Технологический регламент. Сведения о работе сварщика заполнять каждые 6 месяцев образец
Журнал сварочных работ Образец и бланк 2018 года
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
ФАЙЛЫСкачать пустой бланк журнала сварочных работ .docСкачать образец журнала сварочных работ .doc
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
 После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
 Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
assistentus.ru
1. общие сведения об аттестуемом сварщике
ПРОТОКОЛ АТТЕСТАЦИИ СВАРЩИКА
| № | от | |||||||||
| Состав аттестационной комиссии | (фамилия, имя, отчество, уровень) | |||||||||
| Председатель | ||||||||||
| Члены комиссии | ||||||||||
| 1. | ||||||||||
| 2. | ||||||||||
| Представитель Госгортехнадзора России | ||||||||||
| Место проведения практического экзамена | ||||||||||
| | ||||||||||
| Вид аттестации | ||||||||||
| 1. Общие сведения об аттестуемом сварщике | ||||||||||
| 1.1. Фамилия, имя, отчество | ||||||||||
| 1.2. Год рождения | ||||||||||
| 1.3. Место работы | ||||||||||
| 1.4. Стаж работы по сварке | ||||||||||
| 1.5. Квалификационный разряд | ||||||||||
| 1.6. Специальная подготовка | ||||||||||
| (когда, где и номер документа) | ||||||||||
| 2. Данные о сварке (наплавке) контрольных сварных соединений (КСС) | ||||||||||
| 2.1 Вид (способ) сварки (наплавки) | ||||||||||
| 2.2 Клеймо КСС | ||||||||||
| 2.3. Группа и марка свариваемого материала | ||||||||||
| 2.4. Вид свариваемых деталей | ||||||||||
| 2.5. Тип шва | ||||||||||
| 2.6. Толщина, мм | ||||||||||
| 2.7. Диаметр, мм | ||||||||||
| 2.8. Тип и вид соединения | ||||||||||
| | |||||||
| 2.10. Вид покрытия и марка электродов | |||||||
| 2.11. Марка присадочной сварочной проволоки | |||||||
| 2.12. Марка защитного газа, флюса и др. | |||||||
| 2.13. Дополнительная информация о КСС | |||||||
| 3. Контроль качества контрольных сварных соединений и наплавок | |||||||
| 3.1. Нормативный документ по контролю | |||||||
3.2. Результаты контроля качества контрольных сварных соединений (наплавок) | |||||||
| Вид контроля | Результат и номер заключения | ||||||
| 4. Оценка теоретических знаний и практических навыков | |||||||
| 4.1. Оценка знаний на общем экзамене | |||||||
| 4.2. Оценка знаний на специальном экзамене | |||||||
| 4.3. Оценка практических навыков | |||||||
Заключение аттестационной комиссии
| Присвоенный уровень: | специалист сварочного производства I уровня (аттестованный сварщик) |
| Допущен к: | |
| (вид (способ) сварки (наплавки), наименования опасных технических устройств) | |
| Параметры сварки | Обозначение условий сварки | Область распространения аттестации * |
| Способ сварки | ||
| Степень механизации сварочного оборудования** | ||
| Вид деталей | ||
| Типы швов | ||
| Группа свариваемого материала | ||
| Присадочный материал или покрытие электрода | ||
| Толщина деталей, мм | ||
| Наружный диаметр, мм | ||
| Положения при сварке | ||
| Вид соединения |
* Информацию об области распространения аттестации указывают условными обозначениями.
** Учитывается только при аттестации на сварку труб трубопроводов систем газоснабжения из полимерных материалов.
| Председатель | (подпись) | Фамилия, И. О. |
| Члены комиссии | ||
| 1. | ||
| 2. | ||
| Представитель Госгортехнадзора России | ||
Удостоверение № _______ выдано _____________________________
(дата, подпись)
Примечания:
1. При аттестации на сварку труб из полимерных материалов для газового оборудования в графе «Стаж работы по сварке» указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывается наименование органа Госгортехнадзора России и должность представителя.
В пункты 2 и 3 вносят сведения о каждом контрольном сварном соединении, сварку которого выполнял сварщик при аттестации.
В пункт 2.13 вносят дополнительные сведения о контрольных сварных соединениях, необходимых для правильного определения области распространения аттестации. Например, толщину слоя, выполненного аргонодуговой сваркой при комбинированной сварке, сведения о степени механизации сварочного оборудования, используемого при сварке контрольных сварных соединениях из полимерных материалов, сведения о конфигурации образцов контрольных сварных соединениях, если они отличаются от приведенных в настоящем Технологическом регламенте.
В пункт 3 вносят наименования только тех методов контроля качества, которые использованы при аттестации в соответствие с требованием нормативной документации и с учетом заявки.
Результаты контроля указывают словами «удовлетворительно» или «неудовлетворительно» с указанием номера и даты акта, заключения и т. п.
Оценку знаний и практических навыков сварщика указывают словами «удовлетворительно» или «неудовлетворительно».
В таблицу «Область распространения» вносят только те параметры, которые определяют область распространения аттестации в конкретном случае.
Если на практическом экзамене было выполнено несколько различных контрольных сварных соединений, а области распространения не перекрываются, то в графе «Область распространения» необходимо раздельно указывать диапазон параметров области распространения с учетом параметров выполненных контрольных сварных соединений.
Протокол оформляется в 2-х экземплярах. Один экземпляр передается в организацию, направившую сварщика на аттестацию, второй экземпляр должен находиться в аттестационном центре.
Выдачу удостоверения регистрирует специалист аттестационного центра.
Приложение 15.
ФОРМА АТТЕСТАЦИОННОГО УДОСТОВЕРЕНИЯ СВАРЩИКА
| стр.2 | ||||||||
| РОССИЙСКАЯ ФЕДЕРАЦИЯ | Выдано | |||||||
| RUSSIAN FEDERATION | (наименование аттестационного центра) | |||||||
| НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ | № | |||||||
| ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ | (номер аттестационного удостоверения) | |||||||
| (НАКС) | ||||||||
| Фамилия | место для фотографии 3х4 | |||||||
| NATIONAL ATTESTATION COMMITTEE | Surname | |||||||
| ON WELDING PRACTICE (NACWP) | Имя | |||||||
| First name | ||||||||
| Аттестационное удостоверение | Отчество | |||||||
| специалиста сварочного производства | Middle name | |||||||
| I уровня (аттестованный сварщик) | Год рождения | |||||||
| Specialist In Welding Production Certificate | Date of birth | |||||||
| level I (certified welder) | М. П. | |||||||
Форма стр. 3 и стр. 4 аттестационного удостоверения сварщика конструкций из металлических материалов
| стр. 3 | стр. 4 | |||||
| № (номер аттестационного удостоверения) | № (номер аттестационного удостоверения) | |||||
| Допущен к: | Область распространения аттестации | |||||
| (вид (способ) сварки (наплавки), наименования опасных технических устройств) | Параметры сварки | Область распространения аттестации аттестации | ||||
| Вид (способ) сварки (наплавки) | ||||||
| Вид деталей | ||||||
| Типы швов | ||||||
| Группа свариваемого материала | ||||||
| Протокол № | от | Присадочный материал или покрытие электрода | ||||
| Удостоверение действительно до | ||||||
| Руководитель аттестационного центра | Толщина деталей, мм | |||||
| Наружный диаметр, мм | ||||||
| (Фамилия, И. О., подпись, дата) | Положения при сварке | |||||
| М.П. | Вид соединения | |||||
Форма стр. 3 и стр. 4 аттестационного удостоверения сварщика конструкций из полимерных материалов
| стр. 3 | стр. 4 | |||||
| № (номер аттестационного удостоверения) | № (номер аттестационного удостоверения) | |||||
| Допущен к: | Область распространения аттестации | |||||
| (вид (способ) сварки, наименования опасных технических устройств) | Параметры сварки | Область распространения аттестации аттестации | ||||
| Вид (способ) сварки | ||||||
| Степень автоматизации | ||||||
| сварочного оборудования | ||||||
| Вид деталей | ||||||
| Тип соединения | ||||||
| Протокол № | от | Группа свариваемого материала | ||||
| Удостоверение действительно до | Толщина деталей, мм | |||||
| Руководитель аттестационного центра | Наружный диаметр, мм | |||||
| SDR | ||||||
| (Фамилия, И. О., подпись, дата) | ||||||
| М.П. | ||||||
Примечание. Пункты «Вид (способ) сварки», «Вид деталей», «Тип соединения» заполняют в соответствии с Приложением 17, табл. 5, пункты «Степень автоматизации сварочного оборудования» и «Группа свариваемого материала» - в соответствии с п. 1.11.2 и Приложением 17, табл. 1
| стр. 5 | стр. 6 | |||||||
| № (номер аттестационного удостоверения) | № (номер аттестационного удостоверения) | |||||||
| Срок действия удостоверения | ||||||||
| продлен до | ||||||||
| Дата | Сведения о работе сварщика (заполнять каждые 6 месяцев) | Ф. И. О. Должность | Подпись, печать | На основании решения | ||||
| аттестационной комиссии АЦ № | ||||||||
| Протокол № | ||||||||
| М. П. | ||||||||
| Руководитель АЦ | (подпись) | Фамилия И. О. | ||||||
| Срок действия удостоверения | ||||||||
| продлен до | ||||||||
| На основании решения | ||||||||
| аттестационной комиссии АЦ № | ||||||||
| Протокол № | ||||||||
| М. П. | ||||||||
| Руководитель АЦ | (подпись) | Фамилия И. О. | ||||||
Приложение 16.
refdb.ru
Пример заполнения журнала сварочных работ в строительстве
Журнал сварочных работ(ЖСР) относится к технической документации, обязательной к заполнению при монтажных и строительных работах на объекте и приобъектном участке. Обязанности по ведению данного журнала возложены на ответственное лицо, имеющее соответствующее образование или отметки о повышении квалификации с 3-им уровнем аттестации сварщиков и выше. На него оформляется приказ по ведению объекта и заносится соответствующая запись в ЖСР.
Внимание! Форма ЖСР приведена в «Приложении Б» Свода правил 70.13330.2012 «Несущие и ограждающие конструкции», ее редактирование и изменение допускается с согласованием с работниками.
Заполнение журнала сварочных работ сродни ведению школьного дневника, хотя ответственность по его ведению куда больше, ведь на кону качество выполнения сварных соединений и персональная ответственность за выполнение и соблюдение всех норм и правил сварщиками.
Как заполнять журнал сварочных работ
Особых сложностей в заполнении данного журнала нет, все интуитивно понятно. В каждой строке прописано какие записи должны быть внесены.
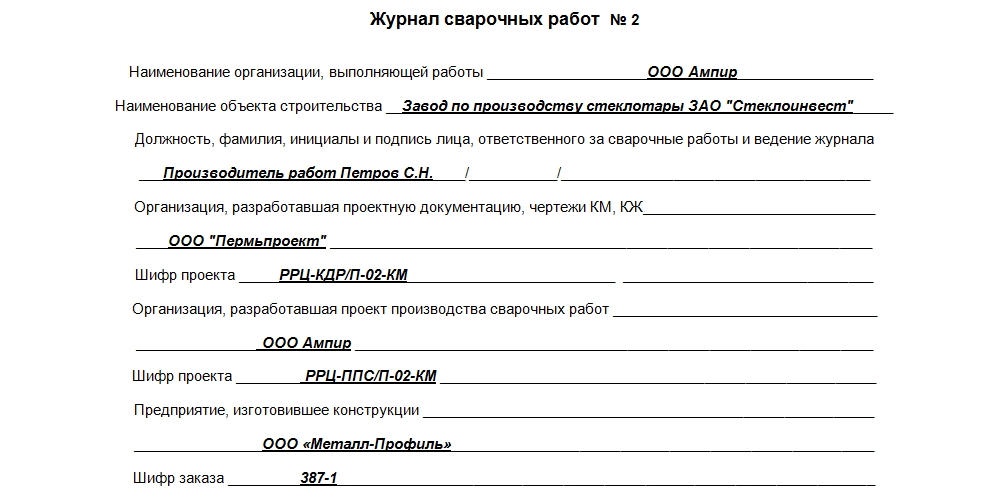
Титульный лист
На титульном листе прописывается адрес и наименование объекта, указываются шифры проектной документации и Ф.И.О производителя работ.
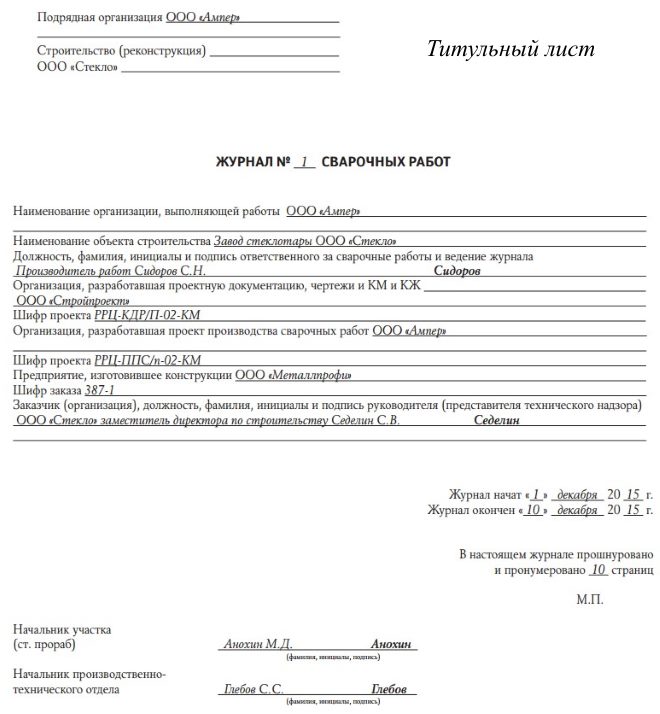
Образец заполнения титульного листа ЖСР (Нажмите для увеличения)
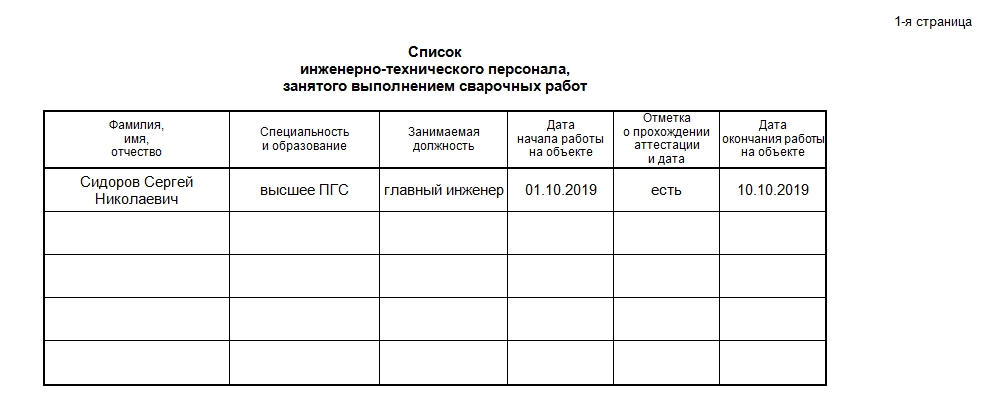
1-ая страница
1. На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
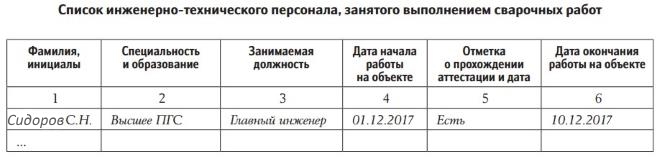
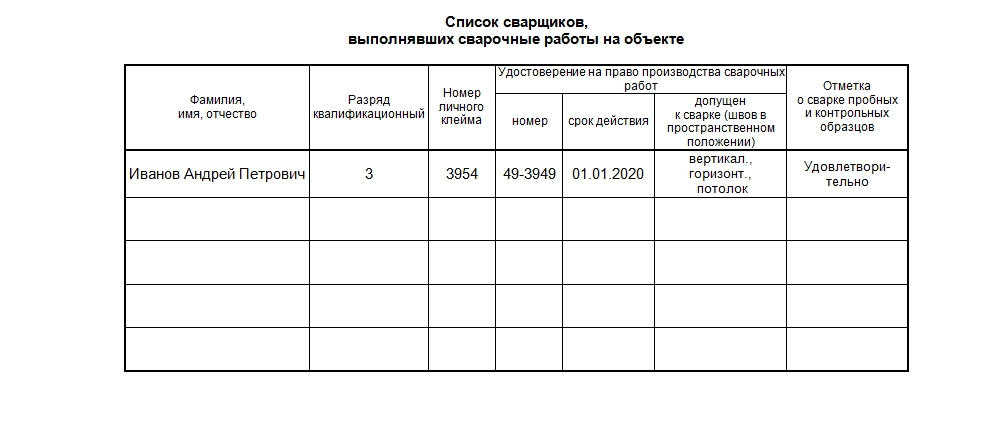
2. Далее идет таблица с данными о сварщиках, где прописываются их инициалы, номер персонального клейма, номер свидетельства, допуск на проведение сварочных работ, отметка о контрольной сварке.
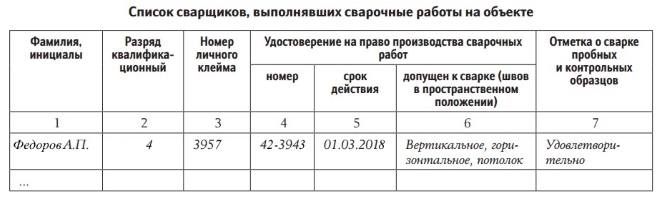
Таблица с указанием данных о сварщиках (нажмите для увеличения)
Обычно на объекте трудится несколько сварщиков, но в журнал прописывают одного или двух мастеров, имеющих корочки.
При заполнении могут возникнуть вопросы ,связанные с клеймом. Клеймо — своеобразная подпись аттестованного сварщика о выполненной работе, за что он несет персональную ответственность. Оно бывает нескольких видов с общей высотой символов 3-5 мм:
- числа в два ряда с разными шрифтами без рамки;
- числа в две строки с рамкой.

Их применение обязательно при сварке на сосудах, работающих под давлением, а также на ответственных металлоконструкциях.
2-я страница
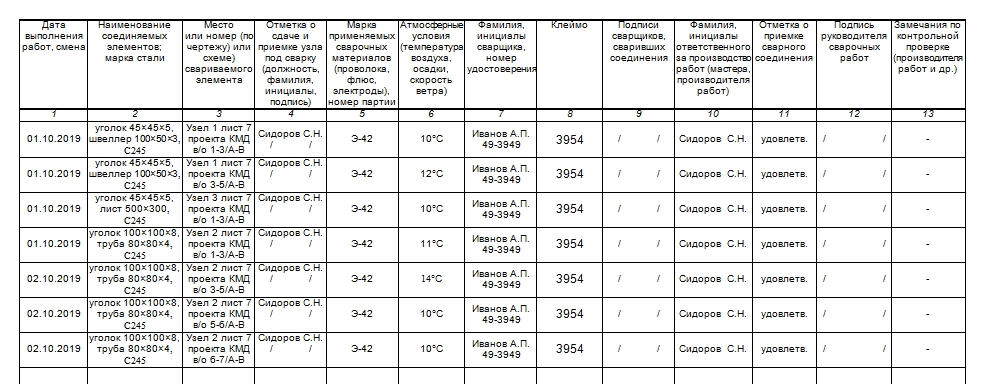
Это таблица, которая подлежит заполнению ежедневно с учетом выполненной работы, здесь ставятся отметки о времени и качестве. Каждый столбец обязателен к заполнению, в которых указываются:
- дата выполнения работ, либо номер смены;
- подробные размеры соединяемых элементов, марки стали;
- отмечаются узлы и номера свариваемых элементов по проекту;
- отметки о сдаче сваренного узла ответственному лицу;
- марка применяемых материалов;
- погодные условия при сварке;
- ФИО сварщика и № удостоверения;
- клеймо;
- личная подпись сварного;
- подпись прораба;
- отметка о приемке сварного соединения;
- подпись руководителя сварочных работ;
- замечания (если они имеются).
Примером может служит фотография, прикрепленная ниже
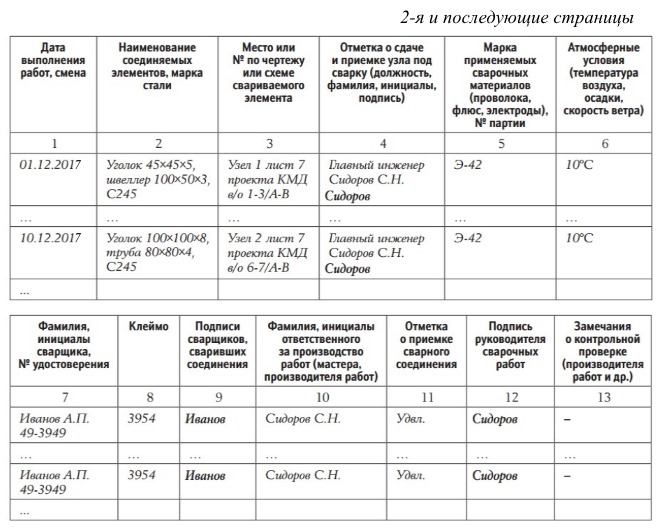
Данные о выполненной работе
3-я страница
Перед внесением записей в журнал его необходимо прошить, а страницы пронумеровать. Далее концы ниты проклеиваются листом бумаги, на котором ставится печать организации и подпись руководителя или иного уполномоченного лица. Оттиск печати должен захватывать лист журнала и частично находиться на куске бумаги.
svarkagid.ru