Присадочные прутки для аргонодуговой сварки алюминия и его сплавов. Присадка для сварки аргоном алюминия
Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди, магния
Какие особенности АрДС некоторых металлов? Как выбрать присадочный пруток? Зачем нужен присадочный пруток?
Банальные вопросы, которые задает себе каждый начинающий сварщик-аргонщик, ведь при аргонодуговой сварке необходимо в одной руке держать горелку, перемещая ее вдоль линии соединения, а второй — добавлять присадочный материал в сварочную ванну по мере ее расплавления. В некоторых случаях, например, при сварке тонкого металла встык, можно обойтись и без прутка, но если нужно получить усиление шва в виде выпуклого валика или сварить тавровое соединение с определенным катетом, без присадки никак не обойтись. Здесь все так же, как и в ручной дуговой сварке. Присадочный материал должен иметь сходный химический состав с основным металлом изделия, тогда и механические свойства шва будут высокими. В процессе плавления прутка и переходе металла в сварочную ванну происходит некоторое выгорание легирующих элементов, поэтому в идеале их процентное содержание в прутке должно быть немного выше, чем у свариваемого металла.
Вот некоторые металлы, которые широко используются на сегодняшний день во всех отраслях народного хозяйства и в быту:
- черные ;
- нержавеющие;
- алюминий;
- медь.
Остановимся на каждом из них подробнее.
К меню
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне. Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
И наконец, мы добрались до сварочного прутка. Все вышеописанные случаи свариваются прутком Св.-08Г2С ГОСТ 2246-70 или его незначительными модификациями. Раскислители кремний и марганец в его сост
www.alfa-industry.ru
Сварка алюминия аргоном
Советы по сварке алюминия аргоном
Алюминий чуть ли не самый распространённый на сегодняшний день металл. Такая популярность связана со многими положительными свойствами данного металла – это, прежде всего, лёгкий вес и высокая прочность, что позволяет использовать его при создании автомобилей, кораблей, самолётов и множества других конструкций.
Сварка алюминия инвертором либо каким-либо другим сварочным аппаратом с использованием той или иной технологии сварки – достаточно трудоёмкий процесс, особенно для новичков.
Сложности при сварке алюминия
При сваривании алюминиевых конструкций любой сварщик скажет, что это непростое занятие. А связано это с такими аспектами, как:
- Высокая теплопроводность. Данный металл имеет куда больший показатель теплопроводности, чем, к примеру, сталь. Это говорит о том, что требуется создавать большую температуру сварной ванны, иначе тепло просто-напросто быстро рассеется по всей поверхности детали. Однако это создаёт следующую сложность.
- Низкая температура плавления. Факт того, что температура на поверхности сварной ванны очень высокая, существует большая вероятность прожига алюминия.
- Образование оксидной плёнки. На поверхности алюминиевых сплавов образуется тонкая плёнка из-за воздействия кислорода. Чтобы пробиться через этот слой, требуется температура около 2050 градусов. Однако сразу после того, как оксидный слой был расплавлен, необходимо уменьшение температуры, иначе, опять-таки, неизбежен прожиг.
- Образование кратера по окончанию сварных работ. Как только необходимая длина шва проварена, на алюминиевой детали создаются кратер (сильное углубление вследствие низкой температуры плавления металла). Чтобы не допустить этого, требуется уменьшение силы тока по окончанию сварочных работ.
Именно с такими проблемами придётся столкнуться сварщику. А что делать?
Аргонная сварка алюминия – лучший выход из положения
Сегодня на рынке можно купить аппарат для сварки алюминия, разработанный специально для этой цели. Подобные устройства работают с использованием MIG (сварка алюминия полуавтоматом) или TIG (в газовой среде) технологий.
Сварка алюминия аргоном (в защитной среде аргона) – самая распространённая техника варки данного металла. Подобные аппараты, хоть и варят медленнее, зато делают это качественно. Подобные устройства при варке алюминия зачастую используют переменных ток. В них можно плавно регулировать его частоту и ампераж, увеличивая и уменьшая тем самым температуру. Это также способно безопасно разбить оксидную плёнку на поверхности алюминия. Аргон, подаваемый на сварной шов, защищает его от окислов во время сварки.
При выборе полуавтоматов для сварки алюминия следует убедиться, что они поддерживают импульсные режимы. Благодаря им, аппарат сам в состоянии изменять ток в тот или иной момент (для пробивания оксидной плёнки, для предотвращения образования кратера и прочее). Они также используют аргон или другой газ для создания защитной среды.
Существует также, так называемая, горячая и холодная сварка для алюминия. В первом случае, металл заранее подогревают, а только потом начинают варить. Во втором этого не делают.
Цена на полуавтоматы в большей степени зависит от наличия различных функций, однако варить ими алюминий, да и вообще, любой металл – одно удовольствие.
Купить тот или иной аппарат – дело одно, а вот правильно пользоваться им – другое. На нашем ресурсе можно найти большое количество видео о сварке алюминия аргоном и о других приёмах и технологиях проведения сварных работ с данным металлом.
stroysvarka.ru
Как правильно варить алюминий аргоном?
Оглавление: [скрыть]
- Специфика работ
- Принцип сварки аргоном
- Подготовка поверхности
- Применение неплавящихся электродов
- Постоянный ток: применение плавящихся электродов
- Дополнительные рекомендации
- Необходимый инструмент
Сварка металлов давно используется по всему миру. Если сварка стальных конструкций не вызывает проблем, то возможность сварки алюминия у многих вызывает сомнение. Однако многие сомнения исчезнут, если решить вопрос, как варить алюминий аргоном.
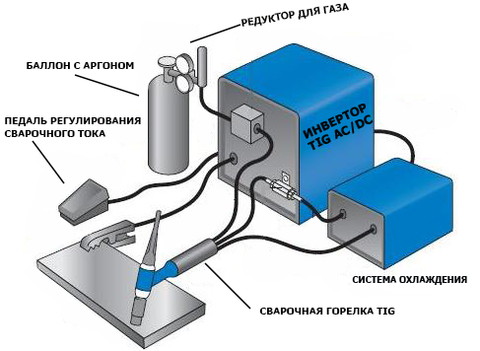
Схема аппарата TIG для аргонодуговой сварки.
Алюминий, действительно, специфичный материал и вызывает некоторые дополнительные требования. Еще больше усложняют картину многочисленные алюминиевые сплавы, которые широко применяются как в производстве, так и в быту. Несмотря на некоторые сложности, такая проблема, как варить алюминий аргоном, решается достаточно просто даже в бытовых условиях.
Специфика работ
Процесс аргонодуговой сварки.
Одной из главных проблем при сварке алюминия является быстрое его окисление на воздухе. На поверхности алюминия появляется очень тугоплавкий оксид алюминия (плавится при температуре выше 2000ºС), образует плотную пленку. Перед началом или в процессе работ эту пленку необходимо удалить.
Воздействие высокой температуры существенно уменьшает механическую прочность алюминия, что может привести к разрушению материала на участках, примыкающих к сварному шву. Кроме того, алюминий имеет повышенную текучесть расплава, которая усложняет удержание его в зоне сварного шва. Цвет алюминия не изменяется при прогреве, что не позволяет точно контролировать зону и степень разогрева.
Алюминий имеет повышенный коэффициент линейного расширения при низком модуле упругости, что объясняет его стремление к деформации. Для устранения риска появления деформаций в сварочной зоне необходимо проведение, например, предварительного подогрева.
Повышенная теплопроводность алюминия для его сварки требует более высокое количество тепла, поэтому увеличиваются энергозатраты и мощность источника тока. Для алюминия и особенно для сплавов его с магнием характерно появление водородной пористости в сварном шве. При сварке велик риск горячего растрескивания материала сварного шва, вызванного напряжениями при его кристаллизации.
Вернуться к оглавлению
Принципиальная схема аргонодуговой сварки.
Достаточно эффективным способом, позволяющим варить алюминий, является сварка при помощи электрической дуги, плавящей металл в инертной среде. Инертность среды в сварочной зоне обеспечивается подачей аргона особой чистоты. Допускается использование смеси аргона с гелием. Такая среда позволяет предохранить свариваемый материал от окисления при повышенной температуре во время сварки за счет того, что аргон практически не вступает в химические связи с другими материалами сам и при этом вытесняет воздух из сварочной зоны.
Электродуговая сварка в среде аргона осуществляется с использованием специального инструмента — горелки. Горелка содержит канал, по которому аргон подается в зону ведения работ. Внутри горелки устанавливается электрод. Верхняя часть горелки и электрода охлаждаются жидкостью. В качестве электродов могут применяться плавящиеся и неплавящиеся электроды. Чтобы обеспечить металлом сварной шов, используется присадочный пруток или проволока, материал которой, расплавляясь при нагреве, заполняет объем шва. Пруток подается в сварочную зону вне горелки.
Сварка металла производится при помощи электрической дуги, которая зажигается между поверхностью металла и электродом. Для зажигания и поддержания дуги на электрод подается сварочный ток постоянного или переменного напряжения.
Вернуться к оглавлению
Схема аргоновой сварки вольфрамовым электродом.
Спецификой сварки алюминия является требование к тщательной подготовке поверхности перед началом работ. Главная задача подготовки — разрушить оксидную пленку, и проводится это в несколько этапов. Прежде всего поверхность очищается от пыли и грязи, а кромки соединяемых заготовок очищаются и немного закругляются вверху напильником.
На следующем этапе поверхность обрабатывается растворителем. Для алюминия и его сплавов следует использовать органические растворители или щелочной раствор следующего состава: 50 г фосфатно-натриевой соли, 50 г соды, 30 г жидкого силикатного стекла из расчета на один литр воды. Перед обработкой раствор целесообразно нагреть.
После очистки растворителем производится механическая обработка алюминия металлической щеткой. Такую щетку можно изготовить из проволоки диаметром 0,1-0,2 мм. Всю обработку поверхности материала следует закончить не позднее чем за 3 часа до начала работ, чтобы избежать появления новой пленки.
Вернуться к оглавлению
Схема аргоновой сварки алюминия.
Сварка алюминия может производиться с использованием электрода, который сам не плавится в зоне сварки. Такой электрод только обеспечивает образование электрической дуги между ним и поверхностью заготовки. Металл для заполнения сварного шва образуется путем расплавления присадочной проволоки.
Чаще всего в качестве неплавящихся при сварке электродов используются вольфрамовые электроды. Диаметр таких электродов составляет 2-6 мм. Варят вольфрамовыми электродами алюминиевые заготовки толщиной до 12 мм.
Сварка алюминия с применением вольфрамовых электродов осуществляется, обычно, на стандартных сварочных установках типа УДГ, обеспечивающих подачу переменного тока необходимой силы. Установка способна подавать аргон со скоростью до 15 л/мин. Величина переменного напряжения в сварочной цепи при использовании аргона поддерживается 15-20 В.
Таблица выбора проволоки для сварки алюминия.
В качестве присадочного материала находит применение алюминиевая проволока на основе чистого алюминия типа АО или АД. При работе с алюминиевыми сплавами применяется проволока или пруток с составом, аналогичным или близким к составу сплава. Так, для алюминиево-магниевых сплавов используется присадка из того же сплава с содержанием магния, немного (до 1,5%) превышающим содержание его в самом сплаве.
Режим сварки алюминия вольфрамовыми электродами зависит от диаметра электрода и толщины алюминия. Можно рекомендовать некоторые конкретные параметры процесса. Так, для сварки листов толщиной до 2 мм электродом диаметром 2 мм следует применить присадочную проволоку диаметром до 2 мм, а силу сварочного тока установить в пределах 50-70 А. Для заготовки толщиной 4-6 мм и электроде диаметром 3 мм — диаметр присадки до 3 мм, сила тока — 100-130 А, а при электроде диаметром 4 мм сила тока увеличивается до 160-180 А. Сварка алюминия толщиной до 10 мм электродом 5 мм требует установки силы сварочного тока 220-300 А.
Схема газовой сварки алюминия.
Сварка алюминия с использованием неплавящихся электродов производится в один или несколько заходов, в зависимости от толщины заготовок. При толщине алюминия до 3 мм процесс сварки можно выполнить за один проход (при условии использования керамической подкладки под сварочный шов для удержания расплава). Сварка алюминия толщиной до 6 мм потребует двух проходов. Сварка при толщине более 6 мм вызывает необходимость создания скосов на кромках свариваемых заготовок и четырех проходов сварки.
Зажигание дуги в среде аргона (особенно при использовании вольфрамовых электродов) путем касания электродом поверхности металла не используется. Наиболее эффективный способ — применение осциллятора, подающего на электрод высокочастотные импульсы высокого напряжения. Эти импульсы осуществляют ионизацию зоны дуги и обеспечивают ее зажигание при подаче сварочного тока без касания электродом поверхности металла. При отсутствии осциллятора зажечь дугу можно, только повышая сварочный ток при минимальном дуговом промежутке.
Вернуться к оглавлению
Таблица режимов сварки алюминия.
Сварка алюминия постоянным током в среде аргона возможна при использовании плавящихся электродов. Такие электроды под действием электрической дуги плавятся и заполняют пространство между свариваемыми деталями. Применение в этом случае присадки не обязательно.
При создании дуги постоянным током применяются сварочные инверторы, например, типа вд-200. Основным преимуществом сварных работ постоянным током является стабильность дуги и возможность плавной регулировки сварочного тока. Дуга зажигается и поддерживается постоянным током обратной полярности. Такая полярность обеспечивает разрушение оксидной пленки на поверхности алюминия, что также относится к преимуществу способа.
В качестве плавящихся электродов в последнее время находят широкое применение покрытые электроды типа озана-1 для технического алюминия и электроды типа озана-2 для некоторых алюминиевых сплавов.
Метод аргоновой сварки с применением плавящегося электрода.
Эти электроды формируют состав сварочного шва, близкий к самому материалу. Расход электродов типа «озана» в среднем составляет 2-2,2 кг на один килограмм наплавленного металла. Из других плавящихся электродов следует отметить электроды ОК96.10 с покрытием щелочными солями для технического алюминия, а также электроды ОК96.20 для сплавов, в т.ч. алюминиево-магниевых сплавов.
Плавящиеся электроды для алюминия имеют повышенную гигроскопичность, поэтому перед употреблением требуется их просушка при температуре до 150ºС не менее получаса. При этом их использование после просушки должно быть не более суток.
Режим зависит от диаметра электродов и толщины металла. При сварке алюминия толщиной до 10 мм нужно придерживаться следующих рекомендаций: при диаметре электрода 3 мм сила постоянного тока устанавливается в пределах 60-90 А, при диаметре 4 мм — 90-125 А, при диаметре 5 мм — 120-150 А. При сварке перемещение электрода в поперечном направлении надо сделать минимальным.
Для формирования качественной структуры металла в зоне сварки кромки и прилегающие участки алюминиевых деталей необходимо предварительно подогреть, например, с помощью газовой горелки.
Температура нагрева выбирается с учетом марки материала и толщины. В среднем требуется нагрев до 400 градусов. После окончания процесса сварки надо обеспечить медленное охлаждение сварного шва.
http://moiinstrumenty.ru/youtu.be/c97O-8dIPMk
Вернуться к оглавлению
Качество сварного шва улучшается при проведении дополнительной обработки кромок соединяемых заготовок. При сварке алюминия толщиной менее 5 мм обработка кромок обычно не проводится. В случае сварки алюминия толщиной 5-10 мм рекомендуется сточить верхний край кромки, образуя V-образную форму сварного шва. При работе с металлом толщиной более 10 мм часто применяется Х-образная обработка кромки, т.е. фаска снимается и сверху, и снизу. Кроме того, сварной шов формируется с обеих сторон заготовки.
Сварку алюминия рекомендуется производить только встык. Такие виды соединения, как внахлест или тавровое, создают опасность накопления шлаков в зазорах, что вызовет усиленную коррозию прилегающих участков металла.
После формирования сварного шва необходимо тщательно очистить его от шлака. Даже небольшой его остаток ведет к химическим взаимодействиям, разрушающим металл. Шлак убирается путем промывки горячей водой и механической очистки металлической щеткой.
При проведении работ необходимо контролировать поступающий аргон. Остановка потока недопустима.
http://moiinstrumenty.ru/youtu.be/DnkTZeqnMF4
Вернуться к оглавлению
При сварке алюминия потребуется следующий инструмент:
- горелка газовая или паяльная лампа;
- болгарка;
- напильник;
- круг наждачный;
- молоток;
- долото;
- плоскогубцы;
- отвертка;
- щетка металлическая;
- штангенциркуль;
- ключи гаечные.
http://moiinstrumenty.ru/youtu.be/n-bILSaRxq4
Электродуговая сварка в среде аргона показала свою эффективность при сварке алюминия и его сплавов. Варить алюминий этим способом вполне можно самому в бытовых условиях при наличии оборудования и определенных навыков.
moiinstrumenty.ru
Технология сварки алюминия в среде аргона
Сварка алюминия аргоном – это самая распространенная, дешевая и действенная технология соединения заготовок из цветного металла. Поэтому данный техпроцесс вызывает интерес не только у профессионалов, но и у начинающих сварщиков. И в этой статье мы предложим нашим читателям подробный обзор технологии сварки аргоном, дополнив теорию обзором оборудования.
Технология сварки алюминия аргоном
Разумеется, самим аргоном не «варят». Его используют в качестве флюса – присадки, защищающей сварочную ванну от атмосферного кислорода. Для соединения деталей используют особую «присадочную» проволоку, изготовленную из того же алюминия.
Сварка алюминия в среде аргона происходит следующим образом:
- С помощью особого устройства – сварочного аппарата – между деталью и неплавким электродом генерируется электрическая дуга.
- Постоянный или импульсный разряд «пробивает» тугоплавкую оксидную пленку и расплавляет металл стыкуемых заготовок.
- В сварочную ванну вводят присадочную проволоку, которая плавится под электрической дугой. Этот материал подается в зону сварки вдоль направления шва, автоматически или вручную, перед дугой.
- Металл от проволоки заполняет стыковочный шов и перемешивается с расплавленным металлом стыкуемых заготовок.
После остывания на месте стыка образуется высокопрочный шов, объединяющий заготовки на уровне кристаллических решеток.
Как видите: все просто. По этой же схеме функционирует и газовая и электродуговая сварка. Интересующая нас технология отличается от этих способов стыковки только постоянным присутствием аргона в зоне сварки. Он подается в сварочную ванну из особой форсунки, являющейся частью неплавкого электрода.
Зачем нужны подобные ухищрения? Все дело в том, что температура плавления самого алюминия, из которого состоит и заготовка и проволока, не превышает 660 градусов Цельсия. Но оксидная пленка, окружающая любое изделие из этого металла, плавится при 2044 градусах Цельсия и восстанавливается в то самое мгновение, когда металл соприкоснется с кислородом.
Поэтому в зону сварочной ванны постоянно вдувают аргон – инертный газ, препятствующий контакту металла и кислорода.
Причем, обдув аргоном продолжается и после завершения сварки. Газ должен защищать шов до тех пор, пока температура в стыковочной зоне понизится хотя бы до 400 градусов Цельсия.
Оборудование для сварки алюминия аргоном
Процесс сварки можно организовать с помощью следующих приемов:
- С использованием тугоплавкого (не расходуемого) электрода и присадочного материала, подаваемого в зону стыка вручную.
- С использованием тугоплавкого (не расходуемого электрода) и присадочной проволоки, транспортируемой в зону сварки автоматически.
Кроме того, в процессе стыковки можно использовать технологию сварки плавящим электродом. Но аргон в этом случае не используется – его заменяет твердый флюс, генерирующий облако углекислого газа. И, разумеется, каждый вышеупомянутый прием реализуется с помощью особого комплекта оборудования.
Аппараты для TIG сварки
Так, первый прием – электродуговая сварка с использованием неплавкого электрода и подаваемой вручную проволоки (АС TIG) – предполагает использование обычного аппарата, питаемого от бытовой сети переменного тока. Этот аппарат комплектуется держаком, соединенным с системой подачи аргона.
На держаке монтируется неплавкий электрод, диаметром от 1,6 до 5 миллиметров. Габариты «ручной» присадочной проволоки – от одного до четырех миллиметров (в диаметре). Толщина стыкуемых заготовок – от 1 мм, до 6 мм. Расход аргона – от 4 до 10 литров в минуту. Сила сварочного тока изменяется от 45 до 270 Ампер.
Аппараты для MIG сварки
Второй прием – электродуговая сварка с использованием неплавкого электрода и подаваемой автоматически проволоки (АС MIG) – предполагает использование полуавтоматического сварочного аппарата. К держаку такого аппарат крепят не только трубопровод от резервуара с аргоном, но и транспортер для проволоки. Причем, обычно эти системы упрятаны в один шланг.
Проволока толщиной от 0,6 до 4 миллиметров подается в зону сварки с помощью четырех вальцов, рабочие поверхности которых снабжены тефлоновыми насадками. Диаметр отверстия в наконечнике системы подачи проволоки должен превышать габариты самого присадочного материала на 20-25 процентов. То есть, если вы используете 0,8-миллиметровую проволоку, то вам нужен миллиметровый наконечник. Разница в диаметре объясняется увеличением габаритов металла при нагреве.
Прочие характеристики – расход газа, сила тока, диаметр электрода – аналогичны значениям, характерным для TIG аппаратов. Однако, с учетом сложности конструкции аппарата, с помощью которого реализуется полуавтоматическая сварка алюминия аргоном, цены за такую комплектацию оборудования будут существенно выше, чем стоимость «ручного» варианта.
steelguide.ru
Технология сварки алюминия
Чтобы осуществить сварку алюминия, необходимо специальное оборудование, в том числе и баллон с аргоном. Но даже если есть все необходимое, без практики сделать это будет нелегко. Алюминий — непростой металл, и прежде чем начинать работать с ним, надо ознакомиться с его свойствами. Степень его нагрева сложно определить даже опытному сварщику, поэтому с ним надо работать крайне осторожно. Сварка алюминия аргоном может быть произведена и в домашних условиях при наличии необходимого оборудования. И именно о такой возможности мы сегодня поговорим.
Особенности алюминия
Этот легкий и прочный материал очень быстро покрывается оксидной пленкой при взаимодействии с воздухом, что и осложняет процесс соединения. Температура плавления этого металла достигает 650 градусов. Даже при воздействии высоких температур он не меняет своего цвета — это и есть его основная особенность. Чтобы избежать напряжения и деформации алюминия, необходимо учитывать коэффициент объёмной усадки, а у этого металла он достаточно большой.
Основные свойства:
-
Плавится при низкой температуре.
-
Имеет высокую химическую активность.
-
Большой коэффициент усадки.
Именно из-за этих особенностей чаще всего сварка алюминия аргоном осуществляется с помощью газа, который в первую очередь нейтрализует химическую активность.
Аппарат для сварки
Для качественной сварки алюминия понадобится аргонно-дуговой аппарат — с ним швы получатся надежнее и ровнее. В нем используется электрод из вольфрама в форме дуги, отсюда и название прибора. Его может хватить на длительный период работы. Дуга в таких приборах зажигается между свариваемой деталью и электродом, таким образом разрушается оксидная пленка, что упрощает и ускоряет весь процесс.
Работа должна проводиться достаточно быстро — так металл не успеет перейти в жидкую форму, и не будет течь. При этом обязательно должна использоваться сварочная проволока. Важно, чтобы она имела структуру, аналогичную свариваемому металлу. Чаще всего по такому принципу работают полуавтоматические системы.
Для начинающих сварщиков подойдет аппарат, состоящий из следующих комплектующих:
-
Электрический источник питания.
-
Механизм подачи проволоки.
-
Баллон с газом.
Такая система наиболее распространена и популярна.
Аргоновый газ и проволока
Инверторный газ обязательно нужен для сварки алюминия — без него не получится быстрого и ровного соединения.Главное, чтобы он был технически чистым и не содержал примесей, либо их процент должен быть минимальным. Только так можно получить чистый шов.
Баллон с аргоном устанавливается на сварочный аппарат либо применяется газовая ванна. Последний вариант чаще всего используется на производственных предприятиях. Также потребуется проволока: она нужна для усиления шва. Её состав должен быть максимально близок к составу свариваемого материала. Когда все необходимые инструменты подготовлены, можно приступать к следующему шагу.
Подготовка детали
Вся работа должна быть пошаговая, то есть выполняться поэтапно. Перед началом работ алюминий необходимо зачистить, ведь от этого зависит качество шва. Для начала поверхность обезжиривается с помощью таких растворителей, как бензин, уайт-спирит или ацетон. Затем химическим или механическим способом снимается оксидная пленка.
Когда металл просохнет, проводится его обработка специальными составами. Если выбран механический способ, то используется жесткая щетка из проволоки или наждачная бумага. Химическая обработка сложнее, и в домашних условиях её редко используют. В данном случае применяется щелочной раствор.
Процесс сварки
Технология сварки этого металла включает в себя несколько действий, при сочетании которых и достигается качественный шов. Присадочная проволока, используемая при этом, устанавливается перед вольфрамовым электродом строго вдоль шва.
Сварка может проводиться в разных положениях, но аргон — тяжёлый газ, поэтому лучше работать в горизонтальной плоскости.
Если требуется вертикальная сварка, например, на стенах, то лучше использовать более легкий газ, такой как гелий. Электрод должен располагаться максимально близко к поверхности алюминия, а проволоку подавать нужно плавно, без рывков. Из-за рывков возможно разбрызгивание металла, что нередко случается у неопытных новичков.
Электрод надо держать под углом в 80 градусов. Он и присадочная проволока двигаются вдоль шва. Если требуется варить тонкостенный металл, то лучше подложить под него лист из нержавеющей стали — это не только снизит вероятность прожога, но и улучшит отвод тепла.
Весь процесс начинается с разогрева дуги: она удалит вновь образовавшуюся оксидную пленку и очистит поверхность, а затем прочно закрепит металл. Присадочная проволока добавляется только тогда, когда в ней действительно есть необходимость. Сварка должна проводиться быстро, чтобы стыки были ровными. Вот, пожалуй, в этих нюансах и заключается вся инструкция по сварке алюминия.
Похожие статьиgoodsvarka.ru
www.samsvar.ru
|
Марка, тип покрытия, описание |
Классификация |
Хим. состав наплав. металла |
Механические свойства наплавленного металла |
|
OK Tigrod 1070 (OK Tigrod 18. 01 )Алюминиевый пруток стойкий к химическому воздействию и воздействию атмосферы. Применяется для сварки чистого алюминия, пластичных алюминиевых сплавов типа АД 1, АМц. Обладает хорошими сварочными характеристиками. Защитный газ - Ar. Ток ~. |
Аналог проволок:Св.- А97, Св.-А85, Св.- АМц |
Si < 0,2Mn 0,01Zn 0,01Fe 0,2Al > 99,5 |
Предел текучести 35 МПаПредел прочности 75 МпаУдлинение 33% |
|
OK Tigrod 4043 (OK Tigrod 18. 04 )Алюминиевый пруток широко применяемый для сварки литейных Al – Si ; Al- Si- Mg сплавов типа АД31, АД33, АД35. (Блоки ДВС, опорные плиты, рамы и т.п.)Защитный газ - Ar. Ток ~. |
ER 4043 / AWS A5.10Аналог проволок:Св.- АК5, Св.-АК6 |
Si 5,0Mn 0,01Zn 0,02Fe 0,2Al остальное |
Предел текучести 55 МПаПредел прочности 165 МпаУдлинение 18% |
|
OK Tigrod 1450 (OK Tigrod 18. 11) Алюминиевый пруток стойкий к химическому воздействию и воздействию атмосферы. Обеспечивает получение шва с высокой сопротивляемостью к образованию трещин. Незначительная добавка титана дает мелкозернистость шва очень хорошей формы. Применяется для сварки алюминия и его сплавов в авиастроении, пищевой пром-ти. Защитный газ - Ar. Ток ~. |
Аналог проволокиСв.- 1201 |
Si 0,1Mn 0,01Zn 0,03Fe 0,2Ti 0,15Al + Ti > 99,5 |
Предел текучести 40 МПаПредел прочности 90 МпаУдлинение 35% |
|
OK Tigrod 5356 (OK Tigrod 18. 15 )Алюминиевый пруток широко применяемый для сварки профилей и металлоконструкций из Al- Mg сплавов, содержащих > 3%Mg, таких, как AMg3, AMg4, AMg5, AMg6 с аналогичными..Защитный газ - Ar. Ток ~. |
ER 5356 / AWS A5.10Аналог проволокиСв.-АМг 3 |
Si < 01Mn 0,15Fe < 0,2Mg 4,9Al остальное |
Предел текучести 120 МПаПредел прочности 265 МпаУдлинение 26% |
|
OK Tigrod 5183 (OK Tigrod 18. 16)Алюминиевый пруток для сварки Al- Mg сплавов, содержащих до 5%Mg, Al – Mn сплавов, не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной пром-сти. Также используется в судостроении, и при сварке конструкций контактирующих с морской водой.Защитный газ - Ar. Ток ~. |
ER 5183 / AWS A5.10Аналог проволокиСв.-АМг 5 |
Si < 0,2Mn 0,6Fe < 0,2Mg 4,8Al остальное |
Предел текучести 140 МПаПредел прочности 290 МпаУдлинение 25%КСV+20°С 30 Дж |
|
OK Tigrod 5556 (OK Tigrod 18. 20 )Алюминиевый пруток широко применяемый для сварки Al- Mg сплавов, содержащих до 5%Mg. Разработана для получения высоко прочных тавровых соединений. Обеспечивает прочность шва в ~ два раза выше ,чем при сварке OKTigrod 18.04, а также обеспечивает одновременно высокую прочность и пластич- ность шва и его сопротивление коррозии и образованию трещин Используется при сварке высокопрочных конструкций, контактирующих с морской водой.Защитный газ - Ar. Ток = (-). |
ER 5556 / AWS A5.10 |
Si < 0,2Mn 0,7Fe 0,2Mg 5,2Al остальное |
Предел текучести 145 МПаПредел прочности 295 МпаУдлинение 25%КСV+20°С 24 Дж |
www.domsvarki.ru
TIG сварка алюминия для чайников. Часть 1
 |
Инженер-сварщик Евгений Евсин |
Немного теории – для того, чтобы сварить алюминий необходим источник, который выдаёт переменный ток, потому что алюминий на постоянном токе сварить невозможно. Это касается конкретно аргонодуговой сварки. На аппарате должна быть обязательно функция бесконтактного поджига, функция заварки кратера и функция регулировки баланса переменного тока. Данный аппарат имеет все эти функции, больше в нём ничего нету, но этого вполне достаточно, чтобы качественно сделать работу.
Газу аргону нужно уделять особое внимание. Если он будет немножко грязный, то сварка не получится. Алюминий в процессе сварки будет чернеть и швы будут очень некрасивые. Потому что бывает, что попадаются баллоны, в которых намешано немножко воздуха из атмосферы.
Присадочный пруток
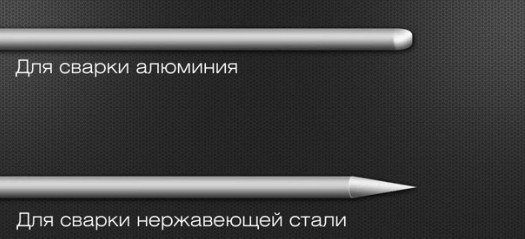
Я встречал два основных вида присадочного материала – это присадочные прутки для сварки чистого алюминия, например, как у меня здесь, электротехнические шины, там применяется чистый алюминий.

И присадочные прутки для сварки литейного алюминия, в котором большое количество примесей других металлов. В таких прутках добавлен компонент кремний, который гораздо облегчает работу с алюминием и швы будут максимально прочные в таких случаях.

Для сварки чистого алюминия применяются прутки под номером 5356. Для сварки литейных сплавов алюминия применяется пруток 4043.

Вольфрамовый электрод Вольфрамовые электроды необходимо применять либо универсальные либо для сварки переменным током, такие электроды окрашены в зелёный цвет. Для сварки алюминия я применяю универсальный электрод диаметром 2,4. Можно варить как тонкий алюминий, так и толстый, до 5-6 мм.

Электрод перед сваркой необходимо заточить, но не обязательно, чтобы он был очень острый, возможно оставить небольшое притупление на нём, потому что в процессе сварки он всё равно округлится полусферой. В процессе сварки вольфрамовый электрод должен иметь чёткую сферу, напоминающую небольшую капельку, но эта капелька должна быть не больше в диаметре чем сам электрод. Цвет должен быть блестящий, сама сфера должна быть ровная. Если он, например, матовый, значит плохая защита или плохой газ. Тут всё сводится к газу – либо мало газа, либо газ плохой.
Если электрод слишком сильно оплавляется, значит он выдерживает слишком большие температуры, а значит он не рассчитан на такие токи. То есть необходимо применить электрод больший в диаметре.
И еще в аппарате существует такая функция как баланс переменного тока. С этой функцией мы подробно разберемся. Она тоже отвечает за то, как ведет себя вольфрам в работе.
Газовая защита

Для сварки алюминия есть смысл применять газовую линзу. Газовая линза - это цангодержатель, который имеет в себе конструкцию в виде вставленной сеточки внутри, через которую проходит газ. Этот газ создает более спокойный ламинарный поток и тем самым создает более лучшую защиту для вольфрамового электрода и сварочной ванны. Также под эту газовую линзу существуют специальные сопла, диаметр сопел тоже может быть разный. Конкретно для алюминия, чем больше диаметр сопла, тем лучше будет защита. У меня диаметр сопла совсем небольшой, всего миллиметров 8, но для моей задачи будет достаточно.
Вылет вольфрамового электрода при сварке необходимо делать примерно 4-5 мм. Если будет больше, то вольфрам будет сильно греться на переменном токе и будет разрушаться.
Смотрите данную статью в видео-ролике:
evrotek.spb.ru