







Простой сварочный полуавтомат своими руками. Делаем полуавтомат
Самодельный сварочный полуавтомат 2 в 1 » Полезные самоделки
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора. Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все. А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Оба размотал и с помощью нехитрого приспособления смотал их в один.
|
|
| |
|
|
| |
|
|
| |
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Следующий этап - намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода (рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил).Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Следующий этап - сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки - поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
|
|
| |
|
|
| |
|
| ||
|
|
| |
Рукав длиной 2,5 метра на 160 ампер.
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Печатная плата открывается программой DipTrace: Плата управления. Материалы для изготовления платы были взяты здесь>
|
|
| |
|
|
| |
|
|
| |
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
Ну и наконец, завершающий этап - изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
|
| ||
|
|
| |
|
|
| |
| ]
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
|
|
| |
Ну и самое главное - как все это работает смотрим в финальном видео.
У кого возникнут вопросы - задавайте, всем отвечу.Спасибо за внимание!
Делаем сварочный полуавтомат своими руками
Написано 2 января 2018от generator-prosto.

Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Содержание:
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:

Что потребуется?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:

Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:

Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.
Электрическая схема самодельного устройства:

Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Пример реализации самодельного устройства:

Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:

Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:

Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения. Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства. Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.

Охлаждение, которое будет использоваться в самодельном устройстве, можно вынуть из устаревшей компьютерной техники. Для того, чтобы сделать не только удаление теплого воздуха, но и подачу свежего кислорода – в корпусе механизма высверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см. Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:


Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:



Режимы сваривания в углекислом газе:

От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:

Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:

Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
Популярные статьи:
Опубликовано в Всё о генераторахgenerator-prosto.ru
Простой сварочный полуавтомат своими руками
Читать все новости ➔
Как сделать самостоятельно сварочный полуавтомат. Этот вопрос волнует многих, поскольку стоимость сварочного полуавтомата для бытовых целей от 300$ и до 800$. Промышленные сварочный полуавтоматы еще дороже. Остается только один вариант - собрать полуавтомат самостоятельно, своими руками. Рассмотрим, из каких основных узлов и деталей состоит сварочный полуавтомат. Основой сварочного полуавтомата, является сварочный силовой трансформатор. Трансформатор желательно иметь готовый, но можно и самому изготовить. Основные требования к трансформатору - при напряжение на выходе 10 - 20В обеспечение номинального выходного тока до 60А. Для регулировки выходного напряжения, при намотки первичной обмотки необходимо делать отводы и предусмотреть вариант переключения.
Конечно, самым сложным в домашнем изготовлении узлом является механизм подачи проволоки. От его работы напрямую будет зависеть качество сварного шва и равномерность подачи проволоки. Наиболее подходящим вариантом изготовления механизма подачи - это редуктор от автомобильного стеклоочистителя в комплекте с электродвигателем.
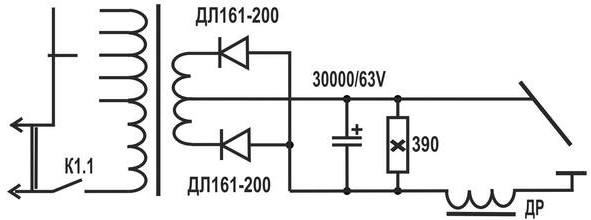
Т.к. сварка полуавтоматом производится постоянным током, необходимо использовать выпрямитель. Тип выпрямителя зависит от способа намотки сварочного трансформатора. Для нашего варианта, с двумя обмотками, используют два выпрямительных диода ДЛ161-200. Для мостовой схемы выпрямителя - используют четыре выпрямительных диода. Конденсатор 30000х63В предназначен для сглаживания пульсаций напряжения после выпрямителя.
В цепи постоянного тока, после выпрямительных диодов, для улучшения стабильности горения дуги устанавливается дроссель, намотанный на трансформаторный сердечник сечением не менее 35 мм х 35 мм, около 20 витков проводом, диаметр которого не менее диаметра провода на вторичной обмотке сварочного трансформатора.
Питание электродвигателя приводного механизма подачи проволоки от блока питания с выходным напряжением 12 - 15В и током около 5А.
Еще в в сварочном полуавтомате имеются:
электроклапан газа;
электромагнитный пускатель включения сварочного полуавтомата;
рукав для подачи проволоки
и другие мелочи.
Схема сварочного полуавтомата указана ниже:
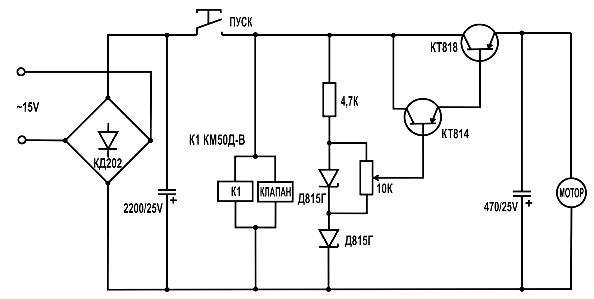 Переменный резистор используется для регулировки скорости подачи проволоки в процессе работы полуавтомата. При нажатии на кнопку пуск, синхронно включается клапан подачи газа и с помощью реле К1 включается сварочный трансформатор.
Переменный резистор используется для регулировки скорости подачи проволоки в процессе работы полуавтомата. При нажатии на кнопку пуск, синхронно включается клапан подачи газа и с помощью реле К1 включается сварочный трансформатор.
 Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Возможно, Вам это будет интересно:
meandr.org
Самодельныи полуавтомат для сварки: этапы изготовления
Самодельный сварочный инвертор является неотъемлемой частью любого мужского ящика с инструментами. Сделать такой агрегат самостоятельно не составит особого труда. Единственное условие — правильно подобранная и реализованная схема соединения.

Устройство полуавтомата для сварки.
Как изготовить сварочный аппарат?
Однако для того чтобы его изготовить, следует определиться с рядом технических характеристик:

Работа сварочного полуавтомата.
- Мощность и тип трансформатора. Оптимальная мощность трансформатора в соотношении с диаметром сварочной катушки в 0,8 мм и током в 150-200 А — от 3000 Вт. Выбирать вариант следует с запасом, для того чтобы инвертор постоянно не работал на предельной мощности. Работоспособность будущего изделия напрямую зависит и от типа подбираемого трансформатора. Свой выбор целесообразнее всего будет остановить на варианте с тороидальным сердечником. Данный тип трансформаторов имеет значительно меньший вес, по сравнению с П-образным и Ш-образным вариантами, которые используются для сварочного инвертора крайне редко.
- Регулирование сварочного тока. Регулировка тока в инверторе может реализоваться по первичной и вторичной обмотке. В первом случае используется тиристорная схема, основным недостатком которой являются резкие скачки напряжения во время перехода фаз. Регулирование напряжения на первичной обмотке может осуществляться и с помощью коммутирующих элементов, в виде реле. Данный метод считается наиболее приемлемым, ведь он практически не имеет недостатков.

Сварка полуавтоматом без применения газа.
Во вторичной обмотке сварочного полуавтомата непременно должен быть установлен сварочный дроссель емкостью не менее 50000 мкФ. Данное приспособление стабилизирует ток, практически исключается разбрызгивание металла, а шов становится не только ровнее, но и глубже. Этот момент является принципиальным отличием инвертора, пусть даже самодельного, от обыкновенного сварочного аппарата.
Те умельцы, которые заинтересованы в изготовлении сварочного инвертора от начала и до конца, должны продумать еще и подачу проволоки в системе для подачи газа. Данный процесс требует от мастера ряда технических навыков, а также соблюдение техники безопасности. Его следует опустить, приобретя ряд готовых деталей и акцентируя внимание на изготовлении самого инвертора.
Данные условия являются базовыми и подлежат обязательному исполнению. В процессе работы возможны и некоторые модификации, однако данный этап работы остается на усмотрение мастера.
Этапы изготовления сварочного инвертора

Схема сварочного инвертора.
На начальном этапе подготавливается основное звено устройства — трансформатор. Для самодельного полуавтомата прекрасно подойдет устройство, снятое с обыкновенной микроволновой печи. Для того чтобы повысить производительность инвертора, количество витков вторичной обмотки можно уменьшить. Для этого старая обмотка аккуратно срезается и извлекается из основы трансформатора. На ее место наматывается другая проволока, желательно покрытая эмалью. Количество витков же просчитывается индивидуально, исходя из особенностей изготавливаемого сварочного полуавтомата.
После того как обмотка будет готова, и первичный, и вторичный ряд следует покрыть токоизоляционным лаком.
На следующем этапе необходимо подобрать корпус, в котором будет установлен самодельный сварочный полуавтомат. Наиболее простое решение — это старый деревянный ящик с инструментами. Внутри ящика, один за другим, устанавливаются трансформаторы с первичной и вторичной обмотками. Последовательность установки играет здесь очень важную роль, ведь слишком низкая сила тока негативно сказывается на качестве сварки, делая ее отнюдь не однородной. Повышенный ток же спалит электроды, установленные внутри инвертора и расплавит металл.
Для того чтобы не допустить перегрева устройства, внутри него крепятся несколько вентиляторов, работающих на вытяжку.
Их количество напрямую зависит от габаритов сварочного полуавтомата, а также его мощности. В качестве охлаждающих элементов могут выступить вентиляторы от обыкновенного компьютера.
Однако для того чтобы воздух нормально циркулировал внутри корпуса, в нем необходимо просверлить отверстия, от 5 до 20 штук. Фактически самодельный полуавтомат можно считать реализованным. Дело остается лишь за приобретением кабеля и баллона с углекислым газом. Данные элементы не следует пытаться выполнить самостоятельно. Целесообразнее будет приобрести их в специализированном магазине и подключить к конечной схеме.
Перед запуском инвертора его работоспособность можно проверить на примере подачи тока. Его значение должно быть не менее 100 А. Меньший показатель будет свидетельствовать о том, что схема собрана неправильно, а шов при работе, если и получится, то крайне непрофессиональный.
moyasvarka.ru
Делаем сварочный полуавтомат своими руками
Cодержание статьи

Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:
$IMAGE2$Что потребуется для сварочного полуавтомата?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:

Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцып работа инвентатора
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:

Электрическая схема самодельного устройства:

Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Пример реализации самодельного устройства:
$IMAGE6$Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты. Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен. Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:

Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:

Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения. Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства. Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.
$IMAGE9$Охлаждение, которое будет использоваться в самодельном устройстве, можно вынуть из устаревшей компьютерной техники. Для того, чтобы сделать не только удаление теплого воздуха, но и подачу свежего кислорода – в корпусе механизма высверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см. Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток. Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:

Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
$IMAGE11$Режимы сваривания в углекислом газе:

От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.
Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:

Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:

Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С. Поэтому для холодных регионов и для зимнего периода времени такие устройства не подойдут. В основном такие инверторы используют на улице в летний период или в помещениях. Самодельные конструкции отлично подойдут для сваривания небольших конструкций в домашних условиях. Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.
promsnabservisnk.ru










