, мм | /- = /. мм |
| А240 | 10-40 | *6Ф |
| АсЗОО | 2 8<t | |
| А400 | ||
| А600 | 10-32 | |
| АЭОО | ||
| А1000 | 10-22 | |
| Ат500С | 10-32 | 2 8<t |
| АтбООС | >10d. | |
| А5О0С | 10-40 | *8dL |
| А600С | i10(t | |
| В500С | 10-12 | *8<t |
/•.
мм
Ь.
мм
Л.
мм
/-А
С21-РН
С21-Мн
То же, но накладки смещены
л
о
X
ю
о
Л1
ю
л
S
i
о
ла
ч
л
0
1
£
<4
О
/Ч
Примечания:
1 Соединения арматуры классов А600. А800. А1000 следует выполнять со смещенными накладками, накладывая швы в шахматном порядке.
2 Допускаются двусторонние швы длиной 4d„ для соединений арматуры классов А240, АЗОО, А400.
3 Для арматуры диаметром 25-40 мм допускается взамен накладок из арматуры применять усиленные скобы-накладки по типу приведенных в таблицах 7-8. для классов А400 и А500С - длиной не менее 6Л, для класса А600С - длиной не менее 8А. Внутренний размер скоб-накладок должен быть не менее 2d., при этом минимальная площадь поперечного сечения скобы определяется по формуле
=
1.25-f; о;
где: Fm„ - минимальная площадь поперечного сечения скобы-накладки, F ” - номинальная площад> поперечного сечения соединяемой арматуры: и “ нормируемое стандартами временное сопротивление соответственно арматуры и скобы-накладки.
со
ГОСТ 14098-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из низкоуглвродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
Издание официальное
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 - Обозначения типов сварных соединений и способов их сварки
| Тип сварного соединения | Способ и технологические особенности сварки | |||
| Наименование | Обозначение. номер | Наименование | Обозначение | Положение стержней при сварке |
| 1 | 2 | 3 | 4 | 5 |
| Крестообразное | К1 | Контактная точечная | Кт | Любое |
| КЗ | Дуговая ручная или механизированная* прихватками | Рп | ||
| Мл | ||||
| Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
| С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
| С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
| СЮ | Ванная одноэлектродная в инвентарной форме | Рв | ||
| С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мл | Горизонтальное | |
| С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
| С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мл | Вертикальное | |
| С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
| С21 | Дуговая ручная или механизированная* швами с накладками из стержней | Рн | Любое | |
| Мн | ||||
| С23 | Дуговая ручная или механизи-рованная* швами внахлестку | Рэ | ||
| Мэ | ||||
| Нахпесточное | Н1 | Дуговая ручная или механизи-рованная* швами в среде СО; | Рш | Любое |
| Мш | ||||
| Н2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное | |
| НЗ | Контактная по двум рельефам на пластине | Кр | ||
| Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
| Т2 | Дуговая ручная с малой механизацией под флюсом без присадочного металла | РФ | ||
| Т11 | Дуговая механизированная швами в среде СО; в цекованное или раззенкованное отверстие | Мз | ||
| Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
| * Допускается применение любого из перечисленных видов механизированной сварки: в среде СО;- либо СО;+Аг. порошковой проволокой, либо порошковой проволокой в среде СО; | ||||
2
4.2 Условное обозначение сварного соединения имеет следующую структуру
ГОСТ 14098-2014
X X - X X
Номер
соеди
нения
Технологическая особенность
способа
Способ сварки: К — контактная;
Р — ручная; М — механизированная
Тип сварного соединения: К — крестообразное;
С — стыковое; Н — нахлесточное; Т — тавровое
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15 - Рс
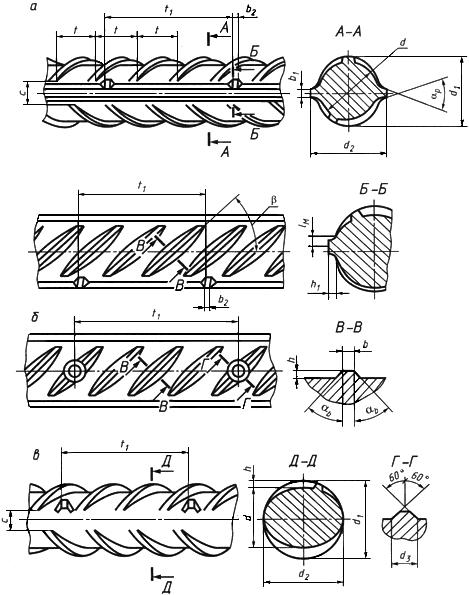
4.3 Для конструктивных элементов сварных соединений приняты обозначения: dH - номер профиля {номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц 2-17 изображен условно):
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781; d, - наружный диаметр стержня периодического профиля по ГОСТ 5781; d\ - номинальный меньший диаметр стержня в сварных соединениях; d0 - меньший диаметр раззенкованного или цекованного отверстия в плоском элементе:
D0 - больший диаметр раззенкованного или цекованного отверстия в плоском элементе;
О - диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения: b - ширина сварного шва: суммарная величина вмятин;
Ь'. Ь" -величина вмятин от электродов в крестообразном соединении: h - величина осадки в крестообразном соединении; высота сечения сварного шва; hi - высота усиления наплавленного металла; hi - высота усиления корня сварного шва.
Н - высота скобы-накладки;
/-длина сварного шва:
/,. 12- зазоры до сварки между торцами стержней при различных разделках:
L - длина скоб-накладок, накладок и нахлестки стержней;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s - толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
к - высота рельефа на плоском элементе;
/с, - зазор между стержнем и плоским элементом в соединении НЗ: л - ширина рельефа на плоском элементе: т - длина рельефа на плоском элементе;
д- высота наплавленного металла («венчика») в тавровых соединениях.
а. а... а2. (1. р,, р2, г, Yi - угловые размеры конструктивных элементов сварных соединений.
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих
3
стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей должны соответствовать требованиям следующих нормативных документов:
- для арматуры классов А240. А300, АсЗОО. А400. А600. А800. А1000 - ГОСТ 5781;
- для арматуры классов Ат500С. АтбООС - ГОСТ 10884;
- для арматуры класса А500С - по действующим нормативным документам*.
5.4.1 Химический состав термомеханически упрочненной арматуры класса А600С. применяемой в сварных соединениях по настоящему стандарту, должен соответствовать марке стали 20Г2СФБА.
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
- класса В500С - действующим нормативным документам*;
- класса Вр-1 - ГОСТ 6727.
5.6 Термомеханически упрочненная арматура номерной длины классов АтбОО. АтбООК. Ат800. Ат800К. Ат1000 и АтЮООК. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2-3.
Рисунок 1 - Крестообразное соединение, выполненное контактной точечной сваркой
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 - от 0.25 до 1,00. типа КЗ - от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
h = Id, -(а* Ь),
где: а - суммарная толщина стержней после сварки в месте пересечения, мм;
Ь - суммарная величина вмятин (Ь‘ ♦ Ь"), мм.
Величины относительных осадок h/d'„ для соединений типа К1 должны соответствовать приведенным в таблице 2.
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4-10.
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11-13.
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14-17.
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264. ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7-8, в качестве материала скоб-накладок следует применять листовую сталь класса С235-С255 по ГОСТ 27772.
В Российской Федерации действует ГОСТ Р 52544.
Таблица 2 - Конструкции крестообразных соединений а рма туры К1- Кт
| Обозначение типа соединения, способа | Соединение арматуры | Класс армату- | <1т ММ | Величина h/d*. обеспечивающая прочность не менее требуемой ГОСТ 10922 для соединений с отношением диаметров d'Jd* | Минимальная величина htiU, обеспечиваю- | а,' | ||||||
| сварки | до сварки | после сварки | ры | 1.00 | 050 | 0.33 | 0.25 | щая не нормируемую прочность | ||||
| ц | Вр-1 (В500) | 3-12 | 0.35-0.50 | 0.28-0.45 | 024-0.40 | 0.22-035 | 0.17 | |||||
| 11 >2i2t2 2i2'22 2,2,222 Ш1 | jEHjgl 1 | В500С | 4-12 | |||||||||
| 1 0V зСз"*'J л ,> л Чу» £| | А240 | 5.5-40 | 0,25-0,50 | 0.21-0.45 | 0.18-0.40 | 0.16-035 | 0.12 | |||||
| А | АсЗОО | 10-32 | 0.33-0,60 | 0,28-0.50 | 024-0.46 | 0,22-0.42 | 0.17 | |||||
| К1-Кт | 'С | 5 | V Л | А400 | 6-40 | 0.40-0.80 | 0.35-0.70 | 0.30-0.62 | 0.28-055 ; | 30-90 | ||
| '!* | Ат500С ; | 6-32 | ||||||||||
| Wfjt | 1 | АтбООС | 10-32 | 0.20 | ||||||||
| ?*:*■* ж | А5О0С | 6-40 | 0.40-0.60 | 0.35—0.50 | 0.30-0.46 | 0.23-0.42 | ||||||
| В | г «V w V А600С | 10-40 | ||||||||||
Примечание - Величины d'H/dn, не совпадающие с приведенными, следует окрутить до ближайшей величины, указанной в таблице.
сл
ГОСТ 14098-2014
CD
Таблица 3 - Конструкции крестообразных соединений арматуры КЗ-Рп и КЗ-Мп
Обозначение типа соединения, способа сварки
Соединение арматуры
до сварки
после сварки
Класс
арматуры
Марка стали
Ф \<К. мм
/, мм
Ь. мм
КЗ-Рп.
КЗ-Мл
I
А240
10-40
АЗОО
10ГТ
10-32
А400
25Г2С
10-28
АтбООС
i
АтбООС
10-32
2 0 ,ЫГт, но не менее 8
А500С
4-W
А600С
20Г2СФБА
10-40
2 0.35cf... но не менее 6
Примечания:
1, Значение временного сопротивления срезу в соединениях КЗ-Рп и КЗ-Мп не нормируется. При необждимости выполнять соединения с нормируемой прочностью, размеры «/» и «Ь» уточняются опытным путем по результатам испытаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2.
2. При механизированной сварке соединений типа КЗ-Мп допускается применение арматуры диаметром (dk) 6 и 8 мм, а также снижение ветчины отношения диаметров свариваемых стержней до 0,33. Применение данных положений допускается при повышенных требованиях к приемсе сварных соединений и обязательном выполнении требований л.5.2.
Таблица 4 - Конструкция стыкового соединения арматуры С1-Ко
| Обозначение | Соединение арматуры | |||||||
| типа сое дине-ни я, способа сварки | до сварки | после сварки | Класс арматуры | Ф. мм | D. мм | d'Jd, | at Ю.‘ | |
| А240, АсЗОО, | 1П-4Г1 | |||||||
| А400 | 1 v *t м | |||||||
| А600. А800 | 10-32 | |||||||
| jшИ | А1000 | 10-22 | ||||||
| С1-Ко | АтбООС | *1.24. | 0,85-1,0 | 90 | ||||
| АтбООС | • v"0(C | |||||||
| А500С | lfU-ЛП | |||||||
| А600С | ||||||||
| В500С | 10-12 | |||||||
ГОСТ 14098-2014
Таблица 5 - Конструкции стыювых соединений арматуры С5-Мф и С7-Рв
Обозначение типа соединения. способа сварки
С5-Мф.
С7-Рв
Соединение арматуры
до сварки
после сварки
Класс
арма
туры
А240.
АсЗОО,
А400
А.
20-40
<IJcL
05-1.0
12-20
12-16
Примечания:
1 Размеры в знаменателе относятся к соединению С7-Рв.
2 При отношении cfjd, < 1 линейные размеры относятся к стержню большого диаметра.
| h. мм | о ±10/ | Р/ | 1. мм | h„ мм | lh. мм |
| 5-12 | 90 | 10-15 | 5 1.М. 5 1.2d. | 5 0.1 Ии | 5 0.2d. 5 0,05d„ |
| s 0.05d„ |
Таблица 6 - Конструкции стыковых соединений арматуры С8-Мф и С 10-Ре
Обозначение типа соединения, слосо-ба сварки
Соединение арматуры
до сварки
после сварки
Класс
арма
туры
А.
мм
dJd.
It,
мм
Ь.
мм
г.
мм
а
±10.
Р-
Р-.’
Р>.
л..
мм
hi.
мм
С8-Мф,
СЮ-Рв
А240,
АсЗОО.
А400
J)
о
v* о
35
о
2
з
о
VI
8
1Л
Т*
d,
ю
(4
о
(Ч
| тз | я10 | ■е 1Г |
| сч | ol - | 'г* |
| VI | v| VI | с |
| V |
3
Примечания:
1 При одноэлектродной сварке разделку стержней со скосом нижнего стержня производить не следует.
2 Разделку с обратным скосом нижнего стержня применять при сварке стержней диаметром >32 мм.
3 Размеры в знаменателе относятся к соединению СЮ-Рв.
4 При отношении d'Jd, < 1 линейные размеры относятся к стержню большего диаметра.
•ч
ГОСТ 14098-2014
со
Таблица 7 - Конструкции стыковых соединений арматуры С14-Мп и С15-Рс
| Обозначение | Соединение арматуры | |||||||||||
| типа соединения, способа сварки | до сварки | после сварки | Класс арматуры | d„, мм | dJd. | it, MM | 0.* | /«=/, MM | b, MM | H, MM | Л,. MM | |
| А-л *$ | A240 | + > | ||||||||||
| г | АсЭОО | 20-40 | 1 Л1 | |||||||||
| i | Шшшм\ | A4O0 | •Q | V) | ||||||||
| С14-Мп, С15-Рс | I | о | о | О rf | + | |||||||
| ?l | flor | AT500 | on оо | I o' | 2 | 8-1C | + -S | o' 1 s о | T3 M_ | s 0,05d„ | ||
| АтбООС | zu—oz | о •T M | VI | |||||||||
| u_ | А500С | 20-40 | ||||||||||
| A | А600С | |||||||||||
| | Примечание - Для Л» 20-25 мм s = 6 мм,дпя</«» 28 - 40мм $* 8 мм, | ||||||||||||
ГОСТ 14098-2014
stroysvoimirukami.ru
Ванная сварка арматуры гост. Арматура гост. Armatura-Tonna.ru
Ванная сварка арматурных прутьев
Как известно, наиболее прочный каркас получается при применении сварного способа соединения деталей. Для фиксации стержней арматуры встык используется так называемая ванная сварка.
Коротко о главном
Арматурный прокат представляет собой металлические прутья круглого сечения диаметром 4-80 мм. Из него формируется несущий каркас железобетонной конструкции, благодаря которому архитектурные элементы (фундамент, стены, перекрытия, колонны, дорожное полотно и т.д) выдерживают значительные нагрузки и служат не менее 20 лет.
По физико-механическим свойствам выделяют два основных типа арматуры:
1. Монтажные стержни с гладкой поверхностью класса А1 или А240. Применяются для создания пространственной части каркаса.
2. Рабочие пруты с рифленым или периодическим профилем классов А2-А6 (А300-А600, А800, А1000). Используются в качестве несущих элементов «скелета».
Арматура выпускается нескольких разновидностей. В соответствии с общепринятой маркировкой для стандартных стержней указывается только класс или индекс текучести стали (А240, А300). Прокат из термически упрочненной стали обозначается литерой «Т» (А600Т). Стальные пруты, покрытые защитной антикоррозионной оболочкой (оцинкованные, окрашенные), маркируются буквой «К» (А300К).
В отдельную категорию выделяется арматура, к которой можно применять сварку. К основным обозначениям добавляется литера «С» (А400С, А500С). Но и здесь есть некоторые особенности. В соответствии с ГОСТ 14098- (ГОСТ 14098-91) для стержней диаметром 4-40 мм используются следующие виды сварочных работ:
- электрошлаковая полуавтоматическая;
- электродуговая ручная обработка;
- контактная;
- ванно-шовная и ванная сварка;
Остановимся подробнее на последнем способе соединения прутов в единый каркас, так как именно она обеспечивает наиболее прочный и надежно защищенный от разрушающих факторов сварной шов.

Сварка стержней арматурного проката производится 2 методами:
1. Сваривание встык. Для этого используются так называемые инвентарные формы или ванночки, а также специальные подкладки (при этом применяется порошковая проволока), флюс и т.п.
2. Обработка вручную электродуговым аппаратом при помощи накладок.
Ванночки для сварки арматуры – это стальные скобы-накладки U-образного вида, именуемые инвентарными формами. Изготавливаются в соответствии с ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Длина варьируется от 5 до 20 см, толщина стенок стандартная – 6 и 8 мм, однако крупные заводы предлагают оптовым клиентам купить ванночки нестандартных размеров.
Такие параметры как глубина и ширина скоб зависят от диаметра используемой арматуры. Примеры габаритов изделий и их стоимость представлены в таблице ниже.
Диаметр арматуры, мм
Ванночки для сварки арматуры позволяют сформировать стержни любой длины. Наиболее долговечные и удобные в работе накладки изготавливают из меди любых марок методом литья либо штампования, но они используются только в том случае, когда производится так называемая вертикальная сварка. Для создания горизонтальных швов рациональнее выбрать стальные скобы. Сложные сплавы (латунь, бронза) для ванночек не применяются.
УМЕНЬШИТ РАСХОД до 50%! Это нужно знать каждому!
Инвентарные формы из стали считаются одноразовыми, то есть навсегда остаются на сварном соединении, существенно увеличивая запас прочности стыка. Медные же, как показывает практика, можно использовать как многоразовые, на 80-150 швов. Стоимость их на порядок выше, поэтому об экономии речь здесь не идет.
Ванночки для сварки вертикально расположенных стержней комплектуются ограничителями, которые не дают расплавленному металлу и шлаку стекать вниз.
Если требуется сварка арматуры разного диаметра, то для этих целей производители предлагают специальные переходные скобы-накладки, иначе именуемые вкладышами. Они обеспечивают правильную установку осей и центровку прутьев арматуры при соединении. Размер требуемых инвентарных форм рассчитывается по таблицам и формулам, приведенным в ГОСТ 14098-91.

Механизм проведения сварки
Инвентарные формы используются чаще всего при строительстве тяжелых сооружений, многоэтажных зданий, так как с их помощью можно получить единый несущий каркас по всему периметру конструкции (фундамента, колонн, монолитных стен или перекрытий и так далее) без потери жесткости и прочности.
Сварка производится при больших токах одно- или трехфазной дугой. При этом используется от 1 до 4 электродов, которые можно купить одновременно с инвентарными формами. Инженеры заводов, как правило, могут порекомендовать комплекты, наиболее оптимальные по соотношению «цена-качество». К примеру, при температуре ниже 0 рекомендуется проводить сварочные работы током, сила (А) которого должна быть больше установленного минимум на 10%.
Перед началом концы стержней следует очистить стальной щеткой от наслоений ржавчины, окалины и грязи. Пруты должны быть установлены соосно, зазор между соседними – не более 1,5 диаметра электрода.
Сварка горизонтально расположенной арматуры производится следующим образом: в области стыка приваривается стальная ванночка, в которой формируется некоторая масса расплавленного металла. Торцы арматурного проката плавятся под воздействием температуры внутри скобы и образуется единый шов. При вертикальной обработке дополнительно используется флюс или специальная порошковая проволока, излишки шлака удаляются.
Извлечение из ГОСТ 14098-91Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры.
Перечень Государственных стандартов РФ
ТЕРМИНЫ И ПОЯСНЕНИЯ
Ванная сварка - Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металлаВанная механизированная сварка - Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем - вручнуюВанная одноэлектродная сварка - Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручнуюДуговая механизированная сварка порошковой проволокой - Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматическиИнвентарная форма - Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сваркиСтальная скоба-накладка - Вспомогательный элемент, обеспечивающий формирование сварного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкцииКрестообразное соединение - Соединение стержней, сваренных в месте пересеченияОсадка (л, мм) стержней в крестообразных соединениях - Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состоянияКомбинированные несущие и формирующие элементы - Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформыДуговая механизированная сварка под флюсом без присадочного металла - Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режимеДуговая ручная сварка с малой механизацией под флюсом без присадочного металла - Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную
ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в табл. 31. При оценке эксплуатационных качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проектирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий.Для сварных соединений горячекатаной арматурной стали:5 - гарантируется равнопрочность исходному металлу и пластичное разрушение;4 - сварное соединение удовлетворяет требованиям ГОСТ 5781, предъявляемым к стали в исходном состоянии;3 - сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соединениям.Для сварных соединений термомеханически упрочненной арматурной стали;5 - сварное соединение удовлетворяет требованиям ГОСТ 10884, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением;4 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 5%;3 - временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до 10%.
Извлечение из ГОСТ 14098-91




Примечания:1. Эксплуатационные качества всех типов сварных соединений арматуры класса A-I марок СтЗсп и СтЗпс должны оцениваться так же, как арматуры класса А-II марки ШГТ, а класса A-I марки СтЗкп - как арматуры класса А-II марки Ст5сп и Ст5пс.2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-I и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922.3. Арматура класса А-II марки 10ГТ может применяться до температуры минус 70гр.С включ.4. Сварные соединения арматуры класса Ат-VCK оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40гр.С включ.5. Сварные соединения С16-Mo, С18-Мо и Н4-Ка оценивают на один балл ниже соединений, приведенных в той же группе.6. Буквы НД, TH и НЦ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.
Условное обозначение сварного соединения имеет следующую структуру:


Примечание. Соединения типа Т2 из арматуры класса Ат-ШС допускается выполнять до диаметра 14 мм.
Сварка арматуры
Ручная дуговая сварка арматуры

Как правильно варить арматуру?
Наверное, у большинства сварщиков арматура была самым первым рабочим материалом, ведь для ее сварки не нужна высокая квалификация. Так как арматура чаще всего используется в каркасах под бетон, то можно смело ее варить, т.к. последующее бетонирование скроит все огрехи.
Споры по поводу того, что лучше – вязать арматуру или варить продолжаются на строительных форумах давно и спор этот подпитывается недостаточной компетентностью ее участников. Знаний нет, а строить фундамент под дачу надо, что прикажете делать? Получается, строители экспериментируют над самими собой, потому что дом строят, преимущественно, своими руками и его надежность будут проверять на собственной шкуре. Некоторые участники спора, ощущая душой важность вопроса ставят его и вовсе ребром: а можно ли вообще варить арматуру? Ответ: можно как варить, так и вязать. Ростверки под дачное строительство преимущественно вяжут. При закладке фундамента под крупное строительство арматуру сваривают. Нормативная документация сварку арматуры под заливку бетоном не запрещает. Но ограничения могут накладываться по классу арматуры. Арматура класса от Ат-III до Ат-VII – сваривается без ограничений по ГОСТ 14098-91. А вот арматура А500С к сварке не рекомендуется по ряду причин, хотя де-юре она должна вариться без ограничений.
Как бы там ни было, помимо конструкций, которые вяжутся проволокой, есть и такие, которые имеют жесткий усиленный каркас, например, для выставления колон.
Рассмотрим, как правильно варить арматуру ручной дуговой сваркой в зависимости от типа соединения:
Если у вас арматура диаметром 10-12 мм, для ее сварки лучше использовать электрод 4 мм. У четверки больше коэффициент наплавленного металла. Старайтесь больше металла наплавлять на верхнюю арматуру, при этом меняя угол наклона электрода. В процессе часть металла будет стекать вниз, и сварочный шов получится более равномерный. Так же важно то, как вы заканчиваете это соединение. Ни в коем случае не отрывайте электрод резко от металла, но старайтесь плавным движением вернуть его назад вдоль шва.
Такое соединение удобно тем, что его можно выставлять, как на ровной поверхности, так и на весу (положение одной арматуры относительно другой). Арматура прихватывается по торцам и центру. Такое соединение дает отличные пружинные свойства.
Стыковое соединение арматуры больше подходит для тех, кто собирается использовать ее в декоративных целях. Всем известна популярная в далеком прошлом решетка «Солнышко», которая устанавливалась на окна.
Для стыкового соединения нужна лучшая подготовка металла. По торцам снимаются фаски, и арматурные стержни устанавливаются с зазором для провара. Ребро на арматуре должно быть соблюдено по одной оси. После сварки арматура рихтуется, а шов зачищается болгаркой.
Ванная сварка арматуры в строительстве
Вот, решил подработать на стройке, пока основной работы в котельной нет и столкнулся с проблемой ванной сварки, о которой раньше ничего не слыхал. Что это за метод? Хотелось бы узнать о нем более подробно.
На строительной площадке должен быть инженер-технолог по сварке, который решает проблемы и консультирует при возникновении подобного рода вопросов.
Какой будет ванная сварка (и будет ли она вообще) зависит от класса арматурного прутка, его сечения. При горизонтальном расположении арматуры применяется один тип оснастки, для вертикального #8212; несколько другой, соответственно, меняется и техника сварки в зависимости от размещения арматуры в пространстве. Оснастка представляет собой несъемные металлические скобы, либо съемные подкладки из меди или графита. Тип используемого оборудования и марка электродов так же играет большую роль.
Вам нужно собрать необходимые данные на месте вашего строительства, и только после этого приступать к поиску ответов на ваши вопросы, так как по ванной сварке в интернете информации очень много, в том числе лекций и учебных пособий.
Если говорить коротко, технология ванной сварки состоит в том, чтобы концы арматурных стержней при стыковом их соединении варить не в свободном состоянии (что трудно), а внутри заранее закрепленной на стыке точечно стальной скобы. Чаще всего ставят несъемную скобу и варят электродом с флюсовым покрытием (например, УОНИ-13/55 для нагруженных конструкций). При одноэлектродной сварке электроды берутся большого диаметра 5мм, 6 мм, сварочные токи выставляются соответствующие – 300 -450А. Сварка ведется так называемой «погруженной дугой». При сварке несколькими электродами одновременно (это упрощает процесс удаления шлака из ванны), токи увеличивают еще больше, что ужесточает требования к источнику питания.
Подробности описываются в конструкторской и технологической документации, где указаны материалы, оборудование, особенности монтажа и сварки.
Сварка вертикально расположенной арматуры
Сварка горизонтально расположенной арматуры
Источники: http://stroitel-list.ru/instrumenty/vannaya-svarka-armaturnyx-prutev.html, http://osvarke.info/139-normativnye-dokumenty.html, http://svarka-master.ru/vannaya-svarka-armatury-v-stroitel-stve/
Комментариев пока нет!armatura-tonna.ru







