Выбор лучшего аргонного сварочного аппарата. Аппарат для тиг сварки
TIG сварка: особенности и преимущества
Аргонодуговая TIG сварка (или просто сварка тиг) очень популярна у профессиональных сварщиков. Ее широко используют не только на крупных производствах, но и в небольших мастерских, например, автосервисах. Все дело в универсальности такой технологии: вы сможете без труда сварить как тонкий эстетичный шов, так и полностью проплавить толстые стыки деталей. Вам также не страшна сварка меди, алюминия или нержавеющей стали. Но не все так просто. Эта технология имеет ряд нюансов, которые нужно учесть перед сваркой.

В этой статье мы подробно расскажем, что такое аргонодуговая tig сварка, какие достоинства и недостатки есть у этой технологии, как правильно варить тиг сваркой и какое оборудование необходимо для работы.
Содержание статьи
Общая информация
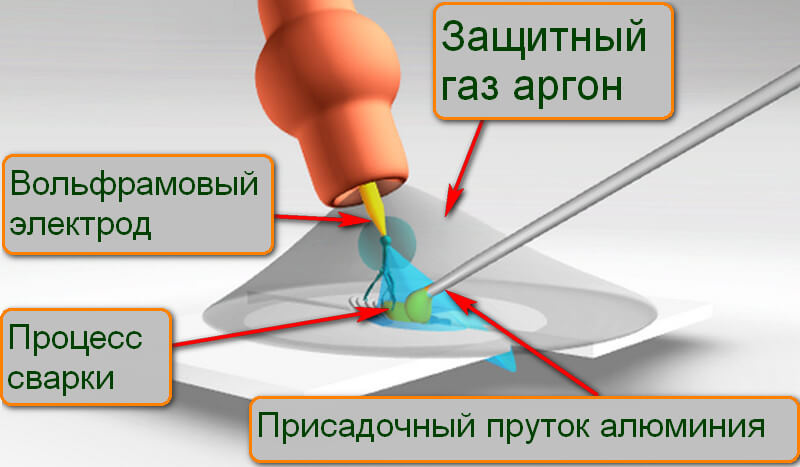
Что такое автоматическая аргонодуговая сварка или ручная аргонодуговая сварка TIG? Давайте начнем с самой аббревиатуры. TIG означает «tungsten –Inertgasschweißen» (адаптивный перевод «вольфрам-защитный инертный газ»). В этой аббревиатуре заложена вся суть данного метода сварки: в работе применяется вольфрамовый электрод и защитные газы.

Вольфрамовый электрод — ключевой компонент TIG сварки. Он обладает уникальными свойствами: плавится при относительно небольшой температуре (около 3500 градусов по Цельсию), так что его можно без проблем использовать со всеми видами алюминия и стали. При этом «плавление» номинальное. Сам электрод считают неплавящимся, а это значит, что его необходимо периодически затачивать, чтобы дуга была стабильной и ее было легче вести. Сам стержень фиксируется в горелке, при этом нет нужды беспокоиться о длине электрода, поскольку неиспользуемая длина находится в специальном колпачке.
На конце горелки расположено сопло, в котором держится электрод, и вокруг горелки осуществляется подача защитного газа с помощью специальной кнопки. В большинстве случаев в качестве защиты используют газ аргон. Если не использовать аргон, то в сварочную ванну попадет кислород и качество шва будет неудовлетворительным. Соединение будет пористым и непрочным, не исключено образование трещин. Все эти проблемы и предотвращает газ.
Необходимо зажечь дугу. Она будет плавить предварительно разделанные кромки. Если есть возможность расположить детали как можно ближе друг к другу, то это хорошо. Шов получится очень надежным и герметичным. Если имеет место работа с зазорами или нужно сварить крайне прочный шов, способный переносить существенные механические нагрузки, то сварщики используют присадочную проволоку.
В качестве присадочного материала нужно использовать проволоку, изготовленную из того же металла, который требуется сварить. С помощью такой технологии можно легко сварить алюминий, с которым у новичков обычно много проблем. При высокой температуре на поверхности алюминия образуется окисная пленка, которая препятствует формированию качественного шва. В худших случаях пленка просто не дает сделать сварочную ванну и вести шов. С помощью тиг сварки можно решить эту проблему, поскольку защитный газ не дает пленке формировать на поверхности металла.
Применение
TIG сварка с поддувом получила свое распространение еще и потому, что температура горения дуги достаточно высокая. Благодаря такой особенности сварщик может соединить и углеродистую сталь, и цветной металл. При этом качество шва будет на достойном уровне. Можно работать с чугуном, алюминием и его сплавами, титаном и другими металлами. Особенно эстетичными получаются швы при тиг сварке нержавейки. Шов сразу получается чистым, его не нужно очищать от шлака или брызг.

Все эти достоинства TIG сварки позволяют данной технологии находить себе применение на заводах крупных автоконцернов, в пищевом бизнесе, в химической и нефтеперерабатывающей отрасли, многих частных автосервисах и станций технического обслуживания автомобилей.
Преимущества
Помимо всех перечисленных выше плюсов есть еще ряд достоинств, которые нельзя не упомянуть. Все они связаны, конечно, с использованием вольфрамовых стержней и инертных газов. Итак, плюсы:
- Не смотря на высокую температуру минимальная деформация металла при сварке за счет узкой зоны прогрева.
- Газ аргон тяжелее кислорода, поэтому воздух беспрепятственно вытесняется из сварочной зоны.
- Работа проводится быстро, обучиться не сложно, сваркой может заниматься даже мастер без высокой квалификации.
- Сварное соединение получается очень аккуратным и ровным, не требуется никакая механическая обработка шва.
- Можно сварить множество металлов, в том числе проблемных (вроде алюминия).
- Значительно меньше негативного влияния на экологию.
Недостатки
Аргоновая сварка всем хороша, но наша статья объективна, так что расскажем и о минусах:
- Сварка на открытом воздухе при ветреной погоде затруднительна, поскольку газ буквально выдувается из сварочной зоны (проблема решается установкой ветрозащитных щитов, но при этом расход газа существенно увеличиться).
- В отличие от других видов сварки, тиг сварка требует тщательной подготовки металла. Кромки нужно зачистить, не должно быть никаких следов масла и грязи, поверхности должны быть обезжирены. Если проигнорировать этот этап, то шов получится пористым и некачественным.
- Горелка устроена таким образом, что работа в труднодоступном месте может превратиться в настоящую проблему. Мастера предлагают увеличивать вылет стержня или обрезать электрод, но все это приводит к перегреву или другим неприятностям.
- Если вы используете в своем аппарате функцию «TIG lift», при этом разжигаете дугу вне сварочной зоны, то на поверхности металла могут образоваться следы, которые нужно потом зачищать. Но это скорее минус, связанный с неопытностью сварщика.
Как варить TIG сваркой
Запомните самое главное: 50% успеха — это правильный режим TIG. От этого зависит, насколько оправдаются ваши старания по подбору электрода. Но об этих особенностях мы поговорим позднее. Для начала расскажем о подготовке металла.
Очистите кромки от грязи, краски, масла и коррозии (если имеется). Даже если вам кажется, что кромки не нуждаются в очистке, все равно не игнорируйте этот этап. Затем нужно выбрать силу тока. От этого будет зависеть то, насколько хорошо проплавится металл. Ниже таблица с рекомендациями по установке силы тока.

Затем нужно установить полярность. Если вы работаете на постоянном токе, то используйте прямую полярность. Если вам предстоит тиг сварка переменным током, то соответственно обратную полярность.
Также нужно хорошо заточить электрод. Конец электрода следует отполировать. Если вам нужно сварить тонкий металл, то выбираются специальные электроды для тонкого металла, которые затем затачиваются до остроты. Если предстоит сварка тиг толстого металла, то можно изменять угол заточки.
Чтобы зажечь дугу можно провести электродом по поверхности металла (метод чирканья, по аналогии со спичками), можно включить функцию TIG lift, упрощающую поджиг дуги, или пользоваться методом бесконтактного поджига. Мы рекомендуем использовать именно третий метод, но он доступен только при работе с профессиональными дорогими аппаратами.
А теперь поговорим немного про оборудование, которое обязательно вам понадобиться, если вы решите заниматься этим видом сварки профессионально. Для начала приобретите или узнайте, если на вашем рабочем месте аппарат, в котором доступны разные режимы TIG сварки, кабель для крепления на массу, газовый баллон и редуктор. Это очень важно.
Также неплохо было бы узнать о том, какая горелка используется в вашем аппарате. Есть два типа: первый применяется при работе с тонкими металлами (до 3 миллиметров), второй соответственно для всех остальных металлов. Горелка для тонких металлов отличается малой мощностью, поэтому с ней удобнее работать, она быстро остывает. А вот горелка второго типа нуждается в дополнительной системе охлаждения. Например, система водяного охлаждения, когда в горелку встроена трубка с подачей холодной воды и спирта, чтобы вода не замерзла, когда система охлаждения долго не используется.
Вместо заключения
Сварка tig — технологичный и современный способ сварки, открывающий новые возможности даже для опытного мастера. Сварка аргоном с применением вольфрамового электрода или присадочной проволоки позволяет сварить различные типы металлов, от тонких до толстых. Вам доступна быстрая и качественная сварка меди, алюминия, чугуна и титана. Больше не нужно тратить уйму времени, пытаясь решить все проблемы, связанные с особенностями каждого металла.
TIG сварка — это выбор профессионалов своего дела. Эта технология востребована во многих сферах деятельности человека и постоянно требуются мастера со знанием этой технологии. Применяя в своей работе наши рекомендации вы сможете приступить к сварке и успешно завершить ее. Но не останавливайтесь на достигнутом, изучайте как можно больше теории, чтобы затем применить ее на практике. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка TIG - что это, технология,видео
Среди разнообразия видов сваривания двух металлических изделий выделяется сварка TIG. Она применяется на различных производствах и автосервисах. Этот вид идеально подходит как для аккуратных тонких швов, так и для надежного проплавления стыков толстых изделий. Что такое TIG сварка? Каковы ее преимущества и недостатки? Как выполняется процесс ведения дуги, и какое используется оборудование?

Аргонодуговая сварка TIG — что это?
Основным элементом является вольфрамовый электрод. Его температура плавления немногим меньше 4000°C. Благодаря этому возможна работа практически со всеми видами стали. Электрод является не плавящимся, а лишь требует периодической заточки для точной и аккуратной работы ведения шва. Вольфрамовый элемент помещается в специальную цангу и фиксируется в горелке. Лишняя длина электрода, незадействованная в процессе выполнения шва, находится в специальном колпаке, для предотвращения замыканий об массу.
На конце горелки имеется керамическое сопло, по центру которого расположен электрод, а по окружности подается инертный газ. Роль последнего выполняет аргон. Без его участия в сварочную ванну попадает окружающий воздух и это приводит к выделению водорода и пористости шва при кристаллизации затвердевающего металла. Подобные явления можно увидеть на видео в интернете. Кнопка на горелке запускает подачу газа и напряжения.
Зажженная дуга начинает плавить кромки свариваемого металла. Если две части изделия расположены вплотную друг к другу, то для получения герметичного шва достаточно только этого металла. Если между пластинами имеется зазор, или требуется крепкий шов для сопротивления на разрыв и излом, то дополнительно используется присадочная проволока. Она подается в зону плавления свободной рукой сварщика.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества аргоновой TIG сварки
Применение вольфрамового электрода и защитного газа имеет определенные плюсы по сравнению с иными видами сварки. Среди них:
- небольшая зона прогрева свариваемого изделия, что позволяет избежать значительных деформаций;
- полное вытеснение внешнего воздуха из сварочной ванны за счет подачи аргона, который тяжелее, чем кислород;
- высокая скорость проведения работ;
- несложный метод обучения процессу;
- аккуратный шов, не требующий механической обработки, как при ММА;
- разнообразие свариваемых металлов;
- меньше выбросов в атмосферу вредных веществ.
Технология выполнения и параметры
Существует много видео сваривания металлов в различных режимах TIG. Для начала необходимо очистить кромки от ржавчины, масла или краски. Выбирается величина сварочного тока, толщина электрода и давление в подаче аргона.
Электрод затачивается так, чтобы риски оставались параллельно оси стержня. Чем они будут меньше, тем качественнее будет шов. После наждачного круга рекомендуется полировка кончика электрода. Когда предстоит сварка тонких металлов, выбираются соответствующие электроды и производится острая заточка их кончика. При работе с толстыми свариваемыми частыми, угол заточки можно увеличивать.
Сила тока напрямую влияет на степень проплавки и ширину шва. Вот несколько рекомендаций для основных ситуаций:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Среди видов розжига дуги выделяется три способа:
- проведение иглой по металлу;
- точечное касание, называемое Lift TIG;
- бесконтактный розжиг.
Первый способ довольно проблематичный, поскольку ведет к частому прилипанию электрода и его быстрому притуплению. Вид розжига дуги лифт относится к аппаратам средней ценовой категории. Последний способ наиболее комфортный, но им оснащаются только дорогие устройства.
Ведение дуги производится по-разному, в зависимости от требуемого результата. Для получения тонкого и ровного шва необходимо соблюдать зазор между иглой и поверхностью в 3 мм. Увеличение этого расстояния приведет к расширению сварочной ванны, и уменьшению степени проплавки. Шов выполняется справа налево, без колебательных движений. Эта технология применяется для соединения тонких частей.
Когда работа ведется с толстыми пластинами, то выполняется разделка кромок под 45°. Корневой шов ведется ровно. Заполняющий и накладной швы выполняются поперечно-колебательными движениями с дополнительной присадкой проволоки. Вылет иглы при стыковых соединениях должен быть 5 мм. Для угловых выставляется индивидуально, исходя из диаметра сопла и доступности к зоне сварки. Соответственно необходимо увеличить подачу аргона, чтобы защитить сварочную ванну.
Недостатки режима TIG
Аргоновая сварка очень универсальна, но не лишена недостатков. Распространенными минусами могут быть:
- Вытеснение инертного газа ветром при работе на улице. Для предотвращения этого необходимо выставлять специальные щиты, закрывающие рабочее место и увеличивать подачу аргона, что ведет к перерасходу газа.
- Предварительная очистка поверхности. В отличии от MMA, TIG требует тщательной зачистки свариваемых кромок от масла и ржавчины, а также краски. Без этого гарантированы поры в структуре шва.
- Сопло и колпачок на горелке могут мешать вести шов в труднодоступных местах. Это относится к угловым соединением с малым градусом или к работе внутри небольших пространств для руки. В первом случае увеличивают вылет иглы, что приводит к ее перегреву, а во втором — переставляют малый колпачок, но для этого приходится обрезать вольфрамовый электрод.
- TIG lift, при розжиге вне зоны шва, может оставить небольшой след на поверхности, требующий зачистки в случае если это лицевая сторона изделия.
Комплектация для TIG
Чтобы выполнять работы этим видом сварки необходим аппарат, поддерживающий различные режимы TIG, кабель для крепления на массу, газовый баллон и редуктор. Важным элементом является горелка, которая бывает двух видов: №1 и №2. Первая применяется при работе с металлом до 3мм толщины. Максимальная сила тока не очень велика, поэтому горелка остывает естественным путем. Вторая, используется для сваривания материалов от 3 мм и выше. В ручку встроено водоохлаждение, циркулирующее через весь кабель канал от аппарата к горелке. В составе жидкости применяется дисциплинированная вода и этиловый спирт, для предотвращения замерзания.
Аргоновая сварка является востребованным способом соединения большинства видов металла в промышленности. Высокая производительность, аккуратный вид шва, и хорошие показатели на прочность, делают ее выбором многих специалистов. Применяя изложенные в статье рекомендации, можно успешно выполнять необходимые сварочные работы.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как выбрать надежный аргонный сварочный аппарат, советы специалиста
Сварочный аппарат всегда необходим в частном доме, починить калитку, или подварить что-то в своём автомобиле. Как ни крути, а сталкиваться со сварочными работами приходилось практически всем, кто проживает в частном доме, да и не только. Разнообразие видов сварочных аппаратов ставит в тупик новичка.
Встаёт вопрос, какая сварка лучше подойдёт для ваших нужд. Точного ответа на вопрос, какой выбрать нету. Новичку необходимо знать общие сведения обо всех видах сварочных аппаратов, чтобы определиться. Вы же поговорим только про аргоновый агрегат.
Сфера использования
С помощью аргона, инертного газа, выполняют такой вид сварки, как аргонодуговой. Электроды в при таких сварочных работах могут плавиться либо оставаться неизменными. Неплавящиеся электроды изготавливают из вольфрамовых материалов. Такой материал способен выдерживать температуру свыше трёх тысяч градусов.
Использование аргона способствует улучшению качества и прочности сварки. Аргон имеет атомный вес почти вполовину превышающий вес воздуха, что помогает ему вытеснять его и большинство газов, который занимают пространство в сварочном жёлобе, который образуется во время аргонодуговой сварки. Также он активно взаимодействует с металлом в зоне расплавления и влияет на его будущие свойства.
В этой статье мы поможем вам разобраться с аргоновыми сварочными аппаратами. Дадим советы, как подобрать устройство для своих потребностей, сравним несколько моделей и выделим среднюю цену, на которую следует опираться. Правильно подобрав сварочный аппарат для себя, вы останетесь полностью довольны, и он гарантировано оправдает свою стоимость.
Как выбрать аппарат для сварки
Для домашнего использования лучшим будет самый стандартный, простенький аргонный аппарат, поэтому заморачиваться и выбирать что-то из профессиональных моделей даже не стоит. На них и цена будет намного выше и вникнуть в его характеристики и понять, зачем он нужен будет долгим занятием, к тому же ненужным для вас, если вы, конечно, не хотите заниматься сварочными работами профессионально.
Устройство аппарата для сварки аргоном
Итак, на что обязательно необходимо обратить своё внимание, для качественного выбора устройства:
- В большинстве случаев, при покупке вы не будете знать, какой металл точно пустите в использование. Это, скорее всего, дело случая и в хозяйстве особо не заморачиваются над выбором такового. Исходя из этого, выбирайте сварочный аппарат с большим спектром допустимых материалов, проще говоря, универсальный. Так, вы точно не прогадаете и сможете работать с любыми подручными средствами.
- Следующим критерием выбора, станет наличие дополнительных модификаций. Во время процесса сварки, профессионал передвигает электрод равномерно и одновременно выполняет вибрирующие движения, что способствует созданию равномерной дуги и предотвращает залипание электродов. Технологии вышли на тот уровень, что аргонный аппарат сам регулирует этот процесс электронными приборами, наличие которых обязательно для начинающего сварщика. К тому же такое дополнение помогает сделать сварочный шов качественней и прочнее.
- Степень защиты должна быть как можно выше. Сварочные аппараты довольно чувствительны к неправильно эксплуатации, а новичок в любом случае будет делать много ошибок. Каждое залипание электрода это лишняя нагрузка на аппарат, поэтому защитные механизмы должны справляться с такими ошибками.
- Аргонный аппарат должен обладать широким диапазоном регулировки, но в свою очередь, простотой в управлении. Это облегчит вашу задачу при настройке устройства под ваши потребности.
Если вы хотите повысить комфортность работы, и вообще, облегчить весь процесс аргоновой сварки, можно выбрать устройство с наличием дополнительных функций. Для правильного подбора необходимых для вас дополнений, следует сначала разобраться, какие они бывают и что из себя представляют.
Итак, преступим к разбору дополнительных модификаций аргонового сварочного аппарата:
- Возможность поджигать дугу, без непосредственного контакта с материалом. Такой процесс происходит с помощью электрического импульса, который пробивает дуговой промежуток.
- Наличие блока осциллятора, он является дополнением к бесконтактному поджогу дуги.
- Автоматический регулятор обдува материала. После разрыва дуги на конце сварного шва, на него может попасть воздух и ухудшить качество работы, такое дополнение предотвращает эту возможность.
- Для увеличения прочности и качества окончания сварного шва, необходим режим плавного отключения дуги, что способствует медленному остыванию крайней точки сварки.
- Для возможности сваривать тонколистовые металлы, необходима функция пульсирующей сварки. В таком режиме сварка происходит импульсами, что помогает улучшить внешний вид сварного шва и предотвращает сквозной прожиг тонких материалов.
- Балансировка полярности тока –помогает регулировать переменный ток, и стабилизирует его отрицательные и положительные полуволны.
Если выбрать аргонный сварочный аппарат, придерживаясь всех перечисленных пунктов и подобрав необходимые вам модификации, вы однозначно будете довольны приобретённой установкой и ничуть не пожалеете потраченных средств. Такой аппарат всегда пригодится в домашних условиях, но для его использования вам придётся потренироваться.
Положительные и отрицательные стороны
Каждый производитель старается выделить свой товар. До общего функционала могут добавлять разные уникальные модификации, некоторые производители играют ценой, другие ставят в приоритете качество, остальные делают упор на высокую работоспособность и функциональность.
Модель Jasic tig 200P
Если сравнивать их в соотношении цена-качество-функционал, то, из большинства можно выделить всего несколько брендов, которые отвечают такому соотношению в полной мере. Мы рассмотрим производителей Jasic иGysmi, они смогли зарекомендовать себя во времени. Для примера возьмём два агрегата Jasic tig 200P и Gysmi tig 207, немного разобрав их основные характеристики.
Первая модель обладает сенсорной панелью, с помощью которой очень удобно и легко регулировать аргонный аппарат для необходимых вам режимов работы. Управление интуитивно понятное, что способствует комфортной работе с данным устройством как новичкам, так и профессионалам.
Сварочный аргонный аппарат способен работать с обычными и тугоплавкими электродами, что повышает его ценность. В комплектацию входят следующие улучшения: пульсирующий режим сварки, стабилизатор и предохранитель перепадов напряжения, плавное отключение дуги.

Модель аппарата Gysmi tig 207
Второе представленное устройство имеет более высокую цену, оснащён микропроцессором, который управляет режимами и всеми настройками сварочного устройства. Отлично подходит для работ с легкоплавкими материалами типа алюминия, обладает функцией PFC (автоматическая корректировка коэффициента мощности), с помощью которой потребление электроэнергии максимально оптимизировано и проходит с минимальными излишними затратами.
Цифровая индикация позволяет очень точно установить силу дуги, присутствует функция антизалипания и упрощения поджога. Также аппараты данной серии оснащены стабилизаторами дуги, которые облегчают контроль над сварочным процессом.
Подведём итог
Помните, выбранный сварочный аргонный аппарат, будет влиять на качество работы. Подобрав его следуя представленным правилам, вы гарантировано получите качественный продукт, который прослужит вам долгую и плодотворную службу. Но всё же даже самое дорогое и качественное устройство не обеспечит вам качественную работу, всё зависит от вас, практикуйтесь и выбранный вамиаргонный аппарат сможет показать свои положительные качества на все сто.
generatorvolt.ru
Аргонно дуговая сварка TIG
Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно сваривать любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.

Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает сварку TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Сварка TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название сварки TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые сварка TIG была представлена в 1940-х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Как работает сварка TIG?
Для сварки TIG требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить сварочный шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.

Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на сварочный аппарат для электродуговой сварки, и такая конструкция будет работать как сварка TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, сварочная дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG

Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сварке толстых металлов для лучшего проникновения сварочного шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.

Электроды бывают разных диаметров и имеют разные формы концов. От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сварки стали. Такую форму концу электрода можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.

Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На металле не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Металл должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сварки алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата TIG – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы наконечник электрода был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.

Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке TIG необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина сварочной дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом со сварочной дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Ещё интересные статьи:
kuzov.info
Аргонодуговая сварка TIG - особенности процесса, оборудование, режимы
Среди разнообразных типов сварки 2 изделий из металла стоит отметить сварку методом TIG. Она выполняется на разных производственных предприятиях, в автомобильных сервисах. Такое сваривание позволяет создавать аккуратные швы небольшой толщины, надежно проплавлять места соединения толстых деталей. Что представляет собой ТИГ сварка? Какие у нее плюсы и минусы? Как нужно вести дугу, какое оснащение применяется?

Что представляет собой сварка TIG?
TIG, если перевести с английского, расшифровывается как «вольфрам с инертным газом». Сварка ТИГ выполняется посредством электрической дуги, горящей в инертном газе.
Ключевым компонентом считается электрод из вольфрама. Он плавится при температуре примерно равной 4000 градусов. Благодаря этому возможно обрабатывать почти любые типы стальных деталей. Электрод необходимо периодически затачивать, чтобы шов можно было вести точно и аккуратно. Он размещается в особой цанге, закрепляется в горелке. Его излишки, которые не используются для создания шва, располагаются в особом колпаке, предотвращающем замыкания об массу.
На кончике горелки есть сопло из керамики. В его середине находится электродный элемент, по кругу подается инертный газ (аргон). Без аргона в сварную ванну проникнет кислород. В результате выделится водород, в шве возникнут поры, при этом металл кристаллизуется. Такие явления можно увидеть на видео в сети. Клавиша на горелке активирует подачу газа и напряжения.
Загоревшаяся дуга обеспечивает плавление кромки металла, который сваривается. Если 2 части детали находятся рядом друг с другом, то для создания герметичного шва будет достаточно расплавившегося металла. Если промеж пластинок есть зазор, применяется специальная проволока. Она подается в область сварки незанятой рукой сварщика.

Такой тип сваривания сейчас часто применяется. Обусловлено это большой температурой, при которой горит электрическая дуга. Это дает возможность использовать ТИГ инверторы для сварки обыкновенной углеродистой стали, обработки цветных металлов (медных, чугунных, алюминиевых деталей). Особо точные швы получаются при использовании аргона для обрабатывания нержавейки. В отличие от сваривания MMA, предполагающего очищение от шлаковых отложений и осуществляющегося на небольшой скорости, TIG сварка обеспечивает формирование точного шва.
Присадочная проволока делается из такого же металла, что и обрабатываемые изделия. Если использовать TIG сваривание, можно не только предотвратить образование пор, но и соединить алюминиевые детали. Без инертного газа плавленый металл, взаимодействуя с воздухом, подвергается окислению. Формируется пленочка, которая не позволяет создать жидкую сварную ванну, вести шов. Благодаря газу алюминий равномерно расплавляется, формируется соединение.
Данный тип сваривания часто используется в:
- машиностроительной отрасли;
- производстве посудных изделий для пищевой промышленности;
- производстве емкостей для химической сферы, отрасли нефтепереработки;
- изготовлении сушителей полотенец;
- автомобильных сервисах.
Особенности сваривания
Сварка TIG располагает собственными особенностями. Их необходимо принимать во внимание.
- перед началом сварки металл нужно очистить, обезжирить;
- при обработке детали применяют подключение к отрицательному полюсу;
- сваривание алюминиевых деталей должно осуществляться переменным током;
- чем шире электродный элемент, тем сильнее должен быть электрический ток. Не переборщите, так как электрод может подвергнуться расплавлению;
- напряжение электрической дуги зависит от ее размера. Неопытным рабочим лучше использовать дугу небольшой длины;
- конец электрода должен выступать на 3 – 5 миллиметров. Если сварка осуществляется тавровым/угловым способом, выступ должен составлять 5 – 8 миллиметров;
- газ должен равномерно распределяться по сопловому сечению;
- жесткость струи зависит от поступающего газа;
- электродный элемент нужно перемещать с правой стороны в левую, продольно шовной оси.
Становится очевидно, что такая TIG сварка располагает множеством особенностей. Ввиду этого она не подходит для начинающих.
Используемое оборудование
Применяются 2 ключевых вида оснащения:
- Сварной выпрямитель. Преобразует переменный электроток в постоянный. Причисляется к профессиональному оборудованию.
- Инвертор ТИГ. Осуществляет выпрямление переменного тока с идеальными динамическими параметрами дуги. Определенные инверторы оборудованы блоком, выдающим постоянный/переменный электрический ток. Это дает возможность увеличить функциональность оснащения. Кроме стальных, возможно обрабатывать алюминиевые детали.
Инверторные аппараты различаются по мощности, наибольшему току, продолжительности сваривания, стоимости. Выбирая инвертор, нужно обратить внимание на:
- возможность сваривания при плавающих параметрах электрической сети;
- обеспечение постоянной/переменной составляющей напряжения в показателях выхода;
- возможность горизонтального/вертикального/потолочного обрабатывания изделия;
- защищенность агрегата от перегрева (инвертор должен своевременно отключаться при максимальных нагрузках).

Применяемые электроды и газ
Электроды считаются важнейшим элементом для аргонодуговой TIG сварки. От их характеристик зависит качество сваривания. Производятся электроды из вольфрама (его концентрация составляет 97-99,5 процентов). Кроме вольфрама, в электродах содержатся иттриевые, танталовые, ториевые, лантановые компоненты.
Электродные элементы помечаются цветом (белый, золотой, зеленый, красный, голубой, синий). Число указывает на концентрацию присадки металлического оксида.
Заточка электрода влияет на форму электрической дуги. При постоянном электрическом токе дуга должна иметь форму конуса, при переменном она должна быть закруглена на конце. Стержневая поверхность не должна быть шероховатой. Рекомендуется ее отполировать.
Чаще всего при сварке TIG используется аргон. Он весит больше кислорода, потому выталкивает его из области факела, обеспечивает защиту. Иногда выполняется не аргонно-дуговая сварка, а гелиевая. Легче его только водород. Невзирая на высокую цену, гелий повышает мощность дуги в полтора — два раза. Благодаря этому металл глубоко проплавляется, производительность сварочного аппарата повышается.
Характеристики гелия позволяют использовать его для обрабатывания тугоплавких металлов. Самые сложные операции выполняют посредством сочетания аргона (сорок процентов) и гелия (шестьдесят процентов). Гелий позволяет металлу глубоко проплавляться, а аргон обеспечивает стабилизацию параметров электрической дуги.
Режимы работы
TIG сварка выполняется на однополярном/переменном токе. Однополярный ток применяется для обработки большинства материалов. Переменный ток предназначается для обрабатывания алюминиевых, титановых, иных деталей, сделанных из тугоплавкого металла.
Электрическую дугу возможно разжечь одним из нижеприведенных методов:
- проведение иглой по металлу;
- точечное касание;
- бесконтактный розжиг.
Первый метод сложен в исполнении, часто приводит к тому, что электродный элемент прилипает и притупляется. Точечное касание используется в инверторах, относящихся к средней ценовой категории. Бесконтактный розжиг самый эффективный, однако возможность его выполнения предусмотрена только в аппаратах, имеющих высокую цену.
Для того чтобы получить тонкий и ровный шов, нужно соблюдать зазор промеж иглы и детали в три миллиметра. Если увеличить промежуток, сварная ванна расширится, степень проплавления уменьшится.
Разделка кромок (при обрабатывании толстых пластинок) осуществляется под углом 45 градусов. Корневой шов должен быть ровным по всей длине.
Постоянный ток
Однополярный электроток используется на прямой полярности. На стержень из вольфрама подается «минус», на деталь – «плюс». Подобный метод обеспечивает:
- ускорение сваривания;
- создание сварной ванны, которая заужена и глубока;
- повышение ресурса электродного элемента.
Данный режим используется для сваривания высоколегированных сталей, нержавейки.
Переменный ток
При переменном электротоке периодически изменяется полярность. Прямая полярность позволяет сформироваться высококачественной сварной ванне. Обратная полярность разрушает защитную пленочку, очищает металлическую поверхность. Баланс между полярностью возможно регулировать:
- повышая значение обратной полярности, возможно улучшить очищение от пленочки;
- усиливая обратную полярность на стержне из вольфрама, возможно проплавлять материал, добиваясь нужной глубины ванны.
Преимущества и недостатки процесса
TIG сваривание, как и любая другое, располагает определенными преимуществами и недостатками.
Плюсы:
- малая площадь нагревания при сваривании, сохранение первоначального вида и характеристик изделий;
- защитная среда формирует высококачественное сварное соединение;
- ускорение сварочного процесса благодаря аргону, увеличивающему мощность дуги;
- сварное соединение получается точным, маленькой величины, не портит вид изделий.
Минусы:
- сложность регулирования для неопытного рабочего;
- чувствительность к ветряным порывам, сквознякам;
- чувствительность к низкотемпературным условиям.
oxmetall.ru
Сварка ТИГ - характеристика процесса и область применения
Появление новых металлов и сплавов потребовало развитие сварочных технологий, способствующих возникновению и развитию прогрессивных методов. Один из них — сварка ТИГ.
История появления
Сварка представляет собой соединение металлов при высокой (сотни и тысячи градусов) температуре. В таких условиях интенсивно протекают окислительные процессы, насыщение и легирование металлов вредными примесями.
Идея проводить высокотемпературную стыковку в облаке газов возникла на рубеже XIX-XX веков у американского инженера Charles L. Coffin (Чарльз Л. Коффин). Но существующие технологии не позволяли применить этот способ в промышленных масштабах. Особенно это касалось активных металлов (алюминия, магния, титана).
Первые практические опыты были совершены в 40-х годах прошлого века. Используя вольфрамовый неплавящийся электрод и инертный гелий, специалисты корпорации Northrop Corporation разработали метод соединения алюминия, магния и никеля. Это открытие позволило сделать технический рывок в авиационной промышленности.
Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа.
Часто возникает путаница с АДС в защитном газе. Этот процесс проводится плавящимся электродом — сварочной проволокой. Имеет обозначение MIG/MAG.
Схема процесса

Общая схема процесса сварки TIG
Электрическая дуга в процессе сварки методом TIG образуется между неплавящимся электродом и заготовкой или сварочной ванной. С целью защиты используется облако инертного газа. Тепловой поток, вызываемый электродугой, расходуется на оплавление кромок соединяемых деталей и (или) присадочного материала (проволоки).
Пруток или проволока подаются в зону сварки вручную или автоматически. Подача газа осуществляется через специальную насадку — горелку. Формирование шва осуществляется по мере остывания ванны расплавленного металла.
Данный способ является достаточно сложным по исполнению, особенно, неопытными сварщиками. В процессе заняты обе руки: одна направляет горелку, другая — подает в зону электродуги присадочную проволоку. Необходимо соблюдать расстояния между электродом и заготовкой, присадочным материалом и дугой. Нарушение приводит к некачественному шву.
Преимущества и недостатки
Прогрессивный способ сварки металлов методом ТИГ обладает рядом несомненных потребительских преимуществ:
- Образование высококачественного шва за счет надежной защиты облаком газа от негативных влияний окружающего воздуха.
- Ограничение теплового влияния на металл в зоне шва — снижает возможность образования термических напряжений в теле детали.
- Нет эффекта разбрызгивания металла.
- Высокая производительность.
- Отсутствует необходимость обработки шва.
- Достаточно быстрое освоение и приобретение навыков работы по ТИГ-методу.
- Широкий перечень свариваемых металлов.
Слабые стороны метода:
- Ограничение применения на открытом воздухе. Сильный ветер или его порывы сдувают защитный газ из зоны расплавленного металла, что приводит к нарушению процесса. Шов получается некачественным.
- Необходимость более тщательной подготовки поверхности заготовки, по сравнению с другими способами.
- Осложнен процесс соединения под острым углом наклона горелки к плоскости детали.
- В зоне зажигания электродуги возникает черный след, который требуется зачищать.
Применение
Сфера применения затрагивает те отрасли промышленности, где применяются высоколегированные или цветные металлы и сплавы:
- космическая;
- авиационная;
- медицинская;
- автомобильная и другие.
Метод ТИГ позволяет соединять почти все металлы:
- черные;
- углеродистые и легированные стали;
- нержавеющую сталь;
- никель;
- алюминий, магний, титан;
- медь и сплавы на ее основе;
- золото, серебро.
Кроме соединений, можно выполнять наплавку, увеличивая общую толщину металла.
Несмотря на достаточно сложный процесс, способ применяется в бытовых условиях. Например, ремонт кузова автомобиля или радиатора, заварка выпускного коллектора.
Режимы TIG-сварки
ТИГ-режим осуществляется на однополярном (DC, Direct Current) или переменном (AC, Alternating Current) токе.
Режим однополярного тока используется для работ с широким перечнем металлов. Переменный — по алюминию, титану и другим сплавам с наличием поверхностных тугоплавких пленок.
Постоянный ток
Однополярный ток применяется на прямой полярности: на вольфрамовый стержень подается «минус», на заготовку — «плюс». Такой способ позволяет:
- ускорить сварочный процесс;
- создать зауженную и глубокую сварочную ванну;
- повысить ресурс неплавящегося электрода.
Этот режим применяется для соединения высоколегированных и нержавеющих сталей. Обратная полярность способствует разрушению тугоплавкой окисной пленки. Поэтому используется для работ с титаном, алюминием и его сплавами.
Переменный ток
Процесс используется с алюминием, титаном и сплавами, образующими на поверхности тугоплавкую пленку. Переменный ток создает периодическую смену «плюса» и «минуса» (прямой и обратной полярности).
Прямая полярность способствует формированию качественной сварной ванны. Обратная — разрушению защитной пленки и очищению поверхности металла. Баланс между полярностью поддается регулировке:
- Подавая больший «плюс» (повышение величины обратной полярности) на электрод, улучшаем процесс очищения от пленки.
- Подавая больший «минус» (усиление обратной полярности) на вольфрамовый стержень, создаем проплавление металла, добиваемся необходимой глубины ванны.
Оборудование
Используются два основных типа оборудования:
- Инвертор TIG — выпрямляет переменную составляющую с идеальными динамическими характеристиками электродуги. Отдельные модели оснащены блоком для выдачи постоянного или переменного тока. Это позволяет расширить функционал оборудования. Кроме сталей, появляется возможность работы с алюминием и сплавами на его основе.
Инверторы отличаются по мощности, максимальному току, длительности режима сварочного процесса и ценой. При выборе аппарата необходимо заострить внимание на следующем:
- Возможность работы при плавающих показателях электросети. Величина подаваемого напряжения.
- Обеспечение переменной или постоянной составляющей напряжения в выходных параметрах.
- Проведение работ во всех пространственных положениях: по горизонтали, вертикали или на потолочной поверхности.
- Наличие системы защиты аппарата от перегрева и своевременного отключения при пиковых нагрузках.
Применяемые электроды
Электроды — один из важных компонентов при TIG-сварке. От их качества зависит дальнейшая работа.

Электрод для TIG сварки
Изготавливаются из химически чистого вольфрама. Содержание в изделии составляет 97-99.5%. Более чистый металл, склонен к легированию обрабатываемых металлов в процессе сварки. Для снижения этого явления, в состав электрода вводятся редкоземельные металлы (иттрий, тантал, торий, лантан).
Маркируется цветом (белый, золотистый, зеленый, красный, синий и темно-синий). Цифра означает содержание лигатуры (присадки оксида металла).
Заточка электрода — важный геометрический параметр, влияющий на форму электродуги. Для режима постоянного тока предпочтительнее конусовидная форма. Для переменного напряжения — округлый кончик. Поверхность стержня должна быть выполнена с минимальной шероховатостью. Оптимально — полировка.
Применяемый газ
Основной газ для режима ТИГ — аргон. Он тяжелее кислорода, поэтому вытесняет его из зоны факела, обеспечивая защиту. Другой газ — гелий. Второе по массе вещество, после водорода. Несмотря на высокую стоимость, гелий обеспечивает увеличение мощности дуги в 1.5-2 раза. Результат — более глубокое проплавление металла и повышение производительности.
Благодаря техническим свойствам, гелий применяют для работ с тугоплавкими материалами. Ответственные операции проводят на смеси газов: Ar около 35-40%, He порядка 60-65%. Это дает следующее сочетание преимуществ: легкий газ обеспечивает более глубокое проплавление, а тяжелый — стабилизирует показатели дуги.
wikimetall.ru
 | Picotig 200 MV puls TGИнверторный аппарат для сварки TIG постоянным током с газовым охлаждением. Автоматическая адаптация к сетевому напряжению (115 В/230 В)... Подробнее...Продукция: EWM AG |
 | Picotig 200 puls TGИнверторный аппарат для сварки TIG постоянным током с газовым охлаждением... Подробнее...Продукция: EWM AG |
 | Tetrix 1002 RC AWПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
 | Tetrix 200 Comfort MV 5P TGИнверторный аппарат для сварки постоянным током, охлаждение газом. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc. Multivolt (MV)... Подробнее...Продукция: EWM AG |
 | Tetrix 200 Comfort puls 5P TGИнверторный аппарат для сварки TIG постоянным током с газовым охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 200 Smart puls 5P TGИнверторный аппарат для сварки TIG постоянным током с газовым охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 230 Comfort 2-0 pulsМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. Панель управления Comfort 2.0, простое управление с помощью колеса Click-Wheel... Подробнее...Продукция: EWM AG |
 | Tetrix 230 Comfort 5P TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 230 Smart 5P TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 270 HotwireИсточник постоянного тока для предварительного нагрева проволоки при сварке TIG, 5-270 A, переносной, с соединительным кабелем... Подробнее...Продукция: EWM AG |
 | Tetrix 300 Comfort 2-0 puls TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. Панель управления Comfort 2.0, простое управление с помощью колеса Click-Wheel... Подробнее...Продукция: EWM AG |
 | Tetrix 300 Smart puls 5P TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 300 Smart TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 351 AW FW coldwireИнверторный аппарат для сварки TIG постоянным током холодной проволокой с водяным охлаждением. В базовой комплектации доступна база данных пользователя для работы с панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 351 AW FW HotwireАппарат для сварки ТIG постоянным током, с возможностью подключения подачи присадочной проволоки, передвижной, расширение колеи, с водяным охлаждением, децентрализованный... Подробнее...Продукция: EWM AG |
 | Tetrix 351 Classic FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 351 Comfort FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 351 Smart FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 351 Synergic FWИнверторный аппарат для сварки ТIG постоянным током с водяным охлаждением и однокнопочной панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 352 RCПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
 | Tetrix 352 RC AWИнверторный аппарат для сварки TIG постоянным током без устройства управления на передней панели, для использования холодной проволоки... Подробнее...Продукция: EWM AG |
 | Tetrix 352 SynergicПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
 | Tetrix 400-2 Classic TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 400-2 Comfort TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 400-2 Smart TMМодульный инверторный аппарат для сварки ТIG постоянным током с газовым или водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 401 Classic FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 401 Comfort FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 401 Smart FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 401 Synergic FWИнверторный аппарат для сварки ТIG постоянным током с водяным охлаждением и однокнопочной панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 451 AW FW coldwireИнверторный аппарат для сварки TIG постоянным током холодной проволокой с водяным охлаждением. В базовой комплектации доступна база данных пользователя для работы с панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 451 AW FW HotwireИнверторный аппарат для сварки TIG постоянным током горячей проволокой с водяным охлаждением. В базовой комплектации доступна база данных пользователя для работы с панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 451 Classic FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 451 Comfort FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 451 Smart FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 451 Synergic FWИнверторный аппарат для сварки ТIG постоянным током с водяным охлаждением и однокнопочной панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 452 RCПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
 | Tetrix 452 RC AWИнверторный аппарат для сварки TIG постоянным током без устройства управления на передней панели, для использования холодной проволоки... Подробнее...Продукция: EWM AG |
 | Tetrix 452 SynergicПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
 | Tetrix 551 AW FW coldwireИнверторный аппарат для сварки TIG постоянным током холодной проволокой с водяным охлаждением. В базовой комплектации доступна база данных пользователя для работы с панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 551 AW FW HotwireИнверторный аппарат для сварки TIG постоянным током горячей проволокой с водяным охлаждением. В базовой комплектации доступна база данных пользователя для работы с панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 551 Classic FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 551 Comfort FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 551 Smart FWИнверторный аппарат для сварки TIG постоянным током с водяным охлаждением. В базовой комплектации доступны сварочные характеристики для процессов EWM activArc и EWM spotArc... Подробнее...Продукция: EWM AG |
 | Tetrix 551 Synergic FWИнверторный аппарат для сварки ТIG постоянным током с водяным охлаждением и однокнопочной панелью управления Synergic... Подробнее...Продукция: EWM AG |
 | Tetrix 552 RCПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
 | Tetrix 552 RC AWИнверторный аппарат для сварки TIG постоянным током без устройства управления на передней панели, для использования холодной проволоки... Подробнее...Продукция: EWM AG |
 | Tetrix 552 SynergicПоследовательные интерфейсы автоматизации (Старт/Стоп, управляющее напряжение, ток)... Подробнее...Продукция: EWM AG |
www.deltasvar.ru