Газовая сварка чугуна. Сварка чугунная
Сварка чугуна. Из опыта Уралмашзавода
Сварочное производство Уралмашзавода за свой более чем 80–летний период складывалось таким образом, что, наряду с производством уникальных стальных конструкций, был накоплен обширный опыт ремонтной сварки чугунных изделий.
В течение многих лет были освоены все виды сварки чугуна — горячая, полугорячая, холодная.
Ремонт пресса горячей сваркой
Горячая сварка была применена для заварки трещины в цилиндре пресса для вытяжки заготовок кислородных баллонов для Старотрубного завода (Первоуральск). Технология ремонтных работ включала в себя подготовку к сварке — удаление трещины. Для предотвращения утечки ванны расплавленного металла произвели формовку разделки формовочными материалами, применяемыми в литейном цехе. В термической печи был произведен общий подогрев детали до 600°С. Заварку разделки произвели механизированной сваркой порошковой самофлюсующейся проволокой ППЧ-1 при температуре 500–550°С, после чего цилиндр поместили обратно в печь, нагретую до температуры примерно 600°C, для замедленного охлаждения тела цилиндра.
Ремонт станины пресса
Полугорячая сварка (производится при нагреве детали до 120–250°С) была применена для ремонта станины пресса усилием 3000 тс, разрушенной на пять частей (рис. 1). Материал — СЧ20.
 Подготовка к сварке заключалась в снятии вручную фасок с общим углом раскрытия примерно 65–70°; постановке завертышей в разделки; сборке траверсы; установке элементов, фиксирующих геометрические размеры траверсы; установке элементов, предотвращающих угловую деформацию свариваемых частей траверсы (рис. 2).
Подготовка к сварке заключалась в снятии вручную фасок с общим углом раскрытия примерно 65–70°; постановке завертышей в разделки; сборке траверсы; установке элементов, фиксирующих геометрические размеры траверсы; установке элементов, предотвращающих угловую деформацию свариваемых частей траверсы (рис. 2).
 Общий нагрев траверсы перед сваркой до температуры около 250°C выполнен в печи с выкатным подом, на нем же была произведена сварка медными электродами с обмазкой «Комсомолец». В зону горения дуги также подавалась порошковая проволока ПАНЧ-11 (94–96% Ni).
Общий нагрев траверсы перед сваркой до температуры около 250°C выполнен в печи с выкатным подом, на нем же была произведена сварка медными электродами с обмазкой «Комсомолец». В зону горения дуги также подавалась порошковая проволока ПАНЧ-11 (94–96% Ni).
После длительной эксплуатации в цилиндре сваезабивающей машины образовалась сквозная трещина, вызывающая течь воды. Работоспособность этой детали была восстановлена по следующей технологии:• отпуск при температуре примерно 550°С для снятия эксплуатационных напряжений;• устранение сквозной (толщина стенки 130 мм) трещины длиной 120 мм вручную борфрезой с образованием односторонней V-образной разделки с углом раскрытия 60°;• общий предварительный нагрев в печи до температуры 150–170 °С;• облицовка кромок разделки в один слой;• сварка заполняющих валиков;• сразу же после сварки, не допуская охлаждения ниже 100°С, отпуск при 550°С;• охлаждение цилиндра с печью до температуры цехового воздуха.Для сварки применили железисто-никелевые электроды.
Устранение литейных дефектов
Большой объем полугорячей сварки приходится не устранение литейных дефектов.Так, нагрев изложниц (рис. 3) осуществляют стандартным газокислородным резаком, помещенным внутрь этой детали.

Концентрацию теплоты обеспечивает, с одной стороны, пол, а с другой стороны, лист железа, установленный на верхней части изложницы. Дополнительная аккумуляция теплоты обеспечивается за счет отражения тепловых потоков вследствие воздействия сварочной дуги от боковых стенок изложницы. Сварку выполняли железисто-никелевыми электродами.При небольшой массе заготовок целесообразно создавать основание из шамотного кирпича, на который ставить ремонтируемую деталь, а общий подогрев до заданной температуры осуществлять горелкой или подогревающим пламенем газокислородного резака, обеспечивая при этом необходимую теплоизоляцию.Однако в практике машиностроительных заводов не всегда удается выполнить равномерное распределение теплоты по сечению крупногабаритных толстостенных заготовок сложной формы, поэтому большой объем сварочных работ выполняют холодной сваркой чугунных заготовок. Объем применения этого вида сварки широк: устранение наружных литейных дефектов на стадии отделки отливок, подприбыльных усадок и пр. (рис. 4, 5).


Глубина разделок может достигать 150 мм, длина 1500 мм.При механической обработке возможно вскрытие внутренних литейных дефектов. Заварка дефектов, вскрывшихся при заключительной механической обработке, исключает предварительный подогрев и последующую термическую обработку. Не всегда конструкция детали или вид дефекта позволяют установить завертыши.На рис. 6 показана заваренная сквозная трещина на кольце (толщина 40 мм, ширина 350 мм, диаметр кольца 600 мм, V-образная односторонняя разделка, угол раскрытия фасок 70°).

Ремонт трещина в отливке
При устранении трещин в отливках сложной формы эффективно применение «тепловых» домкратов, которые позволяют создавать в разделках сжимающие напряжения.Общеизвестно, что чугун отличается повышенной хрупкостью, поэтому в процессе операций отделки отливок (удаление прибылей, транспортные операции и др.) весьма высока вероятность их поломки. На рис. 7 показаны этапы восстановления целостности кольца электродами «Комсомолец».
Читайте в статье на нашем сайте о выборе электродов для чугуна

Ремонт редуктора
На рис. 8 показана крышка редуктора с выломанным куском в стенке и с трещиной. Дефекты были устранены путем вварки выломанного куска, удаления трещины слесарным инструментом и последующей заварки разделки. Использовали электроды «Комсомолец».
 Применяли вварку стальных пластин и закладных деталей в жесткий контур. Взамен неотлитых элементов производили многослойную наплавку с последующим приданием наплавленному металлу с помощью различных технологических операций размеров, соответствующих чертежам.
Применяли вварку стальных пластин и закладных деталей в жесткий контур. Взамен неотлитых элементов производили многослойную наплавку с последующим приданием наплавленному металлу с помощью различных технологических операций размеров, соответствующих чертежам.
Особый вид работ по холодной сварке чугуна представляют работы по восстановлению работоспособности деталей уникального технологического оборудования (рис. 9–12).



Ремонт сколов изложниц
В процессе эксплуатации чугунных изложниц возможно образование сколов на внутренней или наружной поверхности. Эти дефекты устраняют путем предварительной установки шпилек с последующей сваркой стальными электродами. Найденные решения позволили продлить жизнь изложниц, увеличить число наливов до 20 и более.В качестве примера лито-сварной конструкции можно привести памятник «Петр 1 и Акинфий Демидов» (скульптор К.В. Грюнберг), изготовленный Металлургическим заводом ОАО «Уралмаш». Материал — серый чугун СЧ12. Памятник состоит из отдельных отливок, соединенных между собой сварными швами, длина которых около 140 м. Свариваемые толщины 20–40 мм. Электроды из монель-металла (сплав меди и никеля) марки ММ-1 (рецепт УЗТМ).Многолетний опыт Уралмашзавода говорит о том, что и при холодной сварке чугуна можно выполнять ремонтные работы, гарантирующие многолетнюю успешную эксплуатацию восстановленных изделий.
Журнал «Сварщик»
svarka-master.ru
Газовая сварка чугуна
В предыдущих статьях я описал оборудование для газовой сварки и способы сварки. Но при сварке различных металлов очень много разных тонкостей и отличий. Поэтому просто необходимо описать сварку металлов по отдельности и поподробней и наверное начнём с чугуна, так как это достаточно хрупкий металл, но тем не менее он очень распространён, это и блок двигателя автомобиля, и цилиндры некоторых мотоциклов, да и просто тиски на вашем верстаке, на которых давно пора заварить пару трещин или сколов.
Сварка чугуна.
При газовой сварке чугуна, в основном восстанавливают деталь при ремонте, а именно заваривают трещины, раковины, или приваривают отколовшиеся части(например слесарные тиски из чугуна часто лопаются). Наиболее часто приходится сваривать изделия из серого (литейного чугуна). Разработано много способов сварки чугуна как газовой, так и электрической. Выбор наилучшего способа сварки определяется составом чугуна, конструкцией детали, условиями её работы и характером дефекта. При этом следует иметь ввиду, что газовая сварка серого чугуна является одним из наиболее надёжных способов, который позволяет получить наплавленный металл, по свойствам очень близкий к металлу чугунной детали. Это объясняется тем, что при газовой сварке происходит более длительный и равномерный нагрев и охлаждение свариваемой детали, чем при электро-дуговой сварке. Газовая сварка обеспечивает лучшие условия для графитизации углерода в наплавленном металле и делает менее вероятным появление в соседних со швом участках основного металла твёрдых зон отбеленного чугуна. Ну и наконец уменьшает внутренние напряжения в свариваемом металле и возможность образования трещин. Газовую сварку чугунных деталей следует производить с применением предварительного подогрева, общего или хотя бы местного.
Скос кромок(фаску) делаем V-образным, под углом 90°, а при толщине металла до 4 мм, скоса кромок не делаем. Кромки тщательно очищаем от масла, грязи и ржавчины металлической круглой щёткой, одетой на шлиф-машинку, и перед сваркой подогреваем пламенем горелки. В качестве присадочных прутков берём чугунные стержни диаметром 4,6,8,10,12 мм и длиной 400 — 700 мм. Стержни для сварки чугуна выпускают марок А и Б. Стержни марки А предназначены для сварки массивных деталей с подогревом. Стержни марки Б предназначены для сварки мелких деталей с местным подогревом, когда охлаждение детали после сварки происходит быстро, Поэтому в стержнях марки Б содержится больше кремния, который способствует графитизации углерода.
При сварке чугуна образуются окислы кремния, железа и марганца и для их удаления из сварочной ванны применяют флюс, состоящий из молотой прокаленной технической буры, или из смеси буры 56%, углекислого натрия(соды)22% и углекислого калия(поташа)22%. Так же хорошей раскисляющей способностью обладает флюс следующего состава: буры прокаленной 23%, соды 27%, и азотнокислого натрия 50%. Всё это можно найти в химических магазинах, или на предприятиях. При сварке пруток следует чаще погружать в флюс, ну и подсыпать флюс в сварочную ванну. Наконечник горелки выбираем мощностью 100 — 120 дм³/ч ацетилена на 1 мм толщины металла, выбор наконечника смотрим на рисунке 47 в этой статье.
Чугуны серый, ковкий и высокопрочный можно сваривать присадочной проволокой из латуни Л62, имеющей температуру плавления 850 — 900°, то есть ниже температуры плавления чугуна, которая равна 1100 -1250°С. Сварку можно вести без подогрева детали или с местным подогревом. Шов получается достаточно пластичный и прочный, так как латунь пластична и лучше чугуна сопротивляется растяжению и ударам. Чугунная деталь при этом способе сварки не подвергается сильному нагреву и поэтому в ней не возникают деформации и напряжения. Наконечник при сварке латунью берём с мощностью пламени 60 — 75 дм³/ч ацетилена на 1 мм толщины металла. Угол скоса кромок 70 — 80°, а состав флюса состоит из компонентов, которые очень легко найти : бура 70%, поваренная соль 20% и борная кислота 10%, но можно применять только буру или смесь буры и борной кислоты, взятых в равных количествах. Кромки чугунной детали не расплавляем, а только нагреваем до светло-красного каления, а затем их посыпаем флюсом и наплавляем латунь, которая облуживает кромки и вплавляется в чугун. После этого латунью постепенно заполняем весь шов, посыпая жидкий металл флюсом и перемешивая его концом присадочной проволоки. Наплавку ведём менее горячей частью пламени, держа ядро на большем расстоянии от ванны, чем обычно и направляя пламя преимущественно на присадочную латунную проволоку.
Лучше всего чугун смачивается расплавленной латунью при 700 -850°С, так как при более низкой температуре (600°С), наплавленный металл быстро застывает и содержащиеся в нём газы не успевают выделится, и это вызывает пористость шва. При температуре свыше 900°С происходит растворение железа в латуни и испарение из неё цинка, что также вызывает пористость наплавленного металла. Кроме того при этой температуре из чугуна выгорает графит, что ухудшает смачивание чугуна латунью. Для предупреждения испарения цинка, входящего в состав латуни, пламя должно иметь избыток кислорода до 30 — 40%. Если вы не сможете найти в продаже специальных чугунных прутков или латуни Л62, то для заварки трещин в чугунных деталях советую найти проволоку из электролитической красной меди, и использовать её при сварке. Прочность будет чуть меньше, так как медь сама по себе мягче латуни, но зато например для заварки трещины в чугунном блоке двигателя или для сварки отломанного ребра на цилиндре мотора, сварка медью самое то, особенно если деталь потом шлифануть и покрасить.
Хорошие результаты при низкотемпературной сварке чугуна даёт применение пропан-бутано-кислородного пламени и Советских горелок ГЗУ-2-62 или ГЗМ-2-62. Мощность пламени 60 — 70 дм³/ч пропан-бутана на 1мм толщины и при нормальном пламени. При толщине свариваемого металла 6 — 12 мм делаем V- образную разделку кромок без притупления, с зазором до 3 мм и углом скоса кромок 55°. Пруток держим под углом 30 — 35°, а угол наклона мундштука горелки 45° к поверхности металла. Предварительно зачистив кромки, нагреваем до 300 — 400°С , посыпаем флюсом и нагреваем до отпотевания — то есть до 820 — 860°С. В этот момент в пламя вводим покрытый флюсом пруток и, перемешивая его концом сварочную ванну, заполняем её металлом доверху, с небольшим усилением шва(горкой). Сварку ведём без перерыва, не давая остыть. При толщине металла 6 мм сварку ведём в один проход, а при 9 — 12 мм- в два прохода. При толщине металла 6 мм, номер наконечника горелки 5; при толщине 9 мм — номер наконечника 6 и при толщине 12 мм — номер 7. При этом способе получают металл наплавки со структурой мелкопластинчатого, равномерно распределённого графита. Наряду с пропаном, можно применять и другие газы-заменители6 природный, городской, нефтяной.
После сварки чугуна следует помнить, что чем дольше чугунная заваренная деталь будет остывать, тем лучше и прочнее будет сварочный шов. Поэтому советую после сварки чугунной детали, особенно массивной, следует позаботиться о медленном остывании детали(особенно зимой), например равномерно её нагревая пламенем горелки и постепенно это пламя уменьшая. Потратив на это немного времени и газа, вы будете уверенны, что шов будет прочным и на нём не появятся трещины, как бывает после быстрого остывания массивной детали.
Сварка чугунных деталей
Строительные машины и оборудование, справочник

Категория:
Техническое обслуживание дорожных машин
Сварка чугунных деталейНаиболее сложными для ремонта сваркой являются чугунные детали. Сварка серого чугуна представляет значительные трудности, которые определяются природой и свойствами чугуна: наличием графитовых включений, значительным содержанием углерода и кремния, неоднородностью состава и структуры, низкой прочностью, чувствительностью к нагреву и др.
Для уменьшения отрицательного влияния основных свойств чугуна на результаты сварки рекомендуется производить нагрев чугунных деталей перед сваркой и медленное охлаждение их после сварки.
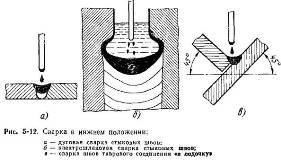
При ремонте чугунных деталей применяют три способа сварки: 1) с общим нагревом детали, или горячую сварку; 2) с местным нагревом, или полугорячую сварку; 3) без подогрева детали, или холодную сварку, которая в последнее время находит наиболее широкое применение.
Горячая сварка чугуна производится ацетиленово-кислородным пламенем при малой толщине стенок и электрической дугой чугунным или стальным электродом со специальным покрытием. После горячей сварки чугуна газовым пламенем получают сварное соединение по прочности не ниже основного металла. При этом в сварном соединении отсутствуют участки отбеленного чугуна, а сама деталь имеет минимальные внутренние напряжения. Процесс горячей сварки является трудоемким (особенно при дуговой сварке) и дорогим.
Горячая сварка применяется в основном для чугунных деталей сложной конфигурации (корпусные детали, блоки и головки цилиндров) с сопряжениями стенок различной толщины, когда дефект расположен в таком месте, что при нагревании в месте сварки не может быть свободного расширения, а при охлаждении — сжатия.
НИИАТ рекомендует при горячей заварке трещин блока цилиндров двигателя производить двухступенчатый нагрев до 200— 250° со скоростью 500—600° в час и окончательный нагрев до 600—650° со скоростью до 1500—1600° в час.
Для получения в блоке минимальных напряжений, для предотвращения отбеливания чугуна, а также для полного использования нагрева блока сварку производят в специальном термоизоляционном кожухе (рис. 128) на специальном стенде для сварки, на котором можно быстро установить деталь в необходимое положение.
Кожух изготовляют по конфигурации ремонтируемой детали из лотовой 2-3-миллиметровой стали. Стенки кожуха двойные с прокладкой между ними слоя асбеста толщиной 15 мм. В кожухе имеются окна с крышками для доступа горелки к дефектным местам Детали. Скорость охлаждения детали в таком кожухе почти в 1,5 Раза меньше, чем на воздухе, а это увеличивает продолжительность сварки до 20 мин, повышая качество работы.
Применение кожуха облегчает труд сварщика, защищая его от теплоты излучения нагретой детали, а применение стенда облегчает установку детали в необходимое для сварки положение.
Предельная температура охлаждения детали в процессе сварки должна быть не ниже 400—350°.
После сварки деталь необходимо отжечь для снятия внутренних напряжений, нагревая ее до 600—650° и охлаждая на воздухе или в яме, выложенной кирпичом и с двумя закрывающимися крышками.
Рис. 128. Теплоизоляционный кожух для сварки блока цилиндров двигателя
Приведенный тепловой режим рекомендуется применять для всех литых деталей из серого чугуна марок СЧ 15-32, СЧ 18-36 и СЧ 24-44.
Все дефектные места на деталях должны быть подготовлены к сварке. Блоки и головки цилиндров должны пройти предварительные гидравлические испытания, при этом дефектные места отмечают мелом. Мокрые или сухие гильзы блоков цилиндров, имеющие трещины в перемычках между цилиндрами, должны быть выпрес- сованы, шпильки, втулки и вставные клапанные гнезда удалены.
Концы всех трещин, расположенных в замкнутом контуре, должны быть просверлены насквозь сверлом диаметром 4—6 мм.
Из блоков и головок цилиндров с трещинами на рубашке охлаждения необходимо предварительно удалить накипь со стенок, так как исследования показывают, что отложения накипи загрязняют наплавленный металл.
В качестве присадочного материала при сварке чугунных деталей рекомендуются чугунные прутки марок А и Б диаметром от 4 до 12 мм.
Как показывает опыт ряда ремонтных заводов, хорошие результаты дают чугунные прутки следующего химического состава (%): С = 3,3—3,7;Si = 2,5—3,5; Мп=0,3—0,6; Сг=0,3; № = до 0,2. Возможно применение бракованных поршневых колец автотракторных двигателей, поступивших в ремонт.
Диаметр присадочных прутков выбирается в зависимости от толщины ремонтируемого места детали и размера повреждения.
Заваривать дефектные места следует как можно быстрее, применяя горелку с наконечником № 4 или 5; пламя должно быть с незначительным избытком ацетилена.
При газовой сварке чугуна применяют соответственные флюсы.
Обработку заваренного участка на несопрягаемых поверхностях деталей не производят; на поверхностях, сопрягаемых с другой деталью, наплавленный металл снимают заподлицо абразивным кругом, напильником или механической обработкой.
Полугорячая сварка чугуна применяется в тех случаях, когда завариваемый элемент или участок детали может при нагреве свободно расширяться, а при охлаждении сжиматься, но при сварке толстостенных деталей возникает опасность нагревания замкнутой жесткой части ее. При полугорячей сварке следует нагревать то место детали, где должны возникать напряжения, и во время сварки подогревать зону напряжения одновременно с местом сварки.
Полугорячая сварка чугунных деталей требует от сварщика больших знаний и навыков, поэтому применяется весьма ограниченно. Местный нагрев до 600—700° производят газовой горелкой в горне или муфельной печи. Хорошие результаты дает полугорячая газовая заварка трещин в головках блока автотракторных двигателей. Заваренная головка в зоне расположения трещин вторично нагревается после сварки до 600—700° и охлаждается на воздухе.
Холодная сварка чугуна применяется в тех случаях, когда дефект отстоит от жесткой части детали на таком расстоянии, что последняя не будет сильно нагреваться при сварке; кроме того, завариваемый элемент или участок детали может при нагреве свободно расширяться, а при охлаждении — сжиматься.В ремонтной практике широко применяется газовая сварка чугуна без предварительного общего или местного нагрева. Отдельные трещины успешно завариваются электродуговой ручной сваркой стальным или медно-железным электродом без нагрева детали. Для сварки чугуна без подогрева, кроме чугунных, рекомендуются еще стальные электроды, а также электроды из цветных сплавов.
Стальные электроды Э-34 с меловой обмазкой и с покрытием УОНИ 13/55. Этими электродами заваривают изношенные резьбовые отверстия и трещины небольшой длины (до 100 мм), расположенные на поверхностях, которые не требуют последующей механической обработки. При толщине стенок детали до 5,0 мм и диаметре электрода 5 мм рекомендуется ток 100—120 а, при толщине стенок 10—15 мм и диаметре электрода 4 мм — ток 120— 160 а.
Медно-железные электроды имеют несколько разновидностей: стержень из красной меди помещают в жестяную трубку; кроме того, медный стержень покрывают электролитическим железом, а стальной стержень — электролитической медью; пользуются также пучком из двух медных и одного стального электродов.
Содержание меди в электродах перечисленных разновидностей должно составлять 60—80%, железа — 40—20%. На медно-желез- ные электроды наносится покрытие типа УОНИ 13/55.
Наиболее совершенной конструкцией среди медно-железных электродов обладают электроды марки 034-1, у которых стержень изготовлен из красной меди, а в покрытие введен железный порошок. ВНИИМПС предложил электрод марки. МНУ-1, стержень которого изготовлен из сплава монель-металла (65—70% Ni и Со, 2—3% Fe, 1,2—1,8% Мп, остальное — Си) ИЛИ константана различных диаметров. На стержни наносится покрытие УОНИ 13/55.
При правильном ведении сварки электродами из сплавов цветных металлов можно получить сварное соединение без отбеливания чугуна по линии сплавления, так как никель и медь являются графити-заторами.
После заварки деталей медно-железными электродами требуется проковка или чеканка шва (головки цилиндров). Прочность такого сварного соединения составляет 50—70% от прочности чугуна.
Медно-железными электродами рекомендуется заваривать трещины на рубашках охлаждения двигателей, на головках цилиндров, картерах сцепления, коробках передач, редукторах, когда не требуется последующей механической обработки. Трещины заваривают короткими участками (длиной не более 50 мм), поэтому сварщик может заваривать одновременно несколько деталей.
Читать далее: Наплавка деталей специальными электродами и твердыми сплавами
Категория: - Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Сварка чугуна. Цены на сварочные работы по чугуну. Сварка чугунных деталей.
Чугун это сплав железа, в котором содержание углерода выше 2%, также могут содержаться марганец до 1%, кремний до3%, фосфор, сера. В чугуне допускается присутствие легирующих элементов – никеля, ванадия, алюминия, хрома, магния и многих других. Без легирующих элементов чугун представляет собой очень хрупкий материал, имеет низкую твердость, пластичность и прочность.В чугуне углерод может находиться в виде соединения Fe3C (цементит) и графита, по их количеству и форме чугун делится на несколько видов.- белый- серый- Ковкий-половинчатый- высокопрочный.Весь углерод в белом чугуне находится в виде цементита и на изломе чугун имеет светлый цвет. Данный чугун обладает высокой твердостью, что не позволяет обрабатывать его режущим инструментом, поэтому этот вид чугуна используют как полуфабрикат для получения из него ковкого чугуна.Основная часть углерода в сером чугуне находится в виде графита, поэтому на изломе этот чугун серого цвета. У серого чугуна очень хорошие литейные свойства, благодаря им он используется как литейный материал, также серый чугун очень хорошо обрабатывается механическими способамиИспользование чугуна распространилось практически на все сферы деятельности человека. Это напрямую связано с его свойствами: высокая механическая твердость, сопротивление износу, простота механической обработки, но при этом он обладает плохой свариваемостью. При несоблюдении технологии сварки, сварной шов и околошовная зона быстро охлаждается, что приводит к образованию участков с выделением цементита, в дальнейшем это затрудняет его обработку. Из за своей хрупкости чугун склонен к появлению трещин при неравномерном нагреве. Жидкотекучесть чугуна затрудняет контроль над сварочной ванной в процессе сварки. Также в процессе сварки из жидкой сварочной ванны происходит активное выделение газов, которое продолжается и в момент кристаллизации, что приводит к порообразованию. Чугуны склонны к образованию тугоплавких соединений (оксидов) на поверхности сварочной ванны, которые могут привести к непроварам. Несмотря на все сложности сварки этого металла, она очень востребована и распространена.Способы сварки чугунаЧугун можно варить электродуговыми видами сварки и газовой сваркой. Не зависимо от того какой вид сварки вы используете, существует три основных способа: горячая сварка (предварительный подогрев до 600–650°C), полугорячая сварка (предварительный подогрев 400–450°C), холодная сварка (без подогрева). Если требуется получить чугун в металле шва, очень близкий по структуре и свойствам с основным металлом, то используют горячий или полугорячий способ сварки. Для дуговой сварки используются электроды с чугунным стержнем соответствующих марок. Перед сваркой изделие равномерно нагревают до требуемой температуры, сварка ведется непрерывно до окончательного завершения, после чего необходимо накрыть изделие асбестовой тканью или другим термоизоляционным материалом. Это обеспечит более медленное охлаждение изделия. Если сравнивать дуговую и газовую сварку чугуна, то газовая сварка способствует более длительному и равномерному нагреву и охлаждению изделия. Поэтому газовый метод сварки очень подойдет, если необходимо получить сварной шов очень близкий по свойствам с основным металлом. Для сварки используют чугунные прутки и флюсы, для исключения графитизации, не следуют проводить сварку окислительным пламенем.Если в металле шва чугуна не предусматривается, что чаще всего бывает при незначительных дефектах изделия, то применяется холодная сварка. Допускается использование стальных электродов, при необходимости добавляя в сварочную ванну присадки из цветных металлов. Существует также способ холодной сварки со стальными шпильками, установленными в разделку свариваемой детали на резьбе.Мы описали самые основные моменты, связанные с этим металлом. Процесс сварки чугуна один из самых сложных и трудоемких, помимо основ, необходимо знать множество нюансов, которые в совокупности необходимыдля получения высококачественных сварных соединений. Сварщики компании «ГарантСварка» знают о сложностях связанных со сваркой чугуна, потому что неоднократно работали с этим непростым металлом, подтверждая звание профессионалов превосходными сварными швами.
garantsvarka.ru