







Сварка алюминия — раскрываем секреты технологии. Флюс для сварки алюминия аргоном
Флюсы для сварки Алюминия
Часто для сваривания алюминия используются аргонодуговое сваривание, которое известно прочностью и долговечностью изделий. Для проведения работ аргонодуговым сварочным аппаратом требуется использование газовой среды из инертных газов. В некоторых случаях производить сварочные работы с использованием газового баллона не получается, поэтому приходится пользоваться другими методами сваривания.
Наиболее подходящим методом сварки алюминия без газа является сваривание полуавтоматическим сварочным аппаратом с использованием присадочного материала – проволоки. Внутри специальной проволоки ля сварки алюминия находится флюс, который выполняет функцию инертного газа и предотвращает появление окиси.
Автоматическое сваривание алюминия производится по слою флюса, потому как нерасплавленный флюс имеет высокую электропроводность и нарушает стабильность сварочного процесса. Для того чтобы избежать протекания жидкого металла с другой стороны шва, требуется использовать формирующую прокладку. Сварочная дуга питается постоянным током обратной полярности.
Автоматическое сваривание производят под флюсом с помощью расщепленного электрода на постоянном токе обратной полярности или переменном токе. В некоторых случаях используются флюсы для сварки алюминия с пониженной электропроводностью, например керамического типа.
Наиболее часто для работы применяются флюсы АН-А1 и АН-А4, которыми производят сваривание алюминиево-марганцевых сплавов. Для сплавов данного типа недопустимо наличие хлора натрия во флюсе, потому как из-за алюминия и магния происходит реакция восстановления натрия из флюса. При попадании в шов, натрий приводит к образованию в металле шва пористости, а также значительно снижает пластичность.
Нередко для работы используются керамические флюсы марок ЖА-64 и ЖА-64А, которые имеют низкую проводимость электроэнергии. Такие флюсы используются в некоторых случаях для проведения сварочных работ алюминия с помощью переменного или постоянного тока обратной полярности.
При подготовке деталей для сварки требуется производить профилирование свариваемых кромок, а также удалять поверхностные загрязнения с окислами. Обезжирить поверхность для сваривания можно с помощью органических растворителей или с помощью обработки материала в специальных ваннах со щелочным составом.
В качестве растворителя используется уайт-спирит, РС-1, РС-2 и технический ацетон. Обезжирив алюминиевый сплав и убрав с его поверхности оксидную пленку, можно начинать сваривание.
При удалении оксидной пленки стоит отметить, что ее можно удалять с помощью металлических щеток из проволоки. Диаметр ворса должен составлять 0,1 – 0,2 миллиметра, а в длину он должен быть не менее 30 мм. После очистки кромок вновь требуется произвести обезжиривание с помощью растворителя. Очищенные детали могут дожидаться сваривания в течение 2 – 3 часов после очистки. В больших производственных масштабах детали подвергаются травлению, что ускоряет рабочий процесс.
3g-svarka.ru
| Часто для сваривания алюминия используются аргонодуговое сваривание, которое известно прочностью и долговечностью изделий. Для проведения работ аргонодуговым сварочным аппаратом требуется использование газовой среды из инертных газов. В некоторых случаях производить сварочные работы с использованием газового баллона не получается, поэтому приходится пользоваться другими методами сваривания. Наиболее подходящим методом сварки алюминия без газа является сваривание полуавтоматическим сварочным аппаратом с использованием присадочного материала – проволоки. Внутри специальной проволоки ля сварки алюминия находится флюс, который выполняет функцию инертного газа и предотвращает появление окиси. Автоматическое сваривание алюминия производится по слою флюса, потому как нерасплавленный флюс имеет высокую электропроводность и нарушает стабильность сварочного процесса. Для того чтобы избежать протекания жидкого металла с другой стороны шва, требуется использовать формирующую прокладку. Сварочная дуга питается постоянным током обратной полярности. Автоматическое сваривание производят под флюсом с помощью расщепленного электрода на постоянном токе обратной полярности или переменном токе. В некоторых случаях используются флюсы для сварки алюминия с пониженной электропроводностью, например керамического типа. Наиболее часто для работы применяются флюсы АН-А1 и АН-А4, которыми производят сваривание алюминиево-марганцевых сплавов. Для сплавов данного типа недопустимо наличие хлора натрия во флюсе, потому как из-за алюминия и магния происходит реакция восстановления натрия из флюса. При попадании в шов, натрий приводит к образованию в металле шва пористости, а также значительно снижает пластичность. Нередко для работы используются керамические флюсы марок ЖА-64 и ЖА-64А, которые имеют низкую проводимость электроэнергии. Такие флюсы используются в некоторых случаях для проведения сварочных работ алюминия с помощью переменного или постоянного тока обратной полярности. При подготовке деталей для сварки требуется производить профилирование свариваемых кромок, а также удалять поверхностные загрязнения с окислами. Обезжирить поверхность для сваривания можно с помощью органических растворителей или с помощью обработки материала в специальных ваннах со щелочным составом. В качестве растворителя используется уайт-спирит, РС-1, РС-2 и технический ацетон. Обезжирив алюминиевый сплав и убрав с его поверхности оксидную пленку, можно начинать сваривание. При удалении оксидной пленки стоит отметить, что ее можно удалять с помощью металлических щеток из проволоки. Диаметр ворса должен составлять 0,1 – 0,2 миллиметра, а в длину он должен быть не менее 30 мм. После очистки кромок вновь требуется произвести обезжиривание с помощью растворителя. Очищенные детали могут дожидаться сваривания в течение 2 – 3 часов после очистки. В больших производственных масштабах детали подвергаются травлению, что ускоряет рабочий процесс. |
| Сеть профессиональных контактов специалистов сварки. | ||
Темы: Сварка алюминия.
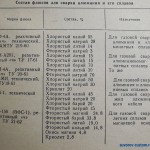
При сварке применяются присадки и флюсы, аналогичные пo составу флюсам для газосварки. Флюсы для дуговой сварки алюминия графитовыми или угольными электродами (таблица 1) вводятся в зону сварки так жe, как и пpи газовой сварке. Лучшиe результаты даёт использование флюсов, которые содержат литий (в таблице - флюсы № 5–8). Таблица 1. Химсостав некоторых флюсов для электро-дуговой сварки алюминия угольными или графитовымы электродами, % массы.
| Компонент | Номер флюса | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Хлористый натрий | 0 | 16 | 0 | 30 | 8 | 30 | 30 | 25,4 |
| Хлористый калий | 50 | 79 | 0 | 40 | 65 | 45 | 35 | 45,5 |
| Хлористый литий | 0 | 0 | 0 | 0 | 27 | 15 | 15 | 12,7 |
| Фтористый литий | 0 | 0 | 0 | 0 | 0 | 3,5 | 0 | 0 |
| Фтористый натрий | 0 | 0 | 0 | 0 | 0 | 3,5 | 10 | 7,3 |
| Фтористый калий | 50 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Кислый сернокислый калий | 0 | 5 | 0 | 0 | 0 | 3 | 0 | 0 |
| Бромистый калий | 0 | 0 | 0 | 0 | 0 | 0 | 10 | 0 |
| Криолит | 0 | 0 | 30–35 | 30 | 0 | 0 | 0 | 9,1 |
| Флюс АФ–4А | 0 | 0 | 70–65 | 0 | 0 | 0 | 0 | 0 |
Еще страницы по теме:
- Присадочные материалы для газовой сварки алюминия и его сплавов >
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
weldzone.info
www.samsvar.ru
Сварка алюминия - раскрываем секреты технологии
Алюминий (Al) — один из наиболее популярных промышленных металлов, благодаря отличным показателям теплопроводности, электропроводности и стойкости к неблагоприятным внешним условиям. При этом, в отличие от обычной стали, сварка алюминия имеет ряд особенностей, делающих данный процесс сложным для новичка. Впрочем, нет ничего невозможного — знание технологии и постоянная практика сделают из любого начинающего сварщика серьезного специалиста по работе с этим материалом.
Почему не все так просто с алюминием
Главной особенностью Al является наличие на его поверхности оксидной пленки, которая затрудняет свариваемость материала. Дело в том что температура плавления пленки превышает 2000 °С, тогда как сам алюминий плавится уже при 660 °С. Ситуация осложняется еще и тем, что даже если пленку механически удалить, она достаточно быстро восстанавливается под действием атмосферного кислорода. Чтобы не допустить этого, требуется надежная защита сварной зоны от воздуха, для чего применяются разные методы (об этом ниже).
Как уже отмечалось, одним из преимуществ Al является его высокая теплопроводность, что сделало его основным материалом для изготовления радиаторов. Однако для сварки алюминия это качество является скорее минусом, чем плюсом. Быстрый отвод тепла требует увеличения сварочного тока, рабочие показатели которого в итоге получаются выше, чем при работе со сталью, хотя температура плавления последней выше.

пример готовой продукции
Сложность сварочного процесса заключается еще и в том, что зачастую приходится иметь дело не с чистым Al, а с его сплавами, точный состав которых не всегда известен. В одной из предыдущих статей о ремонте литых алюминиевых дисков говорилось, что очень важно, чтобы марка сплава была отображена на изделии, иначе подобрать правильный электрод и добиться качественного шва вряд ли получиться.

присадочные металлы для различных сплавов алюминия
Как подготовить алюминиевую поверхность
Важнейшим этапом сваривания алюминиевых деталей является подготовка их поверхности:
- Чистка и обезжиривание. Перед непосредственной сваркой изделие подвергается различным технологическим операциям — формовке, фрезеровке, распиловке — после чего сверху образуется слой масла и технологического мусора. Если от него не избавиться, соединение будет содержать много пор и окалин, что негативно скажется на его надежности.
- Обработка кромки. Такая процедура обычно выполняется, если толщина металла превышает 4 мм. После зачистки кромка обязательно протравливается для снижения скорости образования оксидной пленки.
- Механическая зачистка зоны сваривания. Место для шва обязательно подвергается зачистке с целью удаления оксидной пленки. Для металла выше 4 мм операцию обработки кромки и зачистки поверхности объединяют, после чего обработанная зона вскрывается антиоксидным составом.
Подготовка алюминиевого изделия похожа на предварительную обработку нержавеющей стали, о работе с которой говорилось здесь. В обоих случаях важно добиться чистой, блестящей поверхности, чтобы получить цельный однородный шов.

методы очистки поверхностей перед сваркой
Сварка алюминия с газом и без — главные отличия процесса и результата
Существуют две основные технологии соединения алюминиевых деталей — с защитным газом и защитным флюсом. Рассмотрим каждую из них.
Применения защитной газовой среды
В качестве защитного газа обычно используется аргон, который в зависимости от применяемого сплава может быть заменен гелием или специальной смесью. Основная задача вспомогательной газовой среды заключается в защите сварочной зоны от атмосферного воздуха с целью предотвращения образования оксидного слоя при взаимодействии с кислородом или появления пористости шва в результате действия водорода.
Для реализации такой технологии, как правило, применяется TIG- или MIG-сварка, а в качестве электрода используется алюминиевая проволока. При этом марка проволоки должна соответствовать марке обрабатываемого металла, чтобы соединение в итоге имело однородную структуру. Поскольку Al плавится быстрее стали, оператор сварочного аппарата должен это учесть и сделать подачу проволоки быстрее.
Безгазовая технология на основе защитного флюса
Вместо газа для защиты сварочной зоны может применяться проволока со специальным флюсом. В процессе плавления металла флюс равномерно растекается по поверхности, предотвращая ее окисление.
С одной стороны, такой подход имеет свои преимущества, поскольку отсутствует необходимость в покупке газовой смеси и дополнительного оборудования для подачи газа. С другой стороны, результат применения флюсовой проволоки уступает по качеству сварке в газовой среде из-за повышенного разбрызгивания металла, затрудненного удаления шлака и появления пор внутри шва. Поэтому такой метод обычно применяют при изготовлении конструкций, требование к надежности которых не является строгим.
Для ответственных работ лучше отдавать предпочтение применению защитного газа, тем более что современные продукты, например Миксал, позволяют не только улучшить качество шва, но и оптимизировать расход смеси, тем самым уменьшив технологические затраты. Приобрести качественный газ для сварки можно в компании «Промтехгаз» (propangaz.ru) — надежного поставщика газового оборудования и расходных материалов.
xn--80affkvlgiu5a.xn--p1ai
Газовая сварка алюминия и его сплавов
Алюминий является широко используемым в промышленности материалом, так как его свойства оказываются достаточно востребованными. В основном это случается благодаря легкости, но в то же время у этого металла плохие свойства свариваемости, что затрудняет работу с ним. Газовая сварка алюминия также вызывает сложности, как и электродуговая, при которой используется сварочный трансформатор.

Технологии газовой сварки
Основные проблемы возникают из-за того, что при сваривании образуется высокий риск появления брака. Коэффициент расширения способствует нестандартной усадке, так что приходится рассчитывать не только режимы сваривания, но и толщину создания шва. Помимо этого, нередко образуются трещины и поры, для борьбы с которыми требуется использовать особую защитную среду. Когда идет сварка алюминия при помощи газа, то здесь получается достичь двух целей сразу, так как газ оказывается и температурное воздействие для расплавления, и создает защитную среду от внешнего воздействия.

Брак при газовой сварки алюминия
Помимо этого приходится справляться со свойствами повышенной текучести материала в расплавленном состоянии. Газовая сварка алюминия помогает бороться с некоторыми проблемами подобного рода, но все же у нее есть свои особенности, которые следует учитывать. Ведь сварка аргоном оказывается более эффективным средством, но она не относится к газовой, так как тут основной движущей силой является электрическая дуга. На алюминии может создаваться окислительная пленка, температура плавления которой выше 2 тысяч градусов Цельсия, тогда как сам алюминий плавится менее чем при 700.
Преимущества 
- Газовая сварка алюминия помогает проводить процесс сваривания на меньших скоростях, что дает более высокий уровень, ведь скорость сваривания здесь, примерно, в три раза меньше, чем при электросварке;
- Здесь используется газ в качестве защиты от воздействия внешних факторов;
- Нет необходимости в использовании электродов с обмазкой, в которой зачастую содержится водород, который приводит к появлению напряжений в металле;
- Уровень качества соединения значительно выше, даже если работа ведется не опытным мастером;
- Возможно создавать более длительные непрерывные швы благодаря использованию сварочной проволоки;
- Легче работать с тонкими заготовками;
- Пламя горелки можно использовать для подогрева деталей и их последовательного остужения.
Недостатки
- Использование газа всегда является более опасным для здоровья и жизни человека процессом, так как существует вероятность взрыва;
- Процесс подготовки, а также последующей уборки, является более длительным и менее удобным;
- Применение газа оказывается более дорогостоящей процедурой, чем использование электрической сварки;
- Задействуется большое количество оборудования.
Материалы и инструмент
Условия сварки алюминия предполагают наличие всех необходимых средств, которые помогут сделать этот процесс максимально качественным. Для этого требуется:
- Газовая горелка – основной рабочий инструмент мастера, который осуществляет подачу газа к месту сваривания металла. Существует несколько моделей горелок, но все они весьма сходи между собой, так как служат для вывода газа из двух источников и регулировки параметров подачи;
- Шланги – служат для соединения горелки с баллонами. Их требуется грамотно хранить и тщательно ухаживать за ними, так как при поломке может возникнуть опасная ситуация.
- Манометр – инструмент для измерения давления в баллоне, который обязательно должен присутствовать во время процесса. Это требуется, чтобы следить за количеством оставшегося газа, чтобы соблюдать соответствующие режимы.
- Баллоны с газом – сварка алюминия может проходить при помощи кислорода, как основного вещества, задающего температуру горения, а также ацетилена, пропана и прочих сопутствующих газов.
- Присадочная проволока – материал, который будет подаваться в качестве основного вещества, формирующего шов соединения. Подбор марки проволоки осуществляется согласно марке алюминия или его сплава. Когда идет сварка алюминия газосваркой, то требуется, чтобы материал проволоки был максимально идентичен основному материалу на заготовке. Если осуществляется газовая сварка алюминия толщиною до 2 мм, то проволока должна быть 1-1,5 мм. Если толщина до 5 мм, то диаметр проволоки должен быть 1,5-3 мм, а свыше 5 мм – проволока от 4 и выше.
«Важно!
Перед каждым использованием газового оборудования нужно убедиться в его работоспособности.»
Подготовка кромок
Сварка алюминия газовой горелкой хоть и проходит проще, чем электрическая, но глубина приваривания от этого страдает, так что требуется дополнительно подготавливать кромки. Если толщина заготовки составляет менее 4 мм, то эта процедура не является обаятельной, так как мощности горелки будет вполне достаточно, чтобы достать на такую глубину. В ином случае требуется придать кромкам деталей со стороны соединения «V»-образную форму.

Подготовка кромок к газовой сварке алюминия
Угол скоса может составлять от 30 до 45 градусов, в зависимости от толщины, так как чем она выше, тем больше должен быть угол. Для этого потребуется большее количество присадочного материала, но благодаря этому соединение окажется более качественным. Обработка происходит при помощи болгарки, напильника или других металлорежущих инструментов.
Пошаговая инструкция
Прежде всего следует разобраться с параметрами. Параметры сварки алюминия, в зависимости от толщины, выглядят так:
| Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
| Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
- Сварка алюминия газовой горелкой начинается с подготовки материала, так как алюминий требуется очистить от налетов и обезжирить, а также зачистить от пленки окиси и подготовить кромки;
- Затем следует выложить флюс, который улучшит качества сваривания и поможет бороться с окислительной пленкой, которая очень быстро появляется на металле;
- Затем можно подогреть металл, чтобы он не деформировался от резких перепадов температуры и на нем расплавился флюс;
- Затем уже идет непосредственный процесс сварки алюминия, путем подачи присадочного материала в место образования валика шва;
- Когда все будет окончено, то желательно постепенно снижать мощность горелки, подогревая металл, чтобы снять с него напряжения;
- После остывания шов нужно обработать, оббив шлак и зачистив его до эстетически приемлемого вида.
«Важно!
Сварка алюминиевых конструкций может происходить при различных режимах, так что не стоит забывать менять настройки, так как это во много определяет качество соединения.»
Техника безопасности
Газовая сварка алюминия и его сплавов является небезопасным процессом, как и любая работа с газом. Перед каждым использованием оборудования нужно убеждаться в его целостности и внимательно следить за показанием манометра. Сами баллоны желательно отставлять как можно далее от источника пламени, так как сварка алюминия горелкой дает открытое пламя, которое может привести к детонации. Также нужно следить, чтобы не пережимались шланги во время работы, что также может стать причиной несчастного случая.
svarkaipayka.ru
Газовая сварка алюминия и его сплавов.
Газовая сварка алюминия — это хорошая альтернатива дорогой аргонно-дуговой сварке. Оборудование газовой сварки может быть аж в десять раз дешевле современного аргонно-дугового аппарата, с обеими функциями переменного и постоянного тока (подробнее о нём в этой статье). И тем не менее качество шва может не намного уступать дорогому аргонно-дуговому аппарату. Алюминий и его сплавы хорошо свариваются газовой сваркой. И даже всемирно признанный авторитет в обработке листового металла Ронн Ковель, в своих видео-уроках по изготовлению бензобаков для чёппера из алюминия, не смотря на наличие дорогого аргонно-дугового аппарата известной американской фирмы «Миллер Электрик», варит алюминиевый бензобак обыкновенной газовой горелкой. А вообще рекомендую сначала научиться варить алюминий газовой сваркой, и только после этого приобретать дорогой аргонно-дуговой сварочный аппарат и начинать учиться варить на нём. Опыт и навыки газовой сварки непременно пригодятся вам при обучении сварке в среде аргона.
Особенность сварки алюминия и его сплавов состоит в образовании очень тугоплавкой плёнки окиси алюминия(AL2O3), которая располагается на поверхности жидкого металла сварочной ванны.Парадокс состоит в том, что температура плавления алюминия всего 657°С, а температура плавления окисной плёнки аж 2060°С. Эта плёнка окиси препятствует сплавлению частиц металла и обязательно должна удаляться с помощью флюса. Газовую сварку алюминиевых сплавов наиболее целесообразно применять для толщин от 1 до 5 мм. Она даёт хорошие результаты при правильном выборе режима сварки, наличии навыков у сварщика и применения флюсов, которые хорошо растворяют окись алюминия.
флюсы для газовой сварки алюминия.
Важное значение имеет правильный выбор мощности пламени, так как плёнка окиси алюминия полностью закрывает сварочную ванну и мешает сварщику контролировать начало расплавления металла. При слишком мощном пламени этот момент может быть упущен и тогда в месте сварки образуется сквозное проплавление металла, которое трудно поддаётся исправлению. В зависимости от толщины металла, мощность пламени при сварке алюминия и его сплавов должна быть : при толщине металла в 0,5 — 0,8 мм расход ацетилена 50 дм³/ч; при толщине 1 мм расход ацетилена 75 дм³/ч; при толщине 1,2 мм 75 — 100 дм³/ч ; при толщине 1,5 — 2 мм 150 — 300 дм³/ч; при толщине 3 — 4 мм 300 — 500 дм³/ч.
Флюсы . Для сварки алюминия разработано множество флюсов и основные из них приведены в таблице. Флюс наносят на зачищенные от грязи и окислов кромки металла и присадочную проволоку, составы флюсов наносят в виде пасты или порошка. Входящие в состав флюса хлористые соли, например лития, отнимают кислород от окиси алюминия, а фтористые соединения растворяют в расплавленном состоянии окись алюминия. Все флюсы для сварки алюминия гигроскопичны, то есть жадно поглощают влагу, и поэтому должны храниться в герметичных стеклянных банках, и готовить флюс желательно небольшими порциями, в соответствии с фактическим расходом флюса на сварку. После сварки остатки флюса необходимо тщательно удалять промывкой жёсткой щёткой в горячей воде, так как остатки флюса вызывают коррозию шва.
В таблице по подготовке кромок показаны способы и углы подготовки кромок при газовой сварке алюминиевых сплавов. Листы толщиной менее 1,5 мм можно сваривать с отбортовкой кромок. Соединений в нахлёстку следует избегать из за опасности затекания флюса между листами и последующей коррозии соединения, да и не шов это, когда соединяют детали внахлёст. Я считаю что листы должны соединяться только встык и на одном уровне, только тогда после проковки и шлифовки шва можно добиться качества однородной детали.
Не смотря на применение флюса, желательно перед сваркой кромки свариваемых деталей очистить промывкой в щелочном растворе, состоящем из 20 — 25 грамм едкого натра и 20-30 грамм углекислого натрия на 1 дм³ горячей воды(65°С), а затем кромки промывают в воде комнатной температуры. Сплавы АМц и АМг ещё и желательно протравить перед сваркой в 25%-ном растворе ортофосфорной кислоты, а сплавы Д и АМг можно протравить в 15%-ном растворе азотной кислоты. После травления кромки промывают в тёплой воде и насухо вытирают. Во избежание нового окисления, металл сваривают не позже 8 часов после указанной подготовки. Хотя сейчас в крупных городах можно найти фирменные флюсы, с которыми травление кромок перед сваркой можно не делать.
Присадочная проволока. Для газовой сварки алюминия и его сплавов предусмотрено 12 марок проволоки диаметром от 1 до 12 мм. Применяют проволоку из чистого алюминия марок А0 и А1 химического состава — 55 ; из алюминия марок АД, АД1 и алюминиевых сплавов марок АМц, АМг, АМг5п, АК, АМгЗ, АМг5В, АМг6, Д20 химического состава 49( по ГОСТ). Проволока для газовой сварки алюминия поставляется в бухтах в нагартованном состоянии, чистой, гладкой, без грубых следов протяжки, трещин, расслоений и вмятин. На поверхности проволоки не допускаются белые и тёмные пятна с шероховатой поверхностью, являющиеся признаком коррозии. Допускаются белые и тёмные пятна без шероховатостей, а так же цвета побежалости, которые являются следствием отжига проволоки.
Для сварки алюминия можно применять проволоку той же марки, что и свариваемый металл. При сварке термически обработанных алюминиевых сплавов и сплава АМц, лучшие результаты даёт применение проволоки АК, которая содержит 5% кремния, повышающего жидкотекучесть металла шва и даёт меньшую усадку. Для сплавов АМг не рекомендую применять проволоку АК, так как она снижает пластичность шва, лучше использовать проволоку АМг, с несколько большим содержанием магния, чем в основном металле. Для сварки литых алюминиевых деталей используйте проволоку АК, АМц или проволоку из чистого алюминия. Проволока из чистого алюминия подходит почти ко всем алюминиевым сплавам, но всё же советую использовать проволоку точно такого же сплава, что и свариваемый металл и вы не ошибётесь и шов будет качественным.
Алюминий и его сплавы сваривают левой сваркой, только восстановительным пламенем(о видах сварочного пламени читаем в этой статье) или с небольшим избытком ацетилена. Угол наклона мундштука горелки к поверхности свариваемого металла должен быть не более 45°. Для закрепления кромок делайте предварительные прихватки. Допускается лёгкая проковка шва в холодном состоянии. Литые алюминиевые детали рекомендую сваривать участками по 50 -60 мм и с предварительным подогревом до 200 — 250°С (особенно массивные детали). После сварки для получения и сохранения мелкозернистой структуры алюминия, литые детали подвергаем отжигу при температуре 300 — 350°С и затем медленно охлаждаем.
suvorov-castom.ru
флюс для аргонодуговой сварки изделий из медно-никелевых сплавов - патент РФ 2396157
Изобретение может быть использовано при сварке неплавящимся электродом в среде аргона стыков труб из медно-никелевого сплава типа МНЖ5-1. Флюс содержит компоненты в следующем соотношении, мас.%: фторид алюминия 56-62, фторид кальция 8-14, хлорид калия 10-20, борный ангидрид 10-20. Флюс обеспечивает повышение качества швов за счет уменьшения их пористости и увеличения глубины проплавления основного металла при сварке. 1 табл.
Изобретение относится к области сварочного производства и может быть использовано при сварке неплавящимся электродом в среде аргона стыков труб из медно-никелевого сплава типа МНЖ5-1 для уменьшения пористости в сварных швах и увеличения глубины проплавления основного металла.
При сварке изделий из медно-никелевых сплавов ввиду особенности их физико-химических свойств (высокой теплопроводности, повышенной склонности к окислению при высоких температурах и к водородной болезни) в сварных соединениях часто образуются дефекты в виде пористости, которые приходится исправлять путем удаления дефектного металла с порами и последующей заварки. Из-за высокой теплопроводности медно-никелевого сплава и невозможности существенно увеличить величину сварочного тока стыковые швы трубопроводов приходится выполнять с повышенным количеством проходов, что уменьшает производительность сварки.
Повысить качество металла сварного соединения, увеличить проплавление основного металла и производительность труда при аргонодуговой сварке изделий из медно-никелевых сплавов можно за счет использования активирующих флюсов. Для аргонодуговой сварки медно-никелевых сплавов такой флюс отсутствует.
Известен флюс для аргонодуговой сварки изделий из алюминиевых бронз при их изготовлении и ремонте (патент № 2243073), содержащий следующие компоненты (в мас.%):
| Хлорид калия | 37-51 |
| Хлорид лития | 25-29 |
| Хлорид цинка | 4-8 |
| Хлорид аммония | 4-6 |
| Фторид натрия | 8-10 |
| Фторид кальция | 8-10 |
Использование этого флюса при аргонодуговой сварке изделий из алюминиевой бронзы обеспечивает удаление пленки оксида алюминия (Al2O3) с поверхности сварочной ванны и тем самым улучшает качество сварного шва. Однако применение этого флюса при аргонодуговой сварке изделий из медно-никелевого сплава не обеспечивает хорошее формирование металла шва и увеличение глубины проплавления основного металла.
Известен также флюс для сварки цветных металлов (патент Франции № 2237723), содержащий следующие компоненты (в мас.%):
| Фторид бария | 3-7 |
| Фторид кальция | 83-92 |
| Фторид алюминия | 5-10 |
Недостатком этого флюса при сварке неплавящимся электродом изделий из медно-никелевого сплава является недостаточно высокая плотность наплавленного металла и недостаточно хорошее формирование шва.
Наиболее близким к предлагаемому флюсу по составу, принятому за прототип, является флюс по а.с. 348314, предназначенный для сварки и плавки цветных металлов, преимущественно меди и титана, и содержащий следующие компоненты (в мас.%):
| Фторид алюминия | 34-42 |
| Фторид кальция | 58-66 |
Этот флюс предназначен для сварки и электрошлакового переплава цветных металлов, в частности меди и сплавов на ее основе, с целью повышения качества литого металла, устранения пористости швов и повышения производительности сварки. Однако при аргонодуговой сварке изделий из медно-никелевого сплава с применением этого флюса, хотя пористость по сравнению со сваркой без флюса уменьшается, но все же не обеспечивает необходимого качества, кроме того, проплавление металла при аргонодуговой сварке изделий из медно-никелевых сплавов с применением этого флюса недостаточное.
Техническим результатом изобретения является создание флюса для сварки неплавящимся электродом в среде аргона стыков труб из медно-никелевых сплавов типа МНЖ5-1, обеспечивающего уменьшение пористости в сварных швах и увеличение глубины проплавления основного металла.
Технический результат достигается введением во флюс хлористого калия и борного ангидрида при следующем соотношении компонентов (в мас.%):
| Фторид алюминия | 56-62 |
| Фторид кальция | 8-14 |
| Борный ангидрид | 10-20 |
| Хлорид калия | 10-20 |
Наличие во флюсе фторида алюминия и фторида кальция приводит к контрагированию столба дуги и повышению анодного падения напряжения, что, в свою очередь, вызывает увеличение глубины проплавления основного металла. Кроме того, фторид кальция интенсивно взаимодействует с окислами и водяным паром, активно удаляет влагу из зоны сварки, благодаря чему защищает металл шва от насыщения кислородом и водородом. Введение во флюс хлорида калия повышает технологические свойства флюса, его жидкотекучесть, растекаемость и смачивающую способность. Введение во флюс борного ангидрида, обладающего повышенной химической активностью и взаимодействующего при повышенных температурах с поверхностью свариваемых кромок, способствует нейтрализации вредного влияния находящихся на них окислов и предупреждает образование пор.
Количественное соотношение компонентов, входящих в состав флюса, установлено экспериментально.
Исследования по влиянию флюсов на глубину проплавления проводили путем наплавки (проплавления) на установке КАТ при аргонодуговой сварке неплавящимся электродом пластин из сплава марки МНЖ5-1 толщиной 5 мм. Линейная скорость сварки составляла 6 м/ч, ток сварки - 150 А.
Исследования по влиянию флюсов на порообразование проводили путем сварки стыков труб  55×2,5 мм из сплава марки МНЖ5-1. Сварка стыков труб выполнялась на токе 110 А. Оценку пористости в швах выполняли при радиографическом контроле по бальной системе (балл 3 - количество пор на 100 мм сварного шва: не более 5 шт. при суммарной предельной длине всех допустимых дефектов не более 4,5 мм; балл 2 - не более 8 шт. при суммарной предельной длине всех допустимых дефектов не более 6,0 мм; балл 1 - более 8 шт. или суммарная предельная длина всех допустимых дефектов более 6,0 мм. Качество швов считается удовлетворительным при их оценке баллами 3 и 2).
55×2,5 мм из сплава марки МНЖ5-1. Сварка стыков труб выполнялась на токе 110 А. Оценку пористости в швах выполняли при радиографическом контроле по бальной системе (балл 3 - количество пор на 100 мм сварного шва: не более 5 шт. при суммарной предельной длине всех допустимых дефектов не более 4,5 мм; балл 2 - не более 8 шт. при суммарной предельной длине всех допустимых дефектов не более 6,0 мм; балл 1 - более 8 шт. или суммарная предельная длина всех допустимых дефектов более 6,0 мм. Качество швов считается удовлетворительным при их оценке баллами 3 и 2).
Было исследовано 5 составов флюса, из них: 4 состава с различным содержанием компонентов предлагаемого флюса, в том числе 2 состава, соответствующие предлагаемому изобретению ( № № 2 и 3), 2 состава с более высоким и более низким содержанием компонентов, чем в предлагаемом флюсе ( № № 1 и 4), 1 состав флюса по прототипу ( № 5).
Для оценки влияния состава флюса на глубину проплавления основного металла на каждый его состав производилась наплавка пяти валиков. Для оценки влияния состава флюса на качество швов на каждый состав флюса выполняли сварку десяти стыков. Результаты оценки влияния флюсов на пористость и глубину проплавления приведены в таблице.

Из приведенной таблицы видно, что при сварке 10 стыков труб из медно-никелевого сплава с флюсом по прототипу процент стыков с недопустимыми дефектами составляет 20%. При сварке по предложенному варианту стыки с недопустимыми дефектами отсутствуют, а количество стыков с наименьшим количеством дефектов, оцененных баллом 3, составляет по 9 из 10, а при сварке по прототипу - 4 из 10.
Глубина проплавления при сварке с флюсом по предлагаемому варианту составляет 4,0 мм, а при сварке с флюсом по прототипу - 3,0 мм.
Приведенные в таблице результаты подтверждают правильность технического решения и выбранных интервалов содержания компонентов во флюсе.
Экономический эффект от предложенного изобретения обеспечивается за счет повышения качества швов (отсутствие необходимости вырубки дефектного металла и повторной заварки) и увеличения глубины проплавления основного металла при сварке (увеличения производительности труда при сварке).
ФОРМУЛА ИЗОБРЕТЕНИЯ
Флюс для аргонодуговой сварки изделий из медно-никелевого сплава, содержащий фторид алюминия и фторид кальция, отличающийся тем, что он дополнительно содержит хлорид калия и борный ангидрид при следующем соотношении компонентов, мас.%:
| Фторид алюминия | 56-62 |
| Фторид кальция | 8-14 |
| Борный ангидрид | 10-20 |
| Хлорид калия | 10-20 |
www.freepatent.ru
Какие бывают прутки для сварки алюминия
Наверное, каждый, кто сталкивался со сваркой алюминиевых изделий или же сплавов, прекрасно знает, что для данного процесса понадобятся и дополнительные материалы. Использование таковых позволит значительно повысить качество шва, а также его прочность.
К таковым материалам смело можно отнести присадочную проволоку и флюсы. Обратите внимание, что проволоку будут использовать как электрод, который плавится, если при работе используется полуавтомат.
Если применяется аргоновая сварка алюминия, то проволоку будут применять, как присадку. В таком случае, она будет принимать непосредственное участие при формировании шва. Данное свойство можно смело использовать для редактирования некоторых характеристик шва сварки.
Если вы будете использовать сварку низколигерованного характера, то шов, который будет получаться в результате, станет более пластичным и устойчивым к коррозийным воздействиям. Конечно, как показывает практика, наиболее оптимальным вариантом будет использование, естественно, универсальной сварки, так как она может обеспечить действительно оптимальные условия для:
- - прочности;
- - пластичности;
- - защиты от коррозии.
Присадочная проволока – какая она бывает?
Для начала, разберемся с тем, что это вообще такое. Присадочная проволока изготавливается, как известно, методом прессовки или же вытаскивается из основного металла. Говоря о том, какая она может быть, присадочная проволока делится на два типа:
- Обычная.
- Улучшенная.
Если вы не понимаете разницу, то она состоит исключительно в тех добавках, которые могут присутствовать в ее составе. Наибольший диаметр такой проволоки может достигать 1,6 миллиметров. Опять таки, выбирать стоит, исходя из того, какой объем работ вам предстоит и какой сложности. Стоимость такой проволоки будет зависеть и от того, подвергалась ли она термической обработке.
Сварка с флюсом и проволокой.
Изначально, нужно уточнить, что использование флюса однозначно приведет к тому, что ваше сварное соединение будет более качественным и однородным. Если вы отдадите предпочтение именно такому варианту, то избежите разбрызгивания расплавленного алюминия при работе. Корка из шлаков будет защищать шов от воздействия атмосферы.
Отметим несколько видов флюса для сварки, которые существуют:
- - плавленый. Такой метод получается, как известно, при соединении в специально разработанных для этого печах на высоких температурах;
- - керамический. При этом варианте качество шва будет изменено за счет того, что в составе имеются легированные элементы.
Для информации:
Когда идет процесс сварки, проволока всегда подается из катушки на шов, а вот флюс – из специальной емкости. Как только возникает электрическая дуга, флюс и проволока будут плавиться, что образует некую сварочную ванну – при этом, поверхность будет покрыта шлаком.
После того, как работа будет закончена шлак нужно удалить с поверхности готового шва механическим образом. (Попросту говоря металлической щеткой) Помните, что для хорошего качества выполняемых работ, нужно отдавать предпочтение исключительно качественным материалам.
3g-svarka.ru










