Кратко о сварке взрывом. Сварка взрывом
Сварка взрывом: технология и схема
Сварка взрывом представляет собой соединение элементов методом направленного энергетического взрыва и относится к категории взрывной обработки металла.
Описание
Работа с данной методикой требует определенного расположения деталей, в частности элемент-мишень и часть, подвергаемая обработке, располагаются параллельно либо под установленным углом.
В процессе движения взрыва детали на высокой скорости ударяются друг о друга и формируют сварочное соединение, надежность которого достигается деформационными изменениями на поверхности. Ввиду высокой скоротечности метода отсутствует объемная диффузия.
Сварка взрывом приобрела наибольшее распространение в сфере обработки разнородных металлов и сплавов.
Главным условием является тщательное проведение подготовительных работ, в которые входит скрупулезное обезжиривание элементов и зачистка, впоследствии они проходят через сваривание до формирования металлического блеска.

Схемы
Существует множество разнообразных схем технологических работ. Они объединены воздействием детонационных продуктов на мишень и ударом с другими поверхностями. Все разновидности схем основываются на двух первоначальных, которые имеют принципиальные отличия, - это параллельная и угловая.
Любые виды сплавов и стали позволяют создать биметалл, сварка взрывом в этом случае не меняет структурных характеристик материала и исходные габариты изделий, благодаря чему отсутствует необходимость в дополнительной проверке соответствия имеющимся свойствам. Готовые поверхности не имеют волнообразных дефектов и подлежат термической обработке только в случае наличия напряжения в месте сварки. При этом производство характеризуется минимальным количеством отходов и стоимостью, которая не меняется от поставляемых партий и марки материала.
Сварка взрывом: преимущества и недостатки
Обработка металлов приобрела достаточное распространение за счет следующих положительных сторон:
- формирование композитов армированного вида;
- использование для пакетов со множеством слоев;
- сварка материалов, являющихся разнородными по отношению друг к другу, к примеру, сталь – титан;
- низкий расход;
- экономичность.
Несмотря на множество достоинств, не обошлось без недостатков, основным из которых является заметный воспроизводимый шум, из-за чего возникает необходимость в достаточном удалении от жилых и общественных зданий, также присутствует сложность хранения и транспортировки, вызванная опасностью взрыва.

Материалы
Для проведения работ используются насыпные взрывные вещества, к числу которых относится селитра, аммониты, гранулит и другие. Масса веществ, применяемых в современных технологичных процессах, может варьироваться от нескольких сотен килограмм до одного грамма.
Сварка металлов взрывом характеризуется выделением энергии, основная часть которой выходит в окружающее пространство в виде ударных волн, также возможно излучение в виде возмущений сейсмического характера и осколков с широким радиусом разброса.
Процесс должен производиться на достаточном расстоянии от жилых построек в специализированных камерах и на полигонах, это вызвано наличием ударной волны – неизбежным фактором с высокой опасностью и поражающим воздействием.
Что нужно знать
Главная особенность заключается в возможности обработки металлических поверхностей любых видов. Выбранные соединения могут обладать любыми размерами, что является дополнительным преимуществом. Сварка взрывом, схема которой представлена выше, обеспечивает моментальное получение качественного соединения, которое образуется менее чем за миллионную долю секунды.
Стоит отметить, что в случае необходимости вторичного нагрева готовых поверхностей следует помнить про высокий риск развития активной диффузии, она может появиться в месте полученного ранее соединения. Из-за этого присутствует высокая вероятность существенного понижения характеристик прочности и надежности, в особенности при условии воздействия высокого температурного диапазона.
Для предотвращения подобных пагубных изменений в процессе соединения используются специальные промежуточные прослойки на металлической основе, при этом поверхности, проходящие обработку, и применяемые дополнения не формируют химических соединений. В качестве примера можно привести сварку титана и стали, в данном случае такие материалы, как ванадий или тантал применяются в качестве специальной прослойки.
Условия
Технология сварки взрывом имеет сходство с соединением под воздействием давления, общие черты особенно заметны в некоторых моментах методики.
Процесс должен производиться при создании определенных условий, без них выполнение задачи становится невозможным. В первую очередь должен учитываться высокий диапазон температур, он необходим для уменьшения времени, затрачиваемого на выполнение работ. Поверхности, подвергаемые обработке, должны характеризоваться пластическими деформациями. Также они должны плотно соединяться друг с другом. Соблюдение требований, указанных выше, обеспечивает качественное соединение.
Метаемая пластина, движимая по отношению к другой, которая остается в неподвижном состоянии, в момент удара обладает удельным количеством кинетического заряда, приходящимся на единицу обрабатываемой плоскости.
В случае если сварка взрывом характеризуется одновременным перемещением элементов, характеристики упругости и надежности соединения снижаются до минимальных значений.
Скорость
Уровень получаемых свойств, которые обеспечивает сварка взрывом, в большей мере зависит от скорости метательного процесса. При невысокой скорости практически отсутствует вероятность образования соединения, несмотря на полное соблюдение других основных условий.
Стоит отметить, что несоответствующие скорости контакта не являются препятствием для получения качественных и надежных готовых изделий при условии наличия подходящей скорости метания, рассчитанной заранее. Данный параметр оказывает прямое воздействие на вид места, подвергаемого соединению, то есть обрабатываемая зона меняет характеристики тепловой концентрации в соответствии со скоростью.
Расчеты, как правило, имеют экспериментальных характер, так как в данной сфере отсутствует установленная методика определения режимов. Это вызвано тем, что в настоящее время еще не создана теория данного технологического процесса по причине невозможности полного изучения, и сложностью предварительного определения всех нюансов поведения металлических поверхностей и взрывной волны. То есть каждый отдельный случай требует создания рассчитанного режима и собственной методики работ.
Изучение эффективности
Программа Autodyn относится к категории программного обеспечения универсального вида, разработанного для анализа процессов, характеризующихся высокой нелинейностью и быстрым завершением. Они могут быть связаны с влиянием осколков, ударной волны и других поражающих факторов на средства личной защиты или же с характеристиками изменения конструкций при разрушающем воздействии, к примеру, сварка взрывом. Autodyn, таким образом, позволяет провести быструю оценку эффективности используемых сегодня оборонных систем и методов обеспечения безопасности без дополнительных затрат.
fb.ru
Сварка взрывом — что это такое?
Июнь 20, 2017
Сварка, осуществляемая взрывом, подразумевает, что соединяемые элементы должны располагаться либо параллельно, либо под требуемым углом. Когда осуществляется взрыв, заготовки перемещаются друг к другу на довольно большой скорости. Вследствие этого и возникает довольно прочное соединение. Если рассматривать данный процесс с физической точки зрения, то он представляет собой объемную диффузию, то есть заготовки обмениваются друг с другом молекулами, взаимно проникая друг в друга.
На сегодняшний день подобная методика встречается наиболее часто при необходимости сварки металлов разной природы. Ключевой особенностью этой технологии является необходимость правильно подготовить металлы: предварительно их обезжиривают, зачищают до металлического блеска. Только в этом случае можно рассчитывать на получение надежного и долговечного соединения.
Описание технологии
Данный технологический процесс подразумевает механическое соединение заготовок, выполненных из метала. Эта методика рассчитана не только на непосредственный физический контакт, но и на определенную химическую энергию, которая после столкновения преобразуется в энергию кинетического типа.
Это приходится учитывать в процессе осуществления расчетов. Чтобы шов получился как можно более прочным, скорость движения одной заготовки по отношению к другой должна быть максимально высокой. Если ускорение будет недостаточным, то шов может либо не получиться вовсе, либо его уровень прочности оставит желать лучшего.
Как подготовить заготовки к сварке взрывом?
Сварка взрывом подразумевает проведение определенных подготовительных работ, к которым следует отнести следующие процессы:
- предварительно подготавливают фундамент, на котором будет располагаться неподвижная заготовка;
- элементы, которые нужно соединить друг с другом;
- сам взрывчатый элемент;
- детонатор;
- между заготовками придется соблюдать определенное расстояние и угол относительно друг друга.
Стоит отметить, что сваривать можно как небольшие, так и довольно габаритные конструкции, например, многослойные, армированные, цилиндрические и так далее.

Принцип работы заключается в следующем: одну из заготовок прочно фиксируют на массивной плите, выполненной из бетона или железобетона (стоит отметить, что обычно подобное основание после взрыва приходит в негодность). В принципе, можно воспользоваться плитой из металла, которая может выдержать несколько взрывов, однако после каждого применения ее придется восстанавливать до исходных параметров.
При промышленных сварных работах обычно пользуются основанием, которое изготавливается из материалов, подлежащих восстановлению в кратчайшее время — это песок, дробь, металлический шлак и так далее.
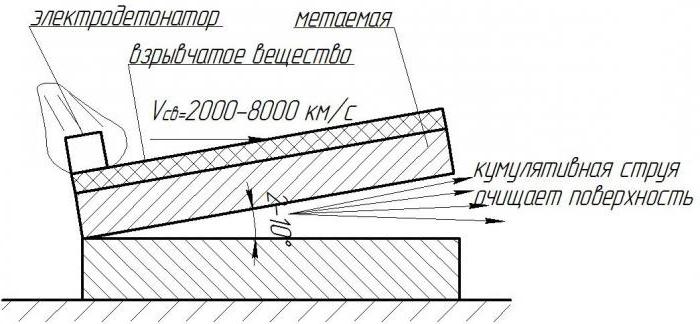
Деталь, которая будет двигаться к закрепленной заготовке на высокой скорости, устанавливается под углом порядка 3–10° и с небольшим зазором, который должен составлять порядка 2–10 мм. На торцевую часть укладывается взрывчатка, подключенная к детонатору. Очень важно следить за тем, чтобы взрывчатое вещество было распределено по кромке максимально равномерно. Это позволит избежать изгибов или смещений при формировании шва. Как правило, в данном случае берут гексоген, тол, тротил или иные взрывчатые вещества.
Отдельное внимание следует уделить установке детонатора, который, как правило, делается из довольно плотного картона. После его активации начинает распространяться взрывная волна, скорость перемещения которой составляет порядка 2000–10000 метров в секунду. Она будет оказывать непосредственное воздействие на заготовки и передавать им максимальное количество своей энергии, подвижная деталь приближается к зафиксированной, причем на кромках создается довольно сильное давление. В результате происходит формирование сварного соединения и соответствующего шва.Очень важно правильно хранить взрывчатые вещества, которые используются при непосредственной сварке: они нуждаются в определенных показателях температуры и влажности.
electrod.biz
Сварка взрывом | Учебные материалы
Сварка взрывом и трением относятся к видам сварки давлением и близки к холодной сварке.
Сваркой взрывом называют соединение металлов с образованием металлических связей под действием взрыва в результате быстрой (высокоскоростного соударения) пластической деформации, осуществляемой с помощью энергии взрывчатых веществ либо других источников энергии с большой удельной мощностью.
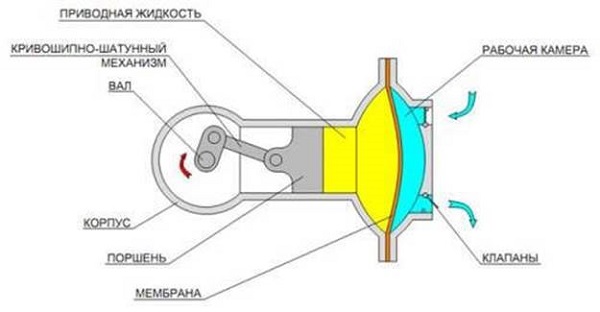
Принципиальная схема сварки взрывом показана на рисунке 3.13. На поверхность привариваемой (метаемой) детали 3 равномерным слоем распределяется взрывчатое вещество 5, расположенной неподвижной детали (основание 1) на заданном расстоянии h, (тол, гексоген и т.п.) толщиной Н. На нижнем крае метаемой детали располагают детонатор 6. Под действием продуктов взрыва 10 метаемая пластина (облицовка) приобретает скорость порядка несколько сот метров в секунду. При таких скоростях, в зоне соударения металл соединяемых деталей течет подобно жидкости и сливается в одно целое, образуя монолитное соединение. Таким образом, взрыв распространяется в направлении стрелки и происходит как бы выстрел листом 3 в плиту 1. Процесс длится тысячные доли секунды.
Энергию взрыва стали использовать в промышленности прежде всего при обработке металлов. Именно исследования и работы по широкому внедрению в промышленность штамповки взрывом способствовали появлению сварки взрывом.
В нефтехимическом машиностроении этот способ сварки является весьма перспективным для получения биметаллических заготовок, получения многослойных материалов и плакирования крупногабаритных изделий (например, к листу из углеродистой стали, никеля, титана, меди, алюминия и др.). Сварка взрывом происходит в течение микросекунд, т.е. практически мгновенно, что предотвращает образование хрупких интерметаллидных прослоек при сварке разнородных материалов. С помощью сварки взрывом выполняют сварки биметаллических цилиндрических заготовок переменного диаметра, наружную облицовку цилиндрических тел кольцевым зарядом, приварку труб к трубным решеткам и др.
а – до начала; б – в процессе взрыва; 1 – жесткое основание;2 – неподвижная деталь; 3 – метаемая деталь; 4 и 7 – прокладки; 5 – заряд;6 – детонатор; 8 – кумулятивная струя; 9 – детонационная волна;10 – продукты горения ВВ
dprm.ru
Кратко о сварке взрывом | Сварак

Сварка взрывом анимация
Физическая сущность
Ранее мы писали про сварку взрывом здесь.
Процесс сварки взрывом основан на известной способности металлов образовывать прочные металлические связи в твердом состоянии при создании между соединяемыми поверхностями физического контакта и обеспечении в нем условий для электронного взаимодействия. Образование физического контакта, т. е. сближение поверхностей соединяемых частей на расстояния, необходимые для протекания последнего, осуществляется при сварке взрывом в процессе совместной пластической деформации поверхностных слоев соединяемых металлов.
Процесс электронного взаимодействия между контактирующими поверхностями приводит к образованию между системами атомов, образующих кристаллические решетки, прочной «металлической» связи.
Требуемая для этого процесса энергия активации обеспечивается при пластической деформации поверхностных слоев соединяемых металлов рис.
Очистка контактирующих поверхностей от окисных пленок и других загрязнений, необходимая для образования физического контакта, при сварке взрывом протекает под действием кумулятивного эффекта и совместной пластической деформации свариваемых поверхностей непосредственно перед сваркой.
Этапы сварки взрывом
Сущность процесса сварки взрывом заключается в следующем.
- Одну из пластин располагают на каком-либо основании (земляном грунте, дереве, металле и т. п.).
- Вторую устанавливают над первой с определенным зазором между подлежащими сварке поверхностями h при помощи каких-либо опор по углам.

Рис. 1. Схемы соударения металлических тел: п — продольный разрез профилированного кумулятивного снаряда; б — соударение двух пластин, расположенных под углом; в — соударение шара с тонкой неподвижной мишеныо; г —- соударение под углом движущейся пластины с неподвижной: 1—заряд ВВ; 2 — направление движения кумулятивной струи
- На всю внешнюю поверхность верхней части укладывают заряд взрывчатого вещества (ВВ), как правило, слоем одинаковой толщины Н. В одном из концов, а иногда углов, заряда ВВ устанавливают детонатор (рис. 2).
- При инициировании детонатором заряда ВВ по нему распространяется фронт детонационной волны. Скорость ее движения D для данного ВВ довольно определенна.
- Для различных ВВ она составляет 2000—7500 м/сек и определяется их химическим составом и физическим состоянием.
- Позади фронта детонационной волны образуются продукты взрыва, которые в течение очень короткого промежутка времени по инерции сохраняют прежний объем, находясь в нем под давлением 100—200 тыс. аг, а затем со скоростью 0,50—0,75 D разлетаются в стороны по нормалям к свободным поверхностям заряда.
 Начало процесса |
 Ход процесса |
 Завершение сварки взріва |
При этом они сообщают находящемуся за фронтом детонации участку металла импульс, под действием которого его элементарные объемы последовательно, с ускорением движутся к поверхности неподвижной части металла и со скоростью v соударяются с ней. При установившемся процессе метаемая часть на некоторой длине дважды перегибается, и, если соединяемые поверхности перед сваркой были установлены параллельно друг другу, ее наклонный участок со скоростью vK, равной D, движется за фронтом детонационной волны, а участок, на котором находится непродетонированная часть заряда ВВ, под действием сил инерции остается в исходном состоянии (рис. 3).

Рис. 2. Схема сварки взрывом плоских параллельно расположен-ных элементов: 1 — электродетонатор; 2 — плоский заряд ВВ; 3— верхняя (метаемая) пластина; 4— нижняя (неподвижная) пластина; 5 — основание (грунт)
Высокоскоростной удар метаемой части металла под углом к неподвижной поверхности развивает в зоне соударения давления в десятки, а иногда и сотни килобар.
При этом появляется тангенциальная составляющая скорости соударения в направлении движения фронта детонационной волны, что заставляет металл поверхностных слоев обеих соударяющихся частей совместно деформироваться с большей скоростью в этом же направлении.
Та деформирование имеет характер вязкого течения и способствует сближению свариваемых поверхностей по всей площади соударения практически вплотную.

Рис. 3. Схема установившегося процесса соударения свариваемых пластин: 1 — фронт детонационной волны; 2 — фронт разлета продуктов взрыва BB; 3 — фронт волны разрежения; D — скорость детонации BB; v — скорость соударения пластин; vK — скорость перемещения «динамического угла встречи» соударяющихся пластин в направлении сварки; —толщина метаемой (верхней) пластины; б„ —толщина неподвижной пластины
Профиль деформированной зоны метала в образующемся сварном соединении обычно имеет волнообразный вид (рис. 4). Окионые пленки и другие поверхностные загрязнения дробятся и рассредоточиваются со слоями деформирующегося металла, видимо, так же, как это происходит и при известной холодной сварке пластичных металлов и частично уносятся из вершины угла встречи соударяющихся поверхностей в виде тонкой пыли под действием кумулятивного эффекта.
Так происходит образование сварного соединения. Зона шва, состоящая из смеси соединяемых металлов, при этом отсутствует.
Подобные статьи
svarak.ru
Сварка взрывом — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
 Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва; разновидность обработки металлов взрывом[1].
Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва; разновидность обработки металлов взрывом[1].
При сварке взрывом привариваемая (подвижная) деталь располагается под углом к неподвижной детали-мишени (основанию) или параллельно ей (в большинстве случаев) и приводится в движение контролируемым взрывом, в результате чего с большой скоростью соударяется с ней; соединение образуется за счет совместной пластической деформации поверхностей.
При этом из-за скоротечности процесса не успевает развиваться объемная диффузия, вследствие чего этот вид сварки применим для соединения разнородных металлов и сплавов. Перед сваркой детали должны зачищаться до металлического блеска и быть обезжирены.
Сварка взрывом применяется для соединения деталей из разнородных металлов[2], в частности для плакирования[3].
В качестве взрывных веществ используются насыпные вещества: гранулотол, гранулит, аммониты, аммонал, аммиачная селитра, гексоген.
Напишите отзыв о статье "Сварка взрывом"
Примечания
Литература
- Взрывная сварка // Большая советская энциклопедия : [в 30 т.] / гл. ред. А. М. Прохоров. — 3-е изд. — М. : Советская энциклопедия, 1969—1978.</span>
- Взрывная обработка // Советский энциклопедический словарь / гл. ред. Прохоров А. М.. — 3-е изд. — М.: Советская энциклопедия, 1984. — С. 217. — 1600 с. — 1 000 000 экз.
- [welding.vstu.ru/page.php?id=40 Лысак В. И., Кузьмин С. В. Сварка взрывом]. — М.: Машиностроение - 1, 2005. — 543 с. — 500 экз. — ISBN 5-94275-220-6.
- [welding.vstu.ru/page.php?id=41 Lysak V. I. and Kuzmin S. V. Explosive welding of metal layered composite materials] / edited by B. E. Paton. — Kiev: The E. O. Paton electric welding institute of the National Academy of Science of Ukraine, 2003. — 127 с. — (Welding and allied processes). — 1000 экз.
Ссылки
Отрывок, характеризующий Сварка взрывом
В комнате было полутемно; только две лампадки горели перед образами, и хорошо пахло куреньем и цветами. Вся комната была установлена мелкою мебелью шифоньерок, шкапчиков, столиков. Из за ширм виднелись белые покрывала высокой пуховой кровати. Собачка залаяла. – Ах, это вы, mon cousin? Она встала и оправила волосы, которые у нее всегда, даже и теперь, были так необыкновенно гладки, как будто они были сделаны из одного куска с головой и покрыты лаком. – Что, случилось что нибудь? – спросила она. – Я уже так напугалась. – Ничего, всё то же; я только пришел поговорить с тобой, Катишь, о деле, – проговорил князь, устало садясь на кресло, с которого она встала. – Как ты нагрела, однако, – сказал он, – ну, садись сюда, causons. [поговорим.] – Я думала, не случилось ли что? – сказала княжна и с своим неизменным, каменно строгим выражением лица села против князя, готовясь слушать. – Хотела уснуть, mon cousin, и не могу. – Ну, что, моя милая? – сказал князь Василий, взяв руку княжны и пригибая ее по своей привычке книзу. Видно было, что это «ну, что» относилось ко многому такому, что, не называя, они понимали оба. Княжна, с своею несообразно длинною по ногам, сухою и прямою талией, прямо и бесстрастно смотрела на князя выпуклыми серыми глазами. Она покачала головой и, вздохнув, посмотрела на образа. Жест ее можно было объяснить и как выражение печали и преданности, и как выражение усталости и надежды на скорый отдых. Князь Василий объяснил этот жест как выражение усталости. – А мне то, – сказал он, – ты думаешь, легче? Je suis ereinte, comme un cheval de poste; [Я заморен, как почтовая лошадь;] а всё таки мне надо с тобой поговорить, Катишь, и очень серьезно. Князь Василий замолчал, и щеки его начинали нервически подергиваться то на одну, то на другую сторону, придавая его лицу неприятное выражение, какое никогда не показывалось на лице князя Василия, когда он бывал в гостиных. Глаза его тоже были не такие, как всегда: то они смотрели нагло шутливо, то испуганно оглядывались. Княжна, своими сухими, худыми руками придерживая на коленях собачку, внимательно смотрела в глаза князю Василию; но видно было, что она не прервет молчания вопросом, хотя бы ей пришлось молчать до утра. – Вот видите ли, моя милая княжна и кузина, Катерина Семеновна, – продолжал князь Василий, видимо, не без внутренней борьбы приступая к продолжению своей речи, – в такие минуты, как теперь, обо всём надо подумать. Надо подумать о будущем, о вас… Я вас всех люблю, как своих детей, ты это знаешь. Княжна так же тускло и неподвижно смотрела на него. – Наконец, надо подумать и о моем семействе, – сердито отталкивая от себя столик и не глядя на нее, продолжал князь Василий, – ты знаешь, Катишь, что вы, три сестры Мамонтовы, да еще моя жена, мы одни прямые наследники графа. Знаю, знаю, как тебе тяжело говорить и думать о таких вещах. И мне не легче; но, друг мой, мне шестой десяток, надо быть ко всему готовым. Ты знаешь ли, что я послал за Пьером, и что граф, прямо указывая на его портрет, требовал его к себе? Князь Василий вопросительно посмотрел на княжну, но не мог понять, соображала ли она то, что он ей сказал, или просто смотрела на него… – Я об одном не перестаю молить Бога, mon cousin, – отвечала она, – чтоб он помиловал его и дал бы его прекрасной душе спокойно покинуть эту…wiki-org.ru
Сварка взрывом - это... Что такое Сварка взрывом?
Сварка взрывом – сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения спариваемых частей.
[ГОСТ 2601-84]
Рубрика термина: Сварка
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. - Калининград. Под редакцией Ложкина В.П.. 2015-2016.
construction_materials.academic.ru
СВАРКА ВЗРЫВОМ - это... Что такое СВАРКА ВЗРЫВОМ?
сварка с применением давления, основанная на использовании энергии взрыва. Привариваемая (метаемая) деталь устанавливается под. углом к неподвижной детали (мишени). При соударении деталей от взрыва образуется кумулятивная струя металла (см. Кумулятивный аффект), распространяющаяся по поверхности деталей, вследствие чего происходит совместная пластич. деформация обеих деталей и они свариваются. При С. в. в качестве ВВ чаще всего применяют аммонит.
Большой энциклопедический политехнический словарь. 2004.
- СВАРКА В ЗАЩИТНОМ ГАЗЕ
- СВАРКА И РЕЗКА ПОДВОДНАЯ
Смотреть что такое "СВАРКА ВЗРЫВОМ" в других словарях:
сварка взрывом — Сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения спариваемых частей. [ГОСТ 2601 84] сварка взрывом Ударная сварка, при которой заготовки свариваются при соударении друг с другом… … Справочник технического переводчика
Сварка взрывом — – сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения спариваемых частей. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка взрывом — Угловая схема сварки взрывом на стадии взрыва: 1. метаемая деталь 2. сплавленная поверхность 3. неподвижная деталь 4 5. заряд взрывчатого вещества 6. кумулятивная струя Св … Википедия
Сварка взрывом — 45. Сварка взрывом Сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения спариваемых частей Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал… … Словарь-справочник терминов нормативно-технической документации
Сварка взрывом — Explosion welding Сварка взрывом. Твердый метод сварки с помощью управляемого взрыва, при котором детали соударяются с высокой скоростью. Зона сцепления имеет характерное волнистое строение. (Источник: «Металлы и сплавы. Справочник.» Под… … Словарь металлургических терминов
СВАРКА ВЗРЫВОМ — [explosion welding] сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения спариваемых частей … Металлургический словарь
сварка взрывом — Syn: сваривание взрывом … Металлургический словарь терминов
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
dic.academic.ru